You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Aerospace Propulsion Exam Questions and AnswersDocument3 pagesAerospace Propulsion Exam Questions and AnswersCjananiNo ratings yet
- Question Bank All Units With VTU Old Questions With Front PageDocument11 pagesQuestion Bank All Units With VTU Old Questions With Front PageHareesha N GNo ratings yet
- B23 B22 B25 B26 B17 B28 B27 B20 B19 B21 B4 B2: Position of Parts in Engine Compartment (LHD 3ZR-FE W/ CNG)Document3 pagesB23 B22 B25 B26 B17 B28 B27 B20 B19 B21 B4 B2: Position of Parts in Engine Compartment (LHD 3ZR-FE W/ CNG)Albert BriceñoNo ratings yet
- Aircraft Mechanic Section 13 & 28 LogbookDocument96 pagesAircraft Mechanic Section 13 & 28 LogbookNianga FidricheNo ratings yet
- Racor DieselFuelFilterDocument9 pagesRacor DieselFuelFilterigize2No ratings yet
- CaptivaDocument48 pagesCaptivaWlad Cha100% (2)
- Brio 125 Owners ManualDocument45 pagesBrio 125 Owners ManualJosé CarlosNo ratings yet
- Instant Download Automotive Technology Principles Diagnosis and Service 5th Edition Ebook PDF PDF ScribdDocument41 pagesInstant Download Automotive Technology Principles Diagnosis and Service 5th Edition Ebook PDF PDF Scribdmark.gallo268100% (37)
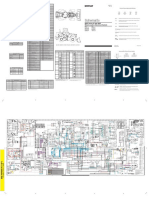
- Cat - Dcs.sis - Controller 950f 4djDocument2 pagesCat - Dcs.sis - Controller 950f 4djLhsan RajawiNo ratings yet
- 7081 GCE O Chemistry MSC 20080807Document36 pages7081 GCE O Chemistry MSC 20080807MERCY LAWNo ratings yet
- Jenbacher JMS 616 GS-N.L Natural Gas Module Technical SpecsDocument4 pagesJenbacher JMS 616 GS-N.L Natural Gas Module Technical Specsmxnoxn100% (1)
- Air Mass Sensor With Frequency OutputDocument2 pagesAir Mass Sensor With Frequency OutputXaockaNo ratings yet
- 3 EvoSeries Tier 4 - LocomotivesDocument2 pages3 EvoSeries Tier 4 - LocomotivesJorge H. GuerreroNo ratings yet
- 1104A-44TG1 ElectropaK PN1783Document2 pages1104A-44TG1 ElectropaK PN1783Francisco Martinez OrtizNo ratings yet
- KKS ProcedureDocument33 pagesKKS Procedurepmvelilla100% (1)
- M111 TimingChainDocument2 pagesM111 TimingChainmongolskykunNo ratings yet
- Crankcase vent.V1-N1-3Document7 pagesCrankcase vent.V1-N1-3Graham MutumaNo ratings yet
- SHOT BLASTING SAFETYDocument3 pagesSHOT BLASTING SAFETYAkhilesh KumarNo ratings yet
- DRS PDFDocument460 pagesDRS PDFCao Lan100% (3)
- Timelines Part 1Document24 pagesTimelines Part 1Jamie JordanNo ratings yet
- What Is Chemical HubDocument13 pagesWhat Is Chemical Hubapi-3711789No ratings yet
- Overview of StartupDocument3 pagesOverview of StartupUr FriendNo ratings yet
- Membrane/Amine Hybrid Process Removes CO2 at Indonesian Gas PlantDocument12 pagesMembrane/Amine Hybrid Process Removes CO2 at Indonesian Gas Plantpleco4meNo ratings yet
- KML Power Plant Internship ReportDocument39 pagesKML Power Plant Internship Reportmohsin100% (1)
- MAN Test CellDocument12 pagesMAN Test CellavryoneNo ratings yet
- PMChecklist ReportDocument9 pagesPMChecklist ReportIbrahim AwadNo ratings yet
- Parts Book Hd785-7 Lepbh78703 J30001-UpDocument674 pagesParts Book Hd785-7 Lepbh78703 J30001-UpMc MuklisNo ratings yet
- Loop Scavenging PDFDocument8 pagesLoop Scavenging PDFSandeep KulathapallilNo ratings yet