You might also like
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysFrom EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysNo ratings yet
- Prof APEFDocument12 pagesProf APEFMeryemHmouriNo ratings yet
- Study ViewerDocument4 pagesStudy Vieweryou tube100% (1)
- Les Machines À Commande NumériqueDocument9 pagesLes Machines À Commande NumériqueSemi ZoghlamiNo ratings yet
- Omocn MTP06 PDFDocument90 pagesOmocn MTP06 PDFBadr HadriNo ratings yet
- 694 11 Efforts de Coupe Et puissances%5B1%5D PDFDocument10 pages694 11 Efforts de Coupe Et puissances%5B1%5D PDFpaul3012No ratings yet
- Transfert de CotesDocument9 pagesTransfert de CotesGamatekNo ratings yet
- 2 TD AVPEF EquerreDocument1 page2 TD AVPEF EquerreRashid Elaychii100% (1)
- Examen Prep Fabrication IFM 2019Document8 pagesExamen Prep Fabrication IFM 2019عامر الشعيلي ولد شعبانNo ratings yet
- Cours Procédés FraisageDocument19 pagesCours Procédés FraisageMll RaghebNo ratings yet
- 1-Contrat de Phase-Corrigé PDFDocument2 pages1-Contrat de Phase-Corrigé PDFSaidJaroumiNo ratings yet
- Dossier Manipulation Fraiseuse PDFDocument21 pagesDossier Manipulation Fraiseuse PDFMohamed Larbi100% (1)
- Geometrie de L'outil Doc-Prof MOUKHTARI - 2Document9 pagesGeometrie de L'outil Doc-Prof MOUKHTARI - 2ELMustaphaELMoukhtariNo ratings yet
- TP Fraisage 2021 - CopieDocument7 pagesTP Fraisage 2021 - CopieMi DO IINo ratings yet
- Elaboration D'un Avant Projet de Fabrication (APEF) - Méthode AnalytiqueDocument9 pagesElaboration D'un Avant Projet de Fabrication (APEF) - Méthode AnalytiqueMakrem CherifNo ratings yet
- Vi - Transfert de Cotes Et Simulation D'usinageDocument25 pagesVi - Transfert de Cotes Et Simulation D'usinageIlu SionNo ratings yet
- Eval Temps BtsipmDocument6 pagesEval Temps BtsipmAhceneHamimes100% (1)
- 2683 IE13 - SujetDocument9 pages2683 IE13 - SujetZakaria Bettioui100% (1)
- TP N°3 Disperssion AléatoiresDocument11 pagesTP N°3 Disperssion AléatoiresBilel Boulehmi0% (1)
- 1 TD1 Moulage en SableDocument1 page1 TD1 Moulage en Sablenahim100% (1)
- Chapitre Isostatisme (Important)Document3 pagesChapitre Isostatisme (Important)honi100% (1)
- 40 DS Moulage 2016 2017Document4 pages40 DS Moulage 2016 2017Chokri Atef67% (3)
- Parametres de CoupeDocument3 pagesParametres de CoupeGuiliass100% (1)
- Fiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFDocument41 pagesFiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFBoulehmi NizarNo ratings yet
- Analyse Des Contraintes DDocument4 pagesAnalyse Des Contraintes DAbdelilah El Gmairi100% (1)
- Exm2015-CorrigeDocument7 pagesExm2015-CorrigeToxic DEVNo ratings yet
- Exercices Sur La Mise en Position Isostatique ProfDocument2 pagesExercices Sur La Mise en Position Isostatique ProfAymen KhalfaouiNo ratings yet
- ExamenDocument1 pageExamenAnonymous 9qKdViDP40% (1)
- Tolérances Géométriques GPS Exercices 2Document4 pagesTolérances Géométriques GPS Exercices 2Yousif Ali100% (1)
- 1 - TD-Couvercle-brut Capable PDFDocument2 pages1 - TD-Couvercle-brut Capable PDFkhaled rouabehNo ratings yet
- Exercice - RDM - Cisaillement - Clavette Motorducteur - EnoncDocument4 pagesExercice - RDM - Cisaillement - Clavette Motorducteur - Enoncomar-benka-3821No ratings yet
- EMBOUTISSAGEDocument25 pagesEMBOUTISSAGEJihen LassouedNo ratings yet
- Mémoire 2009Document72 pagesMémoire 2009ميكانيك الوادي0% (1)
- Production Par Commande Numérique 1-1Document77 pagesProduction Par Commande Numérique 1-1salhi ziedNo ratings yet
- Cours Usinage 78 89Document12 pagesCours Usinage 78 89Françoise NicolasNo ratings yet
- Examen Coupe IFM Janvier 2020 VFDocument5 pagesExamen Coupe IFM Janvier 2020 VFImed MejriNo ratings yet
- Chapitre 7 - FraisageDocument25 pagesChapitre 7 - FraisageAlexandru Daniel GhermanNo ratings yet
- Les Conditions de CoupesDocument13 pagesLes Conditions de CoupesAbdelilah El GmairiNo ratings yet
- La Coupe Des Metaux - FinalDocument22 pagesLa Coupe Des Metaux - FinalHamza ElallamNo ratings yet
- Controle Esa101Document2 pagesControle Esa101MOHAM BELHOUDANo ratings yet
- Contarainte D'antérioritéDocument16 pagesContarainte D'antérioritéMajed NesrineNo ratings yet
- Travail À Faire PDFDocument8 pagesTravail À Faire PDFamrNo ratings yet
- 2799 22 Optimisation Des Parametres de CoupeDocument6 pages2799 22 Optimisation Des Parametres de CoupeSLIMANE BENCHIHEUB50% (2)
- Cours Conception Mécanique V21Document44 pagesCours Conception Mécanique V21Ay Oub100% (3)
- ExamenDocument3 pagesExamensaada boboNo ratings yet
- DispersionsDocument5 pagesDispersionsMohamed SahilNo ratings yet
- Exercices de Filetage - eDocument4 pagesExercices de Filetage - echrisNo ratings yet
- Mise Et Maintien en Position Isostatique PDFDocument8 pagesMise Et Maintien en Position Isostatique PDFzakaria100% (2)
- Fraisage Conventionnel Avec Plateau Diviseur PDFDocument6 pagesFraisage Conventionnel Avec Plateau Diviseur PDFLibraireNo ratings yet
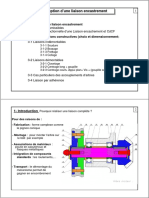
- Cours Liaison EncastrementDocument12 pagesCours Liaison Encastrementsou souNo ratings yet
- Chapitre 5Document13 pagesChapitre 5Mou Héb RzNo ratings yet
- Fascicule TP Usinage 1Document40 pagesFascicule TP Usinage 1BIJOUNA BILELNo ratings yet
- Dispersion, Contrat de Phase.Document48 pagesDispersion, Contrat de Phase.khailiNo ratings yet
- Etude D'outillageDocument12 pagesEtude D'outillageDayang Dayang100% (3)
- TD Tournage Niveau 3Document2 pagesTD Tournage Niveau 3Iheb KahouachNo ratings yet
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.From EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.No ratings yet
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsFrom EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsNo ratings yet
- Gamme UsinageDocument12 pagesGamme UsinageYouness El HamriNo ratings yet
- Intercut Conference NotesDocument27 pagesIntercut Conference NotesSanene EnanasNo ratings yet
- Chapitre 4 Les Cycles Fixes de TournageDocument24 pagesChapitre 4 Les Cycles Fixes de TournageAmeni Khaled100% (3)
- Définition Du BCRDocument11 pagesDéfinition Du BCRsalim BnsfNo ratings yet
- 20181211152016623.en.frDocument22 pages20181211152016623.en.frLuc Mutombo MukuluNo ratings yet
- Questionnaire Entretien D'embaucheDocument3 pagesQuestionnaire Entretien D'embaucheCherradi ZakariaNo ratings yet
- Climat Des Affaires Au MarocDocument3 pagesClimat Des Affaires Au MarocYoussef El OualiNo ratings yet
- Etude Géotechnique: 1-Analyse GranulométriqueDocument11 pagesEtude Géotechnique: 1-Analyse GranulométriqueAziz HwewiNo ratings yet
- Management Interculturel CoursDocument118 pagesManagement Interculturel CoursLionSage100% (1)
- GC1 Rapport-Du-Visite TPPGCDocument8 pagesGC1 Rapport-Du-Visite TPPGCLabidi AdemNo ratings yet
- Formation Adobe Photoshop Elements 2022Document2 pagesFormation Adobe Photoshop Elements 2022Patrick baobab341free.frNo ratings yet
- BELAID LITIM GraveDocument60 pagesBELAID LITIM GraveТереть ВотNo ratings yet
- Implantation Dun BatimentDocument105 pagesImplantation Dun BatimentNinou FaresNo ratings yet
- Travail Personnal 1Document8 pagesTravail Personnal 1Ziyad MelitiNo ratings yet
- Prez CDG Approfondi - IntroductionDocument27 pagesPrez CDG Approfondi - IntroductionFatimaZahra AlyouneNo ratings yet
- ZKLKZDocument20 pagesZKLKZhousssem benhaniNo ratings yet
- Catalogo PAM Def-Nuovo PDFDocument64 pagesCatalogo PAM Def-Nuovo PDFSaid Mansour Mohamed100% (1)
- 6 - Composition - Des - Betons - CourantsDocument24 pages6 - Composition - Des - Betons - CourantsDjizoNo ratings yet
- 01 Chimieorganique2005Document15 pages01 Chimieorganique2005jijax-ukobNo ratings yet
- Cours RouteDocument17 pagesCours RouteBoubacar DialloNo ratings yet
- ET ParafoudreDocument45 pagesET ParafoudreOi69qEZNo ratings yet
- Politique de PrixDocument5 pagesPolitique de PrixFiedano BehivokaNo ratings yet
- Cinema Paradiso Love Theme - Partitura Completa PDFDocument6 pagesCinema Paradiso Love Theme - Partitura Completa PDFjeanhuillipanNo ratings yet
- Bilan Evaluations MathsDocument7 pagesBilan Evaluations MathsNizar ElyamaniNo ratings yet
- Master 2020 FinDocument88 pagesMaster 2020 FinElbahi DjaalabNo ratings yet
- Installation Serveur W2KDocument9 pagesInstallation Serveur W2Kstrideworld100% (1)
- RAPPORT DE STAGE LIPOQS CourtDocument14 pagesRAPPORT DE STAGE LIPOQS CourtOmaima GaraniNo ratings yet
- CM-CIC Paiement Documentation Technique v3 0Document46 pagesCM-CIC Paiement Documentation Technique v3 0nabil_lajili100% (1)
- Loi 5-96Document26 pagesLoi 5-96Manal MaddahNo ratings yet
- E38 PDFDocument6 pagesE38 PDFHicham OmrNo ratings yet
- Activite3 MicrobitDocument2 pagesActivite3 MicrobitJ P100% (1)