You might also like
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoFrom EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoRating: 5 out of 5 stars5/5 (1)
- Pilotes MetálicosDocument3 pagesPilotes MetálicosOrlando Bolaños LozanoNo ratings yet
- Elementos de concreto reforzado IFrom EverandElementos de concreto reforzado IRating: 2.5 out of 5 stars2.5/5 (2)
- Muros Con Pilotes Metálicos y Paredes de HormigónDocument7 pagesMuros Con Pilotes Metálicos y Paredes de HormigónDaniel BunayNo ratings yet
- Hormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318From EverandHormigón armado. Tomo II - 2.a edición: Introducción a nueva norma CIRSOC 201/05 A.C.I. 318Rating: 4.5 out of 5 stars4.5/5 (2)
- PILOTESDocument27 pagesPILOTESSein CondeNo ratings yet
- Función de Los PilotesDocument7 pagesFunción de Los PilotesAirton Alcalde CurayNo ratings yet
- Pilotes de ConcretoDocument4 pagesPilotes de ConcretoDaniel AscencioNo ratings yet
- Concreto 101109105552 Phpapp02 2Document53 pagesConcreto 101109105552 Phpapp02 2Yandel Perez PastranaNo ratings yet
- Habilitacion AceroDocument10 pagesHabilitacion AceroDiego A. Villanueva Arteaga100% (1)
- Acero 2Document15 pagesAcero 2valenciaNo ratings yet
- Generalidade de Los Pilotes 1Document25 pagesGeneralidade de Los Pilotes 1Oscar HerreraNo ratings yet
- Diseño de Pilotes1Document57 pagesDiseño de Pilotes1Analy Del Carmen Melendres BermeoNo ratings yet
- Constru 2Document20 pagesConstru 2Job ChavzNo ratings yet
- Acero de ResfuerzoDocument8 pagesAcero de ResfuerzoCristhian Alhuay LeonNo ratings yet
- Informe de Armado de AceroDocument13 pagesInforme de Armado de Aceroemy murilloNo ratings yet
- Corrugados Tunnel LinerDocument2 pagesCorrugados Tunnel LinerAngelDiazNo ratings yet
- Acero de Refuerzo en Presas de ArcoDocument8 pagesAcero de Refuerzo en Presas de ArcoSergio100% (1)
- Columnas de Perfiles Tubulares de Acero Rellenas de HormigonDocument6 pagesColumnas de Perfiles Tubulares de Acero Rellenas de HormigonHalder LucasNo ratings yet
- Empalmes y Siderurgicas Del PeruDocument12 pagesEmpalmes y Siderurgicas Del PeruMarco Julian Garcia100% (1)
- Escalonado 3 - Encofrado, Acero y Concreto ArmadoDocument53 pagesEscalonado 3 - Encofrado, Acero y Concreto ArmadoJorge Reyes DavalosNo ratings yet
- Informe Unidad 3 - Cimientos - Grupo 2Document31 pagesInforme Unidad 3 - Cimientos - Grupo 2Rafael. OrdóñezNo ratings yet
- Tubo de Metal CorrugadoDocument16 pagesTubo de Metal CorrugadoAndres AbrilNo ratings yet
- Metal CorrugadoDocument16 pagesMetal CorrugadoVictor HernandezNo ratings yet
- Resumen Pilotes de AceroDocument2 pagesResumen Pilotes de AceroRomario RodriguezNo ratings yet
- Fierro Corrugado ASTM A615 Grado 60Document6 pagesFierro Corrugado ASTM A615 Grado 60Jean Pierre Lucho BarrientosNo ratings yet
- Losas ColaborantesDocument8 pagesLosas ColaborantesSANDRANo ratings yet
- NovaceroDocument6 pagesNovaceroANGELES MARIA TACURI ASIMBAYANo ratings yet
- Barras de Acero Uso y EmpleoDocument28 pagesBarras de Acero Uso y EmpleoMichael Ramirez0% (1)
- Resumen. Teoría de EstructurasDocument13 pagesResumen. Teoría de EstructurasSebas 03No ratings yet
- Obtener Archivo RecursoDocument59 pagesObtener Archivo RecursoROJAS BURGA ANA ROSEDITHNo ratings yet
- Estructuras de Concreto ReforzadoDocument2 pagesEstructuras de Concreto ReforzadoCarlosHinostrozaNajarroNo ratings yet
- Cruces InternosDocument11 pagesCruces InternosAngelOlveraNo ratings yet
- Tuberia Acero Corrugado FDocument16 pagesTuberia Acero Corrugado FElizabeth Talley100% (1)
- PilotesDocument35 pagesPilotesarcadiobdj100% (1)
- Tubo de Metal Corrugado - PanamaDocument16 pagesTubo de Metal Corrugado - PanamaDaniel GuerreroNo ratings yet
- Acero HabilitacionDocument35 pagesAcero HabilitacionJulio Quesada Llanto100% (1)
- EjercicioDocument26 pagesEjercicioAldair Esteban CastroNo ratings yet
- Presentación Hidraulica No 6Document30 pagesPresentación Hidraulica No 6Eduar pinzonNo ratings yet
- EnfierraduraDocument21 pagesEnfierraduraJose MarivilNo ratings yet
- Pilotes CombinadosDocument5 pagesPilotes CombinadosJhon Elvis VeraNo ratings yet
- Acero CorrugadoDocument28 pagesAcero CorrugadoDiego Obregón100% (1)
- Tuberías para Abastecimiento de AguaDocument11 pagesTuberías para Abastecimiento de AguaMidwardFranciscoQuispeLivisiNo ratings yet
- Tipos de PilotesDocument30 pagesTipos de PilotesdavidTscribdNo ratings yet
- Pilot EsDocument10 pagesPilot EsWalter RamirezNo ratings yet
- Análisis de Tipos y Características de Pilotes de Tuberías de AceroDocument2 pagesAnálisis de Tipos y Características de Pilotes de Tuberías de AceroStefany Barbosa Rodriguez0% (1)
- Aditivos - Dalia Ruiz.Document12 pagesAditivos - Dalia Ruiz.Gabriela MarcanoNo ratings yet
- PDF 1 Losas Colaborantes 11 Definicion Fuente 1 Acero DeckDocument8 pagesPDF 1 Losas Colaborantes 11 Definicion Fuente 1 Acero Deck01-IC-BRANDO LEE VILA CALDERONNo ratings yet
- PILOTESDocument55 pagesPILOTESSarah CarrilloNo ratings yet
- Resumen de MaderaDocument15 pagesResumen de MaderaFranco Diaz VasquezNo ratings yet
- Acero Corrugado en Constr.-Sider Peru PDFDocument84 pagesAcero Corrugado en Constr.-Sider Peru PDFBRAYAN ALEXANDER ÑAHUIS RIOSNo ratings yet
- Grupo #03 - Evaluacion de Cimentaciones ProfundasDocument24 pagesGrupo #03 - Evaluacion de Cimentaciones ProfundasJean Piere Garcia FloresNo ratings yet
- Estructuras de La TablestacaDocument19 pagesEstructuras de La TablestacaCarolina Atencio de Santos100% (2)
- Tuberia de PozosDocument13 pagesTuberia de PozosJose Luis oskata waychaNo ratings yet
- Cimentaciones ProfundasDocument55 pagesCimentaciones ProfundasFrancisco Antonio RamirezNo ratings yet
- Placas EstructuralesDocument20 pagesPlacas EstructuralesCarlos Castro100% (5)
- Informe Empalmes de AceroDocument22 pagesInforme Empalmes de AceroRuth Jhosely Castilla Torres100% (1)
- Informe de Acero RoladoDocument9 pagesInforme de Acero RoladoManuel Huarcaya CruzNo ratings yet
- AceroDocument21 pagesAcerojuan santillanNo ratings yet
- Características de Las TuberíasDocument14 pagesCaracterísticas de Las Tuberíasfreddy sarmientoNo ratings yet
- Proyecto de Inclusion en La Institucion Educativa Niño Jesus de PragaDocument26 pagesProyecto de Inclusion en La Institucion Educativa Niño Jesus de Pragadiana milena quintero garzonNo ratings yet
- Clase 31-Energías Renovables y No RenovablesDocument17 pagesClase 31-Energías Renovables y No RenovablesDayane HidalgoNo ratings yet
- Pasos Implementaciòn de Un Sistema de Gestion de La CalidadDocument5 pagesPasos Implementaciòn de Un Sistema de Gestion de La CalidadBRAHIAN STEVEN PARRADO CADENANo ratings yet
- Tesis PDFDocument119 pagesTesis PDFMilagros TasaycoNo ratings yet
- PLAN 3ro Secundaria LenguajeDocument16 pagesPLAN 3ro Secundaria LenguajeCandy Bécquer80% (5)
- Ingresos Provenientes de Contratos Con ClientesDocument4 pagesIngresos Provenientes de Contratos Con ClientesAbrahamC.VelásquezNo ratings yet
- GG-CC-PG-026 Montaje de Carpas, Estructuras y ModulosDocument8 pagesGG-CC-PG-026 Montaje de Carpas, Estructuras y ModulosLeafar Lopez HuaynateNo ratings yet
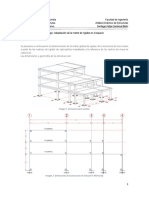
- Trabajo - Idealizacion de La Matriz de RigidezDocument10 pagesTrabajo - Idealizacion de La Matriz de Rigidezromulo182No ratings yet
- Colangitis AgudaDocument22 pagesColangitis Agudajuan pedroNo ratings yet
- Venezuela. Música Electrónica. Miguel - Noya2007Document266 pagesVenezuela. Música Electrónica. Miguel - Noya2007Camila JuárezNo ratings yet
- Semana 4 - RMDocument10 pagesSemana 4 - RMMario ParedesNo ratings yet
- Prueba de Historia 4° BasicoDocument4 pagesPrueba de Historia 4° BasicoYesica Vargas AlvaradoNo ratings yet
- Carbamatos y PiretrinasDocument21 pagesCarbamatos y PiretrinasKarenSpykerNo ratings yet
- El Precio Del LlamadoDocument3 pagesEl Precio Del Llamadodario benitesNo ratings yet
- Tarea 1 Geometria Plana y Del Espacio SeDocument3 pagesTarea 1 Geometria Plana y Del Espacio Semaria andreNo ratings yet
- Etapa Ejecución y Seguimiento de ProyectosDocument38 pagesEtapa Ejecución y Seguimiento de ProyectosAntonellaNo ratings yet
- Tlatelolco 2Document30 pagesTlatelolco 2Diego PadillaNo ratings yet
- Matriz AmbientalDocument1 pageMatriz AmbientalJose Luis Garcia OliverNo ratings yet
- Perfil Planeamiento Integral - Docx CorregidoDocument18 pagesPerfil Planeamiento Integral - Docx CorregidoCarlos Medrano GarciaNo ratings yet
- Musica Ecuatoriana, Editorial FlacsoDocument33 pagesMusica Ecuatoriana, Editorial FlacsoAndres Jiménez JimenezNo ratings yet
- Inventos Colombianos-Ingeneria MecatronicaDocument1 pageInventos Colombianos-Ingeneria MecatronicaJaiderk David Corredor MateusNo ratings yet
- Filosofía de Albert CamusDocument5 pagesFilosofía de Albert CamusEddy Ruiz100% (1)
- Diagrama BimanualDocument2 pagesDiagrama BimanualWaldo Colón BejaránNo ratings yet
- La Psicologia Educativa y Los Otros Saberes EducativosDocument18 pagesLa Psicologia Educativa y Los Otros Saberes EducativosNathalia Tarifa RodasNo ratings yet
- Una Lectura de La Carta Sobre La Tolerancia 2aDocument11 pagesUna Lectura de La Carta Sobre La Tolerancia 2aReyes Vargas NicoleNo ratings yet
- de Práctica Semana 02Document18 pagesde Práctica Semana 02Jordy Aquino LopezNo ratings yet
- Tema 3 - WordDocument3 pagesTema 3 - WordJosé Carlos Guerrero ChávezNo ratings yet
- Vencimiento de Contrato: 30/11/2022 Período de Facturación: 01/2022 Fecha de Emisión: 26/01/2022 Vencimiento de Pago: 10/02/2022Document1 pageVencimiento de Contrato: 30/11/2022 Período de Facturación: 01/2022 Fecha de Emisión: 26/01/2022 Vencimiento de Pago: 10/02/2022Jesús Guillermo Mestas DiazNo ratings yet
- Protocolos Igp Egp BGPDocument13 pagesProtocolos Igp Egp BGPAldair Memije Angel100% (1)
- Heavy Object Volumen 8Document229 pagesHeavy Object Volumen 8carlos ramos sanchezNo ratings yet