You might also like
- Atharva Institute of Management Studies Atharva Institute of Management StudiesDocument67 pagesAtharva Institute of Management Studies Atharva Institute of Management Studiestogaurav,mbaNo ratings yet
- Procurement Process Consists The Following ProcessesDocument3 pagesProcurement Process Consists The Following ProcessesNaresh BabuNo ratings yet
- As IA Checklist Sec7 5Document5 pagesAs IA Checklist Sec7 5Randy Wee AguilarNo ratings yet
- Process ApproachDocument20 pagesProcess ApproachAthulNo ratings yet
- Demand-Management (Zeneah)Document14 pagesDemand-Management (Zeneah)Harvey Saulog Balignasay0% (1)
- Demand And Supply Management A Complete Guide - 2020 EditionFrom EverandDemand And Supply Management A Complete Guide - 2020 EditionNo ratings yet
- Audit SkillsDocument36 pagesAudit SkillsSudhagarNo ratings yet
- Guide For Quality System Manual Internal Audit: ApprovedDocument9 pagesGuide For Quality System Manual Internal Audit: ApprovedMan Peatman ManpeatmanNo ratings yet
- Supplier Quality Improvement - ChecklistDocument16 pagesSupplier Quality Improvement - ChecklistmuneerppNo ratings yet
- Answers To Question With TicketsDocument18 pagesAnswers To Question With TicketsDr Praveen KumarNo ratings yet
- Purchasing Configuration TipsDocument7 pagesPurchasing Configuration TipsAnirban LahaNo ratings yet
- RMA and ReturnsDocument19 pagesRMA and Returnsविजय शर्माNo ratings yet
- GRR Study MSA TemplateDocument21 pagesGRR Study MSA TemplaterajarajanNo ratings yet
- APQP Process for Quality PlanningDocument2 pagesAPQP Process for Quality PlanningSanjay BaidNo ratings yet
- VDAqmc2014 Engl DownloadDocument172 pagesVDAqmc2014 Engl DownloadLuis SosaNo ratings yet
- Empirical Study DataDocument2 pagesEmpirical Study DataHadi Moheb-AlizadehNo ratings yet
- Supplier Manual 16-11 Bosch Thermotechniek B.V 1Document20 pagesSupplier Manual 16-11 Bosch Thermotechniek B.V 1LOGANATHAN VNo ratings yet
- IAF - MD08 - 2020 - App ISO-IEC 17011 - ISO 13485Document19 pagesIAF - MD08 - 2020 - App ISO-IEC 17011 - ISO 13485Leonardo Navarro100% (1)
- Chapter 3 Quality System StandardsDocument129 pagesChapter 3 Quality System StandardsSanjay AdhikariNo ratings yet
- Project and Sourcing ManagementDocument28 pagesProject and Sourcing ManagementDEEPANSHI SONINo ratings yet
- Basic Management Principles for PharmacistsDocument88 pagesBasic Management Principles for PharmacistsDaveP.100% (1)
- Iso 9001:2000 Gap Checklist: 4.0 Quality Management System 4.1 General RequirementsDocument11 pagesIso 9001:2000 Gap Checklist: 4.0 Quality Management System 4.1 General Requirementscover filterNo ratings yet
- Control Charts and Process Control in SAPDocument18 pagesControl Charts and Process Control in SAPDebasish Behera100% (1)
- Conformity Assessment (Management System Certification)Document5 pagesConformity Assessment (Management System Certification)Talal AhmedNo ratings yet
- Assignment 3 EPMDocument3 pagesAssignment 3 EPMWajiha JawwadNo ratings yet
- Balanced ScorecardDocument36 pagesBalanced Scorecardwessam777No ratings yet
- Agilent Calibration FrequencyDocument6 pagesAgilent Calibration Frequencyzilangamba_s4535No ratings yet
- Quality Management System Checklist Iso 9001Document13 pagesQuality Management System Checklist Iso 9001Ayman Hamed MalahNo ratings yet
- DCC and QMS Coordinator - HandoutDocument17 pagesDCC and QMS Coordinator - HandoutRaymond PalisocNo ratings yet
- Iso 9000 & Total Quality ManagementDocument13 pagesIso 9000 & Total Quality Managementalifatehitqm100% (1)
- Groupe Meloche Supplier Performance Rating SystemDocument5 pagesGroupe Meloche Supplier Performance Rating SystemvivekdhavanNo ratings yet
- Sop Feedback ManagementDocument4 pagesSop Feedback Managementalaa.saadi711No ratings yet
- Control of Monitoring and Measuring EquipmentDocument18 pagesControl of Monitoring and Measuring EquipmentFranklyn OnyeneNo ratings yet
- ISO 9000 Auditor Training GuideDocument127 pagesISO 9000 Auditor Training Guideravindra_jivani100% (1)
- Guide To Document ControlDocument2 pagesGuide To Document ControlAbdurRahmanFNo ratings yet
- Iso 9001Document2 pagesIso 9001JawaNo ratings yet
- CalibrationDocument49 pagesCalibrationChanchal SharmaNo ratings yet
- Quality Manual: For Carolina Precision Manufacturing, LLC IndexDocument27 pagesQuality Manual: For Carolina Precision Manufacturing, LLC IndexhjgajjarNo ratings yet
- HDT First Article Inspection Policy 01Document7 pagesHDT First Article Inspection Policy 01Srinivasan VenkatNo ratings yet
- Pub100373 PDFDocument12 pagesPub100373 PDFedgelcer100% (1)
- Processaudit VDA 6.3 2010 enDocument37 pagesProcessaudit VDA 6.3 2010 enAdilson DoboszNo ratings yet
- EU Product Compliance AssessmentDocument15 pagesEU Product Compliance AssessmentMaruan MuhammadNo ratings yet
- Clause 8 - ExplanationDocument33 pagesClause 8 - Explanations_agali2413No ratings yet
- ISO 9001 Internal Audit ChecklistDocument14 pagesISO 9001 Internal Audit ChecklistEsterNTNo ratings yet
- Sap MM PathsDocument3 pagesSap MM PathscharanNo ratings yet
- SCF 07 Quality ManagementDocument48 pagesSCF 07 Quality ManagementGyorgy LukacsNo ratings yet
- Quality Management: ©ian Sommerville 2000 Software Engineering, 6th Edition. Chapter 24 Slide 1Document55 pagesQuality Management: ©ian Sommerville 2000 Software Engineering, 6th Edition. Chapter 24 Slide 1faroakNo ratings yet
- Documents and Records: Presented By: Cardia FourieDocument52 pagesDocuments and Records: Presented By: Cardia FourieWael SaeedNo ratings yet
- APQP Ballooning ControlPlan SPCDocument7 pagesAPQP Ballooning ControlPlan SPCfernando.camargoNo ratings yet
- CAPA Corrective and Preventive Action in PharmaceuticalDocument5 pagesCAPA Corrective and Preventive Action in PharmaceuticalRainMan75No ratings yet
- Material and Capacity Requirements Planning (MRP and CRP) Part - 1Document10 pagesMaterial and Capacity Requirements Planning (MRP and CRP) Part - 1Dr. Mahmoud Abbas Mahmoud Al-NaimiNo ratings yet
- APG InternalAudit2015 PDFDocument4 pagesAPG InternalAudit2015 PDFBulmaro SanchezNo ratings yet
- What is an Audit? Understanding Types, Process & MoreDocument8 pagesWhat is an Audit? Understanding Types, Process & MoreArun ByakodNo ratings yet
- ISO 9000 - Quality ManagementDocument9 pagesISO 9000 - Quality ManagementVictor DharNo ratings yet
- The Concept of Ev S Intelligent Integrated Station and Its Energy FlowDocument29 pagesThe Concept of Ev S Intelligent Integrated Station and Its Energy FlowHorváth PéterNo ratings yet
- ATSDocument8 pagesATSserban_elNo ratings yet
- ComponentsDocument8 pagesComponentsprbthapa2055No ratings yet
- Calibrar Slide Valve y Slid Stop en Compresor NH3Document4 pagesCalibrar Slide Valve y Slid Stop en Compresor NH3Hector0412No ratings yet
- Radiography Sai KripaDocument4 pagesRadiography Sai KripaSarthak EnterprisesNo ratings yet
- Glowing TreesDocument2 pagesGlowing TreesJonathan SwiftNo ratings yet
- LSA47 3-Install&MaintenDocument28 pagesLSA47 3-Install&MaintenCao HieuNo ratings yet
- Cit Asci tr334 PDFDocument18 pagesCit Asci tr334 PDFraguerreNo ratings yet
- Engineering Laboratory (En19003) Experiment No. 4 (Ee2) : Open Circuit and Short Circuit Test of Single Phase TransformerDocument4 pagesEngineering Laboratory (En19003) Experiment No. 4 (Ee2) : Open Circuit and Short Circuit Test of Single Phase TransformerEvan JoshyNo ratings yet
- Motor Logic™ Solid-State Overload Relays (SSOLRS) : Other FeaturesDocument4 pagesMotor Logic™ Solid-State Overload Relays (SSOLRS) : Other FeaturesSantiago BorjaNo ratings yet
- Sugar Industry in Pakistan (17-UGLC-650)Document16 pagesSugar Industry in Pakistan (17-UGLC-650)Waqar IbrahimNo ratings yet
- Operation and Service Everfresh Controlled Atmosphere: 69Nt40-489-100 SeriesDocument178 pagesOperation and Service Everfresh Controlled Atmosphere: 69Nt40-489-100 SeriesHéctor AraujoNo ratings yet
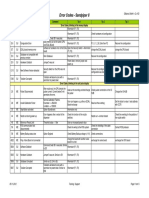
- Training Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IIDocument5 pagesTraining Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IICharlie ShowNo ratings yet
- BBBV3 ForegroundReading Solar UPS MarineDocument7 pagesBBBV3 ForegroundReading Solar UPS MarineSaibal BhattacharyyaNo ratings yet
- Daewoo 4603Document42 pagesDaewoo 4603David LovatoNo ratings yet
- AC192Document1 pageAC192soares_alexNo ratings yet
- Marine Propulsion Engines GuideDocument20 pagesMarine Propulsion Engines GuideyoungfpNo ratings yet
- UNIVERSITY QUIZDocument4 pagesUNIVERSITY QUIZJericko Lian Del RosarioNo ratings yet
- Notes on Heat Transfer Methods and EquationsDocument6 pagesNotes on Heat Transfer Methods and Equationsjme733k9100% (1)
- Atomic Emission SpectrometryDocument21 pagesAtomic Emission SpectrometryArslan Muhammad EjazNo ratings yet
- Refrigerant DistributionDocument4 pagesRefrigerant DistributionjorgedvfNo ratings yet
- Parandoush 2017Document18 pagesParandoush 2017diego9723No ratings yet
- Parker Substrate 4250-InTRAFLOW Dec 2003Document12 pagesParker Substrate 4250-InTRAFLOW Dec 2003Laurence MalanumNo ratings yet
- Klauke - Different Crimping MethodsDocument4 pagesKlauke - Different Crimping MethodsBiplab PaulNo ratings yet
- User Manual: T6DBG721N T6DBG720NDocument26 pagesUser Manual: T6DBG721N T6DBG720NViorica TrohinNo ratings yet
- EXPANDED INSPECTION CHECKLISTDocument2 pagesEXPANDED INSPECTION CHECKLISTfredy2212100% (1)
- SMC1500-2U: Product Data SheetDocument3 pagesSMC1500-2U: Product Data SheetRedes ItcNo ratings yet
- Vat Rates enDocument27 pagesVat Rates enpacocastroNo ratings yet
- WARNING SIGNS OF KICKSDocument45 pagesWARNING SIGNS OF KICKSMartin RiwuNo ratings yet
- TeraWulf's Nuclear Bitcoin Plant Is Just One Piece of The Green Mining Puzzle - DecryptDocument16 pagesTeraWulf's Nuclear Bitcoin Plant Is Just One Piece of The Green Mining Puzzle - DecryptpipeNo ratings yet