You might also like
- Auto-Powered Arc Welder: by Norman E. SchuttzDocument60 pagesAuto-Powered Arc Welder: by Norman E. SchuttzPierre799es100% (1)
- Construction and Manufacture of AutomobilesFrom EverandConstruction and Manufacture of AutomobilesRating: 5 out of 5 stars5/5 (1)
- A Guide to Motor-Cycle Design - A Collection of Vintage Articles on Motor Cycle ConstructionFrom EverandA Guide to Motor-Cycle Design - A Collection of Vintage Articles on Motor Cycle ConstructionNo ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Mill Keyways On LatheDocument1 pageMill Keyways On LatheJim100% (3)
- Build MI's Tornado!: by John CapotostoDocument3 pagesBuild MI's Tornado!: by John CapotostoJim100% (1)
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Document16 pagesSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfNo ratings yet
- Home Workshop Milling Machine GuideDocument31 pagesHome Workshop Milling Machine Guidetaiwest100% (1)
- Atlas Mill AccessoriesDocument1 pageAtlas Mill AccessoriesGary RepeshNo ratings yet
- 42SWP22 Lawn SweeperDocument12 pages42SWP22 Lawn SweeperPurpleRyderNo ratings yet
- Aircarflighttesting: by Angus LaidlawDocument3 pagesAircarflighttesting: by Angus LaidlawJimNo ratings yet
- Struck Dozers - CubCadetManDocument4 pagesStruck Dozers - CubCadetManNaveen BansalNo ratings yet
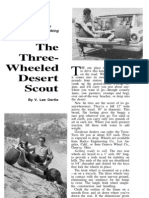
- 3 Wheel Dune BuggyDocument5 pages3 Wheel Dune BuggyyukitadaNo ratings yet
- Power Rasp, Build Your OwnDocument6 pagesPower Rasp, Build Your OwnJim100% (1)
- SphericalturninglathetoolDocument14 pagesSphericalturninglathetoolFrenchwolf420No ratings yet
- Operating: Maintenance ManualDocument18 pagesOperating: Maintenance ManualAnonymous reYe6iCCNo ratings yet
- By Emile Alline: Technical Art by Fred WolffDocument4 pagesBy Emile Alline: Technical Art by Fred WolffJim100% (3)
- PMOct 54 Compact Workbench 1Document1 pagePMOct 54 Compact Workbench 1JimNo ratings yet
- Lathe ToolslideDocument2 pagesLathe ToolslideFrenchwolf420No ratings yet
- Web QCGBDocument19 pagesWeb QCGBpramponiNo ratings yet
- Mini Bike LightDocument2 pagesMini Bike LightperacNo ratings yet
- Frame Jig Assembly GuideDocument12 pagesFrame Jig Assembly GuideMalcolm DiamondNo ratings yet
- Spot Welder PlansDocument4 pagesSpot Welder Planscesargramcko100% (2)
- Simple Mini Tube Bender InstructionsDocument4 pagesSimple Mini Tube Bender InstructionsMartin OngNo ratings yet
- Build a Simple Pipe Bending MachineDocument1 pageBuild a Simple Pipe Bending Machinegodfrey73100% (1)
- Triton-Powered Saw TableDocument32 pagesTriton-Powered Saw Tableauger88No ratings yet
- Table Saw AlingmentDocument8 pagesTable Saw AlingmentEd BozmanNo ratings yet
- The Art of Centered Eye BendingDocument29 pagesThe Art of Centered Eye BendingKhin Aung Shwe100% (1)
- Lathe Chuck Backplate FittingDocument2 pagesLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- Balancing Grinder WheelsDocument8 pagesBalancing Grinder WheelsmountaineerjpNo ratings yet
- Sheet Metal Bending PlansDocument11 pagesSheet Metal Bending PlansVivek_subzero100% (1)
- Lathe Cross-Sli Olders.: " DuplexDocument3 pagesLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- Youngsters T Bucket Frame Plans V1 0Document24 pagesYoungsters T Bucket Frame Plans V1 0weirdbennyNo ratings yet
- Series 7 Lathes: Technical Support Explaining Changewheel Sets For Lathes With Changewheel Driven LeadscrewsDocument8 pagesSeries 7 Lathes: Technical Support Explaining Changewheel Sets For Lathes With Changewheel Driven LeadscrewsTomas MalyNo ratings yet
- 12 Atlas Master Parts ListDocument33 pages12 Atlas Master Parts ListlokiNo ratings yet
- Center Punch Grinding JigDocument2 pagesCenter Punch Grinding JigmododanNo ratings yet
- Motolift PDFDocument26 pagesMotolift PDFChristos PapadakisNo ratings yet
- Right Angle HeadDocument13 pagesRight Angle Headkwayneolson6081100% (2)
- Ins Ha Per 1Document5 pagesIns Ha Per 1David SaylorNo ratings yet
- Measuring tools and techniques in metalworkingDocument2 pagesMeasuring tools and techniques in metalworkingInstruktur MesinNo ratings yet
- QcadCAM Tutorial enDocument12 pagesQcadCAM Tutorial enartisanicviewNo ratings yet
- Bandmill PlanDocument14 pagesBandmill Planpaulh1965100% (1)
- 3 PhaseDocument9 pages3 PhaseArnulfo LavaresNo ratings yet
- The Advance Metalworking LatheDocument6 pagesThe Advance Metalworking LathePronina100% (1)
- Ralph Patterson Tailstock Camlock 2Document13 pagesRalph Patterson Tailstock Camlock 2supremesportsNo ratings yet
- DIY 2x72 Belt Grinder for Under $500Document15 pagesDIY 2x72 Belt Grinder for Under $500Erwan AchmadyaniNo ratings yet
- Midgettractor PSMar 54Document7 pagesMidgettractor PSMar 54JimNo ratings yet
- Farm Engines and How to Run Them The Young Engineer's GuideFrom EverandFarm Engines and How to Run Them The Young Engineer's GuideNo ratings yet
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet
- DIY 1000 Watt Wind TurbineDocument9 pagesDIY 1000 Watt Wind Turbinegraham4877No ratings yet
- Crosman 2240 2250Document1 pageCrosman 2240 2250graham4877No ratings yet
- Basic Blacksmithing - David Harries PDFDocument132 pagesBasic Blacksmithing - David Harries PDFMichele Perrone FilhoNo ratings yet
- ARKARA Single Bay User ManualDocument35 pagesARKARA Single Bay User Manualgraham4877No ratings yet
- Rapid Rifle Numbers and Approximate AgesDocument1 pageRapid Rifle Numbers and Approximate Agesgraham4877No ratings yet
- ALSAT Manual 0430Document11 pagesALSAT Manual 0430graham4877No ratings yet
- Panasonic SDR s50Document36 pagesPanasonic SDR s50Daniel MerrillNo ratings yet
- C2250B EvpDocument2 pagesC2250B Evpgraham4877No ratings yet
- Bandsaw ManuleDocument17 pagesBandsaw Manulegraham4877No ratings yet
- Arkara Single Bay Data SheetDocument2 pagesArkara Single Bay Data Sheetgraham4877No ratings yet
- Rapid Range Technical Information SheetDocument2 pagesRapid Range Technical Information Sheetgraham487767% (3)
- Rapid Range Servicing InstructionsDocument2 pagesRapid Range Servicing Instructionsgraham4877No ratings yet
- Alternator ManualDocument16 pagesAlternator Manualgraham4877No ratings yet
- Stripping and Servicing The Theoben Rapid 7111Document8 pagesStripping and Servicing The Theoben Rapid 7111graham487775% (4)
- The GOLD MEDAL TRIGGER The Field Target Trigger For The Rapid RangeDocument1 pageThe GOLD MEDAL TRIGGER The Field Target Trigger For The Rapid Rangegraham4877No ratings yet
- Rapid MK 1 SpecsDocument1 pageRapid MK 1 Specsgraham4877No ratings yet
- Rapid MFR InfoDocument2 pagesRapid MFR Infograham4877No ratings yet
- Rapid MK 2 SpecsDocument1 pageRapid MK 2 Specsgraham4877No ratings yet
- Rapid Mk1 Pressure IndicatorDocument1 pageRapid Mk1 Pressure Indicatorgraham4877No ratings yet
- RAPIDID TRIGGER Standard Sporter Trigger For The Rapid RangeDocument1 pageRAPIDID TRIGGER Standard Sporter Trigger For The Rapid Rangegraham48770% (1)
- Rapid Mag StripDocument1 pageRapid Mag Stripgraham4877No ratings yet
- Rapid MFRDocument1 pageRapid MFRgraham4877No ratings yet
- Rapid Bolt Assembly InstuctionsDocument1 pageRapid Bolt Assembly Instuctionsgraham4877No ratings yet
- Rapid Field Target SpecsDocument1 pageRapid Field Target Specsgraham4877No ratings yet
- New Rapid TriggersDocument1 pageNew Rapid Triggersgraham4877No ratings yet
- Rapid Bolt Assembly InstuctionsDocument1 pageRapid Bolt Assembly Instuctionsgraham4877No ratings yet
- Rapid Range Technical Information SheetDocument2 pagesRapid Range Technical Information Sheetgraham487767% (3)
- Rapid Range Servicing InstructionsDocument2 pagesRapid Range Servicing Instructionsgraham4877No ratings yet
- Match Grade Trigger MFRDocument1 pageMatch Grade Trigger MFRgraham4877No ratings yet
- Anatomy of an AI SystemDocument23 pagesAnatomy of an AI SystemDiego Lawliet GedgeNo ratings yet
- Evaluation of Completeness of Mother and Child Protection (MCP) Card in Bishnupur District, ManipurDocument5 pagesEvaluation of Completeness of Mother and Child Protection (MCP) Card in Bishnupur District, ManipurInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Mufon Ufo JournalDocument25 pagesMufon Ufo JournalSAB78No ratings yet
- BLACK BOOK-PDF GautamiDocument63 pagesBLACK BOOK-PDF GautamiHemant DasNo ratings yet
- Case Study Dorothea Orem (Francar Jade For Sbmission) - TFNDocument2 pagesCase Study Dorothea Orem (Francar Jade For Sbmission) - TFNFrancar Jade De VeraNo ratings yet
- Ministry of Fisheries Report Into Hoki FisheriesDocument141 pagesMinistry of Fisheries Report Into Hoki FisheriesNewshubNo ratings yet
- Writing A Reaction PaperDocument6 pagesWriting A Reaction PaperniqqaNo ratings yet
- Integral University Study & Evaluation Scheme B.Tech. CSE/ITDocument16 pagesIntegral University Study & Evaluation Scheme B.Tech. CSE/ITQwt YwtwNo ratings yet
- Lineas de Inyeccion 320c MaaDocument3 pagesLineas de Inyeccion 320c MaaHAmir Alberto Mojica MojicaNo ratings yet
- AP School Education Rules SummaryDocument17 pagesAP School Education Rules SummaryThirupathaiahNo ratings yet
- SSC CGL 2021 Mains Maths (En) PaperDocument35 pagesSSC CGL 2021 Mains Maths (En) PaperSachin BhatiNo ratings yet
- Nina Weighed A Random Sample of 50 Carrots From Her Shop and Recorded The Weight, inDocument20 pagesNina Weighed A Random Sample of 50 Carrots From Her Shop and Recorded The Weight, inHalal BoiNo ratings yet
- Planning Manual: LCT SystemDocument40 pagesPlanning Manual: LCT System唐鹏飞No ratings yet
- Data Abstraction and EncapsulationDocument7 pagesData Abstraction and EncapsulationVishal GuptaNo ratings yet
- Section 4 QuizDocument2 pagesSection 4 QuizRizki Rian AnugrahaniNo ratings yet
- CSR FinalDocument44 pagesCSR FinalrohanNo ratings yet
- Copyright WorksheetDocument3 pagesCopyright WorksheetJADEN GOODWINNo ratings yet
- Cost Estimation and Cost Allocation 3Document55 pagesCost Estimation and Cost Allocation 3Uday PandeyNo ratings yet
- TEC Services, Inc.: Thermal Aerosol Generator, Model Compact (Inert Gas)Document1 pageTEC Services, Inc.: Thermal Aerosol Generator, Model Compact (Inert Gas)S DasNo ratings yet
- Acc6475 2721Document4 pagesAcc6475 2721pak manNo ratings yet
- 390D L Excavator WAP00001-UP (MACHINE) POWERED BY C18 Engine (SEBP5236 - 43) - Sistemas y ComponentesDocument3 pages390D L Excavator WAP00001-UP (MACHINE) POWERED BY C18 Engine (SEBP5236 - 43) - Sistemas y ComponentesJuan Pablo Virreyra TriguerosNo ratings yet
- 320Document139 pages320Ashish SharmaNo ratings yet
- Introductory Algebra 12th Edition Bittinger Test BankDocument26 pagesIntroductory Algebra 12th Edition Bittinger Test BankStephanieMckayeqwr100% (57)
- LG Beko 28cz10rx Service ManualDocument32 pagesLG Beko 28cz10rx Service ManualAlan ScarfidiNo ratings yet
- 4aa0 7171enwDocument22 pages4aa0 7171enwOng Ka HuiNo ratings yet
- EIPSA FICHAS PROD CAUDAL 8 ORIFICIO InglesDocument1 pageEIPSA FICHAS PROD CAUDAL 8 ORIFICIO InglesKarthikeyanNo ratings yet
- Prelim Lesson 2 Global EconomyDocument26 pagesPrelim Lesson 2 Global EconomyJANETH SATRAINNo ratings yet
- Legal CapacityDocument7 pagesLegal CapacityAreej UmerNo ratings yet
- EnglishDocument19 pagesEnglishAliNo ratings yet
- The Works of Lord Byron, Vol. 3 - Hebrew Melodies, PoemsDocument361 pagesThe Works of Lord Byron, Vol. 3 - Hebrew Melodies, Poemszpervan1No ratings yet