You might also like
- Turbine ErectionDocument131 pagesTurbine ErectionSam92% (12)
- Turbine ErectionDocument131 pagesTurbine ErectionSam92% (12)
- Boiler Total Air OptimizationDocument24 pagesBoiler Total Air OptimizationSam100% (7)
- Generator CommissioningDocument90 pagesGenerator CommissioningSam94% (18)
- Boiler Commissioning PresentationDocument80 pagesBoiler Commissioning PresentationSam80% (5)
- KWU Text GoverningDocument43 pagesKWU Text GoverningSam100% (2)
- Vacuum SystemDocument28 pagesVacuum SystemSam100% (1)
- Cold Srat UpDocument21 pagesCold Srat Upthiagu1989100% (1)
- Air Draft SystemDocument40 pagesAir Draft SystemSam100% (3)
- Steam Circulation SystemDocument38 pagesSteam Circulation SystemSam50% (2)
- 500 MW GeneratorDocument20 pages500 MW GeneratorAshok Rasekar100% (1)
- Boiler Erection PDFDocument44 pagesBoiler Erection PDFShankar Jha100% (1)
- Governing BasicsDocument48 pagesGoverning BasicsSam100% (6)
- Boiler Fundamental & Water Circulation System MdifiedDocument55 pagesBoiler Fundamental & Water Circulation System MdifiedSam100% (5)
- Turbine & Aux CommsgDocument84 pagesTurbine & Aux CommsgSam100% (1)
- Fuel SystemDocument41 pagesFuel SystemSam100% (3)
- KWU Turbine SystemDocument90 pagesKWU Turbine Systemvenukumare100% (6)
- Design & Construction Features of TurbogeneratorsDocument92 pagesDesign & Construction Features of TurbogeneratorsArpit Kumar100% (1)
- Water Circulation SystemDocument37 pagesWater Circulation SystemSam50% (2)
- Boiler Efficiency, Losses and Performance Optimization: Boiler Shutdown, Emergencies, ProtectionsDocument56 pagesBoiler Efficiency, Losses and Performance Optimization: Boiler Shutdown, Emergencies, ProtectionsPranav Sai100% (1)
- Boiler Feed Pump - Presentation Handbook PDFDocument51 pagesBoiler Feed Pump - Presentation Handbook PDFAnonymous wIPMQ5rh91% (11)
- Water Circulation SystemDocument31 pagesWater Circulation SystemSaurav Kumar0% (1)
- Governing System of 210mw KwuDocument21 pagesGoverning System of 210mw KwuAshok RasekarNo ratings yet
- Gland Sealing Systeam011Document6 pagesGland Sealing Systeam011SonratNo ratings yet
- Quality Checks During OverhaulDocument29 pagesQuality Checks During OverhaulSam100% (3)
- DuctDocument100 pagesDuctSam100% (2)
- L-03 Spring Loaded Foundation-PresentationDocument34 pagesL-03 Spring Loaded Foundation-PresentationSam100% (1)
- 210 MW Boiler Construction 1Document11 pages210 MW Boiler Construction 1Vipul Dabre100% (2)
- Unit Shut Down ProcedureDocument41 pagesUnit Shut Down Procedurernumesh1100% (2)
- Boiler Q ADocument26 pagesBoiler Q AGnanaSekar100% (1)
- Condensate SystemDocument35 pagesCondensate SystemSam100% (6)
- Automatic Turbine TestorDocument26 pagesAutomatic Turbine TestorSam100% (2)
- Generator ClassDocument93 pagesGenerator ClassSam100% (5)
- HeatersDocument9 pagesHeatersDevidutta PandaNo ratings yet
- Generation of Electricity From CoalDocument51 pagesGeneration of Electricity From CoalSamNo ratings yet
- Air Heater PerformanceDocument20 pagesAir Heater PerformanceSam100% (1)
- Boiler Design and Operation ParametersDocument88 pagesBoiler Design and Operation ParametersKrishnan Santhanaraj100% (3)
- Bhatia Gummidipoondi WHRSG O&m Manual FinalDocument224 pagesBhatia Gummidipoondi WHRSG O&m Manual Finalt_syamprasadNo ratings yet
- Boiler Feed Water Pumps & Water Analysis (PB QBook)Document8 pagesBoiler Feed Water Pumps & Water Analysis (PB QBook)Ehsan Pappu100% (1)
- Boiler EfficiencyDocument28 pagesBoiler EfficiencyRintu BiswasNo ratings yet
- Boiler PerformanceDocument30 pagesBoiler PerformanceJoeb DsouzaNo ratings yet
- Introduction To Turbovisory InstrumentsDocument40 pagesIntroduction To Turbovisory InstrumentsSam0% (1)
- TPS Working & EquipmentsDocument44 pagesTPS Working & EquipmentsmvpngpNo ratings yet
- 500mw Boiler Operating InstructionsDocument8 pages500mw Boiler Operating InstructionsRavindrababu Banothu100% (1)
- Flue Gas SystemDocument56 pagesFlue Gas SystemSam100% (2)
- StepsDocument62 pagesStepsSam100% (1)
- Salient Features of 500MWDocument63 pagesSalient Features of 500MWSamNo ratings yet
- LTPDocument68 pagesLTPSam100% (3)
- Operation and Protection of 210 MW Turbine Condensation Extracton Pump and Condensation CycleDocument31 pagesOperation and Protection of 210 MW Turbine Condensation Extracton Pump and Condensation CycleAshish Lanjewar100% (1)
- Boiler Feed Pump Review PresentationDocument29 pagesBoiler Feed Pump Review Presentationprmukkundi100% (8)
- The function of feed water heatersDocument19 pagesThe function of feed water heatersMarzouk Abdel Wahed Marzouk100% (1)
- Automatic Turbine Tester EeDocument17 pagesAutomatic Turbine Tester EeSam100% (1)
- NeedsDocument66 pagesNeedsSamNo ratings yet
- Power Plant EmergeneciesDocument30 pagesPower Plant Emergeneciesrnumesh1100% (1)
- Super Critical Boiler Technology SKDDocument35 pagesSuper Critical Boiler Technology SKDSwapnil TingusleNo ratings yet
- LP Bypass SystemDocument25 pagesLP Bypass SystemTon Phichit100% (1)
- Circulating Water SystemDocument44 pagesCirculating Water SystemVinoth100% (1)
- Infrastructure in Power Project 1Document51 pagesInfrastructure in Power Project 1SamNo ratings yet
- Equipment at HPSDocument60 pagesEquipment at HPSSam100% (1)
- Seal Oil System-ClassDocument39 pagesSeal Oil System-ClassRaja Ramachandran100% (1)
- Back Pressure TurbinesDocument4 pagesBack Pressure TurbinesSharath Kota100% (1)
- L-2 Presentation Gen Mech AuxDocument36 pagesL-2 Presentation Gen Mech AuxSam100% (1)
- 3 SGC VacuumDocument9 pages3 SGC VacuumSamNo ratings yet
- C&I Part of SCDocument28 pagesC&I Part of SCSam100% (1)
- 01 FSSS Basic Concept and STDDocument24 pages01 FSSS Basic Concept and STDgaurav tiwariNo ratings yet
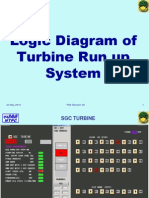
- 2 ATRS Logic TurbineDocument22 pages2 ATRS Logic TurbineSam100% (2)
- LP by Pass System: May 24, 2012 PMI Revision 00 1Document40 pagesLP by Pass System: May 24, 2012 PMI Revision 00 1Sam100% (2)
- Thermal Power Plant BasicDocument19 pagesThermal Power Plant Basicravikant singhNo ratings yet
- InterlocksDocument26 pagesInterlocksFelipe SandovalNo ratings yet
- Boiler OperationDocument19 pagesBoiler OperationnogeshwarNo ratings yet
- Top 50 Boiler Information Booster Question Answers - ASKPOWERPLANTDocument19 pagesTop 50 Boiler Information Booster Question Answers - ASKPOWERPLANTRaju MaityNo ratings yet
- Chapter I General Information of Pump UnitDocument42 pagesChapter I General Information of Pump UnitRahmat Budi HartantoNo ratings yet
- Why Thermal Power Plant Efficiency is Low & How to Improve ItDocument1 pageWhy Thermal Power Plant Efficiency is Low & How to Improve ItNallathambiNo ratings yet
- Reducing Steam Header PressureDocument1 pageReducing Steam Header Pressuresj_scribdNo ratings yet
- Turbine Lub Oil SysDocument26 pagesTurbine Lub Oil SysMohammad Ataullah100% (1)
- Boiler Circulation SystemDocument32 pagesBoiler Circulation SystemRitik Dewangan100% (1)
- Water Circulation SystemDocument16 pagesWater Circulation SystemAkashKishoreNo ratings yet
- I3 Steam Systems 16 20Document5 pagesI3 Steam Systems 16 20qayoom5629No ratings yet
- Water Circulation SystemDocument24 pagesWater Circulation SystemRaga LasyaNo ratings yet
- User PPT Acmotors1Document88 pagesUser PPT Acmotors1SamNo ratings yet
- An Ode To SilenceDocument1 pageAn Ode To SilenceSamNo ratings yet
- Ppe DisDocument12 pagesPpe DisSam100% (1)
- Recording, Reporting of OutputDocument30 pagesRecording, Reporting of OutputSam100% (3)
- Overview of Hydro Power ProjectDocument21 pagesOverview of Hydro Power ProjectSamNo ratings yet
- Causes, Factors, CostDocument37 pagesCauses, Factors, CostSamNo ratings yet
- Accident - Causes & FactorsDocument38 pagesAccident - Causes & FactorsSam100% (1)
- 1 Elect ActuatlorDocument29 pages1 Elect ActuatlorSamNo ratings yet
- Feedwater SystemDocument70 pagesFeedwater SystemishanpahwaNo ratings yet