You might also like
- Design Process TurtleDocument2 pagesDesign Process TurtleBAlaNo ratings yet
- Supplier Audit ChecklistDocument14 pagesSupplier Audit ChecklistMagesha kumar100% (1)
- CorrectiveDocument8 pagesCorrectivevg_vvgNo ratings yet
- Production QA Process AuditDocument9 pagesProduction QA Process AuditDhananjay Patil100% (1)
- Understanding Quality Assurance in Construction: Pages 3-10Document4 pagesUnderstanding Quality Assurance in Construction: Pages 3-10hmd rasikaNo ratings yet
- Supplier Audit ChecklistDocument12 pagesSupplier Audit ChecklistadrianNo ratings yet
- Automotive customer requirement checklistDocument2 pagesAutomotive customer requirement checklistmahesk_dmNo ratings yet
- Process Capability Plan FormDocument4 pagesProcess Capability Plan FormMani Rathinam RajamaniNo ratings yet
- Process InteractionsDocument1 pageProcess Interactionscao thanh quocNo ratings yet
- Qms Guidelines Appendix A 0Document3 pagesQms Guidelines Appendix A 0BranErikNo ratings yet
- Internal AuditDocument4 pagesInternal AuditasderbvaNo ratings yet
- Vendor Audit QuestionnaireDocument9 pagesVendor Audit QuestionnairebaluchakpNo ratings yet
- Quality Audit Checklist On FabricatorDocument9 pagesQuality Audit Checklist On Fabricatorarinmerliana100% (1)
- QC-GF-002 - Material Inspection ReportDocument2 pagesQC-GF-002 - Material Inspection ReportDarrel Espino Aranas100% (1)
- Customer Complaint Handling Procedure Flow DiagramDocument1 pageCustomer Complaint Handling Procedure Flow Diagramamit gajbhiyeNo ratings yet
- Supreme Plastics New Supplier Selection Process Flow ChartDocument1 pageSupreme Plastics New Supplier Selection Process Flow ChartVinod SaleNo ratings yet
- TEAM fEASIBILITYDocument2 pagesTEAM fEASIBILITYPk NimiwalNo ratings yet
- CPP Supplier Audit ResultDocument3 pagesCPP Supplier Audit ResultKevin MejiaNo ratings yet
- Training Needs IdentificationDocument1 pageTraining Needs IdentificationSachin RamdurgNo ratings yet
- Chopra Industries (P) Ltd.-Unit-Iv: Quality Management System ProcedureDocument5 pagesChopra Industries (P) Ltd.-Unit-Iv: Quality Management System ProcedureShankar ChowdhuryNo ratings yet
- Lab Testing Services Audit ReportDocument8 pagesLab Testing Services Audit ReportMeghna SharmaNo ratings yet
- 08.03.04-Quality Assurance of Materials - Approval of Source-R2Document4 pages08.03.04-Quality Assurance of Materials - Approval of Source-R2tanmayascribdNo ratings yet
- QP-QA-01-Receiving InspectionDocument2 pagesQP-QA-01-Receiving InspectionDebkanta DasNo ratings yet
- QP-QA-05-Control of Non-Conforming ProductDocument2 pagesQP-QA-05-Control of Non-Conforming ProductDebkanta DasNo ratings yet
- Root Cause Analysis Template 43Document1 pageRoot Cause Analysis Template 43Devi ChintyaNo ratings yet
- Guidelines for Supplier AuditDocument15 pagesGuidelines for Supplier AuditAdi SavaNo ratings yet
- Manufacturing Process and Validation: Rutendo KuwanaDocument29 pagesManufacturing Process and Validation: Rutendo KuwanaMuqeet Kazmi100% (1)
- 1635 - 03 Control of Non Conforming Products Rev. 01Document5 pages1635 - 03 Control of Non Conforming Products Rev. 01Senthilkumar NarayananNo ratings yet
- MKP, Inc. Quality Management Dept. Maintenance and Continual Improvement Activity PlanDocument2 pagesMKP, Inc. Quality Management Dept. Maintenance and Continual Improvement Activity PlannorlieNo ratings yet
- ProQC ExampleReport Initial Supplier EvaluationDocument12 pagesProQC ExampleReport Initial Supplier EvaluationMohammad Faraz Akhter100% (1)
- Change Control Alaxan FR Capsule 2020Document6 pagesChange Control Alaxan FR Capsule 2020Rio FebriansyahNo ratings yet
- Validation Master PlanDocument33 pagesValidation Master PlanisralmayoorNo ratings yet
- Supplier QuestionnaireDocument17 pagesSupplier QuestionnairepuneetoguptaNo ratings yet
- Checklist of ISO 9001 2015Document4 pagesChecklist of ISO 9001 2015Charles J KunjumonNo ratings yet
- Design of A Process Qualification and Continued Process Verification Program Within An Enhanced Development FrameworkDocument20 pagesDesign of A Process Qualification and Continued Process Verification Program Within An Enhanced Development Frameworkschumon100% (1)
- APQP Checklist Design PDFDocument3 pagesAPQP Checklist Design PDFShiva SNo ratings yet
- 5 AuditsandAssessmentsDocument44 pages5 AuditsandAssessmentsChinh Lê Đình100% (1)
- QAD Procedure - Lab Management P1Document1 pageQAD Procedure - Lab Management P1sumanNo ratings yet
- Internal Audit ChecklistDocument11 pagesInternal Audit ChecklistMarta DriantonoNo ratings yet
- Supplier Audits and SurveysDocument13 pagesSupplier Audits and SurveysBighneswar PatraNo ratings yet
- E9. Non-Conformity Report NCRDocument2 pagesE9. Non-Conformity Report NCRPeter IyereNo ratings yet
- Process Map: Receipt of Material in Stores: StartDocument4 pagesProcess Map: Receipt of Material in Stores: StartOumayma NizNo ratings yet
- Audit Report of SRF Date 16.9.11Document6 pagesAudit Report of SRF Date 16.9.11yash272No ratings yet
- Appendix 1 - Quality Objectives: Zanzibar Bureau of StandardsDocument3 pagesAppendix 1 - Quality Objectives: Zanzibar Bureau of StandardsMariel GentilesNo ratings yet
- Product Development ProcedureDocument2 pagesProduct Development ProcedureLuke BilisNo ratings yet
- 9001 Audit Checklist - Quality Planning and DesignDocument14 pages9001 Audit Checklist - Quality Planning and DesignAmer RahmahNo ratings yet
- QSV 2 Product Release Procedure EN 01Document6 pagesQSV 2 Product Release Procedure EN 01prashanthNo ratings yet
- Quality System Procedure For Change Point ControlDocument3 pagesQuality System Procedure For Change Point Controlrajesh sharmaNo ratings yet
- QMS 055 SampleDocument8 pagesQMS 055 SampleMostafa FawzyNo ratings yet
- Form - Scar LogDocument18 pagesForm - Scar LogHarie BongkyNo ratings yet
- ISO 9001:2008 & ISO/TS 16949 Quality Management RequirementsDocument52 pagesISO 9001:2008 & ISO/TS 16949 Quality Management Requirementssupady5751No ratings yet
- OBJECT 187 QOP-82-03 (01) In-Process Inspections A 1Document4 pagesOBJECT 187 QOP-82-03 (01) In-Process Inspections A 1Andy RojasNo ratings yet
- QAD Procedure - Control of Inspection, Measuring & Test Equipment P2Document1 pageQAD Procedure - Control of Inspection, Measuring & Test Equipment P2sumanNo ratings yet
- MD 010 Design Validation Sop 1 0 110905125013 Phpapp02Document1 pageMD 010 Design Validation Sop 1 0 110905125013 Phpapp02Omer ZiaNo ratings yet
- Standard Operating Process Company Logo: Approved by Verified by Prepared byDocument2 pagesStandard Operating Process Company Logo: Approved by Verified by Prepared byMau TauNo ratings yet
- Manufacturing Process Audit for Factory ABCDocument18 pagesManufacturing Process Audit for Factory ABCmakubuya nasser100% (1)
- SKTCO ISO 9001 2008 Gap Analysis ChecklistDocument17 pagesSKTCO ISO 9001 2008 Gap Analysis ChecklistAnonymous 4e7GNjzGWNo ratings yet
- Sharma Enterprises: Contingency Plan For Business ContinuityDocument1 pageSharma Enterprises: Contingency Plan For Business ContinuitytriveshNo ratings yet
- Production Process: Standard Operating Procedure (SOP)Document3 pagesProduction Process: Standard Operating Procedure (SOP)abu naymNo ratings yet
- Quality Management SystemDocument18 pagesQuality Management SystemgiomaciasNo ratings yet
- Average Due Date and Account CurrentDocument80 pagesAverage Due Date and Account CurrentShynaNo ratings yet
- SPANISH AMERICAN SKIN COMPANY, Libelant-Appellee, v. THE FERNGULF, Her Engines, Boilers, Tackle, Etc., and THE A/S GLITTRE, Respondent-AppellantDocument5 pagesSPANISH AMERICAN SKIN COMPANY, Libelant-Appellee, v. THE FERNGULF, Her Engines, Boilers, Tackle, Etc., and THE A/S GLITTRE, Respondent-AppellantScribd Government DocsNo ratings yet
- Reshmi Rao Anudeep: Sai Ram KalyanDocument11 pagesReshmi Rao Anudeep: Sai Ram KalyanSai Ram KumarNo ratings yet
- Risk Report: Marriott HotelDocument19 pagesRisk Report: Marriott HotelBao Thy Pho100% (1)
- Chapter 9 - 2021Document15 pagesChapter 9 - 2021Tú NguyễnNo ratings yet
- Shareholder Vs Stakeholder Approach - RSM South Africa Shareholders Vs Stakeholders - Legal Insights - RSM South AfricaDocument3 pagesShareholder Vs Stakeholder Approach - RSM South Africa Shareholders Vs Stakeholders - Legal Insights - RSM South AfricaCasper MaungaNo ratings yet
- LC Draft Raw Cashew NutDocument5 pagesLC Draft Raw Cashew NutUDAYNo ratings yet
- Project Proposal: ESC472 - Electrical and Computer Capstone Design Division of Engineering ScienceDocument19 pagesProject Proposal: ESC472 - Electrical and Computer Capstone Design Division of Engineering Scienceapi-140137201No ratings yet
- Optimize Supply Chains with Bonded WarehousingDocument8 pagesOptimize Supply Chains with Bonded WarehousingJohannesRöderNo ratings yet
- Case Study 7.5 SPMDocument2 pagesCase Study 7.5 SPMgiscapindyNo ratings yet
- What Are Mutual Funds?Document8 pagesWhat Are Mutual Funds?ShilpiVaishkiyarNo ratings yet
- Account StatementDocument3 pagesAccount StatementRonald MyersNo ratings yet
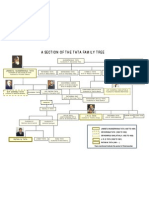
- TATA Family TreeDocument1 pageTATA Family Treemehulchauhan_9950% (2)
- Ikea 6Document39 pagesIkea 6My PhamNo ratings yet
- Diluted Earnings Per ShareDocument15 pagesDiluted Earnings Per ShareHarvey Dienne Quiambao100% (1)
- E Channel Product FinalDocument100 pagesE Channel Product Finalakranjan888No ratings yet
- Ghani GlassDocument75 pagesGhani GlassAftabMughal100% (1)
- BLGF Opinion March 17 2011Document7 pagesBLGF Opinion March 17 2011mynet_peterNo ratings yet
- Using A Payoff Matrix To Determine The Equilibr...Document2 pagesUsing A Payoff Matrix To Determine The Equilibr...BLESSEDNo ratings yet
- MTC Strategic Plan 2012 To 2016Document42 pagesMTC Strategic Plan 2012 To 2016Ash PillayNo ratings yet
- The Meatpacking Factory: Dardenbusinesspublishing:228401Document2 pagesThe Meatpacking Factory: Dardenbusinesspublishing:228401354Prakriti SharmaNo ratings yet
- Customer Vendor/Supplier: Needs/Payment Accept-Reject/InvoiceDocument4 pagesCustomer Vendor/Supplier: Needs/Payment Accept-Reject/InvoiceAshish VermaNo ratings yet
- PD Mitra Jurnal Penerimaan Kas: Bulan: Desember 2016Document36 pagesPD Mitra Jurnal Penerimaan Kas: Bulan: Desember 2016DaraNo ratings yet
- MQP For MBA I Semester Students of SPPUDocument2 pagesMQP For MBA I Semester Students of SPPUfxn fndNo ratings yet
- Reading For The Real World - 2nd - AK - 3Document24 pagesReading For The Real World - 2nd - AK - 3vanthuannguyenNo ratings yet
- MASSEY ENERGY CO 8-K (Events or Changes Between Quarterly Reports) 2009-02-23Document10 pagesMASSEY ENERGY CO 8-K (Events or Changes Between Quarterly Reports) 2009-02-23http://secwatch.comNo ratings yet
- Company Profile of FlipkartDocument54 pagesCompany Profile of FlipkartPurnima SidhwaniNo ratings yet
- Australian Government Data Centre Strategy Strategy 2010-2025Document8 pagesAustralian Government Data Centre Strategy Strategy 2010-2025HarumNo ratings yet
- Hotels 2020 - Responding To Tomorrow's Customer and The Evolution of TechnologyDocument12 pagesHotels 2020 - Responding To Tomorrow's Customer and The Evolution of TechnologyHetalMehtaNo ratings yet
- Top US Companies by RegionDocument88 pagesTop US Companies by RegionLalith NeeleeNo ratings yet