Professional Documents
Culture Documents
Pra Rencana Pabrik Etanol Dari Ubi Kayu Dengan Proses Fermentasi
Uploaded by
Cristiano Hamdiansyah SempadianCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Pra Rencana Pabrik Etanol Dari Ubi Kayu Dengan Proses Fermentasi
Uploaded by
Cristiano Hamdiansyah SempadianCopyright:
Available Formats
PRA RENCANA PABRIK ETANOL
DARI UBI KAYU DENGAN PROSES FERMENTASI
KAPASITAS 20000 TON/TAHUN
SKRIPSI
Disusun Oleh:
SEBASTIANA FANO : 0305010025
PROGRAM STUDI TEKNIK KIMIA
FAKULTAS TEKNIK
UNIVERSITAS TRIBHUWANA TUNGGADEWI
MALANG
2008
ii
LEMBARAN PESETUJUAN
PRA RENCANA PABRIK ETANOL
DARI UBI KAYU DENGAN PROSES FERMENTASI
KAPASITAS 20000 TON/TAHUN
SKRIPSI
Disusun Oleh:
Nama : Sebastiana Fano
Progaram studi : Teknik Kimia
Fakultas : Teknik
Menyetujui:
Dosen Pembimbing I Dosen Pembimbing II
Ir. Bambang Poerwadi, MS. Susy Yuniningsih, ST., MT.
NIP: ............................ NIP: .............................
Mengetahui:
Dekan Fakultas Teknik Ketua Program Studi
Teknik Kimia
Nawir Rasidi, ST., MT. S. P. Abrina Anggarini, ST., MT.
NIP: .............................. NIP: .............................
iii
LEMBARAN PENGESAHAN
Nama : Sebastiana Fano
Nim : 0305010025
Program Studi : Teknik Kimia
Fakultas : Teknik
Judul Skripsi : Pra Rencana Pabrik Etanol Dari Ubi Kayu Dengan Proses
Fermentasi Kapasitas 20.000 Ton/Tahun
Dipertahankan dihadapan penguji skripsi jenjang Srtata Satu(S-I)
Pada:
Hari : Selasa
Tanggal : 23 September 2008
Nilai : ..............................
Tim Penguji:
1. Ir. Bambang Poerwadi, MS. ..............................
2. Susy Yuniningsih, ST., MT. ..............................
3. Ir. Taufik Iskandar ..............................
iv
LEMBARAN PERNYATAAN
Saya yang bertanda tangan di bawah ini:
Nama : Sebastiana Fano
NIM : 0305010025
Program studi : Teknik Kimia
Menyatakan bahwa skripsi yang berjudul:
PRA RENCANA PABRIK ETANOL
DARI UBI KAYU DENGAN PROSES FERMENTASI
KAPASITAS 20000 TON/TAHUN
Merupakan hasil karya sendiri, bukan merupakan duplikasi serta tidak
mengutip atau menyadurkan sebagian atau seluruhnya dari hasil karya orang
lain, kecuali yang disebutkan sumber aslinya.
Malang, ........Oktobert 2008
Yang menyatakan:
Sebastiana Fano
Mengetahui:
Dosen Pembimbing I Dosen Pembimbing II
Ir. Bambang Poerwadi, MS. Susy Yuniningsih, ST., MT.
NIP: ............................ NIP: ..................................
v
RIWAYAT HIDUP
Penulis dilahirkan pada tanggal 20 Januari 1985 di Watuapi, anak ke-2 dari
lima bersaudara oleh Bapak Antonius Dhoy dan Ibu Emi Rensiana Mina Rani. Masuk
sekolah dasar (SD) pada tahun 1991 di SDK Aeramo sampai kelas III tahun 1993,
kemudian pindah sekolah dan menamatkan pendidikan SD di SDK Watuapi pada
tahun 1996. Dan melanjutkan sekolah di SMPN II Aesesa pada tahun 1996 sampai
tahun 1999, pada tahun 1999 penulis melanjutkan pendidikan ke SMUN Nangapanda
dan tamat pada tahun 2003. Pada tahun 2003 juga penulis melanjutkan pendidikan
perguruan tinggi di UNIVERSITAS TRIBHUWANA TUNGGADEWI MALANG
dan lulus pada 23 september tahun 2008 dengan gelar Srata 1 (S-1) program studi
Teknik Kimia.
vi
LEMBARAN PERSEMBAHAN
Segala puja dan puji Syukur aty haturkan ke Hadirat Mu Ya Tuhan yang maha
kuasa berkat rahmat dan kasih Nya yang melimpah Tuhan talah menjawab aku
dengan memberikan kelegahan (Maz; 118-5) sehingga skripsi ini dapat selesai
dengan baik.
Ku persembahkan buat bapak dan mama yang aty cinta,,,,,,,,,,,
Trima kasih atas segala cinta, kasih sayang, doa,
suport, kerja keras bapak N mama selama ini buat aty.
Selamanya aty tak akan pernah dapat membalas
semua yang aty terima dari bapak n mama.
Buat ka Toje yang bijaksana N baik hati yang telah memberikan dukungan, doa,
serta nasehat buat aty. Ma kasih ya ka,,, aty bidak bisa balas semua kebaikan kk
buat ade-adeQ bertiga yang lucu; Marlin, Ina n Vianma kasih ya,,, berkat doa kalian
semua akhirnya kk bisa selesai jg,,,,
Buat keluarga besar Anakoli n Dhawe yang telah memberikan dukungan, doa
serta nasehat buat aty
Buat ka Geby yang Elle,,,,tapi baik hati N bijaksana
tak ada kata yang bisa aty ungkapkan selain ucapan Trima kasih atas semua
kebaikkan mu, Cinta N Kasih Sayang, perhatian, nasehat dan serta kenal lelah
membantu Nmanemani aty kemana aja aty pergi.
vii
Selalu menghibur aty di kala aty strees, menghapus air mata Q di kala aty bersedih,,
Buat LEGENDA 2 Q, aty ga tau harus berkata apa atas kesetianmu selama
ini, tanpa kenal lelah selalu memboyong aty, ke mana aja aty pergi...
Menghibur aty di saat aty lagi strees, jenuh di kost.
Trima kasih tak terhingga aty ucapkan tuk bapak Bambang Poerwadi dan Ibu Susy
tas bimbingan yang telah bapak n ibu berikan sehingga skripsi ini selesai. Mak kasih
juga yang sebesar-besarnya buat Ibu Rina N Ibu Wahyu dan seluruh dosen Teknik
Kimia UNIIRI Malang
Buat teman-teman Teknik Kimia Nona, Ina, Nira, Ente, An, Manti
Ito, Edu, Leri, Mario, Jovan, Steven, Edu Belo, Aqilo, Tomi, K Tias,
K Piter, Mas Yudi, Mas Jumaad, Rahma , Denok, Helsa, Oliva,
Densi, Oge (ELE DEWE), Faldi, Filipe,,,,, ma kasih ya,,tas dukungan
kalian serta canda tawa yang buat aty ga bisa lupa ma kalian. Entar
kalau uda dapat kerja N banyak duit jangan lupa aty atau ada yang
merit jangan lupa undang aty ya,,,
Buat teman-teman Etna, Lulu N ade Q Sony yang selalu menemani aty di
kala aty lagi sedih, steess N sakit. Ma kasih Ya,,, aty ga bisa balas semua
kebaikan kalian Bertiga
Buat Bapak N Ibu Q, Mbak Ill Sek, Mbak Ida, Mas Danang, Mas
Zainal, Kalim, Mas Endis Yang Cakap N ade Dinda Yang Lucu,,,
Ma kasih ya,,, tas kebaikan semuaN perhatian selama aty di Malang
viii
ABSTRAKSI
PRA RENCANA PABRIK ETANOL
DARI UBI KAYU DENGAN PROSES FERMENTASI
KAPASITAS 20000 TON/TAHUN
Etanol merupakan salah satu produk yang dapat dibuat dari bahan yang
mengandung karbohidrat (gula, pati dan selulossa), dengan rumus molekul C
2
H
5
OH
dan berat molekul 46. Etanol berupa cairan yang tidak berwarna dan mempunyai bau
yang khas. Senyawa ini banyak digunakan sebagai pelarut dan sebagai intermediate
dalam memproduksi senyawa kimia lain, serta sebagai bahan baku dalam pembuatan
obat, plastik, parfum, kosmetik, minuman beralkohol dan kini digunakan sebagai
bahan bakar.
Proses yang digunakan pada pembuatan etanol adalah proses fermentasi dengan
memfermentasikan ubi kayu dengan bantuan bakteri Saccharomyces cereviceae dan
menghasilkan prodak dengan kemurnian 99,5%.
Pabrik etanol menggunakan air sungai yang berada di dekat lokasi pabrik untuk
memenuhi kebutuhan unit utilitas.
Pabrik etanol ini direncanakan didirikan di daerah Mbay, Kabupaten Nagekeo,
Flores, NTT pada tahun 2010 dengan kapasitas 20000 ton/tahun. Bentuk perusahaan
Perseroan Terbatas (PT) dengan struktur organisasi berbentuk garis dan staff.
Dari hasil perhitungan analisa ekonomi didapatkan TCI Rp. 120.586.055.138 ;
ROI sebelum pajak 71,96 %; ROI setelah pajak 46,77%; POT 1 tahun 8 bulan; BEP
38,53%; IRR 26.34%.
Ditinjau dari segi teknik dan ekonomi maka Pra Rencana Pabrik Etanol dari Ubi
Kayu dengan Proses Fermentasi cukup memadai untuk dilanjutkan ke tahap
perencanaan.
ix
KATA PENGANTAR
Puji syukur penyusun panjatkan kehadirat Tuhan Yang Maha Esa yang telah
melimpahkan rahmat-Nya sehingga penyusun dapat menyelesaikan skripsi yang
berjudul Pra Rencana Pabrik Etanol dari Ubi Kayu dengan Proses Fermentasi
kapasitas 20000 ton/tahun sebagai persyaratan untuk memperoleh gelar Serjana
Sastra-1 Jurusan Teknik Kimia Di Universitas Tribhuwana Tunggadewi Malang.
Penyusun menyadari bahwa terselesainya skripsi ini karena adanya dorongan
dan bimbingan dari banyak pihak. Oleh karena itu dengan tulus hati penyusun
menyampaikan rasa trima kasih kepada:
1. Ir. Bambang Poerwadi, MS, selaku Dosen Pembimbing I yang telah meluangkan
waktu untuk membimbing penyusun dalam menyelesaikan skripsi
2. Susy Yuniningsih, ST., MT, selaku Dosen Pembimbing II yang telah meluangkan
waktu untuk membimbing penyusun dalam menyelesaikan skripsi
3. Ir. Taufik Iskandar, selaku penguji yang telah bersedia luangkan waktu untuk
memberikan uijian skripsi
4. Orang tua yang telah memberikan doa dan dukungan selama ini hingga
terselesainya skripsi ini
5. Semua pihak khususnya rekan-rekan Teknik Kimia yang telah banyak membantu
dalam penyelesaian skripsi ini
x
Penyusun menyadari bahwa masih terdapat banyak kekurangan dalam
menyusun skripsi ini, oleh karena itu penyusun sangat mengharapkan keritik dan
saran yang bersifat positif dan membangun dari para pembaca.
Akhir kata, penyusun berharap skripsi ini dapat bermanfaat bagi rekan-rekan
mahasiswa, khususnya mahasiswa Jurusan Teknik Kimia Universitas Tribhuwana
Tunggadewi Malang.
Malang, ......Oktobert 2008
Penyusun
xi
DAFTAR ISI
HALAMAN JUDUL ....................................................................................... i
LEMBARAN PERSETUJUAN ...................................................................... ii
LEMBARAN PENGESAHAN ......................................................................iii
LEMBARAN PERNYATAAN ...................................................................... iv
RIWAYAT HIDUP ......................................................................................... v
LEMBARAN PERSEMBAHAN .................................................................. vi
ABSRTAKSI ................................................................................................viii
KATA PENGANTAR ................................................................................... ix
DAFTAR ISI .................................................................................................. x
DAFTAR TABEL .........................................................................................xiii
DAFTAR GAMBAR .................................................................................... xv
BAB I PENDAHULUAN ......................................................................1-7
BAB II SELEKSI DAN URAIAN PROSES ...........................................1-7
BAB III NERACA MASSA ......................................................................1-7
BAB IV NERACA PANAS ......................................................................1-3
BAB V SPESIFIKASI PERALATAN .....................................................1-8
BAB VI PERANCANGAN ALAT UTAMA ..........................................1-59
BAB VII ISTRUMENTASI DAN KESELAMATAN KERJA .................1-12
BAB VIII UTILITAS ..................................................................................1-11
BAB IX LOKASI DAN TATA LETAK PABRIK ..................................1-14
BAB X STRUKTUR DAN ORGANISASI PERUSAHAAN ................1-25
xii
BAB XI ANALISA EKONOMI ...............................................................1-16
BAB XII KESIMPULAN ............................................................................ 1
APPENDIKS A. PERHITUNGAN NERACA MASSA ..............................1-29
APPENDIKS B. PERHITUNGAN NERACA PANAS ...............................1-30
APPENDIKS C. SPESIFIKASI PERALATAN ...........................................1-40
APPENDIKS D. PERHITUNGAN UTILITAS ...........................................1-68
APPENDIKS E. PERHITUNGAN ANALISA EKONOMI ........................1-22
xiii
DAFTAR TABEL
TABEL 1.2. KOMPOSISI UBI KAYU ........................................................ I-4
TABEL 2.1. SELEKSI PROSES ................................................................. II-4
TABEL 3.1 NERACA MASSA PENCUCIAN UBI KAYU ......................III-1
TABEL 3.2 NERACA MASSA MESIN GILING UBI KAYU ..................III-2
TABEL 3.3 NERACA MASSA REAKTOR LIQUIFIKASI ......................III-2
TABEL 3.4 NERACA MASSA REAKTOR SAKARIFIKASI AWAL .....III-3
TABEL 3.6 NERACA MASSA REAKTOR SAKARIFIKASI LANJUT ..III-4
TABEL 3.6 NERACA MASSA PEMISAHAN SERAT ............................III-5
TABEL 3.7 NERACA MASSA DECANTER ...........................................III-6
TABEL 3.8 NERACA MASSA DISTILASI ..............................................III-6
TABEL 3.9 NERACA MASSA DEHIDRASI ..........................................III-7
TABEL 4.1 NERACA PANAS LIQUIFIKASI ......................................... IV-1
TABEL 4.2 NERACA PANAS SAKARIFIKASI AWAL ........................ IV-2
TABEL 4.3 NERACA PANAS SAKARIFIKASI LANJUT ..................... IV-2
TABEL 4.4 NERACA PANAS RVF ......................................................... IV-2
TABEL 4.5 NERACA PANAS DISTILASI ............................................. IV-3
TABEL 4.6 NERACA PANAS DEHIDRASI ............................................ IV-3
TABEL 6.1 DIMENSI FLANGE UNTUK NOZZLE ............................... VI-19
TABEL 6.2 EVALUASI Rd ...................................................................... VI-21
TABEL 7.1 PEMASANGAN ALAT KONTROL ..................................... VII-5
xiv
TABEL 7.2 ALAT PELINDUNG PRP ETANOL .................................... VII-12
TABEL 9.1 PARAMETER PEMILIHAN LOKASI PABRIK .................. IX-1
TABEL 9.2 PERINCIAN DAERAH PABRIK .......................................... IX-7
TABEL 10.1 JADWAL KERJA KARYAWAN ........................................ X-14
TABEL 10.2 PERINCIAN JUMLAH KARYAWAN ................................ X-16
TABEL 10.3 DAFTAR GAJI KARYAWAN ............................................ X-20
TABEL 11.1 CHAS FLOW UNTUK NPV ............................................... XI-14
TABEL 11.2 CHAS FLOW UNTUK IRR ................................................ XI-15
xv
DAFTAR GAMBAR
GAMBAR 2.1 BLOK DIAGRAM PROSES ESTARIFIKASI DAN
HIDROLISA DARI ETILEN ................................................. 9
GAMBAR 2.2 BLOK DIAGRAM PROSES FERMENTASI DARI
UBI KAYU ............................................................................1-1
GAMBAR 9.1 TATA LETAK BANGUNAN PABRIK ETANOL ............ IX-9
GAMBAR 9.2 TATA LETAK PERALATAN PROSES ........................... IX-13
GAMBAR 10.1 STRUKTUR ORGANISASI PABRIK ETANOL ............ X-12
GAMBAR 11.1 BREAK EVENT POINT (BEP) PRA RENCANA
PABRIK ETANOL .......................................................... XI-11
GAMBAR APP-E HUBUNGAN TAHUN DENGAN INDEKS
HARGA ........................................................................ APP-E-3
I-1
BAB I
PENDAHULUAN
1.1. Perkembangan Industri Etanol
Etanol telah lama digunakan manusia sejak zaman prasejarah sebagai
bahan pemabuk dalam minuman beralkohol. Residu yang ditinggalkan pada
peninggalan keramik yang berumur 9000 tahun dari China bagian utara
menunjukan bahwa minuman beralkohol telah digunakan oleh manusia
prasejarah dari masa neolitik.
Etanol merupakan bahan kimia yang diproduksi dari bahan baku tanaman
yang mengandung pati seperti ubi kayu, ubi jalar, jagung, dan sagu biasanya
disebut dengan bio-ethanol. Ubi kayu, ubi jalar, dan jagung merupakan tanaman
pangan yang biasa ditanam rakyat hampir di seluruh wilayah Flores, sehingga
jenis tanaman tersebut merupakan tanaman yang potensial untuk dipertimbangkan
sebagai sumber bahan baku pembuatan bio-ethanol atau gasohol. Namun dari
semua jenis tanaman tersebut, ubi kayu merupakan tanaman yang setiap hektarnya
paling tinggi dapat memproduksi etanol. Selain itu pertimbangan pemakaian ubi
kayu sebagai bahan baku proses produksi bio-ethanol juga didasarkan pada
pertimbangan ekonomi.
Etanol dapat dihasilkan dari peragian/fermentasi karbohidrat (gula dan
pati). Prinsip pembentukkan etanol adalah pelepasan energi yang tersimpan pada
bahan-bahan organik, yang memiliki kandungan karbohidrat tinggi, dengan
bantuan mikroba sebagai fermentor. Terdapat sejenis mikroba yang memiliki
I-2
kemampuan untuk pembentukan etanol, diantaranya khamir dan bakteri. Proses
pembentukkan etanol dengan perantara mikroba tersebut berlangsung secara
anaerobik. Secara sederhana proses fermentasi merupakan penguraian karbohidrat
menjadi etanol dan gas karbondioksida (CO
2
) dengan bantuan enzim. Pada
penelitian Nursiyah, 2000 mengemukakan bahwa jika tahapan proses aerobik ini
dihentikan pada tahapan fermentasi saja, yakni tahapan sebelum pembentukan gas
metana, maka dapat dihasilkan etanol yang memiliki nilai kelori tinggi.
Etanol pada umumnya mengandung 95% etanol dan 5% air dengan berat
molekul 46 dan rumus molekul C
2
H
5
OH. Etanol dalam kehidupan sehari-hari
dikenal sebagai bahan yang dapat digunakan untuk bahan pelarut, bahan
antiseptik, bahan baku pembutan eter, serta minuman. Etanol juga dapat
digunakan sebagai bahan bakar alternatif pengganti premium. Seiring dengan
kebutuhan akan etanol yang mendesak, dimana etanol relatif telah cukup dikenal
di masyarakat Flores dalam pemanfaatannya sebagai alternatif pengganti premium
yang terus meningkat seperti yang ditunjukkan pada tabel berikut:
Tabel 1.1 Penggunaan premium di Flores
Tahun Kebutuhan (ton) Kenaikkan
2002 13630 -
2003 14647 7.46
2004 16418 12,09
2005 17459 6,34
2006 17069 -2,23
Sumber: Dirjen Migas, 2007
I-3
Berdasarkan data diatas maka untuk mengurangi ketergantungan terhadap
kebutuhan etanol dan juga untuk memenuhi kebutuhan premium dalam negeri dari
tahun ke tahun yang terus meningkat maka perlu didirikan pabrik baru di Flores.
1.2. Kegunaan Etanol
Etanol merupakan hidrokarbon berikatan tunggal. Salah satu atom
hydrogennya merupakan gugus OH yang bersifat tidak berwarna. Berdasarkan
senyawa organik yang berikatan dengan gugus hidroksil senyawa etanol terdiri
atas R-H primer (R-CH2-OH), sekunder ((R)2 CH-OH), dan tersier ((R)3C-OH).
Beberapa kegunaan dari etanol diantaranya sebagai berikut:
1. Digunakan sebagai bahan pelarut
2. Digunakan sebagai antiseptik
3. Digunakan sebagai bahan baku pembuatan eter
4. Digunakan sebagai alternatif bahan bakar premium
5. Digunakan sebagai minuman
1.3. Spesifikasi Bahan Baku Dan Produk
1.3.1. Bahan Baku
1. Ubi Kayu
Ubi kayu mempunyai komposisi pada 100 g seperti yang ditunjukkan
pada tabel berikut:
I-4
Tabel 1.2 Komposisi ubi kayu
No Kandungan Gizi Jumlah Dalam Singkong
Kalori (Kal)
Air (g)
Fosfor (mg)
Lemak (g)
Karbohidrat (g)
Protein (g)
Amylosa (g)
Amylopektin (g)
Kalsium (mg)
Zat Besi (mg)
Vitamin A (SI)
Vitamin B1 (mg)
Vitamin C (mg)
146,00
62,50
40,00
0,30
34,70
1,20
27
73
33,00
0,70
0,00
0,06
30,00
Sumber: Direktorat gizi, 1979
2. Enzim -Amylase
Enzim ini mempunyai sifat dapat memecah pati rantai lurus pada
amylosa maupun pada amylopektin, secara acak dari dalam rantai. Karena
sifat pemecahannya dimulai dari rantai tengah maka enzim ini dapat
digolongkan dalam endo enzim. Pemecahan -amylase pada amylosa
terdiri atas dua tahap, yaitu tahap degradasi secara sempurna dan cepat,
sehingga dihasilkan glukosa dan maltosa. Pemecahan tahap pertama
I-5
ditandai dengan penurunan viskositas yang cepat dan hilangnya
kemampuan pewarnaan iod terhadap amylosa.
Pemecahan oleh -amylase terhadap amylopektin dapat
menghasilkan limit dextrin, kadang-kadang dapat berupa oligosakarida
dan maltosa. Hasil pemecahan amylopektin juga dapat ditandai oleh
penurunan viskositas larutan pati.
3. Enzim Glukoamylase
Glukoamylase yang sudah dibuat secara industri diisolasi dari
beberapa jenis jamur yaitu; aspergillus, rhizopus dan beberapa strain yeast
endomycopsis. Pemecahan molekul pati oleh enzim glukoamylase
menghasilkan inversi konfigurasi, sehingga dihasilkan glukosa. Kecepatan
pemecahan pati oleh enzim ini tergantung pada struktur dan besarnya
molekul substrat. Enzim ini tidak dapat aktif pada substrat pati yang masih
mentah. Glukoamylase dari aspergillus niger dapat menghidrolisis
maltosa, maltotetraosa dan maltopentosa. Aktivitas optimal pada pH 4-5
dengan suhu 50-60 C.
4. Air
Sifat fisik: Berat molekul: 18
Titik didih: 100 C
Titik beku: 0 C
Bentuk: Cairan tak berwarna, tak berbau
Spesifik grafity: 1 g/m
Sifat kimia: Rumus kimia: H
2
O
I-6
5. Urea
Sifat fisik: Berat molekul: 60
Titik didih: 132.7 C
Titik beku: d C
Bentuk: Padatan
Spesifik grafity: 1.335
204
g/m
Sifat kimia: Rumus kimia: H
2
N.CN.NH
2
1.3.2. Produk
- Produk utama: Etanol
Sifat fisik : Titik didih: 78,32 C
Titik beku: -114,1 C
Bentuk: Cairan tak berwarna
Densitas: 0,7893 g/ml pada suhu 25 C
Viscisitas: T 20 C = 1.17 cp
Spesifik grafity: 0,789 g/m
Spesifik heat: T 20 C = 2,42 J/g C
Sifat kimia: Rumus molekul: C
2
H
5
OH
Berat molekul: 46,07
Mudah menguap
Mudah terbakar
Tidak berasap, nyala apinya kebiru-biruan
Berat jenisnya lebih kecil dari air
I-7
1.4. Kapasitas Produksi
Penggunaan premium di Indonesia berdasarkan tabel 1.1 mengalami
kenaikan rata-rata sebesar 5,91%, sehingga perkiraan kebutuhan premium pada
tahun 2010 sebesar 19169 ton. Jadi perkiraan kapasitas pabrik baru etanol pada
tahun 2010 dapat dihitung dengan rumus:
M
1
+ M
4
+
M
5
= M
2
+M
3
Dimana:
M
1
= Nilai import (ton/tahun)
M
2
= Nilai eksport (ton/tahun)
M
3
= Kebutuhan premium (ton/tahun)
M
4
= Kapasitas produksi (ton/tahun)
M
5
= Nilai produksi (ton/tahun)
Dengan rumus diatas, maka kapasitas pabrik alkohol yang direncanakan
pada tahun 2010 adalah:
M
1
+ M
4
+
M
5
= M
2
+M
3
0 + 0,06 M
4
= 0 + 19169
M
4
= 19169 0,06
= 19168,94 ton/tahun
Dengan perhitungan diatas, kemudian dirancang pabrik etanol dengan
kapasitas 20.000 ton/tahun. Diharapkan pendirian pabrik etanol dapat mengurangi
ketergantungan terhadap kebutuhan premium disamping peluang untuk pemasaran
ke luar negeri.
II-1
BAB II
SELEKSI DAN URAIAN PROSES
2.1. Macam Proses
Proses pembuatan etanol terdiri dari dua macam proses yang berbeda
bahan bakunya. Proses tersebut telah dikembangkan oleh beberapa perusahaan di
Indonesia, diantaranya:
2.1.1. Proses Esterifikasi Dan Hidrolisis Dari Etilen
Proses ini terjadi dengan penyerapan etilen dalam H
2
SO
4
untuk
menghasilkan etil sulfat, kemudian dihidrolisa untuk menghasilkan etanol dengan
persamaan reaksi:
CU
2
= CH
2
+ H
2
SO
4
C
2
H
5
SO
2
OH
Mono etil sulfat
2 CH
2
= CH
2
+ H
2
SO
4
C
2
H
5
SO
2
OC
2
H
5
Dietil
sulfat
C
2
H
5
OSO
2
OH + C
2
H
5
O SO
2
O C
2
H
5
+ 3 H
2
O 3C
2
H
5
OH + 2H
2
SO
4
.
Etil dilarutkan kedalam kolom absorbsi secara counter Qurrent dangan
asam sulfat 90%. Gas yang tidak terabsorbsi keluar dari atas kolom dan digunakan
sebagai bahan bakar. Cairan yang dihasilkan merupakan campuran monoetil dan
dietil sulfat yang dikeluarkan dari menara absorber bagian bawah dengan
penambahan sejumlah air. Pada kolom ini senyawa sulfat dihidrolisa menjadi
etanol, asam sulfat, etil, eter dan bahan lain. Larutan etanol mentah dimasuk
II-2
dalam kolom stripping dengan pemberian steam yang mengangkat etanol, eter dan
sebagian kecil asam sulfat yang dikeluarkan dari bawah kolom didinginkannya
dan dipekatkan untuk recovery. Sedangkan uap etanol mentah yang dikeluarkan
dari bagian kolom stripping, dialirkan menuju bagian bawah kolom scrubber dan
ditambahkan NaOH untuk netralisasi asam.
Sisa NaOH keluar dari bawah kolom, sedangkan uap etanol, eter dan air
keluar dari bagian atas kolom kemudian dikondensasi dan dipompa menuju tangki
penyimpanan etanol mentah (kolom eter), dimana eter akan keluar sebagai uap.
Produk samping eter dapat diubah menjadi etanol dengan hidrasi katalik,
kemudian etanol dilewatkan kolom fraksinasi dan diperoleh etanol dengan
kemurnian 95%, seperti pada gambar 2.1 berikut:
Gambar 2.1 Blok diagram esterifikasi dan hidrolisa dari etylen
II-3
2.1.2. Proses Fermentasi
Proses fermentasi adalah proses terjadinya perubahan kimia pada suatu
senyawa kimia dengan adanya suatu mikroorganisme. Mikroorganisme yang
digunakan pada proses fermentasi adalah sacharomyces cereviceae dengan bahan
baku untuk industri adalah glukosa yang dihasilkan dari ubi kayu dengan proses
sebagai berikut:
- Pati dihaluskan dan diencerkan sehingga terbentuk maltosa dengan proses
liquifikasi dengan penambahan enzim -amylase. Proses ini dilakukan
pada suhu 90-100
0
C selama 2 jam dan pH dipertahankan 5-6.
- Selanjutnya maltosa yang terbentuk dilakukan proses sakarifikasi dengan
menggunakan enzim glukosidase sehingga terbentuk pada suhu 60
0
C.
- Glukosa yang terbentuk kemudian dilakukan sterilisasi selanjutnya
dilakukan fermentasi dengan menggunakan bakteri anaerob sacharomices
cereviciae pada temperatur 31-38
0
C dan pH berkisar antara 4,5-5.
- Setelah proses fermentasi dilakukan, selanjutnya dilakukan proses
pemurnian pada kolom destilasi. Hasil pemurnian yang diperoleh adalah
95%.
II-4
Gambar 2.2 Blok diagram proses fermentasi etanol
2.2. Seleksi Proses
Dari kedua macam uraian proses diatas, dapat dibuat tabel perbandingan
antara proses eksterifikasi dan fermentasi dibawah ini:
Tabel 2.1 Tabel perbandingan antara proses eksterifikasi dan fermentasi
Parameter
Macam-macam proses
Esterifikasi Fermentasi
Segi teknis
Proses
- Yield
- Katalis
- Peralatan
95%
-
Kompleks
95%
-
Sederhana
II-5
Kondisi Operasi
- Suhu Operasi
- Waktu Operasi
Segi Ekonomis
Biaya Operasi
350
0
C
Cepat
Mahal
60-110
0
C
Lama
Murah
Berdasarkan tabel diatas maka proses yang akan digunakan dalam
pembuatan etanol adalah proses fermentasi karena proses tersebut membutuhkan
biaya investasi yang relatif kecil.
2.3. Uraian Proses
Ubi kayu segar yang telah disiapkan dikupas kulitnya kemudian dicuci
bersih. Ubi kayu digiling menggunakan mesin penggiling, slury ubi kayu tersebut
dimasukkan pada tangki kosong kemudian tambahkan air sesuai ketentuan sambil
melakukan pemanasan dan pengadukan. Slury ubi kayu selanjutnya diteruskan ke
reaktor liquifikasi. Pada reaktor liquifikasi sejumlah enzim -amylase untuk
mencair gel pati sambil melakukan pemanasan pada suhu 90-95
0
C selama 2 jam
dan hasil hidrolisanya adalah dextrin. Didalam reaktor liquifikasi ini terjadi reaksi
hidrolisa sebagai berikut:
II-6
Kemudian slury tersebut diteruskan pada tangki sakarifikasi awal dan didinginkan
hingga suhu mencapai 55-60
0
C.
Pada reaktor sakarifikasi awal terjadi proses hidrolisis dextrin menjadi
glukosa dengan bantuan sejumlah enzim glukoamylase sesuai dengan ketentuan
dan temperatur dijaga pada kisaran 60-66
0
C selama 3 jam lalu didinginkan hingga
suhu dibawah 32
0
C. Dalam tangki sakarifikasi ini terjadi reaksi hidrolisa sebagai
berikut:
Dari reaktor sakarifikasi awal slury tersebut diteruskan pada tangki
sakarifikasi lanjut dan fermentasi, slury tersebut kemudian ditambahkan ragi roti,
urea, NPK sesuai kebutuhan. Dibiarkan selama 36 jam pada reaktor dalam
keadaan reaktor tertutup tetapi tidak rapat agar gas karbondioksida yang terbentuk
biasa keluar. Fermentasi yang berhasil ditandai dari aroma seperti tape dan suara
gelembung gas yang naik ke atas pada reaktor dan keasaman (pH) diatas 4.
Dalam tangki sakarifikasi lanjutan terjadi reaksi sebagai berikut:
Cairan yang mengandung etanol 7-9% diteruskan pada reaktor pemisahan
serat dan distilasi dan diuapkan menggunakan evaporator. Temperatur bagian atas
kolom distilasi ditahan pada suhu 79
0
C hingga cairan etanol keluar. Kontrol
temperatur dapat dilakukan dengan mengatur aliran air refluks dalam alat distilasi.
II-7
Fraksi etanol 90-95% akan berhenti mangalir secara pelan-pelan, kemudian
limbahnya dapat dikeluarkan pada kran bawah tangki melewati saluran yang akan
menahan limbah padat dan meloloskan limbah cair. Tangki tersebut dibersihkan
untuk persiapan proses berikutnya.
III-1
BAB III
NERACA MASSA
Kapasitas produksi = 20.000 ton/thn
Operasi = 300 hari/thn
Basis perhitungan = 1 jam operasi
Produksi =
300 24
1000 000 . 20
= 2777,7777 kg/jam
1. Pencucuian Ubi Kayu
Tabel 3.1 Neraca massa pencucian ubi kayu
Masuk Kg/jam Keluar Kg/jam
Ubi Kayu Kotor
H
2
O
680003,9419
680003,9419
Ubi Kayu Bersih
Kotoran + H
2
O
612003,5477
748004,3465
Total 1360007,884 1360007,884
III-2
2. Mesin Giling Ubi Kayu
Tabel 3.2 Neraca massa mesin giling ubi kayu
Masuk Kg/jam Keluar Kg/jam
Ubi Kayu:
- Amylosa
- Amylopektin
- Protein
- Lemak
- Air
- Impiuritis
Air Yang Ditambahkan
57338,6140
155026,6231
7344,0426
1836,0106
382502,2173
7956,0461
42199,0649
Slurry:
- Amylosa
- Amylopektin
- Protein
- Lemak
- Air
- Impiuritis
57338,6140
155026,6231
7344,0426
1836,0106
424701,2822
7956,0461
Total 654202,6186 Total 654202,6186
3. Reaktor Liquifikasi
Tabel 3.3 Neraca massa reaktor liquifikasi
Masuk Kg/jam Keluar Kg/jam
Slurry:
- Amylosa
- Amylopektin
- Protein
- Lemak
- Air
57338,6140
155026,6231
7344,0426
1836,0106
424701,2822
Slurry:
- Amylosa Sisa
- Amylopektin Sisa
- C
12
H
22
O
11
- (C
6
H
10
O
5
)
3
- Protein
47591,0496
128672,0972
10289,1042
27368,1666
7344,0426
III-3
Enzim:
- E.-Amylase
= 646246,5725
47,4771
- Lemak
- Air
- E.-Amylase
1836,0106
423146,1146
47,4771
Total 646294,0496 Total 646294,0496
4. Reaktor Sakarifikasi Awal
Tabel 3.4 Neraca massa reaktor sakarifikasi awal
Masuk Kg/jam Keluar Kg/jam
Slurry:
-
C
12
H
22
O
11
- (C
6
H
10
O
5
)
3
- Protein
- Lemak
- Air
- E.-Amylase
Enzim:
- E.Glukoamylase
10289,1042
27368,1666
7344,0426
1836,0106
423146,1146
47,4771
= 470030,9157
5,7012
Slurry:
- (C
6
H
10
O
5
)
3
Sisa
-
C
12
H
22
O
11
- C
6
H
12
O
6
- Protein
- Lemak
- Air
- E.-Amylase
- E.Glukoamylase
541,5318
411,5628
40631,508
7344,0426
1836,0106
419624,381
47,4771
5,7012
Total 470036,6169 Total 470036,6169
III-4
5. Reaktor Sakarifikasi Lanjut
Tabel 3.5 Neraca massa sakarifikasi lanjutan
Masuk Kg/jam Keluar Kg/jam
Slurry:
-
C
12
H
22
O
11
- C
6
H
12
O
6
- Protein
- Lemak
- Air
- E.-Amylase
- E.Glukoamylase
Nutrient:
- H
2
N.CN.NH
2
- NPK
- Ragi
411,5628
40631,508
7344,0426
1836,0106
419624,381
47,4771
5,7012
= 469900,7979
468,3286
100,8242
7,0577
= 576,2105
Slurry:
-
C
12
H
22
O
11
- C
2
H
5
OH
- C
6
H
12
O
6
- Protein
- Lemak
- Air
- E.-Amylase
- E.Glukoamylase
- H
2
N.CN.NH
2
- NPK
- Ragi
Gas:
CO
2
411,5628
3738,098
33317,8366
7344,0426
1836,0106
419624,381
47,4771
5,7012
468,3286
100,8242
7,0577
= 466901,435
3575,572
Total 470477,0084 Total 470477,0084
III-5
6. Pemisahan Serat (RVF)
Tabel 3.6 Neraca massa pemisahan serat
Masuk Kg/jam Keluar Kg/jam
Slurry:
-
C
12
H
22
O
11
- C
2
H
5
OH
- C
6
H
12
O
6
- Protein
- Lemak
- Air
- E.-Amylase
- E.Glukoamylase
- H
2
N.CN.NH
2
- NPK
- Ragi
411,5628
3738,098
33317,8366
7344,0426
1836,0106
419624,381
47,4771
5,7012
468,3286
100,8242
7,0577
Cake:
- E.-Amylase
- E.Glukoamylas
H
2
N.CN.NH
2
- Protein
- Lemak
-
C
12
H
22
O
11
- C
6
H
12
O
6
- Air
- NPK
- Ragi
Bahan Terpisah:
- C
2
H
5
OH
- Air
-
C
12
H
22
O
11
- C
6
H
12
O
6
47,4771
5,7012
468,3286
7344,0426
1836,0106
246,9377
19990,7019
251774,6286
100,8242
7,0577
= 281839,7108
3738,098
167849,7524
164,6251
13327,1347
= 185079,6102
Total 466901,3204 Total 466901,3204
III-6
7. Decanter
Tabel 3.7 Neraca massa decanter
Masuk Kg/jam Keluar Kg/jam
C
2
H
5
OH
Air
C
12
H
22
O
11
C
6
H
12
O
6
3738,098
167849,7524
164,6251
13327,1347
Ke Distilasi:
- C
2
H
5
OH
- Air
-
C
12
H
22
O
11
- C
6
H
12
O
6
Cake:
- Air
-
C
12
H
22
O
11
- C
6
H
12
O
6
3738,098
20141,9703
32,925
2665,4269
= 26578,4202
147707,7821
131,7001
10661,7078
= 158501,19
Total 185079,6102 Total 185079,6102
8. Distilasi
Tabel 3.8 Neraca massa destilasi
Masuk Kg/jam Keluar Kg/jam
C
2
H
5
OH
Air
C
12
H
22
O
11
3738,098
20141,9703
32,925
Distilat:
- C
2
H
5
OH
- Air
2715,6153
142,6104
III-7
C
6
H
12
O
6
2665,4269
Bottom:
- C
2
H
5
OH
- H
2
O
- C
12
H
22
O
11
- C
6
H
12
O
6
= 2858,2257
1022,4827
19999,3599
32,6341
2663,7689
= 23718,2456
Total 26578,4202 Total 26578,4202
9. Dehidrasi
Tabel 3.9 Neraca massa dehidrasi
Masuk Kg/jam Keluar Kg/jam
C
2
H
5
OH
Air
CaO
2715,6153
142,6104
443,6768
Produk:
C
2
H
5
OH
Air
Air
Ca(OH)
2
CaO ekses
2715,6153
62,1624
= 2777,7777
80,748
16,5097
427,1671
= 524,4248
Total 3301,9025 Total 3301,9025
IV-1
BAB IV
NERACA PANAS
Kapasitas produksi = 20.000 ton/thn
Produksi etanol =
300 24
1000 000 . 20
= 2777,7777 kg/jam
Satuan = Kcal
Suhu refrensi = 25
0
C 298,15 K.
1. Reaktor Liquifikasi
Tabel 4.1 Neraca panas liquifikasi
Entalpi Masuk (kcal) Entalpi Keluar (kcal)
1 = 2503980,377
R = 27286805,01
Qs = 26143935,28
2 = 54627523,9
Qloss = 1307196,764
Total = 55934720,67 Total = 55934720,67
IV-2
2. Reaktor Sakarifikasi Awal
Tabel 4.2 Neraca panas tangki sakarifikasi awal
Entalpi Masuk (kcal) Entalpi Keluar (kcal)
1 = 28647915,66
2 = 9508389,303
R = 15131939,05
3 = 15254686,8
4 = 38033557,22
Total = 53288244,02 Total = 53288244,02
3. Reaktor Sakarifikasi Lanjut
Tabel 4.3 Neraca panas sakarifikasi lanjut
Entalpi Masuk (kcal) Entalpi Keluar (kcal)
1 = 15254686,8
R = 15479956,3
2 = 3071364,514
Total = 3071364,514 Total = 3071364,514
4. Pemisahan Serat (RVF)
Tabel 4.4 Neraca panas total
Entalpi Masuk (kcal) Entalpi Keluar (kcal)
1 = 3071364,514
2 = 874625,3026
3 = 2196739,211
Total = 3071364,514 Total = 3071364,514
IV-3
5. Distilasi
Tabel 4.5 Neraca panas total
Entalpi Masuk (kcal) Entalpi Keluar (kcal)
f = 874625,3026
Qs = 101747469,2
D = 567993,1793
B = 5165965,734
Qc = 91757030,87
Qloss = 5131104,725
Total = 102622094,5 Total = 102622094,5
6. Dehidrasi
Tabel 4.6 Neraca panas total
Entalpi Masuk Entalpi Keluar
1 = 113054,7272
R = - 88023,2275
2 = 25031,4997
Total = 25031,4997 Total = 25031,4997
V-1
BAB V
SPESIFIKASI PERALATAN
1. Storage
Fungsi : Menyimpan bahan baku (ubi kayu)
Jumlah : 1 buah
Bahan konstruksi : Semen dan batu bara
Kapasitas bahan baku : 680003,9419 kg/jam = 1499136,69 lb/jam
Spesifikasi peralatan:
Volume storage = 147432 m
3
Tinggi storage = 12 m
Panjang storage = 11,3409 m
Lebar storage = 11,3409 m
2. Belt Conveyor
Fungsi : Mengangkut ubi kayu
Jumlah : 1 buah
Bahan : Rubber (Perry edisi 6 hal 7-8)
Type : Flat belt on flat belt idlers (Perry edisi 6 gbr.7 hal 7-10)
Kapasitas maks : 1 m
3
/dt (Ulrich,table 4-4 hal 71)
Waktu angkut : 3 menit = 0,05 jam
V-2
Lebar : 14 in = 1,1667 ft = 0,36 m
Luas penampang melintang : 0,11 ft
2
Spesifikasi Peralatan:
Nama alat : Belt conveyor
Type : Flat belt on flat belt idlers
Panjang : 10732,88919 ft
Lebar : 1,1667 ft
Power : 1 Hp
Jumlah : 1 buah
3. Peeler
Fungsi : Mengupas kulit ubi kayu
Bahan konstruksi : Stainless steel
Kapasitas : 680003,9419 kg/jam = 11333,39002 kg/menit
Direncanakan : Tiap mesin terdiri dari 4 peeler
Tiap run = 2 menit
Spesifikasi Peralatan:
Kapasitas = 11333,39002 kg/menit
Bahan = Stainless steel
Jumlah mesin = 38 buah
V-3
4. Pencucian
Fungsi = Mencuci ubi kayu yang telah dikupas
Massa bahan masuk = 680003,9419 kg/jam = 1499136,69 lb/jam
Densitas = 63,4895 lb/ft
3
Densitas air = 999,87 kg/m
3
= 62,4261 lb/ft
3
Waktu tinggal = 10 menit = 0,17 jam
Spesifikasi Peralatan:
Volume bak = 10330,4713 ft
3
Jumlah bak pencuci = 6 buah
Bahan konstruksi = Beton
Panjang = 15,429 ft = 185,148 in
Lebar = 7,7145 ft = 92,574 in
Tinggi = 11,5718 ft = 138,8616 in
5. Mesin Penggilingan
Fungsi = Mengubah ubi kayu menjadi pati dengan penambahan air
Jumlah = 1 buah
Type = Rotary Knife Cutter
Bahan = Stainless steel
Bahan masuk = 612003,5477 kg/jam = 134923,021 lb/jam
V-4
6. Reaktor Liquifikasi
Fungsi : Mengubah larutan pati menjadi dekstrin
Massa bahan masuk : 646246,0496 kg/jam = 1424714,041 lb/jam
Densitas lar. Pati : 1,122 g/cm
3
= 1122 kg/m
3
= 70,0442 lb/ft
3
(Geankoplis, App A4-2)
Suhu operasi : 30
0
C
Tekanan operasi : 1 atm
Spesifikasi Peralatan:
Nama alat : Reaktor Liquifikasi
Type : Tangki berpengaduk berbentuk silinder tegak dengan tutup
dengan tutup atas berbentuk standartdishead dan tutup
bawah berbentuk conical denga = 120
0
C.
Bahan : Carbon steel SA283 grade D type 316
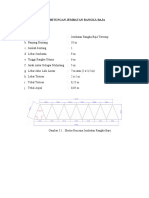
7. Reaktor Sakarifikasi Awal (dikerjakan oleh Sebastiana Fano)
8. Reaktor Sakarifikasi Lanjut
Fungsi = Tempat terjadinya fermentasi glukosa menjadi etanol. Waktu
tinggal 48 jam.
Dirancang:
- Bejana berbentuk silinder tegak dengan asumsi Ls = 1,5 di
- Tutup atas dan tutup bawah berbentuk standart dishead
- Tangki dirancang 33% lebih besar
V-5
- Bahan konstruksi carbon stell SA 53 Grade B
- Faktor korosi: C 1/8
= 2/16
- Pengelasan: E = 0,8
- Allowable strees: f = 12750 (App. D Brownell & Young)
- Bejana dilengkapi dengan coil pendingin dan pengaduk
- = 69,8839 lb/ft
3
- = 21,8055 cp = 1,2132 . 10
-3
lbm/ft.dt
Kesimpulan:
V
total
= 34536,73 ft
3
Ts = 3/8 in
do = 10,43 ft
di = 10,4375 ft
Ls = 124,1989 ft
r = 125,25 in
tha = 6/16 in
icr = 7,515 in
thb = 6/16
Dimensi Pengaduk:
Da = 3,444 ft
L = 0,861 ft
W = 0,861 ft
N = 0,25
detik
putaran
V-6
Daya = 0,5 Hp
Jumlah blade = 6 buah plate
Dimensi Coil Pendingin:
dc = 7 ft
nc = 1000 buah
Lc = 1,5 in
Pipa coil = 1 IPS Sch 40
di = 1,610 in
a = 2,04 in
2
do = 1,9 in
a = 0,498 ft
2
/ft
hc = 283,2083 ft
9. Pemisahan Serat (RVF)
Fungsi : Untuk memisahkan larutan dan cakenya
Type : Rotary Vacum Filter
Perencanaan:
Bahan konstruksi : Carbon Steel SA-135 Grade B
Tekanan filtrasi : 20 bar = 41766,7328 ( )
Faktor tahanan : 0,25 x10
-8
Waktu filtrasi : 1 jam
Kapasitas cake = 158501,19 kg/jam = 349431,7235 lb/jam
V-7
Spesifikasi Alat:
Nama = Pemisahan serat (RVF)
Fungsi = Untuk memisahkan larutan dari cakenya
Type = Rotary vacum filter
Bahan konstruksi = Carbon Steel SA-135 Grade B
10. Distilasi (Dikerjakan oleh Sumanti Makmur)
11. Decanter
Fungsi = Untuk memisahkan air, gukosa dan maltosa dengan etanol.
Type = Tangki horizontal dengan tutup kanan dan kiri standart
dishead.
Tekanan = 1 atm
Spesifikasi Alat:
Nama alat = Decanter
Fungsi = Untuk memisahkan air, glukosa dan maltosa dengan etanol.
Type = Tangki silinder horizontal dengan tutup kanan dan tutup kiri
standart dishead
Bahan = Carbon Steel SA-240 Grade M type 316
Tinggi light liquid = 124,2281 ft
Tinggi heavy liquid = 62,9573 ft
V-8
Dimensi tangki = H = 1510,9748 in = 125,9146 ft
= Lls = 0,0104 ft = 0,1248 in
= ts = 2/16 in
12. Dehidrasi
Nama alat = Tangki dehidrasi
Fungsi = Tempat berlangsungnya reaksi dehidrasi etanol dengan
bantuan CaO
Type = Tangki berbentuk silinder tegak dengan tutup atas standart
dishead tutup bawah conis ( = 120
0
).
Tekanan = 1 atm
Waktu operasi = 1 jam
Spesifikasi Alat:
Nama : Tangki dehidrasi
Type : Silinder tegak dengan tutup atas dan bawah standart dishead
Bahan : Carbon Steel SA-240 Grade M
Kapasitas : 6301,2444 lb/jam
Dimensi tangki:
- H : 204,526 in = 17,038 ft
- ts : 2/16
- tha = thb = 2/16
VI-1
BAB VI
PERANCANGAN ALAT UTAMA
Nama : Reaktor Sakarifikasi Awal
Kode alat : R 120
Fungsi : Untuk mengubah larutan dekstrosa menjadi glukosa dengan
bantuan enzim glukoamylaze.
Dengan reaksi sebagai berikut:
C
6
H
10
O
5
+ H
2
O C
6
H
12
O
6
Dekstrin Air Glukosa
Tipe : Silinder tegak dengan tutup atas berbentuk standard dishead dan
tutup bawah berbentuk conical dengan sudut puncak 120
0
C dan
dilengkapi dengan pengaduk 4 blades 45
0
and coil pendingin.
Kapasitas : 470030,9157 kg/jam = 1036230,157 lb/jam
Dasar perencanaan:
Untuk mengendalikan temperatur operasi pada reaktor, yaitu pada suhu
60
0
C dan tekanan 1 atm, maka reaktor dilengkapi dengan coil pendingin. Karena
reaksi yang terjadi bersifat eksoterm, yaitu reaksi yang melepas panas dan
membutuhkan pendingin. Untuk mengontrol kondisi operasi, maka perlu dipasang
instrument yaitu meliputi level control dan temperatur control.
VI-2
Perlengkapan : Pengaduk dan coil pendingin
Kondisi operasi : Temperatur = 60
0
C = 140
0
F
Takanan : 1 atm
Waktu operasi : 1,5 jam
Fase : liquid liquid
camp : 75,74978 lb/ft
3
Direncanakan:
- Bahan kontruksi : Carbon steel SA 283 grade D (f = 12650)
(Brownell & Young, App. D-4 hal.342)
- Jenis pengelasan : Double welded but joint (E = 0,8)
(Brownell & Young, table. 13.2 hal.254)
- Faktor korosi (C) : 1/16 in
- Bahan Masuk : 470030,9157 kg/jam = 1036230,157 lb/jam
6.1. Rancangan Dimensi Reaktor
1. Menentukan Volume Reaktor
Bahan masuk : 470030,9157 kg/jam = 1036230,157 lb/jam
campuran : 75, 74978 lb/ft
3
Rate volumetrik :
campuran
masuk bahan Massa
= 0033 , 13680
/ 74978 , 75
lb/jam 7 1036230,15
3
=
fit lb
ft
3
/jam
Volume liquid = 13680,0033 ft
3
/jam 1,5 jam = 20520,0049 ft
3
VI-3
Direncanakan menggunakan 2 buah reaktor:
=
2
liquid Volume
=
2
ft 20520,0049
3
= 10260,0025 ft
3
Diasumsikan volume ruang kosong = 20% vol. Liquid serta volume coil dan
pengaduk = 10% vol. Liquid.
Volume ruang kosong = 20% 10260,0025 ft
3
.
= 2052,0005 ft
3
Volume coil dan pengaduk = 10% 10260,0025 ft
3
= 1026,0003 ft
3
Jadi volume total = V
liquit
+ V
ruang kosong
+ V
(coil pengaduk)
= 10260,0025 + 2052,0005 + 1026,0003
= 13338,0033 ft
3
2. Menentukan Dimensi Vassel
a. Menghitung diameter vassel
Diasumsikan = Ls = 1,5 di
Vol. Total = V.tutup bawah + V. silinder + V. tutup atas
Vol. total =
3
3
0847 , 0
4 2 / 1 24
di Ls
di
tg
di
+
+
t
o
t
13338,0033 ft
3
= 0847 , 0 ) 5 , 1 (
4 60 24
3
+
d
di
tg
di q q
VI-4
13338,0033 ft
3
=
3 3 3
0847 , 0 775 , 1 0755 , 0 di di di + +
13338,0033 ft
3
= 3377 , 1 di
3
di
3
= 9970,8479
di = 9,9708 ft = 119,6496 in
b. Menghitung Vo. Liquid dalam shell
V liquid dalam shell = V. liquid V. tutup bawah
= 10260,0025 -
o
t
2 / 1 24
3
tg
di
= 10260,0025 -
60 24
) 9,9708 (
3
tg
t
= 10260,0025 74,8769
= 10185,1256 ft
3
c. Menghitung tinggi liquid dalam sheel
Vs =
ls
L di
2
4
t
10185,1256 ft
3
=
ls
L ) 9,9708 (
4
2
t
10185,1256 ft
3
= 78,0422 L
ls
L
ls
= 13,0507 ft = 156,6095 in
d. Menentukan P design (Pi)
P hidrostatik =
( ) ( )
144
1 13,0507 7497 , 75
144
1
=
H
= 6,3391 psia
P operasi = 1 atm = 14,7 psia
VI-5
P dengan = P operasi + P hidrostatik
= (14,7 + 6,3391) psia
= 21,0391 psia
= 21,0391 psia 14,7
= 6,3391 psia
e. Menentukan tabel silinder (ts)
ts =
) 6 , 0 ( 2 Pi E f
Pidi
=
16
1
) 3391 , 6 6 , 0 8 , 0 12650 ( 2
) 119,6496 ( ) 3391 , 6 (
+
=
16
16
0375 , 0
=
16
1
16
6 , 0
=
Sandarisasi do:
do = di + 2ts
= 119,6496 + 2 (1/16)
= 119,7746 in
Dari tabel 5-7 Brownell & Young, dengan pendekatan keatas didapat
harga:
do = 120 in
Icr = 7 in
r = 180 in
VI-6
Menentukan harga di baru:
di = do - 2ts
= 120 2 (1/16)
= 119,875 in = 9,9896 ft
Mengecek hubungan antara Ls dengan di:
Volume total =
3
2 3
) ( 0847 , 0
4 60 24
di Ls
di
tg
di
+
+
t t
13338,0033 ft
3
=
3
2 3
) 9708 , 9 ( 0847 , 0
4
) 9,9708 (
60 24
) 9,9708 (
+ + Ls
tg
t t
13338,0033 ft
3
= 74,8769 + 2,1678 Ls + 83,9609
13338,0033 ft
3
= 158,8378 + 2,1678 Ls
2,1678 Ls =
2,1678
ft 5 13,179,165
3
= 6079,5117 ft
3
Ls = 6,0795 ft = 72,954 in
9708 , 9
6,0795
=
di
Ls
= 5 , 1 6097 , 0 < (memenuhi)
3. Menentukan Dimensi tutup
a. Menentukan tebal tutup atas berbentuk standart dished
- r = 180 in (Brownell & Young table 5.7 hal. 90)
- Icr = 7 in (Brownell & Young table 5.6 hal. 88)
- Sf = 1 in (Brownell & Young table 5.6 hal. 88)
VI-7
tha =
( )
C
Pi E f
Pir
+
1 , 0
885 , 0
=
( ) ( ) ( )
( ) 6
1
3391 , , 6 8 , 0 12650
119,875 6,3391 885 , 0
+
+
= 0,0729 16/16
=
16
1
16
1677 , 1
~
Tinggi tutup atas (ha)
a = di/2 = 9375 , 59
2
875 , 119
= in = 4,9917 ft
AB = a Icr = 1875 , 58
4
1
7 9375 , 59 =
|
.
|
\
|
in= 4,8489 ft
BC = r Icr = 25 , 178
4
1
7 180 =
|
.
|
\
|
in = 14,8542 ft
AC =
2 2
) ( ) ( AB BC =
2 2
) 1875 , 58 ( ) 25 , 178 (
= 2773 , 28387
= 168,4852 in = 14,0404 ft
B = r AC = 180 58,1875 = 121,8125 in = 10,1510 ft
ha = tha + b + sf =
|
.
|
\
|
16
1
+ 121,8125 + 1
= 123,375 in = 10,2813 ft
VI-8
b. Menentukan tebal tutup bawah
Tebal tutup bawah (thb) berbentuk conical dengan o = 120
0
thb =
o 2 / 1 cos ) 6 , 0 ( 2 Pi E f
di Pi
=
16
1
60 cos ) 3391 , 6 6 , 0 8 , 0 12650 ( 2
) 875 , 119 ( ) 3391 , 6 (
+
= 0,1376 16/16 in
=
16
3
16
2016 , 2
~ in
Dari Brownell & Young, tabel 5.6 hal 88 untuk ts = 1/16 maka sf = 1,5 in
Tinggi tutup bawah (hb):
b = 5943 , 63
120 2 / 1
) 875 , 119 ( 2 / 1
2 / 1
2 / 1
=
tg tg
di
o
in
hb = b + sf
= 63,5943 + 1,5 = 65,0943 in
Dari perhitungan diatas, maka diperoleh dimensi reaktor sebagai berikut:
do = 120 in = 10 ft tha = 1/16 in
di = 119,875 in = 9,9896 ft ha = 123,375 in = 10,2813 ft
Ls = 72,954 in = 6,3295 ft thb = 3/16 in
ts = 1/16 in hb = 65,0943 in = 5,4245 ft
Tinggi reaktor (H) = Tinggi (tutup bawah + silinder + tutup atas)
= hb + Ls + ha
= 65,0943 + 72,954 + 123,375
= 261,4233 in
= 21,7828 ft
VI-9
6.2. Perhitungan pengaduk
Perencanaan Pengaduk:
Jenis pengaduk = Paddle with 4 blades sudut 45
0
Batas impeller = High alloy steel Sa 240 grade M type 316
Bahan poros = Hot roleer SAE 1020
Dari G.G. Brownell hal.507, diperoleh data-data sebagai berikut:
Dt/Di = 2,4 3,0
Zi/Di = 0,4-0,5
Zl/Di = 2,4 30
W/Di = 0,11
Dimana :
Dt = Diameter dalam dari selinder
Di = Diameter impeller
Zi = Tinggi
Z1 = Tinggi liquit dalam silinder
W = Lebar daun impeller
a. Menentukan diameter impeller
Dt/Di = 3,0
Di = Dt/3
Di = 119,875/3 = 39,9583 in = 3,3299 ft
VI-10
b. Menentukan tinggi impeller dari dasar tangki
Zi/Di = 0,5
Zi = 0,5 Di
Zi = 0,5 (39,9583) = 19,9792 in = 1,6649 ft
c. Menentukan panjang impeller
L/Di = 1/3
L = 1/3 Di
L = 1/3 (39,9583) = 13,3194 in = 1,10995 ft
d. Menentukan lebar daun impeller
W/Di = 0,11
W = 0,11 Di
W = 0,11 (39,9583) = 4,3954 in = 0,3663 ft
e. Menentukan tabal blades
J/Dt = 1/12
J = Dt/12
J = 119,875/12 = 9,9896 in = 0,8325 ft
f. Menentukan jumlah pengaduk
n =
2
di 2
liquida H
=
( )
2
3,3299 2
13,0507
= 0,5885 ~ 1 buah
VI-11
6.2.1. Menentukan Jumlah Pengaduk
P =
gc
Di n
5 3
Dimana:
P = Daya pengaduk
= Power number
= Densitas bahan = 75,74978 lb/ft
bahan = 0,0537 lb/ft menit
Di = Diameter impeller = 39,9583 in = 3,3299 ft
Gc = 32,2 lb.ft/dt
2
.lbf
n = Putaran pengaduk
Ditetapkan n = 100 rpm = 1,67 rps
Menghitung N
Re
:
N
Re
=
n Di
2
N
Re
=
( )
0537 , 0
75,74978 100 ) 3299 , (3
2
= 1564117,853 > 2100 (aliran turbulen)
Dari G.G Borwnell fig. 4.77 hal 507, diperoleh = 7
p =
gc
Di n
5 3
=
( ) ( )
bf ft lb
ft rps ft lb
1 det / 2 , 32
3,3299 67 , 1 / 75,74978 7
2
5 3 3
= 1011078,293 lb ft/dt
= 1011078,293 /550
= 1838,3242 Hp ~1838 Hp
VI-12
Kehilangan-kehilangan daya:
1. Gain Losses (kebocoran daya pada proses dan bearing) diperkirakan 10%
dari daya masuk.
2. Transmission System Losses (kebocoran belt atau gear) diperkirakan 15%
dari daya masuk.
Sehingga daya yang dibutuhkan:
P yang dibutuhkan = (0,1 + 0,15) P + P
= (0,1 + 0,15) (1838 Hp) + 1838 Hp
= 2297,5 Hp ~ 2298 Hp
Jadi digunakan pengaduk dengan daya = 2298 Hp
6.2.2. Perhitungan Poros Pengaduk
1. Diameter poros
T =
16
2
D S t
Dimana:
T = Momen puntir =
N
H 63025
H = Daya motor pada poros = 2289 Hp
N = Putaran pengaduk = 100 rpm
Sehingga:
T =
( ) ( )
25 , 1442642
100
2289 63025
=
lb in
VI-13
Dari Hesse tabel 16-1 hal 467, untuk bahan Hot Rolled Steal SAE 1020
mengadung karbon 20% dengan batas = 36000 lb/in
2
.
S = Maksimum design shering stress yang dizinkan
S = 20% (36000) lb/in
2
= 7200 lb/in
2
Maka didapatkan diameter poros pengaduk (D):
D =
3 / 1
16
(
s
T
t
(Hesse, pers 16.1.1 hal 465)
D = 0671 , 10
7200
25 , 1442642 16
3 / 1
=
(
t
in
2. Panjang poros
Rumus:
L = h + l Zi
Dimana:
L = Panjang poros (ft)
h = Tinggi silinder + tinggi tutup atas = 196,329 in = 16,3608 ft
l = Panjang poros diatas bejana tangki = 13,3194 in = 1,10995 ft
Zi = Jarak impeller dari dasar tangki = 19,9792 in = 1,6649 ft
Jadi panjang poros pengaduk:
L = (196,329 + 13,3194) 19,9792
= 189,6692 in = 15,8058 ft
VI-14
Kesimpulan:
Type = Paddle with 4 blades sudut 45
0
fangle
Di = Diameter impeller = 39,9583 in
Zi = Tinggi impeller dari dasar bejana = 19,9792 in
W = lebar impeller = 4,3954 in
L = Panjang impeller = 13,3194 in
J = Tebal blades = 9,9896 in
n = Jumlah pengaduk = 1 buah
Daya = 2297,5 Hp
Diameter poros = 10,0671 in
Panjang poros = 189,6692 in
6.3. Perhitungan Nozzle
Perancanaan:
Nozzle pada tutup atas standard dishead:
- Nozzle untuk pemasakan enzym Glukoamylase
Nozzle untuk silinder reaktor:
- Nozzle untuk pemasukan larutan dekstrin
- Nozzle untuk pemasukan air coil pendingin
- Nozzle untuk pengeluaran air pendingin
- Manhole
Nozzle pada tutup bawah conical:
- Nozzle untuk pengeluaran produk
VI-15
Digunakan flange standard type welding neck pada:
- Nozzle untuk pemasukan bahan baku utama
- Nozzle untuk pemasukan coil pendingin
- Nozzle untuk pengeluaran produk
Dasar Perhitungan:
a. Nozzle Pemasuk Larutan Dekstrin
Bahan masuk : 27368,1666 kg/jam = 60335,8601 lb/jam
lar. Dekstroksa : 1,562 g/cm
3
= 97,5157 lb/ft
3
Rate volumetrik =
3
/ 5157 , 97
/ 60335,8601
ft lb
jam lb
= 618,7297 ft
3
/jam = 0,1719 ft
3
/dtk
Di Opt = 3,9 (Q)
0,45
.( )
0,13
= 3,9 (0,1719)
0,45
(97,5157)
0,13
= 3,2030 in
Dari Geankoplis, App A-5 hal 892, maka dipilih pipa 3 in IPS Sch 40
dengan ukuran:
Di = 3,068 in
Do = 3500 in
A = 0,05130 ft
2
b. Nozzle Pemasukkan enzym glukoamylase
Bahan masuk = 5,7012 kg/jam = 12,5689 lb/jam
enzym = 1,2 g/cm
3
= 74,916 lb/ft
3
VI-16
Rate Volumetrik = 1678 , 0
916 , 74
5689 , 12
= ft
3
/jam
= 0,000047 ft
3
/dtk
Di Opt = 3,9 (Q)
0,45
.( )
0,13
= 3,9 (0,000047)
0,45
.(74,916)
0,13
= 0,1014 in ~ 0,5 in
Dari Geankoplis, App A-5 Hal 892, maka dipilih pipa in IPS Sch 40
dengan ukuran:
Di = 0,662 in
Do = 0,840 in
A = 0,00211 ft
2
c. Nozzle Pemasukan Dan Pengeluaran Coil Pendingin
Rate air pendingin masuk = 950838,9303 kg/jam = 2096219,506 lb/jam
air pendingin = 62,16 lb/ft
3
Rate Volumetrik = 9650 , 3372
16 , 62
6 2096219,50
= ft
3
/jam
= 0,9369 ft
3
/dtk
Di Opt = 3,9 (Q)
0,45
.( )
0,13
= 3,9 (0,9369)
0,45
.(62,61)
0,13
= 3,01412 in
VI-17
Dari Geankoplis, App A-5 Hal.892, maka dipilih pipa 3 in IPS Sch 40
dengan ukuran:
Di = 3,068 in
Do = 3500 in
A = 0,05130 ft
2
d. Nozzle Pengeluaran Produk
Bahan keluar = 469900,7979 kg/jam = 1035943,299 lb/jam
campuran = 75,74978 lb/ft
3
Rate Volumetrik = 8589 , 13675
74978 , 75
9 1035943,29
= ft
3
/jam
= 3,7999 ft
3
/dtk
Di Opt = 3,9 (Q)
0,45
.( )
0,13
= 3,9 (3,7999)
0,45
.(75,74978)
0,13
= 8,1424 in ~ 8 in
Dari Geankoplis, App A-5 Hal. 892, maka dipilih pipa 8 in IPS Sch 40
dengan ukuran:
Di = 7,891 in
Do = 8,625 in
A = 0,3474 ft
2
e. Nozzle untuk Manhole
Lubang manhule dibuat berdasarkan standart yang ada yaitu: 20 in
(Brownell & Young fig. 3.15 hal. 51 dengan data item 3, 4, 5 hal 351)
VI-18
Berdasarkan fig. 12.2 Brownell & Young Hal. 221, didapatkan dimensi
pipa sebagai berikut:
Ukuran pipa nominal = 20 in
Diameter luar pipa (A) = 27 in
Ketebalan flange min (T) = 1 11/16 in
Diamete bagian lubang menonjol (R) = 23 in
Diameter hubungan pada titik pengelasan (K) = 20 in
Diameter hubungan pada alas (E) = 22 in
Panjang julukan (L) = 5 11/16 in
Diameter dalam flange (B) = 19,25 in
Jumlah lubang baut = 20 buah
Diameter baut = 1 1/8 in
Dari Brownell & Young tabel 12.2 Hal. 221 diperoleh dimensi flange
untuk semua nozzle, dipilih flange standart type welding neck dengan
dimensi nozzle sebagai berikut:
Nozzle A = Nozzle pamasukkan larutan dekstrosa
Nozzle B = Nozzle pemasukan enzym Glukoamylase
Nozzle C = Nozzle pemasukkan dan pengeluaran ciol pendingin
Nozzle D = Nozzle pengeluaran produk
Nozzle E = Nozzle manhole
NPS = Ukuran pipa nominal, in
A = Diameter lubang flange, in
T = Ketebalan flange minimum, in
VI-19
R = Diameter luar bagian lubang menonjol, in
K = Diameter lubang pada titik pengelasan, in
E = Diameter hubungan pada alas, in
L = Panjang julukan, in
B = Diameter dalam flange, in
Tabel 6.1 Dimensi flange untuk semua nozzle
Nozzle NPS A T R E K L B
A 3 7 15/16 5 4 3,50 2 3,07
B 3 7/16 1 3/8 1 3/6 0,84 1 7/8 0,62
C 3 7 15/16 5 4 3,50 2 3,07
D 8 13 1 1/8 10 5/8 9 11/16 8,63 4 7,98
E 20 27 11 1/16 23 22 20 51 1/16 19,25
6.4. Perhitungan Coil Pendingin
Dalam reaktor, reaksi terjadi adalah reaksi endotermis dan beroperasi
pada suhu 60
0
C, maka reaktor dilengkapi dengan coil pendingin dan air
sebagai media pendingin.
1. Dasar Perencanaan:
Kebutuhan air pendingin dalam reaktor
Bahan masuk = 470030,9157 kg/jam = 1036230,157 lb/jam
Panas yang diserap oleh air pendingin (Q) = 33279362,56 kcal/jam
VI-20
m =
t Cp
Q
A
m = 0606 , 943667
) 25 60 ( ) 0076 , 1 (
6 33279362,5
=
kg/jam
= 2080408,402 lb/jam
T
1
= Suhu bahan masuk = 90
0
C = 194
0
F
T
2
= Suhu bahan keluar = 60
0
C = 140
0
F
t
1
= Suhu air pendingin masuk 30
0
C = 86
0
F
t
2
= Suhu air pendingin keluar = 45
0
C = 113
0
F
Tekanan operasi = 1 atm
Menggunakan coil pendingin dengan bentuk spiral
Bahan kontruksi = High Alloy Steel SA 283 Grade D
(Brownell & Young, tabel 13.1 hal. 251)
2. Perhitungan:
a. Menentukan
LMTD
AT T
1
= 194
0
F
t
1
= 86
0
F t
2
= 140
0
F
T
2
= 140
0
F
- T
1
= Suhu bahan masuk = 90
0
C = 194
0
F
- T
2
= Suhu bahan keluar = 60
0
C = 140
0
F
- t
1
= Suhu air pendingin masuk = 30
0
C = 86
0
F
- t
2
= Suhu air pendingin keluar = 45 = 113
0
F
VI-21
-
1
AT = (194 - 113)
0
F = 81
0
F
-
2
AT = (140 - 86)
0
F = 54
0
F
-
( )
F
F
F
t
t
t t
LMTD
0
0
0
2
1
2 1
5902 , 66
54
81
ln
54 81
ln
=
=
A
A
A A
= AT
b. Menentukan suhu kalorik
- T
c
= (T
1
+ T
2
) = (194 + 140)
0
F = 334
0
F
- t
c
=
(t
1
+ t
2
) = (86 + 113)
0
F = 199
0
F
c. Ukuran pipa yang digunakan 1 in IPS Sch 40, dengan ukuran:
- do = 1,32 in = 0,11 ft
- di = 1,049 in = 0,0874 ft
- a = 0,344 ft
2
/ft
- a = 0,864 in
2
= 0,006 ft
2
Tabel 6.2 Evaluasi Rd
Liquid Panas (Larutan) Liquid Dingin (Air)
1. ap = 0,864 in
2
= 0,006 ft
2
Gp =
ap
m
Gp =
2
006 , 0
7 1036230,15
ft
Gp = 172705026,2 lb/j.ft
2
N
Re
=
Gp di
N
Re
=
( ) ( )
jam ft lb
ft j lb ft
. / 222 , 3
. / 2 172705026, 0874 , 0
2
1 Diasumsikan ho = 80
2 t
w
= tc + ( )
c c
t T
ho hio
hio
+
= 199 + ( ) 199 334
80 0889 , 3677
0889 , 3677
+
= 334,9787
0
F
3 tf = (t
w
+ T
c
)
tf = (334,9787 + 334)
tf = 334,4893
0
F
VI-22
N
Re
= 4684798,041
2. J
H
= 1100 (fig.20-2 Kern hal 718)
ho =
14 , 0
3 / 1
|
|
.
|
\
|
|
.
|
\
|
w
H
k
cp
di
k
J
Dimana: 1
14 , 0
=
|
|
.
|
\
|
w
Cp = 0,1068 Btu/lb.
0
F
k = 0,38 Btu/j.ft
0
F
hi = 1100
3 / 1
38 , 0
222 , 3 1068 , 0
0874 , 0
38 , 0
|
.
|
\
|
hi = 4627,0328 Btu/j.ft
0
F
Hio = hi
do
di
Hio = 4627,0328
32 , 1
049 , 1
Hio = 3677,0889 Btu/j.ft
0
F
4 tc tf t = A
t A = 334,4893 199 = 135,4893
0
F
5 do t / A = 135,4893 / 1,32 = 102,6434
0
F
6 Cek trial ho
Dari fig. 10.4 Kern hal 215
ho = 80 (asumsi benar)
7. Tahanan panas pipa dalam keadaan bersih
Uc =
( ) ( )
( ) ( )
2
. / 2966 , 78
80 0889 , 3677
80 0889 , 3677
ft j Btu
ho hio
ho hio
=
+
+
=
+
0
F
8. Tahanan panas pipa dalam keadaan kotor
Rd ditetapkan = 0,004
Uc
Rd
Ud
1 1
+ =
VI-23
Ud
1
=
2966 , 78
1
004 , 0 +
Ud = 59,5238 Btu/j.ft
2
0
F
9. Luas permukaan perpindahan panas
A =
( )
( ) ( )
1376 , 33318
F 6,5902 6 . / 5238 , 59
/ 132063160
0 0 2
=
=
A F ft j Btu
jam Btu
t Ud
Q
LMTD
ft
2
10. Menghitung panjang lilitan
L = 051 , 96855
/ 344 , 0
1376 , 33318
"
2
2
= =
ft ft
ft
a
A
ft
2
= 96,8551 ft
11. Menghitung jumlah lilitan coil
nc =
t dc
L
Dimana: dc diambil 5 ft.
Sehingga: nc = 6 1691 , 6
5
8551 , 96
~ =
t
buah
12. Menghutung tinggi lilitan coil
Lc = {[(nc - 1)(Do + jarak 2 koil)] + Do}
Dimana: diambil jarak 2 coil (hc) = 2 in
Lc = {[(6 - 1)(1,32 + 2)] + 1,32}
Lc = 17,92 in = 1,4933 ft
13. Menghitung tinggi liquid dalam silinder (Lls)
V liquid = V tutup bawah + V silinder
10260,0025 ft
3
=
ls
L di
tg
Di
2
3
4 60 24
t t
+
VI-24
10260,0025 =
( )
( )
ls
L
tg
2
3
9,9708
4 60 24
9,9708
+
t t
10260,0025 = 74,8769 + 78,0422 L
ls
10185,1256 = 78,0422 L
ls
L
ls
= 13,0508 ft = 156,6095 in
Karena Lc (1,4933 ft) < L
ls
(13,0508 ft), jadi perhitungan coil sudah memadai.
6.5. Sambungan Tutup (Head) dengan Dinding Reaktor
Untuk mempermudah pemeliharaan dan perbaikkan dari kolom reaktor,
maka tutup dihubungkan dengan bagian dinding menggunakan system flange dan
bolting.
1. Gasket
Dari Brownell & Young, hal 228:
Bahan: Flat metal, jackect, asbestos filled, stainless steel
Gasket factor (m) : 3,75
Minimum design seating stress (y) : 9000 psi
2. Bolting
Dari Brownell & Young, App D, hal 344:
Bahan: High Alloy steel SA B8c type 347
Tensile stress minimum : 75000
Allowable stress : 15000
3. Flange
Dari Brownell & Young, tabel 13.1 hal 251:
Flange: Carbon steel SA 283 Grade D
VI-25
Tensile stress minimum : 60000
Allowable stress : 12650
Type flange : Ring Flnge loose Type
6.5.1. Gasket
1. Menentukan lebar gasket
Penentuan lebar gasket dengan menggunakan rumus dari Brownell &
Young, pers 12.2 hal 226:
( ) 1 +
m p y
pm y
di
do
Dimana:
do = Diameter luar gasket
di = Diameter dalam gasket = do shell = 120 in = 10 ft
y = Yield stress (9000 psia)
p = Internal pressure (14,7 psia)
m = Gasket faktor (3,75)
( )
( ) 1 75 , 3 7 , 14 9000
75 , 3 7 , 14 9000
20 +
=
do
00082 , 1
10
=
do
do = 10,0082 ft = 120,0984 in
Lebar gasket minimum =
2
120 120,0984
2
=
di do
=
16
3
0984 , 0 ~ in
VI-26
Diambil lebar gasket (n) = 3/16 = 0,1875
Diameter rata-rata gasket (G) = di + lebar gasket
= 120 + 0,1875
= 120,1875 in = 10,0156 ft
6.5.2. Perhitungan Jumlah dan Ukuran Baut (bolting)
1. Perhitungan beban baut
Dari Brownell & Young, pers.12.88 hal 240:
Beban gasket supaya tidak bocor (Hy)
Wm
2
= Hy = t . b . G . y
Dimana:
b = Lebar efektif gasket
G = Diameter rata-rata gasket = 120,1875 in
y = Yield stress = 9000 psia
Dari Brownell & Young, fig.12.12 hal 229:
Lebar setting gasket bawah = bo = n/2
= (0,1875/2) = 0,09375
Sehingga didapatkan Hy:
Hy = Wm
2
= (t )(0,09375) ( 120,1875)(9000) lb/in
2
Hy = 318421,7578 lb
a. Beban baut agar tidak bocor (Hp)
Hp = 2 . t . b .G . m . p (Brownell & Young, pers.12.90 hal 240)
= 2(t )(0,09375) ( 120,1875) (3,75) (14,7)
Hp = 3900,6665 lb
VI-27
b. Beban karena tekanan dalam (H)
H = p G
2
4
t
(Brownell & Young, pers.12.89 hal 240)
= ( ) ( ) 7 , 14 1875 , 120
4
2
t
= 166688,4832 lb
c. Total berat beban pada kondisi operasi (Wm
1
)
Wm
1
= H + Hp (Brownell & Young, pers.12.91 hal 240)
= 166688,4832 + 3900,6665
= 170589,1497 lb
Karena Wm
2
> Wm
1
, maka yang mengontrol adalah Wm
2
2. Perhitungan luas minimum bolting area
Am
2
=
fb
wm
2
=
15000
8 318421,757
= 21,2281 in
2
= 1,7690 ft
2
3. Perhitungan bolting optimum
Dari Brownell & Young, tabel 10.4 hal188
Ukuran baut = 1,5 in
Root area = 1,294 in
2
Bolt specing minimum (Bs) = 3 in
Minimum radial distance (R) = 2 in
Edge distance = 1 in
VI-28
a. Jumlah bolting optimum =
294 , 1
21,2281
area root
2
=
Am
= 16,4050 ~16 buah
b. Bolting circle diameter (C):
C = di shell + 2(1,4159g
o
R)
Dimana:
di shell = 119,6496 in
g
o
= tebal shell (ts) = 1/16 in
Sehingga bolting circle diameter (C)
C = (119,6496) + 2[(1,4159)(1/16 in)(2 in)]
= 120,5345 in
c. Diameter luar flange
OD = C + 2E
= (120,5345 in) + (21 in)
= 123,5345 in
Cek lebar gasket:
A
b
actual = jumlah bolt root area
= 16 1,294
A
b
actual = 20,704 in
2
d. Lebar gasket minimum
L = Ab actual
G y
F
. . . 2t
=
1875 , 120 9000 2
15000
20,704
t
VI-29
L = 0,0457 in < 0,1875 in (L < n maka lebar gasket memadai)
4. Perhitungan moment
a. Untuk keadaan bolting up (tanpa tekanan dalam)
W =
( )
fa
Ab Am
+
2
=
( )
15000
2
20,704 21,2281
+
= 314490,75 lb
b. Jarak radial dari beban gasket yang berreaksi terhadap bolt circle (h
G
)
h
G
= (C G)
= (120,5345 120,1875)
= 0,1735 in
c. Moment flange (M
a
)
M
a
= W. h
G
= (314490,75 lb) ( 0,1735 in)
= 54564,1451 lb/in
d. Dalam kondisi operasi
W = Wm
1
= 170589,1497 lb
e. Gaya hidrostatik pada daerah dalam flange (H
D
)
H
D
= 0,785 . B
2
. p (Brownell & Young, pers 12.96, hal 243)
Dimana:
B = do shell reaktor = 120 in
P = tekanan operasi = 14,7 lb/in
2
VI-30
Maka:
H
D
= (0,785)(120 in)
2
(14,7 lb/in
2
)
= 166168,8 lb
f. Jarak radial bolt circle pada aksi (h
D
)
h
D
= (C B) (Brownell & Young, pers 12.100, hal 243)
= (120,5345 120)
= 0,2673 in
g. Moment komponen (M
D
)
M
D
= H
D
h
D
(Brownell & Young, pers 12.96, hal 242)
= (166168,8 lb) ( 0,2673 in) = 44408,6118 lb.in
h. Perbedaan antara beban baut flange dengan gaya hidrostatik total (H
G
)
H
G
= W H = Wm
1
H (Brownell & Young, pers 12.98, hal 242)
= (170589,1497 lb) (166688,4832 lb)
= 3900,6665 lb
i. Moment (M
G
)
M
G
= H
G
h
G
(Brownell & Young, pers 12.98, hal 242)
= (3900,6665 lb) ( 0,1735 in)
= 676,7656 lb.in
j. Perbedaan antara gaya hidrolistik total dengan gaya hidrolistik dalam
area flange
H
T
= H H
D
(Brownell & Young, pers 12.97, hal 242)
= (166688,4832 lb) (166168,8 lb)
= 519,6832 lb
VI-31
h
T
= (h
D
+ h
G
) (Brownell & Young, pers 12.102, hal 242)
= (0,2673 in + 0,1735 in)
= 0,2204 in
k. Moment komponen (MT)
M
T
= H
T
h
T
(Brownell & Young, pers 12.97, hal 242)
= (519,6832 lb) ( 0,2204 in)
= 144,5382 lb.in
l. Moment total pada keadaan operasi (M
O
)
M
O
= M
D
+ M
G
+ M
T
= (44408,6118 + 676,7656 + 144,5382 lb.in)
= 45229,9156 lb.in
Karena Ma < M
O
, maka Mmax = M
O
= 45229,9156 lb.in
6.5.3. Perhitungan Tebal Flange
Dari Brownell & Young, pers 12.85, hal 239:
f
T
=
B t
Mo Y
.
.
2
Sehingga didapatkan rumus:
t =
B f
M Y
k = A/B
Dimana:
A = Diameter luar flange = 123,5345 in
B = Diameter dalam falnge = 120 in
F = Stress yang diizinkan untuk bahan flange = 12650 psia
VI-32
Maka:
k = A/B = (123,5345 ft)/(120 ft)
= 1,0295
Dari Brownell & Young, fig.12.22, hal 238, didapat:
Y = 99
M = 45229,9156 lb.in
Sehingga tebal flange:
t =
( ) ( )
( ) ( ) in psia
in lb
144 12650
. 45229,9156 99
=
1821600
644 , 4477761
= 4581 , 2
= 1,5678 in ~2 in
Jadi digunakan tebal flange: 2 in
Kesimpulan Perancangan:
1. Flange
Bahan kontruksi : Carbon Steel SA 283 Grade D
Tensile strength minimum : 60000 psia
Allowable stress (f) : 12650 psia
Tabel flange : 2 in
Diameter flange : 123,5345 in
Type flange : Ring flange loose type
VI-33
2. Bolting
Bahan kontruksi : High Alloy Steel SA 193 Grade B8 Type 347
Tensile strength minimum :75000 psia
Allowable stress (f) : 15000 psia
Ukuran baut : 1,5 in
Jumlah baut : 16 buah
Bolting circle diameter (C) : 120,1875 in
Edge distance (E) : 1 in
Minimum radial : 2 in
3. Gasket
Bahan kontruksi : Asbestos filled
Gasket faktor (m) : 3,75
Min design seting stress (y) : 9000
Tebal gasket : 3/16 in
6.6. Perhitungan Sistem Penyangga
System penyanggga dirancang agar mampuh untuk menyanggga beben
reaktor dan perlengkapannnya.
Beban-beban yang ditahan oleh penyangga reaktor meliputi:
- Berat shell reaktor
- Berat tutup atas standart dished
- Berat tutup bawah reaktor
- Berat larutan dalam reaktor
VI-34
- Berat pengaduk dan perlengkapannya
- Berat coil pendingin
- Berat attacment
Dasar Perhitungan:
1. Berat Shell Reaktor
Ws = ( )
t
.
4
2 2
H ds do
Dimana:
Ws = Berat shell reaktor lb
do = Diemeter luar sheel = 120 in = 10 ft
di = Diameter dalam shell = 119,6496 in = 9,9708 ft
H = Tinggi shell reaktor (Ls) = 6,3295 ft = 72,954 in
= Densitas dari bahan kontruksi = 489 lb/ft
3
(Perry, edisi 6 tabel 3-118 hal 3-95)
Berat shell reaktor:
Ws = ( ) 489 3296 , 6 9708 , 9 10
4
2 2
t
= 1416,8801 lb
= 642,686 kg
2. Berat tutup atas standard dished
W
d
= A . t . (Walas, pers 17.36 hal 570)
A = 6,28 . l . h (Hesse, pers 4.16 hal 92)
VI-35
Dimana:
W
d
= Berat tutup atas reaktor lb
A = Luas tutup atas standard dished ft
t = Tebal tutup atas (tha) = 1/16 = 0,0625 in
= Densitas dari bahan kontruksi = 489 lb/ft
3
(steal)
(Perry, edisi 6 tabel 3-118 hal 3-95)
L = Crown radius (r) = 180 in
H = Tinggi tutup atas reaktor (ha) = 123,375 in
Luas tutup atas:
A = 6,28(180 in) 123,375 in
= 139463,1 in
2
= 11621,925 ft
2
Berat tutup atas:
W
d
= A . t .
= 11621,925 489
12
0,0625
|
.
|
\
|
= 29599,5902 lb
= 13426,1 kg
3. Berat tutup bawah canical
W
d
= A . t .
A = ( ) ( )
2 2
75 , 0 4 785 , 0 d m D h m D + + +
(Hesse, pers 4.16 hal 92)
VI-36
Dimana:
W
d
= Berat tutup bawah reaktor lb
A = Luas tutup bawah conical ft
2
t = Tebal tutup bawah (thb) = 3/16 = 0,1875 in = 0,0156 ft
= Densitas dari bahan kontruksi = 489 lb/ft
3
D = Diameter dalam silinder = 119,6496 in = 9,9708 ft
h = tinggi tutup bawah reaktor (hb) = 65,0943 in = 5,4245 ft
m = Flat spot diameter = D = (119,6496) = 59,8248 in
= 4,9854 ft
Luas tutup bawah:
A = 0,785 (D + m) ( )
2 2
78 , 0 4 d m D h + +
= 0,785 (9,9708 + 4,9854)
( ) ( ) ( )
2 2
9,9708 78 , 0 9854 , 4 9,9708 5,4245 . 4 + +
= 102,7726 ft
2
= 1233,2713 in
2
Berat tutup bawah:
W
d
= A . t .
= 102,7726 0,0365 489
= 1834,3368 lb
= 832,041 kg
4. Berat larutan dalam reaktor
W
1
= m . t
VI-37
Dimana:
m = Berat larutan dalam reaktor = 1036230,157 lb/jam
t = Waktu tinggal dalam reaktor = 1,5 jam
maka:
W
1
= (1036230,157 lb/jam) 1,5 jam
= 1554345,236 lb
= 7055039 kg
5. Berat poros pengaduk dalam reaktor
W
p
= V.
V = L D
2
4
t
Dimana:
W
p
= Berat poros pengaduk dalam reaktor lb
V = Volume poros pengaduk ft
3
= Densitas dari bahan kontruksi = 489 lb/ft
3
D = Diameter poros pengaduk = 10,0671 in = 0,8389 ft
L = Panjang poros pengaduk = 13,3194 in = 1,10995 ft
Volume poros pengaduk:
V = ( ) ( ) 1,10995 0,8389
4
2
|
.
|
\
|
ft
t
= 0,6132 ft
3
VI-38
Berat poros pengaduk:
W
p
= 0,6132 ft
3
489
= 299,8548 lb
= 136,012 kg
6. Berat impeller dalam reaktor
W
1
= V .
V = G (p . l . t)
= Di/2
Dimana:
W
p
= Berat impeller dalam reaktor lb
V = Volume dari total blades ft
3
= Densitas dari bahan kontruksi = 489 lb/ft
3
P = Panjang 1 kupingan blade ft
2
l = Lebar satu kuping blade = 13,3194 in = 1,10995 ft
t = Tebal satu kupingan blade = 9,9708 in = 0,8309 ft
Di = Diameter pengaduk = 39,9583 in = 3,3299 ft
Volume impeller:
P = ft
Di
66495 , 1
2
3,3299
2
= =
V = 1,5(1,66495) 1,10995 0,8309)
= 2,3033 ft
3
VI-39
Berat impeller pengaduk:
W
i
= 2,3033 489
= 1126,3137 lb
= 510,887 kg
7. Berat attachement
Berat attachment merupakan berat dari seluruh perlengkapan seperti
nozzle dan sebagainya ( Dari Brownell & Young, hal 157):
Wa = 18 ws
Dimana:
Wa = Berat attachment, lb
Ws = Berat shell reaktor = 1416,8801 lb = 642,686 kg
Wa = 18% 1416,8801 lb
= 1113,5041 lb
= 505,007 kg
8. Berat coil pendingin dalam reaktor
Wj = ( )
t
H di Do
2 2
4
Dimana:
Wc = Berat coil pendingin dalam reaktor, lb
Do = Diameter luar pipa coil pendingin = 1,32 in = 0,11 ft
Di = Diameter dalam pipa coil pendingin = 1,049 in = 0,0874 ft
H = Panjang coil pendingin = 96,8551 ft
= Densitas dari bahan kontruksi = 489 lb
VI-40
Wc = ( ) 489 96,8551 0874 , 0 11 , 0
4
2 2
|
.
|
\
| t
= 165,8657 lb
= 75,2354 kg
9. Berat total penyangga
W
t
= W
s
+ W
d
(tutup atas) + W
d
(tutup bawah) + W
1
+ W
p
+ W
i
+ W
c
+ W
a
=
1416,8801 + 29599,5902 + 1834,3368 + 1554345,236 +
299,8548 + 1126,3137 + 165,8657 + 1113,5041
= 1589901,581 lb = 721167 kg
Dengan faktor keamanan adalah 10%, maka berat total atau beban
penyangga:
= (0,1) x 1589901,581 lb
= 158990,1581 lb
= 72116,7 kg
6.7. Perhitungan Kolom Penyangga Reaktor (Leg)
Perencanaan:
- Menggunakan 4 buah kolom penyangga (kaki penahan)
- Jenis kolom yang digunakan = 1 beam
Dasar perhitungan:
a. Beban tiap kolom
Dari Brownell & Young, persamaan 10.67 hal 197:
P =
n
W
D n
L H P
bc
w
+
.
) ( . 4
VI-41
Dimana:
P = Beban tiap kolom, lb
P
w
= Total beban permukaan karena angin
H = Tinggi vessel dari pondasi, ft
L = Jarak antara vessel dengan dasar pondasi, ft
D
bc
= Diameter anchor bolt circle, ft
N = Jumlah support
w = Berat total, lb
P = Beban kompresi total maksimum untuk tiap leg, lb
Reaktor diletakkan didalam ruangan, sehingga tidak dipengaruhi adanya
tekanan angin (beban tekanan angin tidak dikontrol).
Maka berlaku rumus:
P
w
= 0
P =
n
W
P =
4
1 158990,158 lb
= 39747,5395 lb
Direncanakan:
Jarak kolom penyangga dari tanah (L) = 5 ft = 60 in
Tinggi silinder dari dasar tangki (H):
H = Ls + ha + hb + L
= 72,954 in + 123,375 in + 65,0943 in + 60 in
= 321,4233 in = 26,78952 ft
VI-42
Panjang penyangga = (H + L)
= (26,78952 + 5) ft
= 15,8926 ft = 190,7117 in
b. Trial ukuran I beam
Trial ukuran I beam 6 ukuran 6 x 3 3/8 dengan pemasangan
memakai beban eksentrik (terhadap sumbu). Dari Brownell & Young,
App G-3 hal 355,didapatkan:
- Nominal size = 6 in
- Berat = 12,5 lb
- Area of section (A
y
) = 3,61 in
2
- Dept of beam = 6 in
- Width of flange (b) = 3,33
- Axis = 2,46
Analisa terhadap sumbu Y-Y, dengan:
L/r = |
.
|
\
|
46 , 2
190,7117
= 77,5251
Karena L/r antara 60-200, maka:
- f
c
aman =
(
+
18000
/
1
18000
r L
=
(
+
18000
) 77,5251 (
1
18000
2
VI-43
=
3339 , 1
18000
= 13494,298 psia
- fc =
A
P
A =
2
/ 13494,298
39747,5395
in lb
lb
fc
P
=
= 2,95 in
2
< 3,61 in
2
(memadai)
Karena A < A yang tersedia, berarti trial I beam sudah memadai.
Kesimpulan perancangan penyangga (leg):
- Ukuran I beam = 6 x 3 3/8 in
- Berat = 12,5 lb
- Jumlah penyangga = 4 buah
- Peletakkan beban dengan beban aksentrik
6.8. Base Plate
Perencanaan:
- Dibuat base plate dengan toleransi panjang adalah 5% dengan toleransi
lebar 20%. (Hesse, hal 163)
- Digunakan besi cor sebagai bahan konstruksi dari baswe blate.
VI-44
Dasar perhitungan:
a. Luas base plate
Rumus:
A
bp
= Luas base plate, in
2
(Hesse, hal 163)
Dimana:
A
bp
= Luas base plate, in
2
P = Beban dari tiap-tiap base plate = 39747,5395 lb
f
bp
= Stress yang diterima oleh pondasi (bearing capacity yang
dibuat dari beton = 600 lb/in
2
)
Sehingga:
A
bp
=
2
/ 600
39747,5395
in lb
= 66,2459 in
2
b. Panjang dan lebar base plate
A
bp
= p x 1
Dimana:
A
bp
= Luas base plate
= 66,2459 in
2
P = Panjang base plate, in
= 2 m + 0,95 h
l = Lebar base plate, in
= 2 n + 0,8 b
VI-45
Diasumsikan m = n
B = 3,33 in
h = 7 in
Maka:
A
bp
= (2m + 0,95h)(2n + 0,8b)
66,2459 = ( ) | | ( ) | | 33 , 3 8 , 0 2 7 95 , 0 2 + + n m
= (2m + 6,65) (2m + 2,664)
66,2459 = 4m
2
+ 16,728 m + 17,156
0 = 4m
2
+ 16,728 m 48,5303
Dengan menggunakan rumus abc, didapatakan:
m
1,2
=
( ) ( ) ( )( ) ( )
4 2
48,5303 4 4 728 , 16 728 , 16
2
m
1
= 1,9716
m
2
= -6,1536
diambil = 1,9716
Sehingga:
- Panjang base plate (p) = 2 m + 0,95 h
= 2(1,9716) + (0,957)
= 10,5932 in = 10 in
- Lebar base plate (l) = 2n +0,8 b
= 2(1,9716) + (0,83,33)
= 6,6072 in = 7 in
VI-46
Dari perhitungan didapatkan panjang base plate 10 in dan lebar base
plate 7 in, maka ditetepkan ukuran base plate yang digunakan adalah
107 in dengan luas (A) = 70 in
2
.
c. Peninjauan terhadap bearing capasity
F =
A
P
Dengan:
f = Bearing capacity lb/in
2
p = Beban tiap kolom = 39747,5395 lb
A = Luas base plate = 60 in
2
Maka:
f =
A
P
=
2
70
39747,5395
in
= 567,8219 lb/in
2
< 600 lb/in
2
Karena f < f
bp
, maka dimensi base plate sudah memenuhi.
d. Peninjauan terhadap harga m dan n
- Pajang base plate (p)
P = 2m + 0,95
10 = 2m + (0,957)
10 = 2m + 6,65
2m = 3,35
M = 1,675
VI-47
- Lebar base plate (l)
l = 2n + 0,8 b
6 = 2n +(0,83,33)
6 = 2n +2,705
2n = 3,295
n = 1,6475
Karena harga m > n, maka tabel base plate dihitung berdasarkan harga m
e. Tebal base plate
Dari Hesse, persamaan 7-12 hal 163:
t =
2
. . 0015 , 0 m p
Dengan:
t = Tebal base plate, in
p = Actual unit pressure yang terjadi pada base plate = 567,8219 psi
m = 2,15 in
Tebal base plate:
T =
2
) 15 , 2 ( 567,8219 00015 , 0
= 0,6275 in x 16/16 = 5/8 in
f. Ukuran baut
Beban tiap baut:
P
baut
=
baut
n
P
=
4
39747,5395
= 9936,8849 lb
VI-48
A
baut
=
baut
baut
f
P
Dimana f
baut
= stees tiap baut max = 12000
A
baut
=
12000
9936,8849
= 0,8281 in
2
A
baut
=
2
4
db
t
0,8281 in
2
= 0,785 db
2
db = 1,0549 in
Dari Brownell & Young, tabel 10.4 hal 188 diperoleh ukuran baut 1 1/8
in dengan dimensi baut sebagai berikut:
- Ukuran = 1 1/8 in
- Root area = 0,693
- Bolt spacing min = 2 in
- Min radial distance = 1 in
- Edge distance = 1 1/8 in
- Nut dimensiaon = 1 18/16 in
- Max filled radius = 7/16 in
6.9. Perhitungan Lug dan Gusset
Perencanaan:
Digunakan 2 buah plate horizontal (untuk lug) dan 2 buah plate vertikal
(untuk gasket).
VI-49
Dasar perhitungan:
Dari gambar 10.6 hal.191, Brownell diperoleh:
1. Lebar lug
A = lebar lug = ukuran baut + 9 in
= 1 1/8 + 9 in
= 10,125 in
B = jarak antar gusset = ukuran baut + 8 in
= 1 1/8 + 8 in
= 9,125 in
2. Lebar gusset
L = lebar gusset = 2 (lebar kolom 0,5 ukuran berat)
= 2 (6-0,5 1 1/8)
= 12,375 in
Lebar lug atas = a = 0,5 (L + ukuran baut)
(Brownell & Young hal.193)
= 0,5 (12,375 + 1 1/8)
= 6,75 in
Perbandingan tebal base plate =
L
B
=
375 , 12
125 , 9
= 0,7374 in ~1 in
VI-50
Dari tabel 10.6, hal 192, Brownell didapatkan t = 0,565
E = 0,5 nut dimension
= 0,5 1 18/16
= 1,0625 in
3. Tebal plate horizontal (lug)
Menentukan maksimum bending moment sepanjang sumbu radial
Dari persamaan 10.40, hal 192, Brownell:
My = ( ) ( )
(
+ 565 , 0 1
0625 , 1
375 , 12 2
ln 3 , 0 1
4 t t
P
= 2131,0217 lb
My disubstitusikan ke persamaan 10.41, hal 193, Brownell diperoleh:
thp =
12000
0217 , 2131 6
= 1,0322 in
Maka digunakan plate dengan tebal 1,0322 in
4. Tebal plate vertikal (gusset)
Dari fig 10.6, hal 191, Brownell dan pers 10.47 hal 194, diperoleh tebal
Gusset minimal = 3871 , 0 0322 , 1
8
3
8
3
= = thp in
5. Tinggi gusset
Tinggi gusset = hg = A + ukuran baut
= 10,125 + 1 1/8 in
= 11,25 in
VI-51
6. Tinggi lug
Tinggi lug = hg + 2 thp
= 11,25 + 2(1,0322)
= 13,3144 in
7. Kesimpulan perancangan lug dan gusset
- Lug
- Lebar = 10,125 in
- Tebal = 1,0322 in
- Tinggi = 13,3144 in
- Gusset
- Lebar = 12,375 in
- Tebal = 0,3871 in
- Tinggi = 11,25 in
6.10. Perhitungan Pondasi
Perencanaan:
Beban total yang harus ditahan pondasi:
- Berat reaktor total
- Berat kolom penyangga
- Berat base plate
Ditentukan:
- Masin-masing penyangga diberi pondasi
- Spesifik untuk semua penyangga sama
VI-52
Dasar perhitungan:
- W = 39747,5395 lb
1. Beban yang harus ditanggung tiap kolom
Rumus:
W
bp
= p . l . t .
Dimana:
p = Panjang base plate = 10 in = 0,8333 ft
l = Lebar base plate = 7 in = 0,58 ft
t = Tebal base plate = 5/8 in = 0,052 ft
= Densitas dari bahan kontruksi = 489 lb/ft
3
Beban yang ditanggung tiap kolam:
W
bp
= (0,8333 ft) (0,58 ft) (0,052 ft) (489 lb/ft
3
)
= 12,2897 lb
2. Beban tiap penyangga
Rumus:
W
p
= L . A . F .
Dimana:
L = Tinggi kolom = 15,8926 ft
A = Luas kolom 1 beam = 3,61 in
2
= 0,0251 ft
2
F = Faktor korosi = 3,4
= Densitas dari bahan kontruksi = 489 lb/ft
3
VI-53
Beban tiap penyangga:
W
p
= (15,8926 ft) (0,0251 ft
2
) (3,4)(489 lb/ft
3
)
= 663,2182 lb
3. Beban total
W
T
= W + W
bp
+ W
p
= (39747,5395 + 12,2897 + 663,2182) lb
= 40423,1474 lb
Dianggap hanya ada gaya vertikal dan berat kolom itu sendiri bekerja
pada pondasi, maka ditetapkan:
- Luas atas = 20 20 in
- Luas bawah = 40 40 in
- Tinggi = 25 in
- Luas permukaan tanah rata-rata:
A =
(
|
.
|
\
|
+
|
.
|
\
|
2
40 20
2
40 20
= 800 in
2
- Volume pondasi:
V = A . t
= (800 in
2
)(25 in)
= 20000 in
3
= 11,5741 ft
3
VI-54
- Berat pondasi:
W = V .
Dimana:
= Densitas semen = 144 lb/ft
3
Maka:
W = (11,5741 ft
3
) (144 lb/ft
3
)
= 1666,667 lb
= 755,9950 kg
- Tekanan tanah:
Pondasi didirikan diatas semen sand dan gravel, dengan:
- Save bearing minimum = 5 ton/ft
2
- Save bearing maximum = 10 ton/ft
2
(Tabel 12.2 Hesse hal. 327)
Kemampuan tekanan tanah sebesar:
P = 10 ton/ft
2
= 22046 lb/ft
2
= 153,097 lb/in
2
Tekanan pada tanah:
P =
A
W
Dimana:
W = Berat beban total + Berat pondasi
A = Luas bawah pondasi = (4040) in
2
= 1600 in
2
VI-55
Sehingga:
P =
2
1600
667 , 1666 41702,8524
in
lb lb +
= 27,1059 lb/in
2
< 153,097 lb/in
2
Karena tekanan yang diberikan oleh tanah lebih kecil daripada
kemampuan tanah menahan pondasi, maka pondasi dengan ukuran
(20 x 20) in luas atas dan (40 x 40) in luas bawah dengan tinggi
pondasi 25 in dapat digunakan.
Sepasifikasi peralatan:
1. Bagian silinder
Diameter luar (do) = 120 in
Diameter dalam (di) = 119,6496 in
Tinggi silinder (Ls) = 72,954 in
Tebal silinder (ts) = 1/16 in
Tebal tutup atas (tha) = 1/16 in
Tebal tutup bawah (thb) = 3/16 in
Tinggi tutup bawah (hb) = 65,0943 in
Tinggi reaktor (H) = 261,4233 in
Bahan konstruksi = Carbon steel SA 283 Grade D
2. Bagian pengaduk
Type = Peddle With 4 Blades sudut 45
0
Diameter impeller (Di) = 39,9583 in
Tinggi impeller dari dasar bejana = 19,9792 in
VI-56
Lebar impeller (W) = 4,3954 in
Panjang impeller (L) = 13,3194 in
Tebal blades (J) = 9,9896 in
Jumlah pengaduk = 1 buah
Daya = 2298 hp
Diameter poros (D) = 10,0671 in
Panjang poros = 189,6692 in
Bahan konstruksi = High Alloy Steeel SA 283 Grade D
3. Nozzle
a. Nozzle pamasukkan larutan dekstrosa
- Diameter dalam (di) = 3,068 in
- Diameter luar (do) = 3500 in
- Schedule = 40
- Luas (A) = 0,05120 ft
2
b. Nozzle pemasukkan enzim glukoamylase
- Diameter dalam (di) = 0,622 in
- Diameter luar (do) = 0,840 in
- Schedule = 40
- Luas (A) = 0,00211 ft
2
c. Nozzle pemasukkan dan pengeluaran coil pendingin
- Diameter dalam (di) = 3,368 in
- Diameter dalam (do) = 3500 in
VI-57
- Schedule = 40
- Luas (A) = 0,05230 ft
2
d. Nozzle pengeluaran produk
- Diameter dalam (di) = 7,981 in
- Diameter luar (do) = 8,625 in
- Schedule = 40
- Luas (A) = 0,3474 ft
2
4. Coil pendingin
Ukuran nominal pipa = 1 in IPS Sch, 40
Diemeter dalam = 1,049 in
Diemeter luar = 1,32 in
Panjang lilitan = 1162,6848 in
Tinggi coil = 17,92 in
5. Flange
Bahan kontruksi = Carbon Steel SA 283 Grade D
Tensile strength minimum = 60000 psia
Allowable stress (f) = 12650 psia
Tabel flange = 2 in
Diameter flange = 243,1859 in
Type flange = Ring flange loose type
6. Bolting
Bahan kontruksi = High Alloy Steel SA 193 Grade B8 Type 347
Tensile strength minimum = 75000 psia
VI-58
Allowable stress (f) = 15000 psia
Ukuran baut = 1,5 in
Jumlah baut = 16 buah
Bolting circle diameter (C) = 120,1875 in
Edge distance (E) = 1 in
Minimum radial = 2 in
7. Gasket
Bahan kontruksi = asbestos filled
Gasket factor (m) = 3,75
Min design seting stress (y) = 9000
Tebal gasket = 3/16 in
8. Penyangga
Jenis = I beam
Ukuran = 6 x 3 3/8
Berat (W) = 12,5 lb
Luas penyangga (Ay) = 3,61 in
2
Tinggi (h) = 7 in
Lebar penyangga (b) = 3,33 in
Jumlah penyangga = 4 buah
9. Base plate
Panjang (P) = 10 in
Lebar (l) = 6 in
Luas (A) = 70 in
VI-59
Tebal (t) = 5/8 in
Ukuran baut = 1 1/8 in
Root area = 0,693
Bolt speacing min = 2 in
Min radial distance = 1 in
Edge distance = 1 1/8 in
Nut dimension = 1 18/16 in
Max filled radius = 7/16 in
10. Lug dan gusset
a. Lug
- Lebar (L) = 10,125 in
- Tebal (t) = 1,0322 in
- Tinggi (h) = 13,3144 in
b. Gusset
- Lebar = 12,375 in
- Tebal = 0,3871 in
- Tinggi = 11,25 in
11. Pondasi
Luas atas (A) = 20 x 20 in
Luas bawah (A) = 40 x 40 in
Tinggi pondasi (h) = 25 in
VII-1
BAB VII
INSTRUMENTASI DAN KESELAMATAN KERJA
Untuk mendapatkan kualitas dan kuantitas produksi yang diinginkan,
maka perlu adanya alat untuk mengontrol jalannya proses. Selain itu, paranan
sumber daya manusia juga sangat penting dalam menentukan suatu produksi.
Dengan pertimbangan tersebut, maka perlu adanya suatu bagian yang berfungsi
untuk mengontrol peralatan dan keselamatan kerja.
7.1. Instrumentasi
Instrumentasi merupakan bagian yang sangat penting dalam pengendalian
suatu proses produksi. Dalam suatu pabrik atau perusahaan, kelancaran sistem
kerja peralatan proses yang sesuai dengan rancangan adalah suatu hal yang sangat
penting. Namun karena pada prakteknya keadaan tidak ideal, maka hal itu sulit
dicapai. Operasi proses dikatakan normal jika kondisi yang telah dirancang bisa
dipenuhi selama proses berlangsung.
Untuk memperoleh kinerja peralatan yang baik, dalam jangka waktu
tertentu dilakukan shut down maintenance yaitu menghentikan seluruh peralatan
proses untuk pembersihan dan perbaikkan. Setelah pemeliharaan dan pembersihan
ini selesai, maka proses ini bisa dijalankan (start up). Pada masa start up ini
diharapkan proses berjalan dengan baik.
Pengendalian proses meliputi keseluruhan unit pabrik maupun hanya pada
unit pabrik yang benar-benar harus diperlukan secara cermat dan akurat.
VII-2
Vairabel-variabel yang dikendali adalah tekanan suhu, laju alir, dan tinggi
permukaan cairan. Pengendalian proses dapat dilakukan secara manual maupun
otomatis. Pengendalian secara manual dapat dilakukan apabila pengendalian
proses sepenuhnya ditangani oleh tangan manusia, sedangkan pengendalian secara
otomatis dilakukan jika tidak mungkin dilakukan secara manual yaitu dimana
pengendalian dilakukan dengan menggunakan alat-alat control yang bisa bekerja
dengan sendirinya tanpa adanya bantuan tangan manusia.
Pengendalian secara otomatis ini mempunyai keuntungan-keuntungan
antara lain:
1. Keselamatan kerja lebih terjamin
2. Hasilnya dapat dipertanggungjawabkan
3. Ketelitian cukup tinggi dan akurat
4. Mendorong manusia secara umum untuk lebih meningkatkan kemampuan
dirinya
Adapun tujuan pemasangan alat instrumentasi yaitu sebagai berikut:
1. Untuk menjaga keamanan operasi suatu proses dengan jalan:
Menjaga variabel proses berada dalam batas operasi aman
Mendeteksi situasi dengan membuat tanda-tanda bahaya dan
memutuskan hubungan secara otomatis
2. Untuk mendapatkan rate produksi yang diinginkan
3. Untuk menjaga kualitas produk
4. Mempermudah pengoperasian alat
5. Keselamatan efisiensi kerja lebih terjamin
VII-3
Adapun instrumentasi yang diinginkan dalam Pra Rencana Pabrik Etanol
adalah:
1. Temperatur Controller (TC)
2. Pressure Controller (PC)
3. Flow Controller (FC)
4. Level Indicator (LI)
5. pH Controller (pHC)
6. Ratio Flow Controller (RFC)
Temperatur Controller (TC)
Pada Pra Rencana Pabrik Etanol ini, peralatan proses yang menggunakan
TC adalah reaktor liquifikasi, reaktor sakarifikasi awal, reaktor sakarifikasi
lanjut (fermentor), destilasi. Alat ini dipasang pada alat proses untuk mengontrol
suhu didalam alat agar tetap dalam keadaan konstan.
Pressure Controller (PC)
Pada Pra Rencana Pabrik Etanol ini, peralatan proses yang menggunakan
PC adalah blower. Alat ini dipasang pada alat proses untuk mengontrol tekanan
didalam alat agar tetap dalam keadaan konstan.
Flow Controller (FC)
Pada Pra Rencana Pabrik Etanol ini, semua peralatan yang menggunakan
FC. Alat ini dipasang pada alat proses untuk menontrol laju alir liquid atau gas
dalam peralatan proses yang berlangsung.
VII-4
Level Indikator (LI)
Pada Pra Rencana Pabrik Etanol ini, peralatan proses yang menggunakan
LI adalah reaktor liquifikasi untuk mengetahui tinggi liquid yang ada dalam
peralatan.
pH Controller (pHC)
Pada Pra Rencana Pabrik Etanol ini, peralatan proses yang menggunakan
pHC adalah tangki pencampuran. Alat ini dipasang pada alat proses untuk
mempertahankan pH larutan dalam alat proses.
Ratio Flow Controller (RFC)
Pada Pra Rencana Pabrik Etanol ini, peralatan proses yang menggunakan
RFC adalah reaktor liquifikasi, reaktor sakarifikasi awal, reaktor sakarifikasi
lanjut (fermentor). Alat ini dipasang pada alat proses untuk mengendalikan
perbandingan bahan masuk dalam alat proses agar sesuai dengan jumlah yang
ditentukan.
Pemasangan instrumentasi pada alat-alat proses yang terdapat pada
pabrik etanol dapat dilihat pada tabel 7.1 berikut:
VII-5
Tabel 7.1 Pemasangan alat kontrol Pra Rencana Pabrik Etanol
No Nama Peralatan Kode
Kode Alat
Kontrol
Fungsi
1 Blower PC Untuk mengatur tekanan
yang ada dalam alat selama
proses berlangsung
sehingga sesuai dengan
tekanan yang diinginkan.
2 Destilasi
Reaktor Liquifikasi
Reaktor Sakarifikasi Awal
Reaktor Sakarifikasi Lanjut
TC Untuk mengatur suhu
fluida atau gas yang ada
dalam alat selama proses
berlangsung.
3 Reaktor Liquifikasi
Reaktor Sakarifikasi Awal
Reaktor Sakarifikasi Lanjut
LI Untuk mengetahui tinggi
liquid yang ada didalam
tangki, sehingga sesaui
dengan tinggi yang
diinginkan.
4 Reaktor Liquifikasi
Reaktor Sakarifikasi Awal
Reaktor Sakarifikasi Lanjut
RFC Untuk mengendalikan
perbandingan bahan masuk
dalam aliran proses agar
sesuai jumlahnya.
VII-6
7.2. Keselamatan Kerja
Keselamatan kerja dalam suatu pabrik harus mendapatkan perhatian yang
cukup besar dan tidak boleh diabaikan karena menyangkut keselamatan manusia
dan kelancaran kerja. Dengan memperhatikan keselamatan kerja dengan baik dan
teratur, secara fisikologis akan membuat para pekerja merasa aman dan senang
sehingga meningkatkan konsentrasi para pekerja terhadap pekerjaannya. Dengan
demikian produktifitas dan efisiensi kerja akan meningkat.
Usaha untuk mendapatkan keselamatan kerja bukan semata-mata
ditujukan pada faktor manusianya saja, akan tetapi untuk menjaga peralatan yang
ada didalam pabrik. Dengan terpeliharanya peralatan dalam pabrik dengan baik,
maka alat tersebut dapat digunakan dalam jangka waktu yang cukup lama.
Secara umum ada tiga macam bahaya yang sering terjadi dalam pabrik
yang harus diperhatikan dalam perencanaannya, yaitu:
1. Bahaya kebakaran dan ledakan
2. Bahaya mekanik
3. Bahaya terhadap kesehatan
Beberapa sifat yang dapat menyebabkan terjadinya kecelakaan kerja
antara lain:
a. Lingkungan Fisik
Meliputi mesin, peralatan dan lingkungan kerja. Kecelakaan kerja dapat
disebabkan oleh kesalahan perencanaan, aus, kerusakkan alat, kesalahan
pembelian, kesalahan dalam penyusunan atau peletakkan dari peralatan dan lain-
lain.
VII-7
b. Latar Belakang Pekerja
Yaitu sifat atau karakter yang tidak baik dari pekerja yang dapat
berpengaruh dalam melakukan pekerjaan. Sifat-sifat tersebut meliputi:
Tidak cocoknya manusia terhadap mesin atau terhadap lingkungan
kerjanya
Kurangnya pengetahuan dan keterampilan
Ketidakmampuan fisik dan mental
Kurangnya motifasi kerja dan kesadaran akan keselamatan kerja dan
faktor-faktor lainnya
c. Sistem Manajemen Pabrik
Sistem manajemen ini merupakan unsur terpenting karena menjadi
pengatur kedua unsur diatas. Kesalahan sistem manajemen dapat menyebabkan
kecelakaan kerja, antara lain:
Prosedur kerja yang tidak diterapkan dengan baik
Kurangnya pengawasan terhadap kegiatan pemeliharaan dan
modifikasi pabrik
Tidak adanya inspeksi peralatan
Tidak adanya penanggulangan terhadap bahaya kecelakaan
Usaha-usaha untuk mencegah dan mengurangi terjadinya bahaya-bahaya
yang timbul didalam pabrik, antara lain:
Memberikan pelatihan-pelatihan dan pencegahan kecelakaan terhadap
karyawam, khususnya karyawan yang bekerja pada bagian proses
dengan alat berat.
VII-8
Memberikan pengamanan berupa pakaian serta perlengkapan sebagai
pelindung.
Menyediakan perlengkapan berupa unit pertolongan pertama pada
kecelakaan.
7.2.1. Bangunan Pabrik
Bangunan pabrik meliputi gedung maupun unit peralatan:
Kontruksi gedung mendapat perhatian yang cukup besar
Diperlukan perhatian terhadap kelengkapan peralatan penunjang untuk
pengamanan terhadap bahaya alamia seperti petir, angin, gempa dan
sebagainya.
7.2.2. Perpipaan
Jalur yang terletak diatas harus lebih baik dibandingkan dengan yang
terletak dibawah tanah, karena hal tersebut akan mempermudah pendeteksian
adanya kebocoran pada system perpipaan.
Pengatuaran valve sangat penting untuk pengamanan proses industri, bila
terjadi kebocoran pada chek valve diatas dengan pemasangan block valve yang
berada disamping chek valve tersebut.
7.2.3. Pengoperasian Boiler
Dalam pengoperasian boiler, perlu diperhatikan beberapa hal seperti batas-
batas tekanan system maksimal yang dapat dioperasikan bahan-bahan boiler
berupa coat yang mudah terbakar, hendakanya diperlukan suatu pengamanan
seperti safety dan valve serta tanda-tanda larangan.
VII-9
7.2.4. Ventilasi
Pada ruang proses maupun pada ruang lainnya pertukaran udara
diusahakan berjalan dengan baik sehingga dapat memberikan kesegaran para
karyawan serta dapat menghindari adanya gangguan pernafasan.
7.2.5. Listrik
Pada pengoperasian maupun perbaikan instalasi listrik hendakanya selalu
menggunakan alat pengaman yang telah disediakan. Dengan demikian
keselamatan kerja karyawan dapat terjamin.
Ada beberapa hal yang perlu diperhatikan dalam pengoperasian instalasi
listrik ini, antara lain:
Peralatan yang sangat penting seperti switeher dan transformator
diletakkan ditempat yang lebih aman.
Peralatan listrik dibawah tanah diberi tanda-tanda tertentu yang lebih
jelas.
Penyediaan pembangkit tenaga cadangan.
Semua bagian pabrik diberi penerangan yang cukup dan diutamakan
pada bagian proses.
7.2.6. Pencegahan Dan Penanggulangan Bahaya Kebakaran
Salah satu bahaya yang perlu diperhatikan adalah terjadinya bahaya
kebakaran. Penyebab terjadinya kebakaran antara lain:
a. Kemungkinan terjadi nyala terbuka yang datang dari system utilitas,
laboratorium, inti proses dan lain-lain.
VII-10
Terjadinya loncatan bunga api pada saklar dan stop kontak serta pada
instrumentasi yang lain.
Gangguan pada peralatan utilitas seperti pada combustion chamber
boiler (ruang pembakaran).
Cara mengatasi bahaya pembakaran dapat dilakukan dengan jalan:
b. Pencegahan Kebakaran
Penempatan alat-alat utilitas, laboratorium dan kantor diletakkan secara
profesional pada unit proses.
Pemasangan isolasi pada alat transmisi yang ada.
Pemisahan antara unit satu dengan yang lainnya menggunakan beton.
Pemberian tanda-tanda larangan suatu tindakan yang dapat
mengakibatkan kebakaran seperti tanda larangan merokok.
Pemasangan pipa air melingkar diseluruh lokasi pabrik
Penyediaan alat pemadam kebakaran disetiap bangunan pabrik dan
pemasangannya harus pada tempat yang mudah dijangkau.
c. Pencegahan Bahaya Mekanik
Bahaya mekanik biasanya disebabkan oleh pengerjaan kontruksi yang
tidak memenuhi syarat yang berlaku. Hal-hal yang perlu diperhatikan untuk
mencegah kecelakaan adalah:
Konstruksi harus mendapat perhatian yang cukup tinggi.
Perencanaan peralatan harus sesuai dengan aturan yang berlaku baik
pemilihan bahan konstruksi maupun faktor lain.
Pemasangan alat control yang baik dan sesuai serta alat pengamannya.
VII-11
c. Pencegahan Bahaya Kesehatan
Selain itu bahaya terhadap kesehatan karyawan umumnya datang dari
bahan baku, bahan yang diproses dan produk. Karena itu diusahakan agar ruangan
proses maupun ruangan lainnya memiliki ventilasi atau pertukaran udara yang
cukup sehingga dapat memberikan kesegaran kepada karyawan serta dapat
menghindari gangguan terhadap pernafasan.
7.2.7. Karyawan
Untuk menjaga kesehatan dan kesejahteraan karyawan perlu adanya
kesadaran dari seluruh pekerja agar dapat bekerja dengan baik sehingga tidak
membahayakan keselamatan jiwanya dan orang lain. Untuk itu pengetahuan akan
bahaya masing-masing alat sangat penting diketahui oleh semua karyawan
terutama operator control. Seluruh pekerja harus mengguankan pelindung seperti
topi pengaman, sepatu karet, sarung tangan dan masker.
Selain itu demi keselamatan karyawan dan kelancaran proses industri
diperlukan:
Alat-alat yang berputar dan bergerak misalnya motor, harus dilengkapi
dengan penutup.
Pakaian pekerja harus kuat dan bersih.
Memakai sarung tangan, masker dan sepatu karet.
Memakai topi atau helm pelindung.
VII-12
7.3. Kesehatan Dan Keselamatan Kerja
Kesehatan dan keselamatan kerja merupakan hal yang penting agar semua
karyawan dapat melaksanakan tugasnya dengan baik demi kelancaran proses
produksi, maka perlu perlindungan terhadap kesehatan dan keselamatan
karyawan. Untuk itu diberikan alat-alat pelindung seperti pada tabel 7.2 berikut:
Tabel 7.2 Alat pelindung Pra Rencana Pabrik Etanol
No Alat Pelindung Lokasi Penggunaan
1
2
3
4
5
6
7
8
Helm
Sepatu Karet
Sarung Tangan
Masker
PMK
Isolasi Panas
Segitiga Pengaman
Pemadam Kebakaran
Pekerja bagian alat-alat proses
Pekerja pada bagian proses dan bahan baku
Pekerja yang bagian produksi
Semua unit proses
Semua unit proses
Heater
Bengkel dan kendaraan angkut
Semua unit proses dan kantor
VIII-1
BAB VIII
UTILITAS
Unit utilitas merupakan salah satu bagian yang sangat diperlukan untuk
menunjang jalannya proses dalam suatu industri kimia. Pada Pra Rencana Pabrik
Etanol ini terdapat empat unit utilitas, yaitu:
1. Unit penyesiaan steam
2. Unit penyediaan air
3. Unit penyediaan listrik
4. Unit penyediaan bahan bakar
8.1. Unit Pengolahan Steam
Bahan baku pembuatan steam adalah air umpan boiler. Steam yang
dibutuhkan dalam proses ini mempunyai kondisi:
1. Tekanan: 2,994 atm
2. Temperatur: 134
0
C
Zat-zat yang terkandung dalam air umpan boiler yang menyebabkan
kerusakan pada boiler adalah:
1. Kadar zat terlarut (soluable matter) yang tinggi
2. Zat padat terlarut (suspnded solid)
3. Garam-garam kalsium dan magnesium
4. Zat organik (organic matter)
5. Silika, sulfat, asam bebas dan oksida
VIII-2
Syarat-syarat yang harus dipenuhi oleh air umpan boiler:
1. Tidak boleh membuih (berbusa)
Busa disebabkan oleh adanya solid matter, suspended matter, dan
kebasaan yang tinggi. Kesulitan yang dihadapi dengan adanya busa sebagai
berikut:
a. Kesulitan pembacaan tinggi liquida dalam boiler
b. Buih dapat menyebabkan percikan yang kuat yang mengakibatkan
adanya solid-solid yang menempel dan mengakibatkan terjadinya
korosi dengan adanya pemanasan lebih lanjut. Untuk menghadapi hal
ini adanya pengontrolan yang baik terhdap adanya kandungan lumpur,
kerak dan alkalinitas air umpan boiler.
2. Tidak boleh membentuk kerak dalam boiler
Kerak dalam boiler akan menyebabkan:
a. Isolasi terhdap panas sehingga perpindahan panas terhambat
b. Kerak yang terbentuk dapat pecah sewaktu-waktu, sehingga dapat
menimbulkan kebocoran karena boiler mendapat tekanan yang kuat.
3. Tidak boleh menyebabkan korosi dalam pipa
Korosi pada pipa boiler disebabkan oleh keasaman (pH rendah), minyak
dan lemak, bikarbonat dan bahan organik, serta gas-gas H
2
S, SO
2
, NH
3
, CO
2
, O
2
yang terlarut dalam air. Reaksi elektrokimia atara besi dan air akan membentuk
lapisan pelindung anti korosi pada permukaan baja, yaitu:
Fe
2+
+ 2H
2
O Fe(OH)
2
+ H
+
VIII-3
Tetapi jika terdapat oksigen dalam air, maka lapisan hidrogen yang terbentuk
akan berreaksi dengan oksigen membentuk air. Akibat hilangnya lapisan
pelindung tersebut terjadilah korosi menurut reaksi:
4H
+
+ O
2
2H
2
O
4Fe(OH)
2
+ O
2
+ H2O 4Fe(OH)
3
Adanya bikarbonat dalam air akan menyebabkan terbentuknya CO
2
, karena
adanya pemanasan dan adanya tekanan. CO
2
yang terjadi bereaksi dengan air
menjadi asam karbonat. Asam karbonat akan berreaksi dengan metal dan besi
yang membentuk garam bikarbonat. Dengan adanya pemanasan (kalor), garam
bikarbonat ini membentuk CO
2
lagi.
Reaksi yang terjadi:
Fe
2+
+ 2H
2
CO
3
Fe(HCO)
2
+ H
2
Fe(HCO)
2
+ H
2
O + panas Fe(OH)
2
+ 2H
2
O + 2CO
2
8.2. Unit Penyediaan Air
1. Air Umpan boiler
Air umpan boiler merupakan bahan baku pembuatan steam yang berfungsi
sebagai media panas. Kebutuhan steam sebesar: 196945,1931 kg/jam. Air umpan
boiler disedikan dengan excess 20% ini digunakan sebagai pengganti steam yang
hilang.
Steam yang digunakan mempunyai tekanan 2,994 atm = 44 psi dan
temperatur 134
0
C. Steam yang telah menjadi kondensat dikembalikan lagi ke
tangki penampung steam. Pemakain steam pada peralatan proses sebagai berikut:
VIII-4
a. Total padatan (total dissolved solid) = 3.500 ppm
b. Alkalinitas = 700 ppm
c. Padatan terlarut (suspended solid) = 300 ppm
d. Silika = 60-100 pmm
e. Besi = 0,1 mg/L
f. Tembaga = 0,5 mg/L
g. Oksigen = 0,007 mg/L
h. Kesadahan (hardness) = 0
i. Kekeruhan (turbidity) = 175 ppm
j. Minyak = 7 ppm
k. Residual fosfat = 140 pm
(diambil dari Perry, 6
th
edition, hal 9-16)
Selain harus memenuhi persyaratan tersebut, air umpan boiler harus bebas
dari:
- Zat-zat yang dapat menyebabkan korosi, yaitu gas-gas terlarut
seperti O
2
, CO
2
, H
2
S dan NH
3
.
- Zat-zat yang dapat menyebabkan busa, yaitu organik, anorganik
dan zat-zat tak terlarut dalam jumlah besar.
Untuk memenuhi persyaratan tersebut dan mencegah kerusakan pada
boiler, sebelum digunakan air umpan harus diolah dulu, melalui:
- Demineralizer untuk menghilangkan ion-ion pengganggu
- Deaerator untuk menghilangkan gas-gas impuritis yang terlarut
VIII-5
2. Air Sanitasi
Air sanitasi digunakan untuk keperluan laboratorium, kantor, air untuk
mencuci, mandi, taman dan lain-lain. Air sanitasi dibutuhkan sebesar 32862,2
kg/jam.
a. Syarat fisik:
- Tidak berwarna
- Tidak berbau
- Tidak berbusa
- Mempunyai suhu dibawah suhu udara
a. Syarat kimia:
- Tidak beracun
- Tidak mengandung bakteri non patogen yang dapat merubah
sifat-sifat fisik air.
3. Air Pendingin
Air pendingin digunakan untuk peralatan-peralatan yang memerlukan
pendinginan seperti reaktor (R-120). Adapun kebutuhan air pendingin adalah
sebesar 950838,9303 kg/jam. Dari jumlah total air pendingin yang diperlukan,
untuk faktor keamanan maka direncanakan air pendingin yang disuplay adalah
20% excess dari jumlah kebutuhan air pendingin. Make up air pendingin
direncanakan: 10% = 350737,717 kg/j.
VIII-6
4. Air Proses
Air proses yang dibutuhkan pada tangki pencucian (J-113) dan mesin
penggiling (C-115) sebesar 680003,9419 kg/jam.
Adapun proses pengolahan air pada unit pengolahan air:
Air sungai digunakan untuk memenuhi kebutuhan air proses, air sanitasi,
air pendingin dan air umpan boiler. Dasar penggunaan air sungai karena Pabrik
Etanol lokasinya terletak dekat dengan sungai Aesesa, kabupaten Nagekeo,
Folres, NTT.
Air sungai tersebut siap untuk diolah sesuai dengan fungsi
penggunaannya, sebagai berikut:
a. Pengolahan air sanitasi
Air dipompakan dari bak air bersih (F-219) menuju ke bak
klorinasi (F-230) dengan pompa (L-231) untuk dilakukan proses
klorinasi dengan menambahkan desinfektan klorin (Cl
2
) sebanyak
1 ppm. Kemudian dipompa ke bak air sanitasi (F-233) dengan
pompa (F-232) dan siap digunakan untuk kebutuhan sehari-hari.
b. Pelunakan air umpan boiler
Pelunakan air dilakukan dengan proses pertukaran ion dalam
demineralizer yang terdiri dari dua tangki, yaitu kation exchanger
(D-220 A) dan tangki anion exchanger (D-220 B). Kation
exchanger yang digunakan adalah resin zeolit (hidrogen
exchanger) dan anion exchanger yang digunakan adalah deacidite
(DOH). Air dari bak air bersih (F-219) dialirkan dengan pompa (L-
VIII-7
221) ke kation exchanger (D-220 A). Didalam tangki kation
exchanger terjadi reaksi sebagai berikut:
Ca(HCO
3
)
2
+ H
2
Z CaZ + 2CO
2
+ H
2
O
Mg(HCO
3
)
2
+ H
2
Z MgZ + 2CO
2
+ H
2
O
CaSO
4
+ H
2
Z CaZ + H
2
SO
4
MgSO
4
+ H
2
Z MgZ + H
2
SO
4
CaCl
2
+ H
2
Z CaZ +2HCL
MgCl
2
+ H
2
Z MgZ + 2HCl
(Savern Hal. 164)
Ion-ion bikarbonat, sulfat dan klor diikat dengan ion Z membentuk
CO
2
dan air, H
2
SO
4
dan HCL. Selanjutnya air yang bersifat asam
dialirkan ke tangki anion exchanger (D-220 B) untuk dihilangkan
anion-anion yang mengganggu proses. Resin yang digunakan
dalam anion exchanger adalah Deacidite (DOH).
Dalam tangki anion exchanger terjadi reaksi sebagai berikut:
2DOH + H
2
SO
4
D
2
SO
4
+ 2H
2
O
2DOH + 2HCl D
2
Cl + 2H
2
O
2DOH + 2HNO
3
D
2
NO
3
+ 2H
2
O
(Savern Hal. 164)
Pemakaian resin yang terus menerus menyebabkan resin tidak aktif
lagi. Hal ini dapat diketahui dari pemeriksaan kesadahan air umpan
boiler. Resin yang sudah tidak aktif menunjukan bahwa resin sudah
jenuh dan perlu diregenerasi. Regenerasi hidrogen exchanger
VIII-8
dilakukan dengan menggunakan asam sulfat atau asam klorida.
Dengan reaksi sebagai berikut:
CaZ + H
2
SO
4
H
2
Z + CaSO
4
MgZ + H
2
SO
4
H
2
Z + MgSO
4
CaZ + HCL H
2
Z + CaCl
MgZ + HCl H
2
Z + MgCl
Sedangkan regenerasi anion exchanger dengan menggunakan
larutan Na
2
CO
3
atau NaOH.
D
2
SO
4
+ Na
2
CO
3
+ H
2
O 2DOH + Na
2
SO
4
+ CO
2
2DCL + Na
2
CO
3
+ H
2
O 2DOH + 2NaCl + CO
2
2DNO
3
+ Na
2
CO
3
+ H
2
O 2DOH + NaNO
3
+ CO
2
D
2
SO
4
+ NaOH 2DOH + Na
2
SO
4
2DCL + NaOH 2DOH + NaCl
2DNO
3
+ NaOH 2DOH + NaNO
3
+ CO
2
Keluar dari tangki demineralizir, air lunak ditampung dalam bak air lunak
(F-222). Air lunak ini digunakan sebagai air umpan boiler dan air proses. Untuk
memenuhi umpan boiler, air lunak dipompa (L-223) ke tangki deaerator untuk
menghilangkan ga-gas impuiritis pada air umpan bioler dengan system pamanasan
steam. Keluar dari deaerator (D-224), air ditampung ada tangki air umpan boiler
(F-225) lalu diumpankan ke boiler (Q224) dengan pompa (L-226). Steam yang
dihasilkan boiler didistribusikan ke peralatan dan kondensat yang dihasilkan di
recyele ke tangki umpan boiler (F-225). Sedangkan air proses dialirkan dari bak
air sanitasi menuju ke peralatan.
VIII-9
8.3. Unit Penyediaan Listrik
Listrik yang dibutuhkan pada Pra Rencana Pabrik Etanol dari Ubi Kayu ini
adalah 170,773 kW yang meliputi:
1. Proses : 142,503 KW
2. Penerangan : 28,27 KW
Kebutuhan listrik untuk proses, penerangan, instrumentasi dan lain-lain
dipenuhi sendiri dengan menggunakan satu generator AC bertenaga diesel
berkekuatan 228 KW dengan satu buah generator tambahan.
8.4. Unit Penyediaan Bahan Bakar
Bahan bakar yang diperlukan oleh pabrik, yaitu pada boiler dan generator.
Bahan bakar yang digunakan adalah diesel oil. Pemilihan jenis bahan bakar yang
digunakan berdasarkan pertimbangan-pertimbangan sebagai berikut:
1. Harganya relatif murah
2. Mudah didapat
3. Viskositasnya rendah sehingga mudah mengalami pengabutan
4. Heating volume relatif tinggi
5. Tidak menyebabkan kerusakan pada alat-alat
VIII-10
Dari tabel 9.9 dan figure 9.9 Perry 6
th
edition, didapat:
a. Flash point = 38
0
C (100
0
F)
b. Pour point = -6
0
C (21,1
0
F)
c. Densitas = 0,8 Kg/liter
d. Heating value = 19200 BTU/lb
8.5. Pengolahan Limbah
Limbah yang dihasilkan dalam Pra Rencana Pabrik Etanol dari Ubi Kayu
adalah limbah cair yang berasal dari bahan bakar dan limbah padat yang berasal
dari proses. Untuk limbah cair yang meliputi minyak pelumas dan sebagainya
dimasukkan kedalam alat penangkap minyak (oil cather) untuk memisahkan air
dan minyaknya. Airnya dibuang ke sungai sedangkan minyaknya ditimbun ke
dalam tanah. Sedangkan untuk limbah padat yang masih mengandung bahan
kimia yang berasal dari proses dapat diolah terlebih dahulu sebelum dibuang.
Baku mutu air limbah yang dapat dibung ke sungai menurut lampiran
Keputusan Gubernur Kepala Daerah Tingkat I NTT no. 414 tahun 1984 sebagai
berikut:
1. Jumlah padatan terlarut = 200 mg/L
2. Padatan tersuspensi = 200 mg/L
3. pH = 6-9
4. Fe = 10 mg/L
5. Hg = 0,02 mg/L
6. Pb = 0,5 mg/L
VIII-11
7. CN = 0,1 mg/L
8. Cl
2
= 0,03 mg/L
9. NO
3
= 20 mg/L
10. NH
3
= 1 mg/L
11. BOD = 50 mg/L
12. COD = mg/L
13. Fenol = 0,05 mg/L
14. Minyak + lemak = 5 mg/L
Sebelum air limbah dibuang, air limbah diuji terlebih dahulu. Bila
ternyata telah memenuhi syarat baku mutu air limbah yang ada maka air dapat
langsung dibuang kesungai.
IX-1
BAB IX
LOKASI DAN TATA LETAK PABRIK
9.1. Lokasi Pabrik
Salah satu yang penting dan jadi penentu bagi keberhasilan suatu
perancangan pabrik yang akan didirikan adalah pemilihan lokasi bagi pabrik
tersebut, karena hal ini dapat mempengaruhi kedudukkan perusahaan dalam
persaingan serta untuk meningkatkan efisiensi perusahaan.
Pemilihan lokasi harus mempertimbangkan faktor-faktor teknis dan
ekonomis agar dapat memberikan keuntungan secara maksimal.
Pemilihan lokasi pabrik berdasarkan parameter, sebagai berikut:
Tabel 9.1 Paramter pemilihan lokasi pabrik
Parameter
Kota
Maumere Nagekeo Ende
Bahan Baku 4 9 6
Pemasaran 8 8 8
Utilitas 5 9 5
Iklim 3 9 6
Transportasi 8 8 8
Total 28 43 33
Berdasarkan parameter diatas, maka dipilih lokasi Pabrik Etanol Dari Ubi
Kayu di kota Nagekeo. Hal ini disebabkan oleh beberapa faktor.
IX-2
Faktor-faktor tersebut dapat dibagi menjadi dua bagian, yaitu:
1. Faktor-faktor utama
2. Faktor-faktor khusus
9.1.1. Faktor-Faktor Utama
a. Bahan Baku
Persediaan dan harga bahan baku sering menentukan lokasi suatu pabrik.
Ditinjau dari faktor ini, hendaknya pabrik didirikan didekat lokasi bahan baku
untuk mempermudah kelancaran produksi. Hal-hal yang perlu dipertimbangkan
mengenai bahan baku adalah sebagai berikut:
Letak sumber bahan baku
Kapasitas sumber bahan baku tersebut dan berapa lama sumber bahan
baku tersebut mencukupi kebutuhan pabrik
Cara mendapatkan bahan baku
b. Pemasaran
Perkembangan suatu pabrik sangat ditentukan oleh pemasaran hasil
produksi karena berhasil tidaknya pemasaran akan menentukan untung tidaknya
pabrik tersebut. Kemudian pemasaran ditentukan oleh kelancaran transportasi
dalam pemasaran dan banyaknya permintaan akan produk yang dihasilkan.
Disamping itu terdapat hal-hal yang perlu diperhatikan antara lain:
Dimana produk akan dipasarkan
Kebutuhan akan produk pada saat sekarang dan pada saat yang akan
datang
IX-3
Pengaruh persaingan yang akan datang
Jarak pemasaran atau lokasi dan bagaiman sarana pengangkutan ke
daerah pemasaran
Pemasaran etanol adalah untuk tujuan eksport dan untuk dipasarkan di
dalam negeri. Kabupaten Nagekeo sebagai daerah industri tempat pabrik ini
memiliki kemudahan dalam memasarkan produknya karena adanya berbagai
fasilitas transportasi yang cukup memadai.
c. Utilitas
Utilitas merupakan kebutuhan yang penting dalam menunjang
kelangsungan proses produksi. Utilitas meliputi air, listrik dan lain-lain.
Air
Air merupakan kebutuhan yang sangat penting dalam industri. Air
digunakan untuk kebutuhan proses, media pelarut, sanitasi, air panas dan untuk
steam. Untuk memenuhi kebutuhan air, air diambil dari air sungai. Yang
diperhatikan untuk memilih lokasi pabrik dalam hal memenuhi kebutuhan akan air
adalah:
- Seberapa jauh sumber air yang dapat dijangkau oleh pabrik
- Kualitas sumber air yang tersedia
- Pengaruh musim terhadap kemampuan penyadiaan air yang diperlukan
oleh pabrik.
Sedangkan kebutuahn air minum diambil dari PDAM.
IX-4
Listrik
Listrik berfungsi untuk menggerakkan peralatan proses, sebagai
penarangan dan keperluan lain.
Hal-hal lain yang perlu diperhatikan yaitu:
- Ada atau tidaknya serta jumlah listrik di daerah yang akan ditempati
pabrik.
- Harga tenaga listrik
- Persediaan tenaga listrik di masa mendatang.
Kebutuhan listrik untuk penerangan dapat dipenuhi dari PLN, sedangkan
cadangannya digunakan generator set.
d. Keadaan Geografis Dan Iklim
Iklim dan alam sekitarnya merupakan bagian yang tidak dapat diabaikan,
oleh karena itu pabrik yang akan didirikan tidak membahayakan. Selain itu
perubahan iklim juga berpengaruh terhadap konstruksi bangunan.
Spesifikasi peralatan serta konstruksai peralatan, dalam hal ini yang harus
diperhatikan adalah:
Keadaan alamnya, alam yang menyulitkan konstruksi bangunan dan
mempengaruhi spesifikasi peralatan serta konstruksi peralatan.
Keadaan angin (kecepatan dan arah angin) pada situasi terburuk yang
sering terjadi di tempat tersebut (lokasi pabrik)
Bahaya alam (gempa bumi, banjir) yang terjadi di lokasi pabrik.
Iklim atau curah hujan pada lokasi yang direncanakan
IX-5
9.1.2. Faktor-Faktor Khusus
a. Transportasi
Salah satu faktor khusus yang perlu diperhatikan dalam perencanaan
pabrik adalah faktor transportasi, baik untuk bahan baku maupun untuk produksi
yang dihasilkan karena itu perlu diperhatikan fasilitas-fasilitas yang ada seperti:
Jalan raya yang dapat dilalui mobil atau truk
Dekat dengan tempat pelabuhan
Masalah transportasi ini tidak mengalami kesulitan karena tersedianya
sarana perhubungan yang baik. Fasilitas darat dapat dipenuhi dengan adanya
jalan raya yang bebas hambatan dan dapat dilalui oleh kendaraan yang bermuatan
berat dan fasilitas laut dapat dilakukan melalui pelabuhan.
b. Tenaga Kerja
Umumnya tenaga kerja dapat dengan mudah dipenuhi dari daerah sekitar,
sedangkan tenaga ahli didatangkan dari luar daerah. Hal yang perlu diperhatikan
untuk mendapatkan tenaga kerja antar lain:
Mudah tidaknya mendapat tenaga kerja yang membutuhkan keahlian dan
pendidikan tenaga kerja.
c. Keadaan Lingkungan Sekitar Pabrik
Suatu pabrik didirikan tanpa ada pertentangan dari penduduk sekitar lokasi
pabrik. Selain itu fasilitas perumahan, pendidikan, kesehatan dan tempat
peribadatan tersedia di daerah tersebut. Kabupaten Nagekeo merupakan tempat
cocok untuk didirikan Pabrik Etanol. Berdasarkan atas pertimbangan-
IX-6
pertimbangan tersebut diatas maka pemilihan lokasi Pra Rencana Pabrik Etanol
adalah di daerah Mbay , kabupaten Nagekeo, Flores, NTT.
d. Pembuangan Limbah
Hal ini berkaitan dengan usaha pencegahan terhadap pencemaran
lingkungan yang disebabkan oleh buangan pabrik yang berupa gas, cair maupun
padatan dengan memperhatikan peraturan pemerentah.
9.2. Tata Letak Pabrik (Plant Lay Out)
Penentuan tata letak pabrik merupakan persyaratan makro untuk
memperoleh hasil yang optimal. Demikian lingkungan pabrik yang memenuhi
syarat baik maupun safety akan dapat menciptakan lingkungan kerja aman dan
menyenangkan didalam pabrik terjamin.
Hal-hal yang perlu diperhatikan dalam pengaturan tata letak pabrik (plant
lay out):
1. Kemungkinan perluasan pabrik di kemudian hari
2. Pengaturan letak bangunan yang efek untuk memudahkan distribusi
pekerja
3. Distribusi utilitas secara ekonomis
4. Adanya ruangan yang cukup nyaman untuk bekerja
5. Kemungkinan timbulnya bahaya seperti kebakaran, ledakan timbulnya gas
atau asap dan lain-lain.
6. Pondasi bangunan yang kokoh
7. Bentuk kerangka bangunan, tembok dan atap
IX-7
8. Penerangan yang cukup
9. Ventilasi yang baik
10. Keindahan
Beberapa hal yang perlu diperhatikan dalam pengaturan peralatan
(Equipment Lay Out):
1. Letak ruangan yang cukup untuk peralatan yang satu dengan peralatan
yang lainnya agar memudahkan pengoperasian, pemeriksaan, perawatan
sarta dapat menjamin keselamatan kerja menurut fungsinya masing-
masing.
2. Adanya kesinambungan antar alat yang satu dengan alat yang lain
3. Diusahakan dapat menimbulkan suasana kerja yang menyenangkan
4. Letak peralatan harus diatur sedemikian rupa dengan meperhatikan
keselamatan kerja karyawan
Tabel 9.2. Perincian luas daerah pabrik
No. Daerah Luas (m
2
)
1.
2.
3.
4.
5.
6.
7.
8.
Pos Keamanan
Taman
Kantor Administrasi
Kantin
Parkir Kendaraan Karyawan
Toilet
Ruang Proses
Ruang Kontrol
20
40
100
30
60
50
2000
30
IX-8
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27
Perkantoran Produksi
Ruang Timbang
Bengkel
Unit Pengolahan Air
Pemadam Kebakaran
Gudang Bahan Baku
Laboratorium Dan QC
Areal Perluasan Pabrik
Unit Listrik Dan Generator
Ruang Boiler
Gudang Bahan Bakar
Parkir Kendaraan Tamu
Aula
Kapela + Mushola
Poliklinik
Gudang Produk
Unit Pengolahan Limbah
Perpustakaan
Jalan Raya
80
100
40
100
50
300
50
1000
40
500
30
60
100
40
20
3000
100
100
-
Total 8040
IX-9
27
3
U
B T
S
Gambar 9.1 Tata letak bangunan Pabrik Etanol
21
20
18
6
10
26
16
17
15
14
13
11
24
25
7
23
12
6
8
9
1 1
5
6
4
2
6
6
22
19
22
IX-10
Keterangan:
1. Pos keamanan
2. Taman
3. Kantor administrasi
4. Kantin
5. Parkir kendaraan karyawan
6. Toilet
7. Ruang proses
8. Ruang kontrol
9. Perkantoran produksi
10. Ruang timbang
11. Bengkel
12. Unit pengolahan air
13. Pemadam kebakaran
14. Gudang bahan baku
15. Laboratoium dan Q.C.
16. Areal perluasan pabrik
17. Unit listrik dan generator
18. Ruang boiler
19. Ruang bahan bakar
20. Parkir kendaraan tamu
21. Aula
22. Kapela + Mushola
IX-11
23. Poliklinik
24. Gudang produk
25. Unit pengolahan limbah
26. Perpustakaan
27. Jalan raya
9.3. Tata Letak Peralatan
Tata letak peralatan adalah cara menempatkan peralatan yang ada didalam
pabrik sedemikian rupa sehinggga pabrik beroperasi secara efektif dan efisien.
Perencanaan yang baik dalam tata letak pabrik harus mencakup arus proses,
storage, dan material handling yang efisien dan diharapkan adanya kombinasi
yang sempurna. Dalam menentukan tata letak peralatan harus memperhatikan
beberapa faktor sebagai berikut:
1. Pengaturan jarak antara peralatan proses yang satu dengan yang lain
sehingga dapat mempermuda pengontrolan peralatan.
2. Pengaturan system yang ada pada tempat yang tepat agar tidak
menggangu aktifitas kerja serta pemberian warna yang jelas pada aliran
proses.
3. Peletakan alat pemadam kebakaran yang mudah dijangkau.
4. Peletakan alat kontrol sehingga muda diawasi oleh operator.
5. Peralatan diusahakan disusun secara berurutan sehingga memudakan
pemeriksaan dan pengawasan.
6. Ruang harus cukup untuk peralatan.
IX-12
7. Bila sekiranya harus ada alat yang diletakan diatas maka dapat disusun
sesuai dengan prosesnya.
Untuk tata letak peralatan proses dapat dilihat pada gambar berikut:
IX-13
Gambar 9.2 Tata letak peralatan proses Pra rencana Pabrik Etanol
Tahap Pesiapan Bahan Baku
F-111
Tahap Reaksi
R-123
F-134
R-118
R-120
Tahap Pemisahan dan Pemurnian
D-126
Tahap Pemisahan dan Pemurnian
F-136
D-124
D-128
F-137
IX-14
Keterangan:
1. F-111 : Storage ubi kayu
2. R-118 : Reaktor liquifikasi
3. R-120 : Reaktor sakarifikasi awal
4. R-123 : Reaktor sakarifikasi lanjut
5. D-124 : Pemisahan serat (RVF)
6. D-128 : Kolom destilasi I
7. D-126 : Dekanter
8. F-134 : Tangki dehidrasi
9. F-136 : Storage etanol
10. F-137 : Storage cake
X-1
BAB X
STRUKTUR DAN ORGANISASI PERUSAHAAN
Dalam suatu perusahaan biasanya memiliki suatu organisasi yang
berfungsi sebagai suatu bentuk dan hubungan yang mempunyai sifat dinamis,
dalam arti menyesuaikan diri kepada perubahan, pada hakekatnya merupakan
suatu bentuk yang diciptakan manusia untuk mencapai tujuan tertentu. Pada
umumnya organisasi dibuat dalam suatu struktur yang merupakan gambaran
secara sistematis tentang hubungan-hubungannya, kerjasama departemen yang
terdapat dalam kerangka usaha untuk mencapai suatu tujuan.
10.1. Dasar Perusahaan
Bentuk Perusahaan : Perseroan Terbatas
Status Perusahaan : Swasta
Lokasi Pabrik : Mbay, Nagekeo, Flores, NTT
Kapasitas Produksi : 20000 ton/thn
10.2. Bentuk Perusahaan
Pabrik Etanol merupakan perusahaan swasta berskala nasional yang
berbentuk perseroan terbatas (PT). Bentuk perseroan terbatas (PT) ini dipilih
karena:
1. Perseroan terbatas merupakan suatu badan hukum karena memiliki
kekayaan sendiri yang terpisah dari kekayaan pribadi masing-masing
X-2
pemegang saham. Kepada pemegang saham hanya dibayarkan dividen
apabila perseroan mendapat laba. Jika perusahaan menderita kerugian,
tidak boleh dibayarkan dividen kepada persero. Oleh karena itu setiap
tahun diwajibkan kepada direksi/pengurus untuk melaporkan
keuntungan yang diperoleh.
2. Modal yang dibutuhkan dapat dikumpulkan secara mudah dengan
membagi modal atas sejumlah saham-saham, sehingga PT dapat menarik
modal dari banyak orang. Begitu juga untuk memperoleh tambahan
modal untuk memperluas volume usaha, misalnya dengan mengeluarkan
saham baru.
3. Pemilik saham dan pengurus adalah terpisah dangan yang lain. Pemilik
PT adalah para pemegang saham sedangkan pengurus adalah direksi.
Pelaksanaan sebuah PT diberikan kepada orang yang sanggup untuk
melakukan tugas tersebut, dengan demikian kemampuan perusahaan
untuk mendapat keuntungan semakin besar.
4. Kehidupan sebuah PT lebih konstan, ini berarti sebuah PT mempunyai
potensi hidup yang kontinu dibandingkan dengan bentuk perusahaan lain
karena tidak tergantung pada beberapa peserta (pemegang saham),
pemilik dapat berganti-ganti.
5. Tanggung jawab terbatas dari pada pemegang saham terhadap utang-
utang perusahaan.
6. Adanya efisiensi perusahaan. Tiap bagian dalam PT dipegang oleh
seorang yang ahli dalam bidangnya. Tiap orang atau tiap bagian
X-3
mempunyai tugas yang jelas sehingga ada dorongan untuk mengerjakan
dengan sebaik-baiknya. Dan jika pengurus atau direksi perusahaan tidak
cukup dapat diganti dengan yang lain.
10.3. Struktur Organisasi
Srtuktur organisasi yang digunakan oleh system garis dan staff. Alasan
pemilihan struktur garis dan staff adalah:
1. Terdapat kesatuan pemimpin dan perintah, sehingga disiplin kerja lebih
baik.
2. Biasa digunakan untuk organisasi yang cukup besar
3. Sering digunakan dalam perusahaan yang berproduksi secara masal.
4. Pemimpin lebih leluasa memberikan saran terhadap tugas khusus diluar
tanggung jawabnya.
5. Staff dapat membantu untuk mengatasi berbagai persoalan sehingga
akan meningkatkan efisiensi kerja.
6. Masing-masing kepala bagian/manager secara langsung
bertanggungjawab atas aktifitas yang dilakukan untuk mencapai tujuan.
7. Pemimpin tertinggi pabrik dipegang oleh seorang direktur yang
bertanggung jawab kepada dewan komisaris. Anggota dewan komisaris
merupakan wakil-wakil dari pemegang saham dan dilengkapi dengan
staff ahli yang bertugas memberikan saran kepada direktur.
X-4
Disamping alasan tersebut ada beberapa kebaikkan yang dapat mendukung
pemakaian system organisasi staff dan garis yaitu:
1. Dapat digunakan oleh setiap organisasi besar, apapun tujuannya,
betapapun luas tugasnya serta kompleks susunan organisasi.
2. Pengambilan keputusan yang sehat lebih mudah dapat diambil, karena
adanya staff ahli.
3. Perwujudan The Right Man In The Reght Place lebih mudah
dilaksanakan.
4. Dari kelebihan-kelebihan system organisasi garis dan staff diatas maka
dapat dipakai sebagai bahan pertimbangan untuk menentukan system
organisasi perusahaan pada Pabrik Etanol yaitu menggunakan system
organisasi garis dan staff.
10.4. Pembagian Tugas Dan Tanggung Jawab (Job Description)
Pembagian kerja dalam organisasi perusahaan merupakan pembagian
tugas, jabatan dan tanggung jawab antara satu pengurus dengan pengurus yang
lain sesuai dangan strukturnya. Penjelasan dari setiap jabatan dalam organisasi
perusahaan ini diterangkan sebagai berikut:
10.4.1. Pemegang Saham
Adalah beberapa orang yang mengumpulkan modal untuk pabrik dengan
cara membeli saham perusahaan. Pemegang saham adalah pemilik perusahaan
dimana jumlah yang dimiliki, tergantung/terbatas sesuai dengan besarnya modal
saham yang dimiliki, sedangkan kekayaan pribadi dari pemegang saham tidak
X-5
dipertanggungjawabkan sebagai jaminan atas hutang-hutang perusahaan.
Pemegang saham harus menanamkan saham paling sedikit 1 (satu) tahun.
Kekuasaan tertinggi terletak pada pegang saham yang memilih direktur dan
dewan komisaris dalam Rapat Umum Pemegang Saham (RUPS) serta
menentukan gaji direktur tersebut.
10.4.2. Dewan Komisaris
Merupakan badan kekuasaan tertinggi dalam perusahaan. Dewan
komisaris bertindak sebagai wakil dan pemegang saham. Komisaris diangkat
menurut ketentuan yang ada dalam perjanjian dan dapat diberhentikan setiap
waktu oleh RUPS apabila melakukan tindakan yang bertentangan dengan
anggaran dasar atau kepentingan perseroan tersebut.
Umumnya dipilih dalam Rapat Umum Pemegang Saham dari kalangan
pemegang saham yang mempunyai saham terbanyak dari perseroan tersebut.
Tugas Dewan Komisaris:
Menentukan kebijaksanaan perusahaan dan memberikan nasehat pada
Direktur Utama.
Mengadakan evaluasi/pengawasan tentang hasil yang diperoleh
perusahaan.
Mengawasi direktur dan berusaha agar tindakan direktur tidak
merugikan perseroan.
Memberikan nasehat kepada direktur bila direktur ingin mengadakan
perubahan dalam perusahaan.
Menyetujui dan menolak rencangan yang diajukan direktur.
X-6
Mempunyai wewenang untuk mengganti Direktur Utama, apabila
tindakannya tidak sesuai dengan anggaran dasar yang sudah ditetapkan.
10.4.3. Direksi
Merupakan pemegang saham kepengurusan perusahaan dan merupakan
pemimpin tertinggi dan penanggung jawab utama dalam perusahaan secara
keseluruhan. Direksi terdiri dari:
a. Direktur Utama
Direktur Utama merupakan pemimpin eksekusif tertinggi dalam
perusahaan dan dalam tugasnya sehari-hari dibantu oleh Direktur Teknik
dan Direktur Adaministrasi.
Tugas wewenang Direktur Utama adalah:
Merencanakan kegiatan perusahaan serta membentuk organisasi
yang efektif dan efisien.
Berhak mewakili urusan ekstern perusahan atau menunjuk wakil
untuk menanganinya.
Menentukan kebijaksanaan perusahaan dalam mengambil
keputusan-keputusan penting.
Memberikan penanggungjawaban kepada Dewan Komisaris.
b. Direktur Teknik Dan Produksi
Direktur Teknik dan Produksi diangkat oleh Direktur Utama untuk
menerima wewenang Direktur Utama yang berkaitan dangan bidang
teknik dan produksi.
X-7
Tugas dan wewenang Direktur Teknik dan Produksi adalah:
Berwenang membuat keputusan dalam bidang teknik tetapi tidak
terlepas dari kebijaksanaan bagian produksi.
Berwenang dalam produksi, misalnya memperkecil bidang produksi
dan memperbesar produksi total, serta menjaga kualitas dan
pengembangannya.
Bertanggungjawab kepada Direktur Utama.
c. Direktur Administrasi Dan Keuangan
Direktur Administrasi dan Keuangan berkaitan erat dengan segala kegiatan
diluar produksi, tetapi sangat erat hubungannya dengan kegiatan pabrik.
Tugas dan wewenangnya:
Menjaga kelancaran administrasi dan keuangan serta keamanan
perusahaan.
Mengadakan penelitian serta pengawasan terhadap pelaksanaan
pengadaan pegawai, pembinaan pegawai, kesejahteraan sosial, serta
dana sosial pegawai.
Mengatur laporan keuangan serta neraca keuangan perusahaan.
Bertanggungjawab atas pemasukkan dan pengeluaran uang
perusahaan.
10.4.4. Kepala Bagian Teknik
Kepala bagian teknik adalah kepala bagian yang bertanggungjawab atas
semua kegiatan yang berhubungan erat dengan produksi. Dalam hal ini bukan
produksi secara langsung, tetapi sebagai penunjang dalam proses produksinya.
X-8
Devisi-devisi yang dibawahinya adalah:
1. Devisi Pemeliharaan dan Perbaikkan: bertugas untuk merawat,
memelihara dan mempersiapkan peralatan dan fasilitas yang digunakan
untuk proses produksi, serta memperbaiki peralatan yang rusak dan
mempersiapkan suku cadangnya, agar peralatan tersebut dapat digunakan
lagi dalam proses produksi.
2. Devisi Utilitas: bertugas dalam mempersiapkan listrik, baik berasal dari
PLN maupun dari diesel guna menunjang kelangsungan proses produksi
serta bertugas dalam mensuplai aliran air yang digunakan selama proses
produksi berlangsung.
Tugas utama dari devisi-devisi ini adalah membantu direksi dalam
perancangan maupun dalam penelahan kebijaksanaan pokok dalam bidangnya
masing-masing. Selain itu juga melaksanakan tugas-tugas yang diberikan direksi
maupun Kepala Bagian Teknik.
10.4.5. Kepala Bagian Produksi
Kepala Bagian Produksi adalah kepala bagian yang bertanggungjawab atas
segala kegiatan produksi, mulai dari perancangan, pembuatan/produksi dan
pengendalian mutu produk. Devisi-devisi yang dibawahinya adalah:
Devisi Proses: bertugas dalam segala hal yang berkaitan dengan kegiatan
produksi langsung. Dalam devisi ini masih terbagi atas devisi-devisi kecil
yang menangani secara khusus mengenai spesialisasi prosesnya, misalnya:
Devisi Reaktor, Devisi Destilasi dan lain sebagainya sesuai dengan proses
produksinya.
X-9
Devisi Penyediaan: bertugas dalam merancang kebutuhan bahan baku
dalam proses produksi dan bertanggungjawab atas penyediaan bahan baku
tersebut.
Devisi Gudang: bertugas dalam pengepakan atau pengemasan produk jadi
dan menyimpan dalam gudang serta merencanakan pengiriman produk
keluar pabrik.
Devisi Pengendalian Mutu: bertugas dalam mengawasi dan mengontrol
kualitas produk, agar produk yang diterjunkan ke konsumen mempunyai
kualitas yang sesuai dengan standart yang ditetapkan.
Sama seperti devisi-devisi yang lain, devisi yang tergabung dalam bagian
produksi mempunyai tugas masing-masing yang bertanggungjawab
langsung terhadap kepala bagian produksi.
10.4.6. Kepala Bagian Pemasaran
Kepala bagian pemasaran mempunyai tugas menentukan daerah
pemasaran dan melakukan penelitian pasar serta menangani masalah promosi.
Kepala bagian pemasaran mambawahi devisi-devisi sebagai berikut:
Devisi Penjualan: bertugas dalam menjual hasil produksi dengan harga
yang telah ditetapkan, dan juga memiliki tugas mengatur pembelian bahan
baku dan peralatan lainnya.
Devisi Promosi: bertugas dalam mamperkenalkan produk kepada
konsumen-konsumen yang membutuhkan atau pabrik-pabrik lain yang
membutuhkan. Selain itu juga dapat menarik minat konsumen untuk
membeli.
X-10
Devisi Pelayanan Konsumen: bertugas dalam melayani segala kebutuhan
konsumen serta menerima keluhan-keluhan yang mungkin disampaikan
oleh konsumen.
10.4.7. Kepala Umum
Kepala umum mempunyai tugas untuk merencanakan, mengelolah dan
mendayagunakan sumber daya manusia, baik sumber daya manusia yang sudah
ada maupun sumber daya manusia yang masih baru. Kepala bagian ini
bertanggungjawab langsung kepada direktur administrasi. Selain itu, kepala
bagian umum juga mempunyai tugas untuk mengatur masalah upah karyawan,
jenjang karir dan penempatan karyawan. Devisi-devisi yang dibawahi meliputi:
Devisi Keamanan dan Keselamatan: bertugas untuk memperhatikan dan
menjaga keamanan dan keselamatan karyawan selama berlangsungnya
proses produksi.
Devisi Transportasi: bertugas untuk mengatur transportasi karyawan,
khususnya bagi karyawan wanita yang bekerja untuk shift malam.
Devisi Kesejahteraan Karyawan: bertugas untuk mengatur semua kegiatan
yang berhubungan dengan kesejahteraan karyawan. Mulai dari mengatur
tunjangan, pemberian cuti dan JAMSOSTEK.
Devisi Personalia: bertugas untuk memberi pekerja baru apabila
perusahaan membutuhkan tenaga kerja. Tugasnya mulai penyebaran iklan
lowongan, pengadaan test, pemilihan dan pelatihan pekerja baru.
X-11
Devisi Kebersihan: bertugas untuk menjaga kebersihan di dalam
lingkungan pabrik, baik di lingkungan produksi maupun di lingkungan
administrasi.
10.4.8. Kepala Bagian Keuangan
Kepala bagian keuangan bertugas mengatur keuangan serta menangani
penyediaan serta pembelian baik bahan baku maupun peralatan. Kepala bagian
keuangan bertanggungjawab kepada direktur administrasi mengenai pengeluaran
yang dilakukan. Devisi-devisi yang dibawahi meliputi:
Devisi Pembukuan
Devisi Keuangan
X-12
STRUKTUR
X-13
10.5. Kebutuhan Tenaga Kerja Dan Tingkat Pembagian Golongan
Pabrik Etanol ini direncanakan akan beroperasi selama 300 hari dalam
setahun dan 24 jam per hari, sisa harinya digunakan untuk perbaikkan dan
perawatan serta shut down.
Kebutuhan tenaga kerja diambil dari sekitar pabrik dan diklasifikasikan
menurut urutan jabatan diatas serta tingkat pendidikan, keahlian dan kemampuan.
Sedangkan untuk pekerja dibedakan atas pekerja borongan dan pekerja harian.
10.5.1. Waktu Kerja
Sesuai dengan peraturan pemerintah bahwa jumlah jam kerja untuk
karyawan adalah 40 jam dalam satu minggu, yang dibedakan dalam dua bagian
yaitu:
a. Pegawai Non Shift
Merupakan karyawan yang tidak berhubungan langsung dengan proses
produksi, misalnya Direktur, Kepala Bagian dan seksi-seksi dibawah tanggung
jawab non teknis atau yang bekerja di pabrik dengan jenis kontinu.
Ketentuan jam kerja adalah sebagai berikut:
Senin Kamis : 08.00 16.00 (Isterahat : 12.00 13.00)
Jumat : 08.00 16.00 (Isterahat : 11.00 - 13.00)
Sabtu : 08.00 13.00
b. Pegawai Shift
Merupakan karyawan yang secara langsung menangani proses dan mengatur
bagian-bagian tertentu di pabrik yang ada hubungannya dengan keamanan dan
X-14
keselamatan produksi. Karyawan shift sehari bekerja selama 24 jam yang
terbagi dalam 3 shift, yaitu:
Shift I : 07.00 15.00
Shift II : 15.00 23.00
Shift III : 23.00 -17.00
Untuk menjaga kelancaran pelaksanaan jam kerja selama bergilir, maka
karyawan shift dibagi menjadi empat regu/grup sehingga para pekerja dapat
bekerja dengan optimal karena dapat bekerja secara bergiliran, dimana jika
tiga regu bekerja maka satu regu libur.
Tabel 10.1. Jadwal kerja karyawan
Regu Hari
1 2 3 4 5 6 7 8 9 10 11 12 13 14
I
II
III
IV
P
S
M
_
P
S
_
M
P
_
S
M
_
P
S
M
M
P
S
_
M
P
_
S
M
_
P
S
_
M
P
S
S
M
P
_
S
M
_
P
S
_
M
P
_
S
M
P
P
S
M
_
P
S
_
M
Keterangan:
P : Pagi (Shift I)
S : Siang (Shift II)
M : Malam (Shift III)
- : Libur
X-15
10.5.2. Perincian Jumlah Tenaga Kerja
Penentuan jumlah karyawan proses:
Kapasitas 20.000 ton/tahun = 66,6 ton/hari. Dari Vilbrant, figure 6-35, hal. 235,
untuk peralatan dengan kondisi rata-rata didapat:
M = 15,2 P
0,25
= 15,2 (66,6)
0,25
= 44 orang. Jam/hari tahapan proses
Pra Rencana Pabrik Etanol terbagi menjadi lima tahapan proses, sehingga
didapat:
Jumlah karyawan proses = 44 5 = 220 orang.jam/hari
Karena satu shift ada 8 jam, maka:
Jumlah karyawan proses = hari shift orang
jam
hari jam orang
. / 28
8
/ . 220
Karyawan shift terdiri dari empat regu, yaitu tiga regu bekeja dan satu regu libur,
maka:
Jumlah karyawan proses = 28 orang/shift.hari 4 = 112 orang/hari
Jadi jumlah karyawan proses adalah 112 orang.
X-16
10.5.3. Perincian jumlah karywan
Jumlah karyawan yang dibutuhkan untuk terselenggaranya Pra Rencana
Pabrik Etanol dapat diuraikan sebagai berikut:
Tabel 10.2. Perincian jumlah karyawan dan latar belakang
No
Jabatan
Pendidikan
Keterangan SMU D
3
S
1
S
2
1 Dewan Komisaris 2 Tek. Kimia/Tek.Industri
2 Direktur Utama 1 Tek. Kimia
3 Litbang 1 Tek. Kimia
4 Direktur Teknik & Produksi 1 Tek. Kimia
5 Direktur Atministrasi & Keuangan 1 Ilmu Atministrasi Niaga
6 Kabag. Produksi 1 Tek. Kimia
7 Kabag. Teknik 1 Tek. Mesin
8 Kabag. Quality Control 1 Tek. Kimia
9 Kabag. SDM 1 Psikologi Industri
10 Kabag. Pemasaran 1 Ekonomi Manajemen
11 Kabag. Keuangan & Administrasi 1 Ekonomi Akuntansi
12 Kabag. Umum 1 Ilmu Administrasi Negara
13 Kasie. Proses 1 Tek. Kimia
14 Karyawan Proses 112 -
15 Kasie. Penyediaan 1 Tek. Kimia
16 Karyawan Penyediaan 4 -
17 Kasie. Pengendalian Mutu 1 Tek. Industri
X-17
18 Karyawan Pengendalian Mutu 2 Tek. Industri
19 Kasie. Gudang 1 Tek. Kimia
20 Karyawan Gudang 8 -
21 Kasie. Utilitas 1 Tak. Industri
22 Karyawan Utilitas 8 -
23 Kasie. Pemeliharaan & Perbaikkan 1 Tak. Mesin
24 Karyawan Pemeliharaan &
Perbaikan
8 STM Mesin
25 Kasie. Lingkungan 1 Tek.Lingkungan /
Tek. Kimia
26 Karyawan Lingkungan 4 Tek.Lingkungan /
Tek. Kimia
27 Kasie. Jaminan Mutu 1 Tek. Industri
28 Karyawan Jaminan Mutu 8 Tek. Industri
29 Kasie. Pengendalian Proses 1 Tak. Kimia
30 Karyawan Pengendalian Proses 4 Tak. Kimia
31 Kasie. Kesehatan 1 Kedokteran
32 Karyawan Kesehatan 2 Keperawatan
33 Kasie. Ketenagakerjaan 1 Psikologi Industri
34 Karyawan Ketenagakerjaan 2 -
35 Kasie. Pembelian 1 Ekonomi Manajemen
36 Karyawan Pembelian 3 Ekonomi Manajemen
37 Kasie. Penjualan 1 Ekonomi Manajemen
38 Karyawan Penjualan 2 -
39 Kasie. Promosi & Periklanan 1 Desing Grafis
X-18
40 Karyawan Promosi dan Periklanan 2 -
41 Kasie. Riset & Marketing 1 Ekonomi Manajemen
42 Karyawan Riset & Marketing 3 -
43 Kasie. Keuangan 1 Ekonomi Manajemen
44 Karyawan Keuangan 2 Ekonomi Manajemen
45 Kasie. Akuntansi 1 Ekonomi Akuntansi
46 Karyawan Akuntansi 2 Ekonomi Akuntansi
47 Kasie. Humas 1 Hukum/Psikologi Industri
48 Karyawan Humas 2 Hukum/Psikologi Industri
49 Kasie. Pesonalia 1 Psikologi Industri
50 Karyawan Personalia 1 Psikologi Industri
51 Kasie. Keamanan 1 Purnawirawan ABRI
52 Karyawan Keamanan 4 -
53 Kasie. Kebersihan 1 Tek. Lingkungan
54 Karyawan Kebersihan 8 -
55 Kasie. Transportasi 1 Tek. Transportasi
56 Karyawan Transportasi 8 Tek. Transportasi
Total 235
X-19
10.5.4. Status Karyawan
Menurut statusnya karyawan Pabrik Etanol ini dibedakan menjadi tiga
golongan, yaitu:
a. Karyawan tetap
Merupakan karyawan yang diangkat dan diberhentikan dengan Surat
Keputusan (SK) Direksi dan mendapatkan gaji bulanan berdasarakan
kedudukan, keahlian, dan masa kerja dalam perusahaan.
b. Karyawan harian
Merupakan karyawan yang diangkat dan diberhentikan oleh Direksi tanpa
Surat Keputusan (SK) Direksi dan mendapatkan gaji harian yang dibayar
setiap akhir pekan.
c. Pekerja borongan
Merupakan pekerja yang dipekerjakan oleh pabrik apabila diperlukan saja,
misalnya bongkar muat bahan baku dan produk, shut down, dan lain-lain.
Pekerja borongan menerima gajih untuk satu pekerjaan tersebut.
10.5.5. System Pengupahan Karyawan
Pada Pra Rencana Pabrik Etanol, besar kecilnya upah yang diberikan
berdasarkan pada:
Tingkat pendidikan
Pengalaman kerja
Tanggung jawab dan kedudukan
Keahlian yang dimiliki
X-20
Didasarkan atas kedudukan dan perbedaan status ini, maka system
pengupahan pada Pra Pencana Pabrik Etanol dibedakan menjadi:
- Upah bulanan
Upah bulanan diberikan pada karyawan tetap yang bersarnya berbeda-beda
untuk setiap karyawan dan diberikan setiap akhir bulan.
- Upah harian
Upah harian diberikan kepada karyawan harian tetap yang besarnya
berbeda-beda untuk setiap karyawan dan diberikan setiap akhir pekan.
- Upah borongan
Upah borongan diberikan kepada karyawan harian lepas atau karyawan
borongan yang gajihnya tidak tetap, tergantung pada macam pekerjaan
yang dilakukan dan upah tersebut diberikan setelah pekerjaan itu selesai.
Daftar upah yang diberikan kepada seluruh tingkatan karyawan dapat
dilihat pada tabel 10.3 berukut ini:
Tabel 10.3 Daftar gaji atau upah karyawan
No Jabatan Jumlah Gaji/Bln (Rp) Total (RP)
1 Dewan Komisaris 2 9.000.000 18.000.000
2 Direktur Utama 1 8.000.000 8.000.000
3 Litbang 1 5.000.000 5.000.000
4 Direktur Teknik & Produksi 1 7.000.000 7.000.000
5 Direktur Administrasi & Keuangan 1 7.000.000 7.000.000
6 Kabag. Produksi 1 5.000.000 5.000.000
7 Kabag. Produksi 1 5.000.000 5.000.000
X-21
8 Kabag. Quality Control 1 5.000.000 5.000.000
9 Kabag. SDM 1 5.000.000 5.000.000
10 Kabag. Pemasaran 1 5.000.000 5.000.000
11 Kabag. Keuangan & Adminisrtasi 1 5.000.000 5.000.000
12 Kabag.Umum 1 5.000.000 5.000.000
13 Kasie. Proses 1 2.000.000 2.000.000
14 Karyawan Proses 112 600.000 67.200.000
15 Kasie. Penyadiaan 1 2.000.000 2.000.000
16 Karyawan Penyadiaan 4 600.000 2.400.000
17 Kasie. Pengendalian Mutu 1 2.500.000 2.500.000
18 Karyawan Pengendalian Mutu 4 600.000 2.400.000
19 Kasie. Gudang 1 2.000.000 2.000.000
20 Karyawan Gudang 8 600.000 4.800.000
21 Kasie. Utilitas 1 2.000.000 2.000.000
22 Karyawan Utilitas 8 600.000 4.800.000
23 Kasie. Pemeliharaan & Perbaikkan 1 2.000.000 2.000.000
24 Karyawan Pemeliharan & Perbaikan 8 600.000 4.800.000
25 Kasie. Lingkungan 1 1.500.000 1.500.000
26 Karyawan Lingkungan 4 600.000 2.400.000
27 Kasie. Jaminan Mutu 1 1.500.000 1500.000
28 Karyawan Jaminan Mutu 8 600.000 4.800.000
29 Kasie. Pengendalian Proses 1 2.500.000 2.500.000
X-22
30 Karyawan Pengendalian Proses 5 600.000 3.000.000
31 Kasie. Kesehatan 1 2.000.000 2.000.000
32 Karyawan Kesehatan 2 1.000.000 2.000.000
33 Kasie. Ketenagakerjaan 1 1.500.000 1.500.000
34 Karyawan Ketenagakerjaan 2 600.000 1.200.000
35 Kasie. Pembelian 1 2.500.000 2.500.000
36 Karyawan Pembelian 3 1.000.000 1.000.000
37 Kasie. Penjualan 1 2.000.000 2.000.000
38 Karyawan Penjualan 2 600.000 1.200.000
39 Kasie. Promosi & Periklanan 1 2.000.000 2.000.000
40 Karyawan Promosi & Periklanan 3 600.000 1.800.000
41 Kasie. Riset & Marketing 1 2.500.000 2.500.000
42 Karyawan Riset & Marketing 3 600.000 1.800.000
43 Kasie. Keuangan 1 2.500.000 2.500.000
44 Karyawan Keuangan 2 600.000 1.200.000
45 Kasie. Akuntansi 1 2.500.000 2.500.000
46 Karyawan Akuntansi 2 600.000 1.200.000
47 Kasie. Humas 1 2.500.000 2.500.000
48 Karyawan Humas 2 600.000 1.200.000
49 Kasie. Personalia 1 2.500.000 2.500.000
50 Karyawan Personalia 1 600.000 600.000
51 Kasie. Keamanan 1 2.000.000 2.000.000
X-23
52 Karyawan Keamanan 10 600.000 6.000.000
53 Kasie. Kebersihan 1 1.000.000 1.000.000
54 Karyawan kebersihan 10 400.000 4.000.000
55 Kasie. Transportasi 1 2.000.000 2.000.000
56 Karyawan Transportasi 8 600.000 4.800.000
Total 266.900.000
10.6. Jamina Sosial
Jaminan sosial adalah jaminan yang diterima oleh pihak karyawan jika
terjadi sesuatu hal yang bukan karena kesalahannya sehingga dia tidak dapat
melakukan pekerjaanya. Jaminan sosial yang diberikan oleh perusahaan kepada
karyawan berupa:
1. Tunjangan
Berbagai tunjangan yang diberikan perusahaan kepada karyawan adalah:
a. Tunjangan lembur yang diberikan kepada tenaga kerja yang
bekerja diluar jam kerja yang telah ditetapkan (khusus untuk
tenaga kerja shift).
b. Tunjangan diluar gaji pokok yang diberikan kepada tenaga kerja
tetap berdasarkan prestasi yang telah dilakukannya dan lama
pengabdiannya kepada perusahaan tersebut.
c. Jatah makan satu kali untuk setiap tenaga kerja yang bekerja
lembur.
X-24
2. Cuti
a. Cuti tahunan selama 12 hari kerja dan diatur dengan mengajukan
permohonan satu minggu sebelmnya untuk dipertimbangkan
izinnya.
b. Cuti sakit bagi tenega kerja yang memerlukan istirahat total
berdasarkan surat keterangan dokter.
c. Cuti hamil selama tiga bulan bagi tenaga kerja wanita.
d. Cuti untuk keperluan dinas atas perintah atasan berdasarkan
kondisi tetentu perusahaan.
3. Fasilitas
Fasilitas yang diberikan berupa seragam kerja untuk karyawan dan
perlengapan keselamatan kerja seperti helm, sarung tangan, sepatu
boot, kaca mata pelindung dan lain-lain.
4. Pengobatan
a. Untuk pengobatan dan perawatan pertama dapat dilakukan pada
ploliklinik perusahaan dan diberikan secara cuma-cuma kepada
karyawan yang membutuhkan.
b. Untuk pengobatan dan perawatan yang intensif yang harus
dilakukan di rumah sakit akan dibeerikan penggantian ongkos
sebesar 50%.
c. Karyawan yang mengalami kecelakaan atau terganggu
kesehatannya dalam melakukan tugas perusahaan, akan
mendapatkan penggantian ongkos sepenuhnya.
X-25
5. Insentif atau bonus
Insentif diberikan dengan tujuan untuk meningkatkan produktifitas dan
merangsang gairah kerja karyawan. Besarnya insentif ini dibagi
menurut golongan dan jabatan. Pemberian insentif untuk golongan
operatif (golongan kepala seksi kebawah) diberikan setiap bulan,
sedangkan untuk golongan diatasnya diberikan pada akhir tahun
produksi dengan melihat besarnya keuntungan dan target yang
dicapai.
6. Perumahan
Perumahan diberikan terutama bagi karyawan yang menduduki jabatan
penting, mulai direksi sampai kasie.
XI-1
BAB XI
ANALISA EKONOMI
Analisa ekonomi merupakan suatu cara untuk mengetahui apakah pabrik
yang akan didirikan menguntungkan atau tidak. Oleh karena itu didalam Pra
Rencana Pabrik Etanol dibuat evaluasi untuk mengetahui beberapa investasi yang
diperlukan untuk mendirikan pabrik Etanol tersebut. Cara untuk mengetahui
jumlah investasi yang dibutuhkan oleh pabrik Etanol dapat menggunakan antara
lain:
1. Internal rate of return (IRR)
2. Pay out Time(POT)
3. Break Evevt Point(BEP)
4. Return of Invesment (ROI)
Untuk meninjaui metode-metode diatas perlu diadakan penafsiran
terhadap beberapa hal yang menyangkut administrasi perusahaan dan jalannya
proses.
11.1. Faktor-faktor Penentu
11.1.1. Total Capital Investment (TCI)
Yaitu modal atau biaya yang dibutuhkan untuk mendirikan suatu pabrik
mulai dari awal sampai pabrik selesai dibangun dan siap beroperasi. TCI terdiri
dari:
XI-2
1. Fixed capital investment (modal tetap), yaitu modal yang dibutuhkan
untuk mendirikan pabrik dan fasilitas FCI dibagi menjadi:
a. Direct cost
Yaitu modal yang langsung digunakan dalam proses, meliputi:
- Pembelian peralatan
- Instalasi dan pemasangan peralatan
- Instrumentasi dan kontrol
- Perpipaan
- Peralatan listrik
- Bangunan
- Tanah
- Fasilitas pelayanan
- Pengembangan lahan
b. Indirect cost
Yaitu biaya atau modal yang dikeluarkan secara tidak langsung
dikeluarkan untuk keperluan proses, meluputi:
- Engineering dan supervisi
- Kontruksi
- Biaya kontraktor
- Biaya tak terduga (contigency)
XI-3
2. Work capital investment
Yaitu semua biaya yang dikeluarkan untuk mengoperasikan pabrik,
dimana biaya yang dikeluarkan dipengaruhi oleh besarnya kapasitas
pabrik, meliputi:
- Penyedian bahan baku dalam waktu tertentu
- Pengemasan produk
- Biaya yang harus ada setiap bulannya (uang tunai) untuk membiayai
pengeluaran rutin seperti gaji, pembelian bahan baku dan lain-lain.
- Pajak yang harus dibayar
- Perhitungan penerimaan dan pengeluaran
- Utilitas
- Sehingga: TCI = FCI + WCI
11.1.2. Biaya produksi
Adalah biaya yang dikeluarkan tiap satu-satuan produksi. Biaya produksi
terdiri dari:
a. Biaya pembuatan
Yaitu semua biaya proses meliputi:
- Biaya produksi langsung (DPC)
- Biaya produksi tetap (FPC)
- Biaya overhead pabrik (POC)
XI-4
b. Biaya umum
Yaitu biaya yang tidak berhubungan dengan proses, meliputi:
- Biaya administrasi
- Biaya distribusi dan pemasaran
- Litbang
Berdasarkan sifatnya, biaya produksi dibagi menjadi:
a. Biaya tetap
Yaitu biaya yang dikeluarkan secara tetap dan tidak tergantung dari
kapasitas pabrik, yang termasuk biaya tetap antara lain:
- Bunga bank
- Asuransi
- Depresiasi
- Pajak
- Dan lain-lain
b. Biaya semi variabel (SVC)
Yaitu biaya yang bervariasi tetapi tidak berbanding lurus dengan
kapasitas pabrik, antara lain:
- Biaya utilitas
- Biaya bahan baku
- Gaji karyawan
- Supervisor
- Pemelihraan dan perbaikan
XI-5
11.1.3. Penaksiran Harga Alat
Harga suatu alat setiap saat dapat berubah sesuai dengan perubahan
ekonomi. Karena perubahan kondisi ini maka terdapat beberapa cara untuk
mengkonversi harga suatu alat yang sama beberapa tahun yang lalau, sehingga
diperoleh harga yang ekivalen dengan harga sekarang. Harga alat pada pabrik
Etanol ini didasarkan pada data harga alat yang terdapat pada literatur Peter and
Timmerhaus serta G.D. Ulrich. Untuk menaksir harga alat pada tahun 2010, maka
digunakan persamaan dari Peter and Timmerhaus berikut:
Harga alat sekarang = original alat Harga
original indeks Nilai
hitung tahun ter indeks Nilai
11.1.4. Pentuan Total Capital Investment (TCI)
1. Modal langsung
a. Harga peralatan (E) = Rp. 64.363.593.000
b. Instalasi alat (57% E) = Rp. 36.687.248.010
c. Instrumentasi dan kontrol (18% E) = Rp. 11.585.446.740
d. Perpipaan terpasang (66% E) = Rp. 42.479.971.380
e. Listrik terpasang (15% E) = Rp. 9.654.538.950
f. Bangunan + tanah (30% E) = Rp. 19.309.077.900
g. Fasilitas pelayanan (75% E) = Rp. 48.272.694.750
h. Pengembangan lahan (10% E) = Rp. 6.436.359.300
Total modal langsung (DC) = Rp. 227.203.483.290
XI-6
2. Modal tak langsung (IC)
a. Engineer dan supervisi (35% E) = Rp. 22.527.257.550
b. Biaya kontruksi (45%E) = Rp. 28.963.616.850
Total modal tak langsung (IC) = Rp. 51.490.874.400
3. Total plant cost (TPC)
TPC = DC + IC = Rp. 214.330.764.690
4. Modal tetap (FCI)
a. Kontraktor 20% (DC + IC) = Rp. 42.886.152.938
b. Biaya tak terduga 25% (DC + IC) = Rp. 53.582.691.172
Total modal tetap (FCI) = Rp. 96.468.844.110
5. Modal kerja (WCI) 20% TCI = Rp. 24.117.211.028
6. Total kapital investment (TCI)
TCI = FCI + WCI
TCI = 20% TCI + Rp. 96.468.844.110
80% TCI = Rp. 96.468.844.110
TCI = Rp. 120.586.055.138
11.1.5. Biaya Pembuatan
1. Biaya produksi langsung
a. Gaji karyawan 1 tahun (TK) = Rp. 3.202.800.000
b. Bahan baku 1 tahun = Rp. 1.642.243.332
c. Utilitas 1 tahun = Rp. 5.283.497.700
d. Pemeliharaan dan perawatan (10% FCI) = Rp. 9.646.884.411
XI-7
e. Laboratorium (15% TK) = Rp. 40.035.000
f. Paten dan royalties (3% TPC) = Rp. 1.492.310.269
g. Supervisi (15% TK) = Rp. 40.035.000
Total biaya produksi langsung (DPC) = Rp. 21.347.805.712
2. Biaya produksi tetap
a. Pajak kekayaan (5% FCI) = Rp. 4.823.442.206
b. Asuransi (5% FCI) = Rp. 4.823.442.206
c. Depresiasi alat (15% E) = Rp. 9.654.538.950
d. Depresiasi bangunan (3% bangunan) = Rp. 55.800.000
e. Bunga bank (15% modal pinjaman) = Rp. 7.235.163.308
Total biaya produksi tetap (FPC) = Rp. 26.592.386.670
3. Biaya overhead pabrik = Rp. 4.967.909.706
4. Biaya pengeluaran umum (GE)
a. Administrasi (15% TPC) = Rp. 4.974.367.564
b. Distribusi dan pemasaran (2,5% TPC) = Rp. 994.873.513
c. Litbang (5%TPC) = Rp. 2.487.183.782
Total biaya umum (GE) = Rp. 8.456.424.860
5. Biaya produksi tetap (TPC)
TPC = DPC +FPC + Overhead + GE = Rp. 49.743.675.647
XI-8
11.1.6. Analisa Profitabilitas
Asumsi yang diambil:
1. Modal yang digunakan terdiri dari:
a. Modal sendiri (60%)
b. Modal pinjaman (40%)
2. Bunga kredit = 15% per tahun
3. Masa kontruksi
Tahun I = 60% modal sendiri + 40% modal pinjaman
Tahun II = 60% modal sendiri + 40% modal pinjaman
4. Pengembalian pinjaman dalam waktu 10 tahun
5. Umur pabrik 5 tahun
6. Kapasitas produksi
Tahun = 80% dari produksi total
Tahun = 100% dari produksi total
7. Pajak penghasilan = 30% per tahun
Menghitung total investasi:
- Masa kontruksi tahun I:
Modal sendiri = 60% TCI = Rp. 72.351.633.083
Modal pinjaman = 40% TCI = Rp. 48.234.422.055
- Masa kontruksi tahun I:
Modal sendiri = 60% Tahun I = Rp. 43.410.979.850
Modal pinjaman = 40% Tahun II = Rp. 19.293.768.822
XI-9
Menghitung biaya variabel (VC):
- Bahan baku/tahun = Rp. 1.642.243.332
- Utilitas 1 tahun = Rp. 5.283.497.700
- Pengemasan 1 tahun = Rp. 279.999.992
- Gaji karyawan = Rp. 266.900.000
Total biaya variabel (VC) = Rp. 7.472.641.024
Menghitung biaya semi variabel (SVC):
- Biaya umum = Rp. 8.456.424.860
- Biaya overhead = Rp. 4.967.909.706
- Pemeliharaan = Rp. 9.646.884.411
- Biaya loboratorium = Rp. 40.035.000
Total biaya semi variabel (SVC) = Rp. 23.111.253.977
Laba untuk kapasitas pabrik 100%
Pajak = 35% per tahun
Laba Kotor = Total penjualan Biaya produksi total
= Rp. 189.999.994.700 Rp. 120.586.055.138
= Rp. 69.413.939.562
Laba Bersih = Laba kotor (1-0,35)
= Rp. 69.413.939.562 0,65
= Rp. 45.119.060.715
XI-10
Nilai penerimaan Cash Floe setalah pajak (C
A
)
C
A
= Laba bersih + Depresiasi
= Rp. 45.119.060.715 + Rp. 9.654.538.950
= Rp. 54.773.599.665
Menghitung penilaian investasi:
1. POT
FCI = Rp. 96.468.844.110
TCI = Rp. 120.586.055.138
C
A
= Rp. 54.773.599.665
POT = tahun 1
Flow Cash
FCI
= tahun 1
599.665 Rp.54.773.
.110 96.468.844 Rp.
= 1,76 tahun
2. ROI
Pajak = 35%
Laba kotor = Rp. 69.413.939.562
Laba bersih = Rp. 45.119.060.715
FCI = Rp. 96.468.844.110
ROI
BT
= % 100
FCI
Kotor Laba
= % 100
.110 96.468.844 Rp.
.562 69.413.939 Rp.
= 71,96 %
XI-11
ROI
AT
= % 100
FCI
bersih Laba
= % 100
.110 96.468.844 Rp.
.715 45.119.060 Rp.
= 46,77%
3. BEP
FPC = Rp. 26.592.386.670
SVC = Rp. 23.111.253.977
VC = Rp. 7.472.641.024
S = Rp.189.999.994.700
BEP = % 100
VC - SVC 0,7 - S
SVC 0,3 FPC
= % 100
024 7.472.641. ) .977 23.111.253 7 , 0 ( 4.700 189.999.99
) .977 23.111.253 3 , 0 ( .670 26.592.386
= 38,53%
Gambar 11.1 Break event point Pra Rencana Pabrik Etanol
XI-12
Titik BEP terjadi pada kapasitas produksi:
= 38,53% 20.000 ton/tahun
= 7766 ton/tahun
Nilai BEP untuk pabrik Etanol berada diantara 30-80%, maka nilai BEP
memadai. Untuk produksi Tahun I kapasitas pabrik 80% dari kapasitas
sesungguhnya, sehingga keuntungannya adalah:
BEP - 100
) kapasitas - (100 - BEP) 100 (
PB
PBi
Dimana:
PBi = Keuntungan pada % kapasitas yang tercapai (dibawah 100%)
PB = Keuntungan pada kapasitas 100%
% Kap = % kapasitas yang tercapai
060.715 Rp.45.119.
PBi
=
) 38,53 100 (
) 80 100 ( ) 38,53 100 (
PBi = Rp. 30.439.034.417
Sehingga Chas Flow setelah pajak untuk Tahun I:
C
A
= Laba bersih Tahun I + Depresiasi
= Rp. 30.439.034.417 + Rp. 9.710.338.950
= Rp. 40.149.373.367
4. Shut Down Point
SDP adalah suatu titik yang merupakan kapasitas minimal pabrik yang masih
boleh beroperasi.
SDP = % 100
VC - SVC - S
SVC 0,3
XI-13
= % 100
024 7.472.641. - .977 23.111.253 - 4.700 189.999.99
.977 23.111.253 3 , 0
= 4,35%
Titik Shut Down Point terjadi pada kapasitas:
= 4,35% 20.000 ton/tahun
= 870 ton/tahun
5. Net Present Value
Metode ini digunakan untuk menghitung selisih dari nilai penerimaan kas
bersih dengan nilai investasi sekarang.
Langkah-langkah menghitung NPV:
a. Menghitung C
A0
(tahun Ke-0) untuk masa konstruksi 2 tahun
C
A-2
= 40% C
A
(1 + i)
2
= 40% Rp. 54.773.599.665 (1 + 0,2)
2
= Rp.31.549.593.407
C
A-1
= 60% C
A
(1 + i)
2
= 60% Rp. 54.773.599.665 (1 + 0,2)
2
= Rp. 47.324.390.111
C
A-O
= (C
A-2
- C
A-1
)
= Rp. 31.549.593.407 - Rp. 47.324.390.111
= Rp. -157.747.96.704
b. Menghitung NPV tiap tahun
NPV = C
A
Fd
Fd =
2
) 1 (
1
i
XI-14
Dimana:
NPV = Net Preaent Value
CA = Cash Flow setalah pajak
Fd = Faktor diskon
i = Tingkat bunga bank
n = Tahun ke-n
Tabel 11.1 Cash flow untuk NPV selama 10 tahun
Tahun Cash Flow/C
A
(Rp) Fd (i = 0,15) NPV
0 -157.747.96.704 1 -15.774.796.704
1 47.324.390.111 0,8696 41.153.289.640,5256
2 31.549.593.407 0,7561 23.854.647.575,0327
3 31.549.593.407 0,6575 20.743.857.665,1025
4 31.549.593.407 0,5718 18.040.057.510,1226
5 31.549.593.407 0,4972 15.686.457.841,9604
6 31.549.593.407 0,4323 13.638.889.229,8461
7 31.549.593.407 0,3759 11.859.492.161,6913
8 31.549.593.407 0,3269 10.284.141.084,7483
9 31.549.593.407 0,2843 8.943.962.405,6101
10 31.549.593.407 0,2472 7.776.811.490,2104
Nilai Sisa 0 0,2472 0
WCI 31.549.593.407 0,2472 7.776.811.490,2104
Total 165.763.018.459
Karena harga NPV positif, maka pabrik layak didirikan.
XI-15
6. Internal Rate Of Return (IRR)
Metode yang digunakan untuk menghitung tingkat bunga pada investasi.
Harga IRR harus lebih tinggi dari tingkat bunga bank sehingga harus dipenuhi
persamaan dibawah ini dengan cara trial.
IRR = i
2
+ ) (
NPV NPV
NPV
1 2
2 1
1
i i
Dimana:
i
1
= Besarnya bunga pinjam tahun ke-1 yang trial 15%
i
2
= Besarnya bunga pinjam tahun ke-2 yang trial 24%
Tabel 11.2Cash flow untuk IRR selama 10 tahun
Tahun
Cash Flow/CA
(Rp)
Fd (i = 0,15) PV
1
FD (0,24) PV
2
0 -157.747.96.704 1 -15.774.796.704 1 -15.774.796.704
1 47.324.390.111 0,8696 41.153.289.640,5256 0,650364 26.764.618.063,7708
2 31.549.593.407 0,7561 23.854.647.575,0327 0,422974 10.089.895.703,4019
3 31.549.593.407 0,6575 20.743.857.665,1025 0,275087 5.706.365.573,5201
4 31.549.593.407 0,5718 18.040.057.510,1226 0,178907 3.227.492.568,9635
5 31.549.593.407 0,4972 15.686.457.841,9604 0,116354 1.825.182.115,7435
6 31.549.593.407 0,4323 13.638.889.229,8461 0,075673 1.032.095.664,6901
7 31.549.593.407 0,3759 11.859.492.161,6913 0,049215 583.664.906,7376
8 31.549.593.407 0,3269 10.284.141.084,7483 0,032008 329.174.787,8406
9 31.549.593.407 0,2843 8.943.962.405,6101 0,020817 186.186.465,3976
10 31.549.593.407 0,2472 7.776.811.490,2104 0,013538 105.282.473,9545
Nilai sisa 0 0,2472 0 0,0135 0
WCI 31.549.593.407 0,2472 7.776.811.490,2104 0,013538 105.282.473,9545
Total NPV
1
= 165.763.018.459 NPV
2
= 34.180.444.094
XI-16
IRR = %) 15 % 24 (
.094 34.180.444 - 8.459 165.763.01
8.459 165.763.01
% 15
= 26.34%
Dengan besarnya IRR = 26.34% maka pabrik layak didirikan, karena IRR > bunga
bank (15%).
XII-1
BAB XII
KESIMPULAN
Pra Rencana Pabrik Etanol dari Ubi Kayu dengan Proses Fermentasi
direncanakan akan didirikan di Mbay, Nagekeo, Flores, NTT dengan kapasitas
20000 ton/tahun.
Dari segi rancang bangun peralatan, secara keseluruhan peralatan baik
jenis maupun ukurannya sangat memungkinkan untuk diperoleh dan diadakan
serta mudah dalam pemeliharaannya.
Berdasarkan perhitungan dan analisa ekonomi maka Pra Rencana Pabrik Etanol
dari Ubi Kayu dengan Proses Fermentasi ini layak untuk didirikan dengan
pertimbangan sebagai berikut:
- ROI sebelum pajak = 71,96 %
- ROI sesudah pajak = 46,77%
- Pay Out Time (POT) = 1 tahun 8 bulan
- Break Event Point (BEP) = 38,53%
- Internal Rate of Return (IRR) = 26.34%
Dari segi manajemen dengan jumlah karyawan yang ada serta bentuk
peusahaan Peseroan Terbatas (PT) dan struktur organisasi garis dan staff, maka
pembagian tugas dan tanggung jawab dari karyawan akan lebih jelas.
Dengan memperhatikan tinjauan dan pembahasan maka dapat disimpulkan
bahwa Pra Rencana Pabrik Etanol dari Ubi Kayu dengan Proses Fermentasi
dapat dilanjutkan pada tahap perancangan.
App A-1
APPENDIKS A
PERHITUNGAN NERACA MASSA
Kapasitas Produksi = 20.000 ton/thn
Produksi Etanol =
300 24
1000 000 . 20
= 2777,7777 kg/jam
Operasi = 300 hari/thn
Basis = 680003,9419 kg/jam
Berat Molekul:
C
12
H
22
O
11
= 342
(C
6
H
10
O
5
)
3
= 486
C
12
H
20
O
10
= 324
C
18
H
28
O
14
= 468
C
6
H
12
O
6
= 180
H
2
O = 18
H
2
N.CN.NH
2
= 58
CaO = 56
App A-2
1. Pencucian Ubi Kayu
H
2
O
Ubi kayu kotor Ubi kayu bersih
Kotoran + H
2
O
Ubi kayu yang dibutuhkan: 680003,9419 kg
Asumsi: Kotoran ubi kayu 10%
Total ubi kayu bersih = Berat ubi kayu x 90%
= 680003,9419 x 90%
= 612003,5477 kg
Kotoran ubi kayu = Berat ubi kayu x 10%
= 680003,9419 x 10%
= 68000,399419 kg
Tabel App.A.1 Neraca massa pencucian ubi kayu
Masuk Kg/jam Keluar Kg/jam
Ubi kayu kotor
H
2
O
680003,9419
680003,9419
Ubi kayu bersih
Kotoran + H
2
O
612003,5477
748004,3465
Total 1360007,884 1360007,884
App A-3
2. Mesin Penggiling Ubi Kayu
H
2
O
Ubi kayu Produk slurry
Asumsi:
Penambahan air 16% ubi kayu (Trubus, 2007)
Komposisi ubi kayu:
Karbohidrat = 34,70%
Protein = 1,20%
Lemak = 0,30%
Air = 62,50%
Ubi kayu yang digunakan 612003,5477 kg
Karbohidrat = 34,70 % x 612003,5477 kg = 212365,2371 kg
Protein = 1,20 % x 612003,5477 kg = 7344,0426 kg
Lemak = 0,30 % x 612003,5477 kg = 1836,0106 kg
Air = 62,50 % x 612003,5477 kg = 382502,2173 kg
Impiuritis = 1,30 % x 612003,5477 kg = 7956,0461 kg
Total Ubi Kayu = 612003,5477 kg
Komposisi Karbohidrat:
Amylosa (C
12
H
20
O
10
) = 27%
Amylopektin (C
18
H
28
O
14
) = 73%
App A-4
Jadi komposisi karbohidrat:
Amylosa (C
12
H
20
O
10
) = 27 % x 212365,2371 kg = 57338,6140 kg
Amylopektin (C
18
H
28
O
14
) = 73 % x 212365,2371 kg = 155026,6231 kg
Penambahan air agar kadar slurry mencapai 16%
Berat kering = 221545,091 kg
H
2
O sisa = kg 091 , 221545
% 84
% 16
= 42199,0649 kg
Tabel App A.2 Neraca massa mesin giling ubi kayu
Masuk Kg/jam Keluar Kg/jam
Ubi kayu:
- Amylosa
- Amylopektin
- Protein
- Lemak
- Air
- Impiuritis
Air yang ditambahkan
57338,6140
155026,6231
7344,0426
1836,0106
382502,2173
7956,0461
42199,0649
Slurry:
- Amylosa
- Amylopektin
- Protein
- Lemak
- Air
- Impiuritis
57338,6140
155026,6231
7344,0426
1836,0106
424701,2822
7956,0461
Total 654202,6186 Total 654202,6186
App A-5
3. Reaktor Liquifikasi
E. -amylase
Slurry Slurry
E. -amylase
Asumsi:
Enzim yang ditambahkan sebesar 0,2143 g setiap berat kering (Prihandana
Rama, dkk. 2007)
Amylase yang terhidrolisis menjadi 17% (Trubus, 2007)
Amylopektin yang terhidrolisis menjadi 17% (Trubus, 2007)
Komposisi Feed Masuk:
Slurry:
- Amylosa = 57338,6140 kg
- Amylopektin = 155026,6231 kg
- Protein = 7344,0426 kg
- Lemak = 1836,0106 kg
- Air = 424701,2822 kg
= 646246,0496 kg
Reaksi I : C
12
H
20
O
10
+ H
2
O C
12
H
22
O
11
Amylosa Maltosa
Amylosa yang bereaksi = 17 , 0
324
57338,6140 kg
= 30,0851 K.mol
Air yang bereaksi = 30,0851 x 18 = 541,5318 kg
Maltosa yang terbentuk = 30,0851 x 342 =10289,1042 kg
T = 90
0
C
App A-6
Amylosa sisa = 57338,6140 x 0,83 = 47591,0496 kg
Reaksi II: C
18
H
28
O
14
+ H
2
O (C
6
H
10
O
5
)
3
Amylopektin Dextrin
Amylopektin yang bereaksi = 17 , 0
468
1 155026,623 kg
= 56,3131 K.mol
Air yang bereaksi = 56,3131 x 18 = 1013,6358 kg
Dextrin yang terbentuk = 56,3131 x 486 = 27368,1666 kg
Amylopektin sisa = 155026,6231 x 0,83 = 128672,0972 kg
Jumlah sisa H
2
O = 424701,2822 kg (H
2
O reaksi I + H
2
O reaksi II)
= 424701,2822 kg (541,5318 kg + 1013,6358 kg)
= 424701,2822 kg 1555,1676 kg
= 423146,1146 kg
Enzim yang ditambahkan 0,2143 g setiap berat kering (Prihandana Rama,
dkk. 2007)
= ing berat ker
1000
2143 , 0
= kg 221545,091
1000
2143 , 0
= 47,4771 kg
App A-7
Tabel App A.3 Neraca massa reaktor liquifikasi
Masuk Kg/jam Keluar Kg/jam
Slurry:
- Amylosa
- Amylopektin
- Protein
- Lemak
- Air
Enzim:
- E.-amylase
57338,6140
155026,6231
7344,0426
1836,0106
424701,2822
= 646246,5725
47,4771
Slurry:
- Amylosa sisa
- Amylopektin sisa
- C
12
H
22
O
11
- (C
6
H
10
O
5
)
3
- Protein
- Lemak
- Air
- E.-amylase
47591,0496
128672,0972
10289,1042
27368,1666
7344,0426
1836,0106
423146,1146
47,4771
Total 646294,0496 Total 646294,0496
4. Reaktor Sakarifikasi Awal
E. Glukoamylase
Slurry Slurry
E.-amylase E. Glukoamylase
App A-8
Asumsi:
Enzim yang ditambahkan 0,1286 g setiap berat kering (Prihandana Rama,
dkk. 2007)
Maltosa yang terhidrolisa menjadi 96% (Prihandana Rama, dkk. 2007)
Dextrin yang terhidrolisis menjadi 98% (Prihandana Rama, dkk. 2007)
Komposisi Feed Masuk:
Slurry:
- C
12
H
22
O
11
= 10289,1042 kg
- (C
6
H
10
O
5
)
3
= 27368,1666 kg
- Protein = 7344,0426 kg
- Lemak = 1836,0106 kg
- Air = 423146,1146 kg
- E.-amylase = 47,4771kg
= 470030,9157 kg
Reaksi I : C
12
H
22
O
11 +
H
2
O 2 (C
6
H
12
O
6
)
Maltosa mula-mula = 1
342
10289,1042 kg
= 30,0851 kmol
Maltosa yang bereaksi = 30,0851 x 0,96 = 28,8817 kg
= 28,8817 x 342 = 9877,5414 kg
Maltosa sisa = Maltosa mula-mula Maltosa yang bereaksi
= 10289,1042 kg 9877,5414 kg
= 411,5628 kg
Air yang bereaksi = Maltosa yang bereaksi x BM H
2
O
= 30,0851 x 18 = 541,5318 kg
App A-9
Glukosa yang terbentuk = Maltosa yang bereaksi x 2
= 30,0851 x 2 = 60,1702 K.mol
= 60,1702 x 180 = 10830,636 kg
Reaksi II: (C
6
H
10
O
5
)
3
+ 3 H
2
O 3 (C
6
H
12
O
6
)
Dextrin Glukosa
Dextrin yang bereaksi = 98 , 0
486
27368,1666 kg
= 55,1868 K.mol
Air yang bereaksi = 55,1868 x 3 = 165,5604 K.mol
= 165,5604 x 18 = 2980,0872 kg
Dextrin sisa = 27368,1666 kg x 0,02 = 547,3633 kg
Glukosa yang terbentuk = 55,1868 x 3 = 165,5604 K.mol
= 165,5604 x 180 = 29800,872 kg
Jumlah sisa H
2
O = H
2
O mula-mula (H
2
O reaksi I + H
2
O reaksi II)
= 423146,1146 kg (541,5318 kg + 2980,0872 kg)
= 423146,1146 kg 3521,619 kg
= 419624,381 kg
Enzim yang ditambahkan 0,1216 g setiap berat kering (Prihandana Rama,
dkk. 2007)
= ing berat ker
1000
1216 , 0
= kg 8011 , 46884
1000
1216 , 0
= 5,7012 kg
App A-10
Tabel App A.4 Neraca massa reaktor sakarifikasi awal
Masuk Kg/jam Keluar Kg/jam
Slurry:
-
C
12
H
22
O
11
- (C
6
H
10
O
5
)
3
- Protein
- Lemak
- Air
- E.-amylase
Enzim:
- E.glukoamylase
10289,1042
27368,1666
7344,0426
1836,0106
423146,1146
47,4771
= 470030,9157
5,7012
Slurry:
- (C
6
H
10
O
5
)
3
sisa
-
C
12
H
22
O
11
- C
6
H
12
O
6
- Protein
- Lemak
- Air
- E.-amylase
- E.glukoamylase
541,5318
411,5628
40631,508
7344,0426
1836,0106
419624,381
47,4771
5,7012
Total 470036,6169 Total 470036,6169
5. Reaktor Sakarifikasi Lanjutan
NPK + Ragi H
2
N.CN.NH
2
CO
2
Slurry Slurry + C
2
H
5
OH
H
2
N.CN.NH
2
NPK + Ragi
App A-11
Asumsi:
Ragi yang dibutuhkan sebanyak 0,14 g/ltr (Prihandana Rama, dkk. 2007)
NPK yang dibutuhkan sebanyak 2 g/ltr (Prihandana Rama, dkk. 2007)
H
2
N.CN.NH
2
yang dibutuhkan sebanyak 9,29 g/ltr (Prihandana Rama, dkk.
2007)
Glukosa dikonversi 18% (Trubus, 2007)
Untuk penambahan ragi, NPK dan urea, maka:
Penambahan Ragi
= 14 , 0
1000
1213 , 50412 kg
= 7,0577 kg
Penambahan NPK
= 2
1000
1213 , 50412 kg
= 100,8242 kg
Penambahan Urea
= 29 , 9
1000
1213 , 50412 kg
= 468,3286 kg
App A-12
Komposisi Feed Masuk:
Slurry:
- C
12
H
22
O
11
= 411,5628 kg
- C
6
H
12
O
6
= 40631,508 kg
- Protein = 7344,0426 kg
- Lemak = 1836,0106 kg
- Air = 419624,381 kg
- E.-amylase = 47,4771 kg
- E.glukoamylase = 5,7012 kg
= 469900,7979 kg
Reaksi yang terjadi:
Yeast saccharomyces cereviseae
C
6
H
12
O
6
2 C
2
H
5
OH + 2 CO
2
Glukosa Etanol
Glukosa mula-mula = 18 , 0
180
40631,508 kg
= 40,6315 K.mol
Etanol yang terbentuk = 40,6315 x 46 = 1869,049 K.mol
= 1869,049 x 2 = 3738,098 kg
CO
2
yang terbentuk = 40,6315 x 44 = 1787,786 kg
= 1787,786 x 2 = 3575,572 kg
Glukosa sisa = 40631,508 x 0,82 = 33317,8366 kg
App A-13
Tabel App A.5 Neraca massa sakarifikasi lanjutan
Masuk Kg/jam Keluar Kg/jam
Slurry:
-
C
12
H
22
O
11
- C
6
H
12
O
6
- Protein
- Lemak
- Air
- E.-amylase
- E.glukoamylase
Nutrient:
- H
2
N.CN.NH
2
- NPK
- Ragi
411,5628
40631,508
7344,0426
1836,0106
419624,381
47,4771
5,7012
= 469900,7979
468,3286
100,8242
7,0577
= 576,2105
Slurry:
-
C
12
H
22
O
11
- C
2
H
5
OH
- C
6
H
12
O
6
- Protein
- Lemak
- Air
- E.-amylase
- E.glukoamylase
- H
2
N.CN.NH
2
- NPK
- Ragi
Gas:
CO
2
411,5628
3738,098
33317,8366
7344,0426
1836,0106
419624,381
47,4771
5,7012
468,3286
100,8242
7,0577
= 466901,435
3575,572
Total 470477,0084 Total 470477,0084
Kehilangan pada reaktor sakarifikasi lanjutan: CO
2
= 3575,572 kg
App A-14
6. Pemisahan Serat
Feed Cairan
Cake
Asumsi: Liquid terikut solid sebesar 60%
Liquid:
C
12
O
22
H
11
= 411,5628 kg
C
6
H
12
O
6
= 33317,8366 kg
C
2
H
5
OH = 3738,098 kg
Air = 419624,381 kg
= 457091,8784 kg
Solid:
H
2
N.CN.NH
2
= 468,3286 kg
E.-amylase = 47,4771kg
E.glukoamylase = 5,7012 kg
NPK = 100,8242 kg
Ragi = 7,0577 kg
Protein = 7344,0426 kg
Lemak = 1836,0106 kg
= 9809,442 kg
RVF
App A-15
Liquid terikut solid 60%:
C
6
H
12
O
6
= 33317,8366 kg x 60 % = 19990,7019 kg
C
12
O
22
H
11
= 411,5628 kg x 60 % = 246,9377 kg
Air = 419624,381 kg x 60 % = 251774,6286 kg
= 271012.2682 kg
Liquid yang ikut terpisah:
C
6
H
12
O
6
= 33317,8366 kg - 19990,7019 = 13327,1347 kg
C
12
O
22
H
11
= 411,5628 kg - 246,9377 = 164,6251 kg
Air = 419624,381 kg 251774,6286 = 167849,7524 kg
= 181341,5122 kg
Tabel App A.6 Neraca massa pemisahan serat
Masuk Kg/jam Keluar Kg/jam
Slurry:
-
C
12
H
22
O
11
- C
2
H
5
OH
- C
6
H
12
O
6
- Protein
- Lemak
- Air
- E.-amylase
- E.glukoamylase
- H
2
N.CN.NH
2
- NPK
411,5628
3738,098
33317,8366
7344,0426
1836,0106
419624,381
47,4771
5,7012
468,3286
100,8242
Cake:
- E.-amylase
- E.glukoamylas
H
2
N.CN.NH
2
- Protein
- Lemak
-
C
12
H
22
O
11
- C
6
H
12
O
6
- Air
- NPK
- Ragi
47,4771
5,7012
468,3286
7344,0426
1836,0106
246,9377
19990,7019
251774,6286
100,8242
7,0577
App A-16
- Ragi 7,0577
Bahan terpisah:
- C
2
H
5
OH
- Air
-
C
12
H
22
O
11
- C
6
H
12
O
6
= 281839,7108
3738,098
167849,7524
164,6251
13327,1347
= 185079,6102
Total 466901,3204 Total 466901,3204
7. Decanter
C
6
H
12
O
6
C
2
H
5
OH
C
2
H
5
OH Air
Air C
12
H
22
O
11
C
12
H
22
O
11
Cake
C
6
H
12
O
6
Feed masuk:
C
2
H
5
OH = 3738,098 kg
Air = 167849,7524 kg
C
12
H
22
O
11
= 164,6251 kg
C
6
H
12
O
6
=13327,1347 kg
= 185079,6102 kg
App A-17
Air yang dipisahkan = 88% dari air yang masuk
= 88% x 167849,7524 kg
= 147707,7821 kg
C
6
H
12
O
6
yang dipisahkan = 80% dari glukosa yang masuk
= 80% x 13327,1347 kg
= 10661,7078 kg
C
12
H
22
O
11
yang dipisahkan = 80% dari maltosa yang masuk
= 80% x 164,6251 kg
= 131,7001 kg
Bahan yang masuk destilasi:
Air = 167849,7524 kg - 147707,7821 kg = 20141,9703 kg
C
12
H
22
O
11
= 164,6251 kg - 131,7001 kg = 32,925 kg
C
6
H
12
O
6
=13327,1347 kg -10661,7078 kg = 2665,4269 kg
Tabel App A.7 Neraca massa decanter
Masuk Kg/jam Keluar Kg/jam
C
2
H
5
OH
Air
C
12
H
22
O
11
C
6
H
12
O
6
3738,098
167849,7524
164,6251
13327,1347
Ke distilasi:
- C
2
H
5
OH
- Air
-
C
12
H
22
O
11
- C
6
H
12
O
6
Cake:
3738,098
20141,9703
32,925
2665,4269
= 26578,4202
App A-18
- Air
-
C
12
H
22
O
11
- C
6
H
12
O
6
147707,7821
131,7001
10661,7078
= 158501,19
Total 185079,6102 Total 185079,6102
8. Distilasi
C
2
H
5
OH, Air
C
6
H
12
O
6
C
2
H
5
OH
Air
C
12
H
22
O
11
C
2
H
5
OH, Air, C
12
H
22
O
11,
C
6
H
12
O
6
Asumsi:
Distilat: 95% etanol dan 5% air
Tabel App A.8 Komposisi feed masuk
Masuk Kg Mol Fraski Mol
C
2
H
5
OH
Air
C
12
H
22
O
11
C
6
H
12
O
6
3738,098
20141,9703
32,925
2665,4269
81,263
1118,9984
0,0963
14,8079
0,0669
0,92861
0,00008
0,01219
Total 26578,4202 1215,1656 1
App A-19
X
F
= 0,0669
X
D
=
) 18 / 05 , 0 ( ) 46 / 95 , 0 (
46 / 95 , 0
= 0,8834
X
B
=
) 342 05 , 0 ( ) 180 15 , 0 ( ) 18 / 45 , 0 ( ) 46 / 35 , 0 (
46 / 35 , 0
= 0,2263
F = D + B
1215,1656 + B
F x X
F
= D x X
D
+ B x X
B
(1215,1656 x 0,0669) = (1215,1656 x B)( 0,8834) + (B x 0,2263)
81,2946 = 1073,4773 0,8834 B + 0,2263B
0,7765 B = 995,4674
B = 1281,9928
D = B F
= 1281,9928 - 1215,1656 = 66,8272 kgmol
Komposisi distilat
C
2
H
5
OH = X
D
x D
= 0,8834 x 66,8272
= 2715,6153 kg
Air = 8272 , 66
) 18 / 05 , 0 ( ) 46 / 95 , 0 (
) 18 / 05 , 0 (
= 142,6104 kg
C
12
H
22
O
11
=
) 342 05 , 0 ( ) 180 15 , 0 ( ) 18 / 45 , 0 ( ) 46 / 35 , 0 (
342 / 05 , 0
x 66,8272
= 0,2909 kg
App A-20
C
6
H
12
O
6
=
) 342 05 , 0 ( ) 180 15 , 0 ( ) 18 / 45 , 0 ( ) 46 / 35 , 0 (
180 / 15 , 0
x 66,8272
= 1,6580 kg
Komposisi Bottom
Sisa C
2
H
5
OH = 3738,098 2715,6153 = 1022,4827 kg
Sisa Air = 20141,9703 142,6104 = 19999,3599 kg
C
12
H
22
O
11
= 32,925 - 0,2909 = 32,6341 kg
C
6
H
12
O
6
= 2665,4269 - 1,6580 = 2663,7689 kg
Tabel App A.9 Neraca massa destilasi
Masuk Kg/jam Keluar Kg/jam
C
2
H
5
OH
Air
C
12
H
22
O
11
C
6
H
12
O
6
3738,098
20141,9703
32,925
2665,4269
Distilat::
- C
2
H
5
OH
- Air
Bottom:
- C
2
H
5
OH
- H
2
O
- C
12
H
22
O
11
- C
6
H
12
O
6
2715,6153
142,6104
= 2858,2257
1022,4827
19999,3599
32,6341
2663,7689
= 23718,2456
Total 26578,4202 Total 26578,4202
App A-21
Menghitung Bubble Point and Dew point
Rumus Untuk Menghitung Bubble Point:
Perhitungan buble point untuk feed dengan menggunakan sistem multi
komponen yang diketahui feed terdiri dari dua komponen. Perhitungan
dilakukan dengan cara mencari masing-masing komponen feed. Perhitungan
dilakukan dengan mengasumsikan harga Pi
sat
pertama 760 mmHg. Dengan
tryal dan ereor dari nilai Ti
sat
yang tepat untuk mencari Pi
sat
baru dengan
menggunakan persamaan antoine:
ln P =
C T
B
A ..............................................................(1)
Dimana:
A,B,C = konstanta antoine untuk masing-masing komponen.
Nilai Pi
sat
yang didapat, digunakan untuk mencari harga P dengan persamaan
(Matthew Van Winkle ):
asumsi Pi
baru Pi
P
sat
sat
........................................................... (2)
2 1
P P Pi ................................................................ (3)
2 2 1 1
P X P X Pt ........................................................ (4)
2 2 1 1
P X P X
XiPi
Yi ....................................................... (5)
0 , 1
Pi
YiPt
yi . (6)
App A-22
Rumus Untuk Menghitung Dew Point:
Perhitungan dew point untuk feed dengan menggunakan sistem multi
komponen yang diketahui feed yang terdiri dari dua komponen yang sama
pada perhitungan buble point,hanya simbol untuk masing-masing fraksi
komponen adalah Xi:
0 , 1 XiPi xi .......................................................(7)
Perhitungan Bubble Point:
Asumsi P = 1520 mmHg
Temperatur = 99,91
0
C
Tabel App A.10 Komposisi feed masuk
Masuk Kg Mol Fraski Mol
C
2
H
5
OH
Air
C
12
H
22
O
11
C
6
H
12
O
6
3738,098
20141,9703
32,925
2665,4269
81,263
1118,9984
0,0963
14,8079
0,0669
0,92861
0,00008
0,01219
Total 26578,4202 1215,1656 1
App A-23
Tabel App A.11 Asumsi P = 1520 mmHg , temperatur 99,86
0
C
Komponen Xi Pi sat
P(Pi baru/
Pi asumsi)
3 3 1 1
... P X P X
XiPi
Yi
Xi .Yi Pi . Xi
Etanol
Air
C
12
H
22
O
11
C
6
H
12
O
6
0,0669
0,92861
0,00008
0,01219
3421,508416
1560,174027
29,81086427
464,5039867
2,250992379
1,026430281
0,0196124107
0,3055947281
0,076579607
0,8970851305
3,343204432
0,0263255099
0,002619
0,788179
0,1864043
0,0227978
117,0155878
1370,7689
0,0149054321
40,22604525
Total 1 1 1520,000
Asumsi P = 1520 mmHg
Temperatur = 99,86
0
C
Tabel App A.12 Komposisi distilat
Komponen Kg Mol Fraksi Mol
Etanol
Air
2715,6153
142,6104
59,0351
7,9228
0,8817
0,1183
Total 2858,2257 66,9579 1
Tabel App A.13 Asumsi P = 1520 mmHg , temperatur 50
0
C
Komponen Xi Pi sat
P(Pi baru/
Pi asumsi)
3 3 1 1
... P X P X
XiPi
Yi
Xi .Yi Pi . Xi
Etanol
Air
0,8817
0,1183
1625,58508
725,357916
1,06946386
0,47720916
0,9464150008
0,0535849996
0,839849
0,0160151
1442,544201
81,67530132
Total 1 1 1520,000
App A-24
Asumsi P = 1520 mmHg
Temperatur = 50
0
C
Tabel App A.14 Komposisi bottom
Masuk Kg Mol Fraksi Mol
Etanol
Air
C
12
H
22
O
11
C
6
H
12
O
6
1022,4827
19999,3599
32,6341
2663,7689
22,2279
1111,0756
0,09542
14,7987
0,0194
0,9677
0,00008
0,0129
Total 23718,2456 1148,19762 1
Tabel App A.15 Asumsi P = 1520 mmHg , temperatur 98,785
0
C
Komponen Xi Pi sat
P(Pi baru/
Pi asumsi)
3 3 1 1
... P X P X
XiPi
Yi
Xi .Yi Pi . Xi
Etanol
Air
C
12
H
22
O
11
C
6
H
12
O
6
0,0194
0,9677
0,00008
0,0129
3474,06779
1585,61117
471,255272
484,584424
2,285570914
1,043165245
0,310036363
0,318805542
0,024173362
0,9520690071
0,0001546747
0,0236029565
0,00025
0,99799854
0,00000007
0,00175139
36,82511857
1450,358454
0,235627636
35,95616427
Total 1 1 1520,000
Perhitungan dew Point:
Asumsi P = 1520 mmHg
Temperatur = 98,785
0
C
App A-25
Tabel App A.16 Komposisi feed masuk
Masuk Kg Mol Fraksi Mol
Etanol
Air
C
12
H
22
O
11
C
6
H
12
O
6
3738,098
20141,9703
32,925
2665,4269
81,263
1118,9984
0,0963
14,8079
0,0669
0,92861
0,00008
0,01219
Total 26578,4202 1215,1656 1
Tabel App A.17 Asumsi P = 1520 mmHg , temperatur 89,52
0
C
Komponen Xi Pi sat
P(Pi baru/
Pi asumsi)
3 3 1 1
... P X P X
XiPi
Yi
Xi .Yi Pi . Xi
Etanol
Air
C
12
H
22
O
11
C
6
H
12
O
6
0,0669
0,92861
0,00008
0,01219
3411,074693
1556,255991
29,70241928
460,7580878
2,244128088
1,023852626
0,0195410653
0,3031303209
0,007655674
0,8972537223
3,264814978
0,0261168337
0,0002618
0,7883271
0,2097494
0,0022617
116,6587545
1367,326514
0,0148512096
39,9016504
Total 1 1 1520,000
Asumsi P = 1520 mmHg
Temperatur = 89,52
0
C
Tabel App A.18 Komposisi distilat
Komponen Kg Mol Fraksi Mol
Etanol
Air
2715,6153
142,6104
59,0351
7,9228
0,8817
0,1183
Total 2858,2257 66,9579 1
App A-26
Tabel App A.19 Asumsi P = 1520 mmHg , temperatur 99,145
0
C
Komponen Xi Pi sat
P(Pi baru/
Pi asumsi)
3 3 1 1
... P X P X
XiPi
Yi
Xi .Yi Pi . Xi
Etanol
Air
0,8817
0,1183
1626,719908
725,879926
1,070210466
0,477552583
0,9464139066
0,053586092
0,8398477
0,1601523
1443,551246
81,73407969
Total 1 1 1520,000
Asumsi P = 1520 mmHg
Temperatur = 99,145
0
C
Tabel App A.20 Komposisi bottom
Komponen Kg Mol Fraksi Mol
Etanol
Air
C
12
H
22
O
11
C
6
H
12
O
6
1022,4827
19999,3599
32,6341
2663,7689
22,2279
1111,0756
0,09542
14,7987
0,0194
0,9677
0,00008
0,0129
Total 23718,2456 1148,19762 1
App A-27
Tabel App A.21 Asumsi P = 1520 mmHg , temperatur 99,145
0
C
Komponen Xi Pi sat
P(Pi baru/
Pi asumsi)
3 3 1 1
... P X P X
XiPi
Yi
Xi .Yi Pi . Xi
Etanol
Air
C
12
H
22
O
11
C
6
H
12
O
6
0,0194
0,9677
0,00008
0,0129
3474,06779
1585,61117
471,255272
484,584424
2,285570914
1,043165245
0,310036363
0,318805542
0,024173362
0,9520690071
0,0001546747
0,0236029565
0,00025
0,99799854
0,00000007
0,00175139
36,82511857
1450,358454
0,235627636
35,95616427
Total 1 1 1520,000
9. Dehidrasi
CaO
C
C
2
H
5
OH A
Air B
Produk
Asumsi:
Diharapkan produk bawah 99,5% etanol
Komposisi Feed Masuk:
C
2
H
5
OH = 2715,6153 kg
Air = 142,6104 kg
= 2858,2257 kg
App A-28
Reaksi yang terjadi:
CaO + H
2
O Ca(OH)
2
H
2
O semua = 05 , 0
18
142,6104 kg
= 4,486 K.mol
= 4,486 x 18 = 80,748 kg
CaO yang bereaksi = 7,9228 x 56 = 443,6768 kg
Ca(OH)
2
yang terbentuk = 7,9228 x 74 = 586,2872 kg
Jumlah sisa H
2
O = H
2
O mula-mula H
2
O reaksi
= 142,6104 kg 80,748 kg
= 62,1624 kg
Neraca massa total:
A = B + C
A = C
2
H
5
OH + Ca(OH)
2
= 2715,6153 kg + 586,2872 kg
= 3301,9025 kg
Neraca massa C
2
H
5
OH:
A . X. C
2
H
5
OH = B . X C
2
H
5
OH + C . X C
2
H
5
OH
3301,9025 kg x 0,995 = B x 1+ C x 0
B = 3301,9025 x 0,995
= 3285,3928 kg
A = B + C
C = A B
= 3301,9025 kg 3285,3928 kg
= 16,5097 kg
App A-29
Tabel App A.22 Neraca massa dehidrasi
Masuk Kg/jam Keluar Kg/jam
C
2
H
5
OH
Air
CaO
2715,6153
142,6104
443,6768
Produk:
C
2
H
5
OH
Air
Air
Ca(OH)
2
CaO ekses
2715,6153
62,1624
= 2777,7777
80,748
16,5097
427,1671
= 524,4248
Total 3301,9025 Total 3301,9025
App B-1
APPENDIKS B
PERHITUNGAN NERACA PANAS
Kapasitas Produksi = 20.000 ton/thn
Produksi Etanol =
300 24
1000 000 . 20
= 2777,7777 kg/jam
Satuan = Kcal
Suhu refrensi = 25
0
C 298,15 K.
Data Cp air pada suhu 30
0
C diambil pada Geankoplis fig.A.3-5 hlm 879.
Data Cp komponen diambil dari Perry edisi VI tabel 3-181 dan Hougen 1954
C
12
H
22
O
11
= 0,572 kal/kg
0
C
(C
6
H
10
O
5
)
3
= 0,417 kal/kg
0
C
C
12
H
20
O
10
= 0,317 kal/kg
0
C
C
18
H
28
O
14
= 0,348 kal/kg
0
C
C
6
H
12
O
6
= 0,277 kal/kg
0
C
CaO = 45,255 kal/kg
0
C
H
2
O = 1 kal/kg
0
C
Protein = 0,528 kal/kg
0
C
Lemak = 0,498 kal/kg
0
C
App B-2
1. Tangki Liquifikasi
-Amylase (30
0
C) T= 90
0
C
1= 30
0
C 2= 90
0
C
Reaksi yang terjadi adalah:
f produk f ), ( (reaktan) dari buku Hougen 1954, hlm 307
Reaksi I : C
12
H
20
O
10
+ H
2
O C
12
H
22
O
11
Amylosa Maltosa
R = f produk f ) ( (reaktan)
= )) 085 , 30 3174 , 68 ( ) 6568 , 167 1 , 1350 (( ) 0851 , 30 9 , 1348 (
= 183716,3185 kal/mol
Reaksi II : C
18
H
28
O
14
+ H
2
O (C
6
H
10
O
5
)
3
Amylopektin Dextrin
R = f produk f ) ( (reaktan)
= ) 3131 , 56 3174 , 68 ( ) 2535 , 331 2697 ( 3131 , 56 4108
= 658209,3101 kal/mol
Total R
v
= R1 + R2
= 183716,3185 + 658209,3101
= 841925,6286 kal/mol
T= 90
0
C
App B-3
Neraca Panas Total = 1 + R + Qs = 2 + Qloss
Dimana: 1 = Panas yang terkandung dalam bahan masuk
2 = Panas yang terkandung dalam bahan keluar
R = Panas reaksi
Qloss = Panas yang hilang
Suhu enzim -Amylase masuk 30
0
C
Perhitungan entalpi tiap komponen masuk berdasarkan persamaan:
= m x Cp x
Tabel App B.1 Panas bahan yang masuk 30
0
C
Komponen Kg Cp(Kcal/kg
0
C)
(
0
C) (Kcal)
Slurry:
- Amylosa
- Amylopektin
- Protein
- Lemak
- Air
57338,6140
155026,6231
7344,0426
1836,0106
424701,2822
0, 317
0,348
0,528
0,498
1
5
5
5
5
5
90881,7032
269746,3242
19388,2725
4571,6664
2123506,411
Total 646246,0496 2503980,377
Tabel App B.2 Panas bahan masuk 30
0
C
Komponen Kg Cp(Kcal/kg
0
C) (
0
C) (Kcal)
E.-amylase 47,4771 0,28 5 66,4679
Total 47,4771 66,4679
App B-4
Tabel App B.3 Komposisi bahan yang keluar dari tangki liquifikasi
Komponen Kg Cp(Kcal/kg
0
C) % Berat
Slurry:
-
C
12
H
22
O
11
- (C
6
H
10
O
5
)
3
- Protein
- Lemak
- Air
- E.-amylase
10289,1042
27368,1666
7344,0426
1836,0106
423146,1146
47,4771
0, 317
0,348
0,528
0,498
1
0,28
0,0219
0,0582
0,0156
0,0039
0,9003
0,0001
Total 470030,9157 1
Cp Campuran = (0,0219 x 0,317) + (0,0582 x 0,348) + (0,0156 x 0,528) + (0,0039
x 0,498) + (0,9003 x 1) + (0,0001 x 0,28)
= 0,9377 (Kcal/kg
0
C)
Menghitung R Pada 90
0
C
R = R
v
+ (m .Cp . )
= 841925,6286 + (470030,9157 x 0,9377 x 65)
= 27286805,01 kcal
App B-5
Tabel App B.4 Panas bahan yang keluar 90
0
C
Komponen Kg Cp(Kcal/kg
0
C) (
0
C) (Kcal)
Slurry:
- Amylosa
- Amylopektin
- Protein
- Lemak
- Air
- E.-amylase
10289,1042
27368,1666
7344,0426
1836,0106
423146,1146
47,4771
0, 317
0,348
0,528
0,498
1
0,28
65
65
65
65
65
65
212006,992
619067,9285
252047,542
59431,6631
27504497,45
864,0832
Total 470030,9157 28647915,66
Menghitung Panas Yang Dibawah Oleh Steam
Dipakai steam jenuh 120
0
C
steam =
kcal kj
kg kj
/ 1840 , 4
/ 2706
= 646,749522 kcal/kg
Qs = m .
= 646,749522 kcal/kg x m
Menghitung Kebutuhan Steam
1 + Qs = 2
2503980,377 + (646,749522 x m) = 28647915,66
646,749522 m = 26143935,28
m =
749522 , 646
28 , 26143935
App B-6
= 40423,5866 kg/jam
Maka: Qs = m .
= 40423,5866 kg/jam x 646,749522
= 26143935,28 kcal
Menghitung Panas Yang Hilang (Qloss)
Qloss = 5 % x Qs
= 0,05 x 26143935,28
= 1307196,764 kcal
2 = 1 + R + Qs - Qloss
= 2503980,377 + 27286805,01 + 26143935,28 1307196,764
= 54627523,9 kcal
Tabel App B.5 Neraca panas liquifikasi
Entalpi Masuk (kcal) Entalpi Keluar (kcal)
1 = 2503980,377
R = 27286805,01
Qs = 26143935,28
2 = 54627523,9
Qloss = 1307196,764
Total = 55934720,67 Total = 55934720,67
2. Tangki Sakarifikasi Awal
Glukoamylase
1 90
0
C 2 60
0
C T= 60
0
C
App B-7
Neraca Panas Total = 1 + 2 + R = 3 + 4
Dimana:
1 = Panas yang terkandung dalam bahan masuk (90
0
C)
2 = Panas yang dibawah air pendingin (30
0
C)
3 = Panas bahan yang keluar (60
0
C)
4 = Panas yang diserap air pendingin (60
0
C)
R = Panas reaksi
Menghitung Panas Dalam Bahan Masuk ( 1)
Tabel App B.6 Entalpi media masuk (90
0
C)
Komponen Kg Cp(Kcal/kg
0
C) (
0
C) (Kcal)
Slurry:
-
C
12
H
22
O
11
- (C
6
H
10
O
5
)
3
- Protein
- Lemak
- Air
- E.-amylase
10289,1042
27368,1666
7344,0426
1836,0106
423146,1146
47,4771
0, 317
0,348
0,528
0,498
1
0,28
65
65
65
65
65
65
212006,992
619067,9285
252047,542
59431,6631
27504497,45
864,0832
Total 470030,9157 28647915,66
Tabel App B.7 Entalpi panas bahan masuk (90
0
C)
Komponen Kg Cp(Kcal/kg
0
C (
0
C) (Kcal)
E.Glukoamylase 5,7012 0,286 65 105,9851
App B-8
Total 5,7012 105,9851
Menghitung Panas Reaksi ( R)
Reaksi yang terjadi adalah:
Reaksi I : C
12
H
22
O
11 +
H
2
O 2 (C
6
H
12
O
6
)
Maltosa Glukosa
f produk f ), ( (reaktan) dari buku Hougen 1954, hlm 307
R = f produk f ) ( (reaktan)
= ) 0851 , 30 3174 , 68 ( ) 8817 . 28 9 , 1348 ( 1702 , 60 673
= - 3591,3553 kal/mol
Reaksi II : (C
6
H
10
O
5
)
3
+ 3 H
2
O 3 (C
6
H
12
O
6
)
Dextrin Glukosa
R = f produk f ) ( (reaktan)
= ) 5604 , 165 3174 , 68 ( ) 3131 , 56 4108 ( 5604 , 165 673
= - 118624,2421 kal/mol
Total R
v
= R1 + R2
= (-3591,3553) + (-118624,2421)
= - 122215,5974 kal/mol
App B-9
Tabel App B.8 Komponen bahan yang keluar dari tangki sakarifikasi awal
Komponen Kg Cp(Kcal/kg
0
C % Berat
Slurry:
-
C
12
H
22
O
11
- C
6
H
12
O
6
- Protein
- Lemak
- Air
- E.-amylase
- E.glukoamylase
411,5628
40631,508
7344,0426
1836,0106
419624,381
47,4771
5,7012
0,572
0,277
0,518
0,498
1
0,28
0,286
0,0009
0,0865
0,0156
0,0039
0,8930
0,0001
0,00001
Total 469900,7979 1
Cp Campuran = (0,0009 x 0,572) + (0,0865 x 0,277) + (0,0156 x 0,518) +
(0,0039 x 0,498) + (0,8930 x 1) + (0,0001 x 0,28) + (0,00001x
0,286)
= 0,9275 Kcal/kg
0
C
Menghitung R Pada 60
0
C
R = R
v
+ (m .Cp . )
= - 122215,5974 + (469900,7979 x 0,9275 x 35)
= 15131939,05 kcal
App B-10
Tabel App B.9 Entalpi bahan keluar dari tangki sakarifikasi awal (60
0
C)
Komponen Kg Cp(Kcal/kg
0
C (
0
C) (Kcal)
Slurry:
-
C
12
H
22
O
11
- C
6
H
12
O
6
- Protein
- Lemak
- Air
- E.-amylase
- E.glukoamylase
411,5628
40631,508
7344,0426
1836,0106
419624,381
47,4771
5,7012
0,572
0,277
0,518
0,498
1
0,28
0,286
35
35
35
35
35
35
35
8239,4873
393922,4701
133147,4923
32001,6648
14686853,34
465,2756
57,0690
Total 469900,7979 15254686,8
Menghitung Panas Yang Dibawah Oleh Air Pendingin ( 2)
2 = m x Cp x
= m x 1 Kcal/kg
0
C x (30 - 25)
0
C
= 5 m
Menghitung Panas Yang Diserap Oleh Air Pendingin ( 4)
4 = m x Cp x
= m x 1 Kcal/kg
0
C x (60 - 25)
0
C
= 35 m
App B-11
Menghitung Kebutuhan Air Pendingin
1 + 2 + R = 3 + 4
28647915,66 + 5 m + 15131939,05 = 15254686,8 + 35 m
30 m = 28525167,91
m =
30
1 28525167,9
m = 950838,9303 kg/jam
Maka 2 = 5 m = 5 x 950838,9303 = 4754194,652 kcal
4 = 35 m = 35 x 950838,9303 = 33279362,56 kcal
Tabel App B.10 Neraca panas tangki sakarifikasi awal
Entalpi Masuk (kcal) Entalpi Keluar (kcal)
1 = 28647915,66
2 = 4754194,652
R = 15131939,05
3 = 15254686,8
4 = 33279362,56
Total = 48534049,36 Total = 48534049,36
3. Tangki Sakarifikasi Lanjut
1 60
0
C 2 32
0
C
T = 32
0
C
App B-12
Neraca Panas Total = 1 + R = 2
Dimana:
1 = Panas yang terkandung dalam bahan masuk (60
0
C)
2 = Panas bahan yang keluar (32
0
C)
R = Panas reaksi
Tabel App B.11 Menghitung panas dalam bahan masuk pada suhu 60
0
C ( 1)
Komponen Kg Cp(Kcal/kg
0
C (
0
C) (Kcal)
Slurry:
-
C
12
H
22
O
11
- C
6
H
12
O
6
- Protein
- Lemak
- Air
- E.-amylase
- E.glukoamylase
411,5628
40631,508
7344,0426
1836,0106
419624,381
47,4771
5,7012
0,572
0,277
0,518
0,498
1
0,28
0,286
35
35
35
35
35
35
35
8239,4873
393922,4701
133147,4923
32001,6648
14686853,34
465,2756
57,0690
Total 469900,7979 15254686,8
Menghitung Cp dari:
(CH
4
N
2
O):
Cp = (1 x 1,8) + (4 x 2,3) + (2 x 6,2) + (1 x 4,0)
= 1,8 + 9,2 + 12,4 + 4,0
App B-13
= 27,4
NPK:
N Urea = 27,4
P (H
3
PO
4
) = (3 x 2,3) + (1 x 5,4) + (4 x 4,0)
= 6,9 + 5,4 + 16
= 28,3
K (KCI) = (1 x 6,2) + (1 x 6,2)
= 12,4
Cp urea = fraksi massa x Cp komponen
= 4 , 27
100
1218 , 17
= 4,6914
Cp NPK = Fraksi massa x Cp komponen
= 1 , 68
100
6861 , 3
= 2,5102
Cp ragi = 2 , 6
100
5318 , 13
= 0,8389
App B-14
Tabel App B.12 Entalpi panas bahan masuk pada suhu 60
0
C
Komponen Kg Cp (Kcal/kg
0
C) T (
0
C) (Kcal)
Nutrient:
- NPK
- Urea
- Ragi
468,3286
100,8242
7,0577
2,5102
4,6914
0,8389
35
35
35
41145,9458
2960,3497
1158,8673
Total 576,2105 45265,1628
Reaksi yang terjadi:
Yeast saccharomyces cereviseae
C
6
H
12
O
6
2 C
2
H
5
OH + 2 CO
2
Glukosa Etanol
f produk f ), ( (reaktan) dari buku Hougen 1954, hlm 307
v
R = f produk f ) ( (reaktan)
= 7306 , 225 673 ) 6361 , 67 ( ) 263 , 81 70 , 326 (
= 125435,7078 kal/mol
Tabel App B.13 Komponen bahan yang keluar dari tangki sakarifikasi lanjut
Komponen Kg Cp (Kcal/kg
0
C) % Berat
Slurry:
-
C
12
H
22
O
11
- C
2
H
5
OH
411,5628
3738,098
0,572
0,88
0,0009
0,008
App B-15
- C
6
H
12
O
6
- Protein
- Lemak
- Air
- E.-amylase
- E.glukoamylase
- H
2
N.CN.NH
2
- NPK
- Ragi
33317,8366
7344,0426
1836,0106
419624,381
47,4771
5,7012
468,3286
100,8242
7,0577
0,277
0,518
0,498
1
0,28
0,286
2,5102
4,6914
0,8389
0,0714
0,0157
0,0039
0,8987
0,0001
0,00001
0,001
0,0002
0,00001
Total 466901,435 1
Cp campuran = (0,0009 x 0,572) + (0,008 x 0,88) + (0,277 x 0,0714) +
(0,0157 x 0,518) + (0,0039 x 0,498) + (0,8987 x 1) + (0,0001
x 0,28) + (0,00001 x 0,286) + (0,001 x 2,5102) + (0,0002 x
4,6984) + (0,00001 x 0,8389)
= 0,9396 Kcal/kg
0
C
R = R
v
+ (m .Cp . )
= 125435,7078 + (466901,435 x 0,9396 x 35)
= 15479956,3 kcal
Tabel App B.14 Menghitung panas dalam bahan keluar pada suhu 32
0
C ( 2)
Komponen Kg Cp(Kcal/kg
0
C (
0
C) (Kcal)
Slurry:
-
C
12
H
22
O
11
411,5628
0,572
7
1647,8975
App B-16
- C
2
H
5
OH
- C
6
H
12
O
6
- Protein
- Lemak
- Air
- E.-amylase
- E.glukoamylase
- H
2
N.CN.NH
2
- NPK
- Ragi
3738,098
33317,8366
7344,0426
1836,0106
419624,381
47,4771
5,7012
468,3286
100,8242
7,0577
0,88
0,277
0,518
0,498
1
0,28
0,286
2,5102
4,6914
0,8389
7
7
7
7
7
7
7
7
7
7
23026,6837
64603,2852
26629,4985
6400,3329
2937370,667
93,0551
11,4138
8229,1892
3311,0466
41,4449
Total 466901,435 3071364,514
Tabel App B.15 Neraca Panas Sakarifikasi Lanjut
Entalpi Masuk (kcal) Entalpi Keluar (kcal)
1 = 15254686,8
R = 15479956,3
2 = 3071364,514
Total = 3071364,514 Total = 3071364,514
4. Pemisahan Serat (RVF)
Air Pencucian
1 32
0
C 2 30
0
C
T = 30
0
C
App B-17
Air
Neraca Panas Total = 1 = 2+ 3
Dimana:
1 = Panas yang terkandung dalam bahan masuk (32
0
C)
2 = Panas bahan yang keluar (30
0
C)
3 = Panas yang diserap oleh air
Tabel App B.16 Komponen bahan yang masuk pada suhu 32
0
C
Komponen Kg Cp (Kcal/kg
0
C) T (
0
C) (Kcal)
Slurry:
-
C
12
H
22
O
11
- C
2
H
5
OH
- C
6
H
12
O
6
- Protein
- Lemak
- Air
- E.-amylase
- E.glukoamylase
- H
2
N.CN.NH
2
- NPK
- Ragi
411,5628
3738,098
33317,8366
7344,0426
1836,0106
419624,381
47,4771
5,7012
468,3286
100,8242
7,0577
0,572
0,88
0,277
0,518
0,498
1
0,28
0,286
2,5102
4,6914
0,8389
7
7
7
7
7
7
7
7
7
7
7
1647,8975
23026,6837
64603,2852
26629,4985
6400,3329
2937370,667
93,0551
11,4138
8229,1892
3311,0466
41,4449
Total 466901,435 3071364,514
App B-18
Tabel App B.17 Menghitung panas bahan yang keluar 30
0
C ( 2)
Komponen Kg Cp (Kcal/kg
0
C) T (
0
C) (Kcal)
C
2
H
5
OH
Air
C
12
H
22
O
11
C
6
H
12
O
6
3738,098
167849,7524
164,6251
13327,1347
0,88
1
0,572
0,277
5
5
5
5
16447,6312
839248,762
470,8278
18458,0816
Total 185079,6102 874625,3026
Menghitung Panas Yang Diserap Oleh Air ( 3 )
3 = m x Cp x
= m x 1 Kcal/kg
0
C x (30-25)
0
C
= 5 m
Menghitung Kebutuhan Air Pencuci
1 = 2 + 3
3071364,514 = 874625,3026 + 5 m
5 m = 2196739,211
m =
5
1 2196739,21
m = 439347,8423 kg/jam
Maka 3 = 5 m = 5 x 439347,8423 = 2196739,211 kcal
App B-19
Tabel App B.18 Neraca panas total
Entalpi Masuk (kcal) Entalpi Keluar (kcal)
1 = 3071364,514
2 = 874625,3026
3 = 2196739,211
Total = 3071364,514 Total = 3071364,514
5. Distilasi
Dimana:
f = Panas yang dibawah feed masuk kolom distilat (98,785
0
C)
v = Panas yang dibawah uap masuk ke kondensor (89,52
0
C)
L
= Panas yang terbawah refluks masuk ke distilat
App B-20
D = Panas yang terbawah liquid ke akumulator (80,87
0
C)
s = Panas yang terbawah liquid masuk ke reboiler
R = Panas yang terbawah uap masuk distilasi dari reboiler
B = Panas yang dibawah produk bottom keluar dari
reboiler (25
0
C)
Qc = Panas yang diserap air pendingin
Qs = Panas yang diberikan oleh steam (120
0
C)
Qloss = Panas yang hilang
Tabel App B.19 Entalpi bahan yang masuk pada suhu 30
0
C
Komponen Kg Cp (Kcal/kg
0
C) T (
0
C) (Kcal)
C
2
H
5
OH
Air
C
12
H
22
O
11
C
6
H
12
O
6
3738,098
167849,7524
164,6251
13327,1347
0,88
1
0,572
0,277
5
5
5
5
16447,6312
839248,762
470,8278
18458,0816
Total 185079,6102 874625,3026
Menghitung Refluks Minimum dengan Metode Underwood
Dengan trial suhu yang diperoleh:
- Suhu dew point distilat: 98,785
0
C
- Suhu bubble point bottom: 25
0
C
Dengan menggunakan persamaan 11.7-19 dan 11.7-20 Geankoplis, maka
harga refluks minimum adalah:
1- q =
i
Xif i
App B-21
Untuk liquid jenuh q = 1
Dengan trial and error,maka didapatkan harga = 2,138
Rm + 1 =
i
Xid i
Rm + 1 = 6,3848
Rm = 5,3848
R = 1,5 Rm = 1,5 x 5,3848 = 8,0772
89 , 0
1 0772 , 8
0772 , 8
1 R
R
84 , 0
1 3848 , 5
3848 , 5
1 Rm
Rm
Menghitung Kecepatan Aliran Uap dan Liquid
1 . Aliran Liquid Untuk Refluks (Lo)
D
Lo
R
Lo = R x D = 8,0772 x 66,8272 = 539,7767 kg
2 . Aliran Uap Masuk Kondensor (V)
V = (R + 1) x D
= (8,0772 +1) x 66,8272 = 606,6039 kg
3 . Aliran Liquid Masuk Reboiler (L`)
L` = Lo + (q x F)
= 539,7767 + (1 x 1215,1656)
= 1754,9423 kg
4 . Aliran Uap Keluar Reboiler (V`)
V` = V + F (q - 1)
App B-22
= 606,6039 + 1215,1656 (1 - 1)
= 606,6039 kg
Perhitungan Neraca Panas
Menghitung Panas Feed Masuk ( f )
Pada T = 98,785
0
C
f = 874625,3026 kcal
Tabel App B.20 Komposisi feed masuk
Masuk Kg Mol Fraski Mol
C
2
H
5
OH
Air
C
12
H
22
O
11
C
6
H
12
O
6
3738,098
20141,9703
32,925
2665,4269
81,263
1118,9984
0,0963
14,8079
0,0669
0,92861
0,00008
0,01219
Total 26578,4202 1215,1656 1
Menghitung Panas Yang Dibawah Uap Masuk Kondensor ( v )
Mv = Xid x V
v = Mv x Hv
Tabel App B.21 Menghitung panas yang dibawah uap masuk kondensor ( v )
Komponen Xid V(kgmol) Mv(kgmol) Hv(Kcal/kgmol) v (Kcal)
C
2
H
5
OH
Air
C
12
H
22
O
11
C
6
H
12
O
6
0,0669
0,92861
0,00008
0,01219
33931,4632
182832,6928
298,8668
24194,6131
2270,0149
169780,2669
0,0239
294,9323
43,2834
593,5229
0,0511
7,7859
98253,9629
100768476,4
0,00122
2296,3134
App B-23
Total 1 172345,238 100869026,7
Menghitung Panas Yang Dibawah Liquid Sebagai Refluks Masuk Distilasi
(
L
)
Suhu uap sebagai refluks = 80,87
0
C
MI = Xid x Lo
L = MI x Cp x (80,87-25)
0
C
Tabel App B.22 Menghitung panas yang dibawah liquid sebagai refluks masuk
distilasi (
L
)
Komponen Xid Lo (Kg) MI (Kg) Cp(Kcal/kg
0
C) T (
0
C)
L
C
2
H
5
OH
Air
C
12
H
22
O
11
C
6
H
12
O
6
0,0669
0,92861
0,00008
0,01219
30193,3652
162690,7225
265,9418
21529,1862
2019,9361
151076,2318
0,02128
262,4408
0,88
1
0,572
0,277
55,87
55,87
55,87
55,87
99311,3703
8440629,071
0,68006
4061,5312
Total 1 153358,63 8544002,653
Menghitung Panas Yang Dibawah Liquid Keluar Kondensor Sebagai
Distilat ( D)
Suhu liquid sebagai distilat: 50
0
C
Md = Xid x (V - Lo)
D= Md x Cp x (50 - 25)
0
C
App B-24
Tabel App B.23 Menghitung panas yang dibawah liquid keluar kondensor sebagai
distilat ( D)
Komponen Xid V-Lo(Kg) Md (Kg) Cp(Kcal/kg
0
C)
T (
0
C) D
C
2
H
5
OH
Air
C
12
H
22
O
11
C
6
H
12
O
6
0,0669
0,92861
0,00008
0,01219
3738,098
20141,9703
32,925
2665,4269
250,07876
18704,0350
0,002634
32,49155
0,88
1
0,572
0,277
25
25
25
25
5501,7327
467600,875
0,03767
225,00398
Total 1 18986,60794 473327,8494
Menghitung Panas Yang Dibawah Liquid Masuk Reboiler ( s )
Suhu liquid masuk reboiler: 60
0
C
ML
= Xib x L
s = ML
x Cp x (60 - 25)
0
C
Tabel App B.24 Menghitung panas yang dibawah liquid masuk reboiler ( s )
suhu liquid masuk reboiler: 60
0
C
Komponen Xib L
(Kg) ML
(Kg) Cp(Kcal/kg
0
C) T (
0
C) s
C
2
H
5
OH
Air
C
12
H
22
O
11
C
6
H
12
O
6
0,0194
0,9677
0,00008
0,0129
31408,5308
163905,8881
1481,1074
22744,3518
609,3255
158611,7279
0,11849
293,4021
0,88
1
0,572
0,277
35
35
35
35
18767,2254
5551410,477
2,37217
2844,5334
Total 1 159514,574 5573024,608
App B-25
Menghitung Panas Yang Dibawah Uap Dari Reboiler Ke Distilasi ( R)
Mv
= Xib x V
R= Mv
x Hv
Tabel App B.25 Menghitung panas yang dibawah uap dari reboiler ke distilasi
( R) Mv
= Xib x V
Komponen Xib V
(Kgmol) Mv
(Kgmol) Hv(kcal/kgmol) R
C
2
H
5
OH
Air
C
12
H
22
O
11
C
6
H
12
O
6
0,0194
0,9677
0,00008
0,0129
606,6039
9038,3739
0,87413
134,4143
11,7681
8746,4344
0,0000699
1,73394
14,5385
625,4409
0,00517
8,3375
171,0905
5470377,805
0,00000036
14,4567
Total 1 8759,9365 5470563,352
Menghitung Panas Yang Dibawah Liquid Sebagai Hasil Bottom Dari
Reboiler ( B)
Suhu liquid masuk reboiler: 60
0
C
Mb = Xib x (L
)
B= Mb x Cp x (60 - 25)
0
C
Tabel App B.26 Menghitung panas yang dibawah liquid sebagai hasil bottom dari
reboiler ( B)
Komponen Xib L
(Kg) Mb (Kg) Cp(Kcal/kg
0
C) T (
0
C) B
C
2
H
5
OH
Air
C
12
H
22
O
11
C
6
H
12
O
6
0,0194
0,9677
0,00008
0,0129
30801,9269
154867,5142
1480,2333
22609,9375
579,55738
149865,2935
0,118419
291,66819
0,88
1
0,572
0,277
35
35
35
35
17850,3673
5145285,273
2,37075
2827,7231
App B-26
Total 1 15736,63749 5165965,734
Menghitung Panas Yang Diserap Air Pendingin (Qc)
v =
L
+ D + Qc
Qc = v - (
L
+ D)
Qc = 100869026,7 (8544002,653 + 473327,8494)
Qc = 91851696,2 Kcal
Massa air pendingin yang dibutuhkan:
Qc = m x Cp x
kg
Cp
Qc
m 848 , 3674067
) 25 50 ( 1
91851696,2
Menghitung Panas Yang Hilang (Qloss)
Qloss = 5% x (Qs + f )
= 0,05 x (Qs + 874625,3026)
= 0,05 Qs + 43731,26513
Menghitung Panas Yang Diberikan Steam (Qs)
Neraca Panas Total:
f + Qs = D+ B+ Qc + Qloss
874625,3026 + Qs = 473327,8494 + 5165965,734 + 91851696,2 + 0,05Qs +
43731,26513
0,95 Qs = 96663095,75
Qs = 101750627,1 kcal
Maka, Qloss = 0,05 Qs + 43731,26513
= (0,05 x 101750627,1) + 43731,26513
App B-27
= 5131262,62 kcal
Massa steam yang dibutuhkan:
Qs = m x
m = 6065 , 156521
1840 , 4 / 9 , 2719
1 101750627, Qs
kg
Tabel App B.27 Neraca panas distilasi total
Entalpi Masuk (kcal) Entalpi Keluar (kcal)
f = 874625,3026
Qs = 101750627,1
D = 473327,8494
B = 5165965,734
Qc = 91851696,2
Qloss = 5131262,62
Total = 102625252,4 Total = 102625252,4
6. Dehidrasi
CaO
1 25
0
C 3 30
0
C
Neraca Panas Total = 1 + R = 2
Dimana:
1 = Panas yang terkandung dalam bahan masuk (25
0
C)
2 = Panas bahan yang keluar (30
0
C)
R = Panas reaksi
T =30
0
C
App B-28
Tabel App B.28 Entalpi bahan yang masuk pada suhu 25
0
C
Komponen Kg Cp(Kcal/kg
0
C) T (
0
C) (Kcal)
Etanol
Air
2715,6153
142,6104
0,88
1
5
5
11948,7073
713,052
Total 2858,2257 12661,7593
Tabel App B.29 Panas bahan yang masuk (100
0
C)
Komponen Kg Cp(Kcal/kg
0
C) T (
0
C) (Kcal)
CaO 443,6768 45,255 5 100392,9679
Total 443,6768 100392,9679
Reaksi yang terjadi:
CaO + H
2
O Ca(OH)
2
f produk f ), ( (reaktan) dari buku Hougen 1954, hlm 307
v
R = f produk f ) ( (reaktan)
= ) 486 , 4 3174 , 68 ( ) 9228 , 7 9 , 151 ( 9228 , 7 800 , 235
= - 971,1948 kal/mol
Menghitung Cp:
Ca(OH)
2
= (1 x Ca) + (2 x O) + (2 x H)
= (1 x 6,2) + (2 x 4,0) + (2 x 2,3)
= 18,8
App B-29
Cp = Fraksi massa x Cp komponen
=
100
16,5097
x 18,8
= 3,104
Tabel App B.30 Komponen bahan hasil reaksi
Komponen Kg Cp(Kcal/kg
0
C) % Berat
Ca(OH)
2
16,5097 3,104 1
Total 16,5097 1
R =
v
R + (m.Cp. ) - (m.Cp. ) - (m.Cp. )
= -971,1948 + ((16,5097 x 3,104 x 5) - (443,6768 x 45,255 x 5) -
(142,6104 x 1 x 5)
= - 88023,2275 kcal
Tabel App B.31 Entalpi bahan keluar pada suhu 35
0
C ( 2)
Komponen Kg Cp(Kcal/kg
0
C) T (
0
C) (Kcal)
Etanol
Air
Ca(OH)
2
2715,6153
62,1624
16,5097
0,88
1
3,104
10
10
10
23897,4146
621,624
512,4611
Total 2794,2874 25031,4997
App B-30
Tabel App B.32 Neraca panas total
Entalpi Masuk Entalpi Keluar
1 = 113054,7272
R = - 88023,2275
2 = 25031,4997
Total = 25031,4997 Total = 25031,4997
App C-1
APPENDIKS C
SPESIFIKASI PERALATAN
1. Storage
Fungsi : Menyimpan bahan baku (ubi kayu)
Jumlah : 1 buah
Bahan konstruksi : Semen dan batu bara
Kapasitas bahan baku : 680003,9419 kg/jam = 1499136,69 lb/jam
Densitas bahan = 1,017 kg/L
= 1,017 kg/L x 2,2046 lb/kg x 28,317 L/ft
3
= 63,4895 lb/ft
3
Waktu tinggal = 7 hari (Ulrich,hal 248)
Kecepatan volumetric =
Densitas
bahan kapasitas
=
3
/ 4895 , 63
/ 69 , 1499136
ft lb
jam lb
= 23612,35622 ft
3
/jam
Volume bahan selama 7 hari (168 jam) = 23612,35622 ft
3
/jam x 168 jam
= 3966875,845 ft
3
Volume rongga diperkirakan 5 % dari volume bahan, sehingga:
Volume rongga = 5 % x volume bahan
= 0,05 x 3966875,845 ft
3
= 198343,7922 ft
3
App C-2
Jadi volume bahan total = volume bahan selama 15 hari + volume rongga
= 3966875,845 ft
3
+ 198343,7922 ft
3
= 4165219,637 ft
3
Volume bahan diperkirakan 80% volume storage, maka:
Volume storage =
% 80
l bahan tota volume
=
8 , 0
7 4165219,63
= 5206524,546 ft
3
= 147432 m
3
Direncanakan:
Tinggi storage (T) = 12 m
Panjang : lebar = 1:1
Volume storage = p x l x t
147432 m
3
= 1 x 1 x 13 m
l
2
= 11340,92308 m
3
l = 11,3409 m
p = l = 11,3409 m
Spesifikasi peralatan:
Volume storage = 147432 m
3
Tinggi storage = 12 m
Panjang storage = 11,3409 m
Lebar storage = 11,3409 m
App C-3
2. Belt Conveyor
Fungsi : Mengangkut ubi kayu
Jumlah : 1 buah
Bahan : Rubber (Perry edisi 6 hal 7-8)
Type : Flat belt on flat belt idlers (Perry edisi 6 gbr.7 hal 7-10)
Kapasitas maks : 1 m
3
/dt (Ulrich,table 4-4 hal 71)
Waktu angkut : 3 menit = 0,05 jam
Lebar : 14 in = 1,1667 ft = 0,36 m
Luas penampang melintang : 0,11 ft
2
Panjang = kecepatan volumetric x
melintang penampang Luas
angkot Waktu
= 23612,35622 ft
3
/jam x
2
11 , 0
05 , 0
ft
jam
= 10732,88919 ft
= 303,9232 m
Panjang belt antara 10-50 m (Ulrich, table 4-4 hal 71)
Kecepatan belt =
melintang penampang Luas
volumetric kecepatan
=
11 , 0
/ 35622 , 23612
3
jam ft
= 214657,7838 ft/jam = 3577,62973 ft/menit
App C-4
Daya untuk menggerakkan belt:
= 0,0027 x kapasitas
0,82
x panjang (Ulrich, table 4-4 hal 71)
= 0,0027 x 1499136,69 lb/jam
0,82
x 10732,88919 ft
= 1553,5168 lb.ft/jam = 1 Hp
Spesifikasi Peralatan:
Nama alat : Belt conveyor
Type : Flat belt on flat belt idlers
Panjang : 10732,88919 ft
Lebar : 1,1667 ft
Power : 1 Hp
Jumlah : 1 buah
3. Peeler
Fungsi : Mengupas kulit ubi kayu
Bahan konstruksi : Stainless steel
Kapasitas : 680003,9419 kg/jam = 11333,39002 kg/menit
Direncanakan : Tiap mesin terdiri dari 4 peeler
Tiap run = 2 menit
Maka dalam 1 jam pada mesin 1 = (60 menit/ 2 menit) x 10 buah ubi kayu
= 300 buah ubi kayu
Banyaknya mesin yang diperlukan =
300
kg/menit 2 11333,3900
= 37,77 buah
= 38 buah
App C-5
Spesifikasi Peralatan:
Kapasitas = 11333,39002 kg/menit
Bahan = Stainless steel
Jumlah mesin = 38 buah
4. Pencucian
Fungsi = Mencuci ubi kayu yang telah dikupas
Massa bahan masuk = 680003,9419 kg/jam = 1499136,69 lb/jam
Densitas = 63,4895 lb/ft
3
Densitas air = 999,87 kg/m
3
= 62,4261 lb/ft
3
Waktu tinggal = 10 menit = 0,17 jam
= 1499136,69 lb/jam x 0,17 jam
= 254870,2373 lb/menit
Direncanakan 6 bak pencuci, maka massa ubi kayu tiap bak:
=
6
lb/menit 3 254870,237
= 42478,3729 lb/menit
Massa air pencuci = 680003,9419 kg/jam = 1499136,69 lb/jam
Massa total = (42478,3729 + 254870,2373) lb/menit
= 297348,6102 lb/menit
App C-6
campuran =
air
air massa
kayu ubi
kayu ubi massa
total massa
+
=
4261 , 62
3 254870,237
4895 , 63
3 254870,237
2 297348,610
+
= 36,7228 lb/ft
3
Volume ubi kayu tiap bak =
3
lb/ft 63,4895
lb/menit 42478,3729
= 669,0614 ft
3
/menit
Volume rongga diperkirakan 25% volume ubi kayu tiap bak, sehingga:
Volume rongga = 25% x volume ubi kayu
= 0,25 x 669,0614 ft
3
/menit
= 167,2654 ft
3
/menit
Volume total =
3
lb/ft 36,7228
lb/menit 2 297348,610
= 8097,1116 ft
3
/menit
Volume liquid = volume total + volume rongga
= 8097,1116 ft
3
/menit + 167,2654 ft
3
/menit
= 8264,377 ft
3
/menit
Volume liquid = 80% x volume bak
8264,377 ft
3
/menit = 0,8 x volume bak
Volume bak = 10330,4713 ft
3
/menit
App C-7
Direncanakan ukuran bak pencuci:
Panjang = 2 x
Lebar = x
Tinggi = 1,5 x
Volume bak = p x l x t
10330,4713 = 2x x 1,5x
x = 7,7145 ft
Jadi panjang = 2 x 7,7145 ft = 15,429 ft
Lebar = 7,7145 ft
Tinggi =1,5 x 7,7145 ft = 11,5718 ft
Spesifikasi Peralatan:
Volume bak = 10330,4713 ft
3
Jumlah bak pencuci = 6 buah
Bahan konstruksi = Beton
Panjang = 15,429 ft = 185,148 in
Lebar = 7,7145 ft = 92,574 in
Tinggi = 11,5718 ft = 138,8616 in
App C-8
5. Mesin Penggilingan
Fungsi = Mengubah ubi kayu menjadi pati dengan penambahan air
Jumlah = 1 buah
Type = Rotary Knife Cutter
Bahan = Stainless steel
Bahan masuk = 612003,5477 kg/jam = 134923,021 lb/jam
Dari perry edisi 6 tabel 8-16 hal 8-29 didapatkan:
Kecepatan putaran = 920 rpm
Diameter rotor = 25 cm
Panjang pisau = 46 cm
Jumlah pisau = 10 buah (5 pisau bergerak dan 5 pisau tetap)
Untuk feed masuk sebesar 134923,021 lb/jam
Total tambahan air yang masuk ke rotary filter:
= Air terserap singkong + air tambahan + total air tambahan
= 382502,2173 kg + 382502,2173 kg + 424701,2822 kg
= 1189705,717 kg
Maka ditetapkan rotary knife cutter dengan:
Feed rate = 3000 lb/jam
Screen opening = in
Power = 6 Hp
Jumlah = 1 buah
Kesimpulan; type = rotary knife cutter
Feed rate = 3000 lb/jam
App C-9
Kecepatan putaran = 920 rpm
Bahan = Stainless steel
Diameter rotor = 25 cm
Jumlah = 1 buah
Panjang pisau = 46 cm
Jumlah pisau = 10 buah
Screen opening = in
Power = 6 Hp
6. Reaktor Liquifikasi
Fungsi : Mengubah larutan pati menjadi dekstrin
Massa bahan masuk : 646246,0496 kg/jam = 1424714,041 lb/jam
Densitas lar. Pati : 1,122 g/cm
3
= 1122 kg/m
3
= 70,0442 lb/ft
3
(Geankoplis, App A4-2)
Suhu operasi : 30
0
C
Tekanan operasi : 1 atm
Perhitungan:
A. Menghitung volume tangki
Volume larutan pati selama waktu tinggal 1 jam
V
L
=
liquid
liquid massa
=
3
lb/ft 70,0442
jam 1 lb/jam 1 1424714,04
= 20340,21434 ft
3
App C-10
Digunakan 3 buah tangki untuk kontinu proses, sehingga:
V
L
=
3
ft3 4 20340,2143
= 6780,0714 ft
3
Volume ruang kosong = 10 % x 20340,21434 ft
3
= 2034,0214 ft
3
Volume coil dan pengaduk = 5 % x 20340,21434 ft
3
= 1017,0107 ft
3
Volume total = V
liquid
+ V
ruang kosong
+ V
coil dan pengaduk
= 20340,21434 ft
3
+ 2034,0214 ft
3
+ 1017,0107 ft
3
= 23391,24644 ft
3
B. Menentukan diemeter reaktor liquifikasi
Asumsi: Ls = 1,5 di
Volume reaktor liquifikasi =
3 2
3
0847 , 0
4 2 / 1 . 24
.
d Ls di
tg
di
+ +
t
o
t
6780,0714 ft
3
=
3 2
3
0847 , 0 ) 5 , 1 (
4 60 . 24
.
d di
tg
di
+ +
t t
6780,0714 ft
3
= 0,0755 di
3
+ 1,1775 di
3
+ 0,0847 d
3
6780,0714 ft
3
= 1,3377 di
3
di = 17,5406 ft = 210,4872 in
C. Menentukan tinggi silinder reaktor liquifikasi
Ls = 1,5 di
= 1,5 x 17,5406 ft = 26,3109 ft
App C-11
D. Menentukan tekanan design (Pi)
Volume lar. Pati dalam shell:
= vol lar.pati - vol tutup bawah - vol tutup atas
= 6780,0714 ft
3
-
60 tan 24
) 9827 , 4 ( 14 , 3
3
- 0,0847 (17,5406)
3
= 6780,0714 ft
3
9,3444 457,1058
= 6313,6212 ft
3
Tinggi lar. Pati dalam shell (H):
=
2
4 / . 4 / 1
shell dalam Pati lar. volume
t
=
2
3
(17,5406) 1/4.
ft 6313,6212
t
= 20,5203 ft
Tekanan hidrostatik =
144
) 1 ( H
=
144
) 1 - ft 20,5203 ( / 0442 , 70
3
ft lb
= 9,495 psia
Tekana design (Pi) = 9,495 psia + 14,7 psia = 24,195 psia
= 24,195 psia -14,7 = 9,495 psig
App C-12
E. Menentukan tebal silinder reaktor liquifikasi
Tekanan design (Pi) = 9,495 psig
ts = C
pi E f
di pi
+
) 6 , 0 . ( 2
.
ts =
8
1
) 5 (0,6)(9,49 - ,8) 2(12650)(0
0,4872) (9,495)(21
+
ts = 0,0658 x
16
16
ts =
16
0528 , 1
~
16
1
in
Standarisasi do:
do = di + 2 ts
= 210,4872 + 2 (1/16)
= 210,7997 in
Dengan pendekatan kebawah maka didapatkan:
do = 211
icr = 12
r = 170 (Brownell and Young, tab 5-7, hal 90)
Menentukan harga baru di:
di = do 2 ts
di = 211 2 (1/16)
di = 210,875 in = 17,5729 ft.
App C-13
Volume reaktor liquifikasi =
3 2
3
0847 , 0
4 2 / 1 . 24
.
d Ls di
tg
di
+ +
t
o
t
6780,0174 ft
3
=
60 24
50007 , 17024
tg
+242,2699 Ls + 0,0847 (17,5729)
3
6780,0174 ft
3
= 409,5458208 + 242,2699Ls + 459,6357
5910,8359 ft
3
= 242,2699 Ls
Ls = 24,3996 ft = 292,7952 in.
Cek hubungan Ls dengan di:
di
Ls
=
5729 , 17
3996 , 24
= 1,39 < 1,5 (memenuhi)
F. Menentukan tebal tutup atas
tha =
pi E F
D p
1 , 0 .
. 885 , 0
+ C (Brownel and Young, hal 258)
tha =
8
1
) 495 , 9 ( 6 , 0 ) 8 , 0 )( 12650 (
) 170 )( 495 , 9 ( 885 , 0
+
tha =
8
1
303 , 10114
52275 , 1428
+
= 0,1442
16
16
= in
in
16
2
16
3072 , 2
=
App C-14
G. Menentukan tebal tutup bawah
thb =
o 2 / 1 cos ) 6 , 0 ( 2
.
pi FE
di pi
+ C
=
8
1
60 cos ) 495 , 9 6 , 0 ( ) 8 , 0 12650 ( 2
4872 , 210 495 , 9
+
=
8
1
) 5 , 0 697 , 5 ( 20240
575015 , 1998
+
=
8
1
8485 , 2 20240
575015 , 1998
+
= 0,099 +
16
16
= in
16
0988 , 1
= in
10
2
H. Menentukan tinggi reaktor liquifikasi
Tinggi shell = Ls = 26,319 ft = 315,828 in.
Tinggi tutup atas ha = 0,169 x di = 0,169 x 210,8125 in = 35,6273 in.
Tinggi tutup bawah:
hb =
o 2 / 1
5 , 0
tg
di
=
7321 , 1
8125 , 210 5 , 0
= 60,8546 in.
Tinggi reaktor Liquifikasi = T.Shell + T.tutup atas + T.tutup bawah
= 315,828 in + 35,6273 + 60,8546 in
= 412,3099 in = 34,3592 ft.
App C-15
Menentukan diameter impeller:
Di
Dt
= 3
Di =
3
Dt
= in
3
8125 , 210
= 70,2708 in = 5,8559 ft = 1,7849 m.
Menentukan tinggi impeller dari dasar tangki:
Di
Zi
= 0,5
Zi = 0,5 Di = 0,5 x 70,2708 in
= 35,1354 in = 2,92795 ft
= 0,8924 m
Menentukan panjang impeller:
Di
L
=
2
1
L = Di
3
1
=
3
1
x 70,2708 in = 23,4236 in = 1,95196 ft.
Menentukan lebar impeller.
Di
W
= 0,11
W = 0,11 x 70,2708 in = 7,7298 in = 0,6441 ft.
App C-16
Menentukan daya pengaduk:
NRe =
2
Di n
P =
gc
Di n
2 2
|
(GG Brown, hal 507)
Dimana:
n = Putaran pengaduk ditetapkan 100 rpm = 1,67 rps
di = Diameter impeller(ft)
P = Daya motor (lbft/dtk)
= Densitas larutan pati = 1,122 g/cm
3
= 1122 kg/m
3
= 70,0442 lb/ft
3
= 3,96 cp = 0,0027 lbft/detik
gc = 32,2 lb/detik
2
lbf = 115920 lbft/men
2
lbf
NRe =
2
Di n
=
0027 , 0
0442 , 70 ) 8559 , 5 ( 67 , 1
2
=
0027 , 0
2151 , 4011
= 1485635,22
Type aliran turbulen, maka didapatkan harga | =0,75
(GG Brown, fig477, hal:507)
P =
gc
Di n
5 2
|
=
2 , 32
) 8559 , 5 ( ) 67 , 1 ( 0442 , 70 75 , 0
5 2
App C-17
=
2 , 32
69 , 1008868
= 31331,3258 lbft/dt = 0,1222 Hp.
Ditetapkan q motor = 80 %,q pengaduk = 60 %
Maka P =
6 , 0 8 , 0
1222 , 0
= 0,25 Hp.
I. Pipa sparger
Data perencanaan:
Diameter pengaduk = 67,9583 in
Asumsi susunan lubang spray berbentuk segitiga
Asumsi diameter lubang = 0,25
Rate steam = 470030,9157 kg/jam = 1036230,15716 lb/jam.
Rate Volumetric =1036230,175 x 3,111 = 3223712,018 ft
3
/jam.
Dipakai pipa IPS dengan ukuran:
- Panjang = 5 ft
- Nominal size = 1,5 in
- Sch Number = 40
- OD = 1,9 in
- ID = 1,61 in (Geankoplis App A 5-1)
App C-18
Kecepatan liquifikasi:
Kecepatan steam =
2
61 , 1 4 /
018 , 3223712
t
=
2
61 , 1 4 / 14 , 3
018 , 3223712
=
0347985 , 2
018 , 3223712
= 1584290,542
= 440,4326 ft/dtk
Luas satu spager =
2
4
d
t
=
2
) 61 , 1 (
4
14 , 3
= 2,0348 in
2
Luas lubang speger =
978 , 0 3600
018 , 3223712
= 915,6192 ft
Jumlah lubang =
144 / 6192 , 915
6192 , 915
=
3585 , 6
6192 , 915
= 143,9992 ~144 buah.
Jarak antara lubang P
T
= 1
Luas satu segitiga = (P
T
x sin 60) x P
T
= (0,866) x 1 = 0,433 1n
Menentukan diameter spager:
Luas spager = 3,14 /4 x d
2
0,05 = 0,758 d
2
d = 1,5962 in
Dari perhitungan didapatkan d spager = 1,5962 in < 1,16 in, maka
diameter spager sudah memenuhi.
App C-19
Spesifikasi Peralatan:
Nama alat : Reaktor Liquifikasi
Type : Tangki berpengaduk berbentuk silinder tegak dengan tutup
dengan tutup atas berbentuk standartdishead dan tutup
bawah berbentuk conical denga = 120
0
C.
Bahan : Carbon steel SA283 grade D type 316
Jumlah : 2 buah
7. Reaktor Sakarifikasi Awal (dikerjakan oleh Sebastiana Fano)
8. Reaktor Sakarifikasi Lanjut
Fungsi = Tempat terjadinya fermentasi glukosa menjadi etanol. Waktu
tinggal 48 jam.
Dirancang:
- Bejana berbentuk silinder tegak dengan asumsi Ls = 1,5 di
- Tutup atas dan tutup bawah berbentuk standart dishead
- Tangki dirancang 33 % lebih besar
- Bahan konstruksi carbon stell SA 53 Grade B
- Faktor korosi: C 1/8
= 2/16
- Pengelasan: E = 0,8
- Allowable strees: f = 12750 (App. D Brownell & Young)
- Bejana dilengkapi dengan coil pendingin dan pengaduk
- = 69,8839 lb/ft
3
- = 21,8055 cp = 1,2132 . 10
-3
lbm/ft.dt
App C-20
Massa masuk = 469900,7979 kg/jam = 1035943,299 lb/jam
a. Menentukan volume tangki
Volume
liquid
= 2046 , 2
8893 , 69
7979 , 469900
= 14822,6309 ft
3
Volume
tangki
= 1,33 x 14822,6309 = 19714,0991 ft
3
Volume
total
= 34536,73 ft
3
b. Menentukan dimensi tangki
V
liq
= t
4
1
. di
2
. Li + 0,000049 . di
3
. 12
3
19714,0991 = t
4
1
. di
2
. Li + 0,000049 . di
3
. 12
3
= 0,79206 di
3
di = 13,8448 ft x 12 in/ft = 166,1376 in
Li = 1,5 di = 1,5 x 13,8448 = 20,7672 ft x 12 in/ft
= 249,2064 in
Menentukan tekanan design:
P = P atm + P hidrostatik
= 14,7 + ( . g/gc . h)
= 14,7 +
|
|
.
|
\
|
2064 , 249 1
) / 12 (
8839 , 69
3
ft in
= 24,7784 psi
App C-21
Menentukan tebal tangki:
ts = C
Pi E f
di pi
+
) 6 , 0 . ( 2
.
=
16
2
) 7784 , 24 6 , 0 8 , 0 12750 ( 2
67 , 124 7784 , 24
+
= 0,2766 x
16
16
x
16
2
=
16
4,179
in =
16
5
in
Standarisasi tabel 5.7 hal 90 Brownell & Young
do = 126 in x
in
ft
12
1
= 10,5 ft
ts = 3/8 in
di = do 2 ts = 126 (2 . 3/8) = 125,25 in x
in
ft
12
1
= 10,43 ft
Menentukan tinggi tangki:
V
t
= t
4
1
di
2
Ls + 2 (0,000049 di
3
. (12)
3
)
34536,73 =
4
1
xt x 10,4375
2
x Ls + 2 (0,000049 x 10,4375
3
x 12
3
)
Ls = 124,1989 ft x 12 in/ft = 1490,3868 in
App C-22
c. Menentukan tebal tutup atas dan tutup bawah
Bentuk standart dishead:
r = di = 125,25 in
tha =
Pi E f
r Pi
. 1 , 0 .
885 , 0
+ C
=
7784 , 24 1 , 0 8 , 0 12750
25 , 125 7784 , 24 885 , 0
+
16
2
= 0,269 x
16
16
+
16
2
=
16
5,871
~ 6/16 in
icr = 6 % x r = 0,06 x125,25 = 7,515 in
d. Menentukan pengaduk
Digunakan impeler jenis turbin dengan 6 buah plate blade tanpa buffle.
Menurut gambar 9.13 Mc. Cabe ed. 3 hal 242 kurva D
S
1
= 0,33
S
3
= 0,25
S
4
= 0,25
Jika:
Da = Diameter plade
L = Panjang blade
W = Lebar blade
Dt = Diameter tangki
App C-23
Maka:
S
1
=
Dt
Da
Da = S
1
. Dt = 0,33 x 10,4375 = 3,444 ft
S
3
=
Da
L
L = S
3
. Da = 0,25 x 3,444 = 0,861 ft
S
4
=
Da
W
W = S
4
. Da = 0,25 x 3,444 = 0,861
Kecepatan putaran = 15
ik
menit
menit
putar
det 60
1
= 0,25
ik
putaran
det
N
Re
=
N Da
2
=
3
2
10 . 2132 , 1
25 , 0 444 , 3 8839 , 69
= 17089,106
Persamaan 9.19 Mc. Cabe
m =
b
N a
Re 10
log
Tabel 9.1 Mc. Cabe diperoleh:
- a = 1
- b = 40
Maka:
N
p
koreksi = N
p
. Nfr
m
Np koreksi = 1 x (6,69 . 10
-3
)
-0,106
= 1,70
App C-24
Menentukan power motor:
P =
gc
Da N N
P
. . .
5 3
.. pers.9.20 Mc. Cabe
=
dt lbft
hp
dt lbft
/ 550
1
/ 955 , 27
174 , 32
8839 , 69 444 , 3 25 , 0 70 , 1
5 3
=
= 0,06 Hp
Grand losses (kebocoran tenaga akibat poros dan bearin):
= 10% .P
= 0,1 x 0,06 = 0,006 Hp
Power input = 0,06 + 0,006 = 0,066 Hp
Transmition system losses (kebocoran tenaga akibat motor,seperti pada
belt dan gear):
= 20 % . Power input
= 0,2 x 0,066 = 0,0132 Hp
Total Hp yang diperlukan = 0,066 + 0,0132 = 0,0792 Hp
Jadi dipake motor dengan power = 0,5 Hp
App C-25
e. Coil pendingin
- M : 469900,7979 kg/jam = 1035943,299 lb/jam
- Q : 15254686,8 kcal/jam
Perhitungan:
T
1
= 32
0
C = 89,6
0
F
t
1
= 60
0
C = 140
0
F t
2
= 32
0
C = 89,6
0
F
T
2
= 32
0
C = 89,6
0
F
Menentukan AT
LMTD
1
t A = T
1
t
2
= 89,6 89,6 = 0
0
F
2
t A = T
2
t
1
= 89,6 140 = -50,4
0
F
AT
LMTD
- F
t t
t t
0
2 1
2 1
4 , 50
4 , 50 / 0 ln
) 4 , 50 ( 0
/ ln
=
=
A A
A A
Temperatur kalorik
Tc = (T
1
+ T
2
) tc = (t
1
+ t
2
)
= (89,6 + 89,6) = (140 + 89,6)
= 89,6
0
F = 114,8
0
F
Dari Kern, tabel 11,hal. 844, untuk 1 Sch 40 in diperoleh:
do = 1,9 in
di = 1,610 in
a = 2,04 in
2
a = 0,498 ft
2
App C-26
Tabel 5.1 Evaluasi perpindahan panas
Shell (larutan) Tube (air)
N
Re
=
42 , 2 8055 , 1
) 60 15 ( 8839 , 69 444 , 3
42 , 2
2 2
dp
= 999916,65
Gmbr. 20 hal 718 Kern
Jc = 2000
ho = Jc x
14 , 0
3 / 1
|
|
.
|
\
|
|
.
|
\
|
|
|
.
|
\
|
w k
cp
d
k
vesel
k = 0,3048 Btu/jam (ft
2
)(
0
F/ft)
Cp = 0,8536 Btu/lb
0
F
ho = 2000 x
3 / 1
3048 , 0
42 , 2 8055 , 1 8536 , 0
14375
3048 , 0
(
x 1
= 238,221 Btu/Jft
20
F
ap = 2,04 in
2
x
2
2
2
0142 , 0
144
1
ft
in
ft
=
Gt =
ap
M
2
/ 45 , 72953753
0142 , 0
9 1035943,29
Jft lb = =
N
Re
=
42 , 2
Gp di
=
42 , 2 20 , 1
45 , 72953753
12
61 , 1
= 337050,303
Gbr. 14 hal. 823 Kern = 1,2 cp
Gbr. 24 hal 834 Kern JH = 160
hi = JH x 1
14 , 0
3 / 1
|
|
.
|
\
|
|
.
|
\
|
w k
cp
di
k
k = 0,356 Btu/(hr)(ft
2
)(
0
F/ft) tabel 4 hal.
800 Fig. 2 hal. 804
Cp = 1 Btu/lb
0
F
hi = 160 x 1
356 , 0
42 , 2 20 , 1 1
12
61 , 1
356 , 0
3 / 1
|
.
|
\
|
= 854,622
App C-27
hio = hi x
do
di
= 854,622 x 180 , 724
90 , 1
61 , 1
=
Uc =
221 , 238 180 , 724
221 , 238 180 , 724
+
=
+
ho hio
ho hio
= 179,255 Btu/Jft
2 0
F
Rd =
D c
D c
U U
U U
Tabel 12 hal 845 Kern didapat:
Rd = 0,004
0,004 =
D
D
U
U
255 , 179
255 , 179
U
D
= 104,399 Btu/jam ft
2 0
F
A =
4 , 50 399 , 104
kcal 0,2552
Btu 1
kcal 15254686,8
=
A
LMTD D
t U
Q
= 11360,456 ft
2
L =
' ' a
A
=
0,498
11360,456
= 22812,1606 ft
nc =
dc
L
. t
App C-28
Asumsi:
dp < dc < di
3,444 < dc < 10,4375
dc = 7 ft
nc = 8599 , 1037
7 14 , 3
1606 , 22812
=
nc ~ 1000 buah
hc = (nc 1)(lc + do) + do
Asumsi:
lc = 1,5 in
hc = (1000-1)
12
9 , 1
12
9 , 1
12
5 , 1
+
|
.
|
\
|
+
= 283,2083 ft
Lls =
2
3 3
.
4
) 12 ( 000049 , 0 ) (
d
di
pL
m
L
t
u
|
|
.
|
\
|
Lls =
4
) 12 ( 4375 , 10 000049 , 0
8839 , 69
2046 , 2 3904 , 5625
6
3 3
t
|
.
|
\
|
Lls = 11,3195 ft
Tinggi coil < tinggi larutan, maka coil tercelup oleh larutan rancangan sesuai.
App C-29
Kesimpulan:
V
total
= 34536,73 ft
3
ts = 3/8 in
do = 10,43 ft
di = 10,4375 ft
Ls = 124,1989 ft
r = 125,25 in
tha = 6/16 in
icr = 7,515 in
thb = 6/16
Dimensi Pengaduk:
Da = 3,444 ft
L = 0,861 ft
W = 0,861 ft
N = 0,25
detik
putaran
Daya = 0,5 Hp
Jumlah blade = 6 buah plate
Dimensi Coil Pendingin:
dc = 7 ft
nc = 1000 buah
Lc = 1,5 in
Pipa coil = 1 IPS Sch 40
di = 1,610 in
App C-30
a = 2,04 in
2
do = 1,9 in
a = 0,498 ft
2
/ft
hc = 283,2083 ft
9. Pemisahan Serat (RVF)
Fungsi : Untuk memisahkan larutan dan cakenya
Type : Rotary Vacum Filter
Perencanaan:
Bahan konstruksi : Carbon Steel SA-135 Grade B
Tekanan filtrasi : 20 bar = 41766,7328 ( AP)
Faktor tahanan : 0,25 x10
-8
Waktu filtrasi : 1 jam
Kapasitas cake = 158501,19 kg/jam = 349431,7235 lb/jam
Berat solid = 1 jam x 349431,7235 lb/jam = 349431,7235 lb/jam
Densitas solid = 53,2326 lb/ft
3
Volume solid =
3
3
2430 , 6564
/ 2326 , 53
5 349431,723
solid
solid Berat
ft
ft lb
lb
= =
Kapasitas filtrat = 26578,4202 kg/jam = 58594,78517 lb/jam
Densitas filtrat = 87,7767 lb/ft
3
Kecepatan volumerik filtrat:
= jam ft / 5437 , 667
lb/ft 87,7767
lb/jam 7 58594,7851
3
3
=
= 11,125728 ft
3
/menit
App C-31
W =
jam / ft 667,5437
lb/jam 5 349431,723
filtrat volume
solid Berat
3
= = 523,4589 lb/ft
3
.jam
Viskositas filtrat = ( =0,0054) lb/ft.sekon
V
u
=
k A
w v
AP
2
2
V
u
=
/menit ft 11,125728
60 1
3
menit
= 5,3929 ft
3
5,3929 ft
3
=
8 2
10 . 25 , 0 7328 , 41766 2
5,3929 0054 , 0 125728 , 11
A
5,3929 ft
3
=
2
000208834 , 0
3239997 , 0
A
0,00112622 = 0,3239997
A = 3,47599 ft
3
Dari Ulrich, tabel 4-23 hal 223 luas area terletak antara 1-1000 m
2
sehingga
perhitungan diatas memenuhi.
Spesifikasi Alat:
Nama = Pemisahan Serat (RVF)
Fungsi = Untuk memisahkan larutan dari cakenya
Type = Rotary Vacum Filter
Bahan konstruksi = Carbon Steel SA-135 Grade B
App C-32
10. Distilasi (Dikerjakan oleh Sumanti Makmur)
11. Decanter
Fungsi = Untuk memisahkan air, gukosa dan maltosa dengan etanol.
Type = Tangki horizontal dengan tutup kanan dan kiri standart
dishead.
Tekanan = 1 atm
Massa bahan = 185079,6102 kg/jam = 408026,5086 lb/jam
1. Etanol = 3738,098 kg/jam = 8241,01085 lb/jam
2. H
2
O = 167849,7524 kg/jam = 370041,5641 lb/jam
3. C
6
H
12
O
6
= 13327,1347 kg/jam = 29381,0011 lb/jam
4. C
12
H
22
O
11
= 164,6251 kg/jam = 362,9325 lb/jam
Dasar Perancangan:
a. Bahan konstruksi = Carbon Steel SA-240 Grade M Type 316(f = 18750)
b. Pengelasan = Double Welded But Joint (E = 0,8) dan C = 1/16
c. Ls = 1,5 di
Perhitungan:
1. Menentukan kapasitas tangki
Kapasitas tangki = Waktu tinggal x laju alir massa
= 1 jam x 408026,5086 lb/jam
= 408026,5086 lb/jam
2. Menentukan dimensi kolom
Densitas campuran = 0,0660 kg/L = 4,1202 lb/ft
3
Densitas light liquid = 0,8269 lb/ft
3
= 13,2457 kg/m
3
App C-33
Densitas heavy liquid = 3,2956 lb/ft
3
= 52,7911 kg/m
3
Volume liquid =
alir Laju
=
3
t 4,1202lb/f
lb/jam 6 408026,508
= 99030,75302 ft
3
Direncanakan volume liquid 90% bahan masuk, maka:
Volume total =
9 , 0
liquid Volume
=
9 , 0
ft 2 99030,7530
3
= 110034,17 ft
3
3. Menentukan dimensi tangki
Volume total = V
1
+ V
2
+ V
3
Volume total = ((0,0847) .di
3
) + ( /4 x di
2
x Ls) + (0,0847) . di
3
)
110034,17 ft
3
= ) . 0847 , 0 ( 2
4
14 , 3
3 2
di Ls di +
110034,17 ft
3
= 1,3469 di
3
di = 81,6944 ft = 980,3328 in
4. Menentukan tinggi silinder
Ls = 1,5 x di
= 1,5 x 980,3328
= 1470,4992 in = 122,5416 ft
App C-34
5. Menentukan tinggi liquid dalam shell(Lls)
Volume liquid = V
1
+ V
2
99030,75302 ft
3
= ((0,0847) . di
3
) + ( Lls di
2
4
)
99030,75302 ft
3
= ((0,0847)( 81,6944
3
) + (0,785 x 81,6944
2
x Lls)
99030,75302 ft
3
= 44505,4914 + 5239,0704 . Lls
5239,0704. Lls = 54525,26162 ft
3
Lls = 0,0104 ft = 0,1248 in
6. Menentukan tebal tangki (ts)
ts = C
Pi E f
di Pi
+
) 6 , 0 . ( 2
(Pers 4-1.5 Ulrich hal 252)
Dimana:
Pi = Tekanan operasi
r = Jari-jari, in
f = Allowable stress, psia
Maka:
ts = C
Pi E f
di Pi
+
) 6 , 0 . ( 2
=
16
1
) 7 , 14 6 , 0 ( ) 8 , 0 18750 ( 2
980,3328 7 , 14
+
= 0,5431 in =
16
2
16
8
=
App C-35
Standarisasi do:
do = di + 2 ts
= 980,3328 in + 2 (2/16)
= 980,5828 in
Standarisasi do dari table 5.7 Brownell & Young hal 90 didapat:
do = 120 in
di = do 2 ts
= 120 2 (2/16)
= 119,75 in = 9,9791 ft
7. Menentukan tebal tutup
a. Tebal tutup atas (tha)
tha = C
Pi E f
r Pi
+
) 1 , 0 . (
885 , 0
=
16
1
) 7 , 14 1 , 0 8 , 0 18750 (
75 , 119 7 , 14 885 , 0
+
= 0,1039 in x 16/16
=
16
2
16
6624 , 1
~ in
b. Tebal tutup bawah (thb)
thb = tha =
16
2
in
8. Menentukan tinggi tutup
a. Tinggi tutup atas (ha)
ha = 0,169 x di
= 0,169 x 119,75 = 20,2378 in = 1,6865 ft
App C-36
b. Tinggi tutup bawah (hb)
hb = ha = 20,2378 in
c. Tinggi total tangki (H)
H = ha + Ls +hb
= 20,2378 in + 1470,4992 in + 20,2378 in
= 1510,9748 in = 125,9146 ft
9. Menentukan tinggi liquid overflow
Tinggi heavy liquid overflow
Z
3
= x Ls + tinggi tutup
= ( x 122,5416) + 1,6865
= 62,9573 ft
Tinggi light liquid overflow
Z
1
= Ls + tinggi tutup
= 122,5416 + 1,6865
= 124,2281 ft
Spesifikasi Alat:
Nama alat = Decanter
Fungsi = Untuk memisahkan air, gukosa dan maltosa dengan etanol.
Type = Tangki silinder horizontal dengan tutup kanan dan tutup kiri
standart dishead
Bahan = Carbon Steel SA-240 Grade M type 316
Tinggi light liquid = 124,2281 ft
Tinggi heavy liquid = 62,9573 ft
App C-37
Dimensi tangki = H = 1510,9748 in = 125,9146 ft
= Lls = 0,0104 ft = 0,1248 in
= ts = 2/16 in
12. Dehidrasi
Nama alat = Tangki dehidrasi
Fungsi = Tempat berlangsungnya reaksi dehidrasi etanol dengan
bantuan CaO
Type = Tangki berbentuk silinder tegak dengan tutup atas standart
dishead tutup bawah conis ( = 120
0
).
Tekanan = 1 atm
Waktu operasi = 1 jam
Kapasitas = 2858,2257 kg/jam = 6301,2444 lb/jam
Perhitungan:
1. Menentukan dimensi tangki
Densitas campuran = 112,374 lb/ft
3
Padatan pengisi bejana = 80%
Waktu tinggal = 1jam
Massa bahan = 6301,2444 lb/jam x 1 jam = 6301,2444 lb
Volume CaO =
massa
=
3
3
0739 , 56
lb/ft 112,374
lb 6301,2444
ft =
Karena volume larutan 80% volume tangki, maka:
Standarisasi do:
do = di + 2 ts
App C-38
= 89,6152 in + 2 (2/16)
= 89,8652 in
Standarisasi do dari table 5.7 Brownell & Young hal 89 didapat:
do = 90
ts = 2/16
di = do 2 ts
= 90 2(2/16) = 89,75 in = 7,4792 ft
icr = 6% (89,75) = 5,385 in
r = di = 89,75 in
2. Menentukan tabal tutup
a. Tebal tutup atas (tha)
tha = C
Pi E f
r Pi
+
) 1 , 0 . (
885 , 0
=
16
1
) 7 , 14 1 , 0 ( ) 8 , 0 18750 (
75 , 89 7 , 14 885 , 0
+
= 0,1403 in = 2/16 in
b. Tebal tutup bawah (thb)
thb = C
Pi E f
di Pi
+
) 6 , 0 ( 2
=
16
1
60 cos ) 7 , 14 6 , 0 8 , 0 18750 ( 2
75 , 89 7 , 14
0
+
C
= 0,1505 in = 2/16 in
App C-39
3. Menentukan tinggi tutup
a. Tinggi tutup atas (ha)
a = 875 , 44
2
75 , 89
2
= =
di
in
AB = a icr = 44,875 5,385
= 39,49 in
BC = r (icr) = 89,75 - 5,385
= 84,365 in
B = r AC = 89,75 -
2 2
) 49 , 39 ( ) 365 , 84 (
= 15,1981 in
Maka:
ha = tha + B + sf
ha = 2/16 in + 15,1981 in + 1,5
= 16,8231 in
b. Tinggi tutup bawah (conical)
thb = x 8157 , 51
1,7321
89,75
= =
o tg
di
in = 4,3179 ft
Lhb = ha = 51,8157 in + 1,5 = 53,3157 in
c. Tinggi total tangki (H)
H = ha + Ls + hb
= 16,8231 in + 134,3872 + 53,3157 in
= 204,526 in = 17,038 ft
App C-40
Spesifikasi Alat:
Nama : Tangki dehidrasi
Type : Silinder tegak dengan tutup atas dan bawah standart dishead
Bahan : Carbon Steel SA-240 Grade M
Kapasitas : 6301,2444 lb/jam
Dimensi tangki:
- H : 204,526 in = 17,038 ft
- ts : 2/16
- tha = thb = 2/16
App D-1
APPENDIKS D
UTILITAS
Unit utilitas merupakan sarana yang paling penting bagi kelangsungan proses
produksi. Unit utilitas yang diperlukan pada Pra Rencana Pabrik Etanol ini meliputi:
A. Unit penyediaan steam
B. Unit penyediaan air
C. Unit penyediaan listrik
D. Unit penyediaan bahan bakar
A. Unit Penyediaan Steam
1. Untuk kebutuhan pemanas
Tabel App D.1 Kebutuhan pemanas
No Nama Peralatan Kebutuhan Steam (kg/jam)
1 Reaktor Liquifikasi 40423,5866
2 Distilasi 156521,6065
Total 196945,1931
Untuk design dan faktor keamanan direncanakan banyak steam yang
disupply adalah 20% exess dari jumlah kebutuhan steam.
Steam yang disediakan boiler = 0,2 196945,1931
= 39389,0386 kg/jam
= 86837,0745 lb/jam
App D-2
Direncanakan steam yang digunakan adalah saturated steam pada kondisi:
Temperatur : 134
0
C = 273,2
0
F
Tekanan : 2,299 atm = 33,786 Psi
Dari persamaan 172 Savern W.H, hal 140:
Boiler Horse Power =
5 , 34 3 , 970
hf h Ms
Dimana:
Ms = Massa steam yang dihasilkan oleh boiler, lb/jam
h = Entalphy1 lb feed steam pada perencanaan dan T tertentu 1171,4
hf = Entalphy liquid 1 lb feed water pada kondisi 970,3 dan 34,5 adalah
konstanta penyesuaian pada penguapan 1 lb air/jam dari 212
0
F dan tekanan
14,7 psia yang memerlikan entalphy 970,3 Btu/lb
Dari appendiks A.2-9 Geanklopis, hal 858 859 diperoleh:
H
212
0
F
= 180,16 Btu/lbm
Dari tabel C-3 hal 629 Van Ness diperoleh:
H
518
0
F
= 1171,4 Btu/lbm
Boiler Horse Power =
35 3 , 970
16 , 180 4 , 1171 1 196945,193
= 5748.4417 Hp
Dari persamaan 171 Severn W.H hal 140:
Kapasitas boiler =
1000
hf h Ms
=
1000
16 , 180 4 , 1171 1 196945,193
= 195219,9532 lb/jam
App D-3
Dari persamaan 171 Severn W.H hal 140:
Faktor Epavorasi =
3 , 970
16 , 180 4 , 1171
3 , 970
hf h
= 1,0216
Jadi air yang dibutuhkan = Faktor evaporasi Rate steam
= 1,0216 86837,0745
= 88712,7554 lb/jam
= 40239,8419 kg/jam
2. Kebutuhan bahan bakar boiler
Sebagai bahan bakar boiler digunakan fuel oil dengan heating valve = 19000
Btu/lb. (Perry ed 3, hal 16-29).
Sehingga kebutuhan bahan bakar boiler (Mf):
Mf =
value heating boiler
hf h Ms
Karena effisiensi boiler sebesar 80% maka:
Mf =
19000 8 , 0
16 , 180 4 , 1171 1 196945,193
= 12843,41797 lb/jam
= 5825,7362 kg/jam
Maka jumlah perpindahan panas boiler dan jumlah tube:
Heating value surface = 10 ft
2
/Hp boiler
Direncanakan panjang tube standard = 20 ft
Ukuran pipa yang digunakan (NPS) = 1,5 in
Luas permukaan linier feed = 0,498 ft
3
/ft
App D-4
Jumlah tube (Nt) =
L at
A
Maka: A = Luas perpindahan panas boiler
= 10 5748.4417 = 57484,417 ft
2
Sehingga: Nt =
20 489 , 0
57484,417
L at
A
= 5877,7522 buah 5878 buah
Speifikasi boiler:
Type : Fire tube boiler
Kapasitas boiler : 195219,9532 lb/jam
Rate steam : 86837,0745 lb/jam
Bahan bakar : fusel oil
Effisiensi : 80%
Heating surface : 57484,417 ft
2
Jumlah tube : 5878 buah
Ukuran tube : 1,5 in
Panjang tube : 20 ft
Jumlah boiler : 1 buah
App D-5
B. Unit Penyediaan Air
Kebutuhan air pada Pra Rencana Pabrik Etanol antara lain untuk keperluan
sebagai berikutr:
1. Keperluan air proses:
Pada tangki pencuci = 680003,9419 kg/jam = 188,88998 kg/det
Pada mesin giling = 1189705,717 kg/jam = 330,4738 kg/det
Pada reaktor sakarifikasi awal = 950838,9303 kg/jam = 264,1219 kg/det
Pada pemisahan serat (RVF) = 439347,8423 kg/jam = 122,0411 kg/det
2. Keperluan pembangkit steam:
Pada Reaktor Liquifikasi = 40423,5866 kg/jam = 11,2288 kg/det
Distilsi = 156521,6065 kg/jam = 43,4782 kg/det
3. Keperluan karyawan:
Menurut standart WHO kebutuhan air untuk tiap orang = 120 L/hari
Jumlah karyawan dalam pabrik = 235 orang
Kebutuhan air untuk 235 karyawan = 120 L/hari 235
= 28200 L/hari
Jika densitas air = 896,4048 kg/m
3
Pemakaian air sanitasi untuk 235 karyawan:
V =
M
m = V
=
1000
1
896,4048 28200
= 25278,6154 kg/hari
App D-6
4. Keperluan air untuk laboratorium:
Kebutuhan air untuk laboratorium dan taman direncanakan sebesar 30% dari
kebutuhan karyawan.
Kebutuhan laboratorium dan taman = 0,3 25278,6154
= 7583,5846 kg/hari
5. Keperluan air untuk kebutuhan lainnya:
Air untuk kebutuhan lainnya = 10000 kg/hari
Total air sanitasi = (25278,6154 + 7583,5846) kg/hari
= 32862,2 kg/hari
Jadi total kebutuhan air = 3507377,171 kg/hari
Air yang disirkulasi adalah steam kondensat diperkirakan kehilangan selama
sirkulasi sebesar 10%.
Kehilangan air selama sirkulasi = 0,1 total
= 0,1 3507377,171
= 350737,7171 kg/hari
Air yang disirkulasi = 3507377,171 - 350737,7171
= 3156639,454 kg/hari
Make up water yang disupplay = 3507377,171 - 3156639,454
= 350737,717 kg/hari
App D-7
Untuk cadangan dan persediaan unit pemadam kebakaran disediakan 35%
maka:
Total kebutuhan air yang dibutuhkan = 0,35 total
= 0,35 3507377,171
= 1227582,01 kg/hari
= 51149.2504 kg/jam
Peralatan Unit Penyediaan Air:
1. Pompa Air Sungai (L-211)
Fungsi: memompakan air dari sungai ke bak skimer (F-212).
Direncanakan pompa yang digunakan sebanyak 2 buah.
Rate aliran tiap pompa =
2
51149.2504
= 25574.6252 kg/jam
Rate aliran = 25574.6252 kg/jam = 56381.8187 lb/jam
= 15.6616 lb/det
= 997,08 kg/m
3
= 62,5 lb.m/ft
3
= 0.85 Cp
= 5.7118E-04 lb/ft.det (Fig. 14 Kern hal 823)
Rate volumetrik:
V = 1091 . 902
5 , 62
56381.8187 rate
ft
3
/jam
= 0,2506 ft
3
/det = 15.0352 ft
3
/menit
App D-8
Asumsi: aliran adalah turbulen
Fig. 14-2 Timmerhaus hal 489 diperoleh di optimum = 24 in
Dari tabel 11 Kern hal 844 didapat:
Ukuran pipa normal (NPS) = 24 in
Diameter luar = 24 in
Diameter dalam = 23,25 in = 1,9375 ft
Inside Cross-Sectional area = 425 in
2
= 35,4163 ft
2
Pengecekan aliran:
V = 4245 , 0
4163 , 35
15.0352
Ao
rate
ft/det
N
Re
=
04 - 5.7118E
4245 , 0 5 , 62 9375 , 1 v di
= 89996,6681
Untuk aliran turbulen, N
Re
> 2100, maka asumsi benar.
Perpipaan:
Pipa lurus:
L
pipa
= 100 ft
Elbow 90
0
sebanyak 4 buah
L/D = 35 (Tabel 5.9 Geankoplis hal 93)
L
elbow
= 35 ID
= 4 35 1,9375 = 271,25 ft
App D-9
Gate valve sebanyak 2 buah
L/D = 9 (Tabel 5.9 Geankoplis hal 93)
L
gate valve
= 9 ID
= 2 9 1,9375 = 34,875 ft
L = L
pipa
+ L
elbow
+ L
gate valve
= 100 + 271,25 + 34,875
= 406.125 ft
Bahan pipa: cast iron
Dari Geankoplis hal 88, diperoleh: = 0,00026 m, sehingga:
9375 , 1
/ 2808 , 3 10 . 6 , 2
4
m ft m
D
= 0,0004
f = 0,007
Faktor turbulen = 1
Friksi pada pipa:
Ff = 4f
gc D
v L
2
2
(Pers. 2.10-6 Geankoplis hal 89)
= 0164 , 0
174 , 32 1 2 9375 , 1
4245 , 0 406.125
007 , 0 4
2
ft.lbf/lbm
Friksi pada elbow 90
0
sebanyak 3 buah
Kf = 0,75 (Tabel 2.10-1 Geankoplis hal 93)
hf = Kf
2
2
v
(Pers. 2.10-17 Geankoplis hal 94)
= 3 0,75 2027 , 0
2
4245 , 0
2
ft.lbf/lbm
App D-10
loss friksi = Ff + hf
= 0,0164 + 0,2027
= 0,2191 ft.lbf/lgm
Persamaan Bernuolli: (Pers. 2.7-28 Geankoplis hal 97)
0
2
2
Ws F
P
gc
g V
gc
V
Direncanakan:
Z = 20 ft
P= 0
v = 0,4245 ft/det
Sehingga diperoleh harga:
-Ws = 0,2191 1 20
174 , 32 1 2
0,4245
= 20.2257 ft.lbf/lbm
WHP =
550
15.6616 20.2257
550
m Ws
= 0,5759 1 Hp
Effisiensi pompa = 20% (fig. 14-37 Peter Timmerhauss hal 520)
BHP = 5
20 , 0
1
pompa
WHP
Hp
Effisiensi motor = 80% (fig. 14-38 Peter Timmerhauss hal 521)
Power pompa aktual =
80 , 0
5
motor
BHP
= 6,25 6 Hp
App D-11
Spesifikasi peralatan:
Fungsi : Memopakan air dari sungai ke bak skimer (F-212)
Type : Centrifugal pump
Dimensi pompa : di = 23,25 in
A = 35,4163 ft
2
Daya pompa : 6 Hp
Bahan : cast iron
Jumlah : 2 buah
2. Bak Skimer (F-212)
Fungsi: Menampung air dari sungai sekaligus sebagai tempat pengendap
pendahuluan serta untuk membersihkan partikel berat yang terbawa
dalam air sungai.
Laju air = 51149,2504 kg/jam
Densitas = 997,08 kg/m
3
= 62,5 lb/ft
3
Direncanakan bak skimer sebanyak 2 buah.
Laju alr tiap bak = 6252 , 25574
2
51149,2504
kg/jam
=
5 . 62
2046 , 2 6252 , 25574
= 902,1091 ft
3
/jam
= 25,5449 m
3
/jam
Waktu tinggal = 8 jam
Volume air = 25,5449 8 = 204,3592 m
3
App D-12
Diperkirakan air mengisi 90% bak
Volume bak = 0658 , 227
9 , 0
204,3592
m
3
Direncanakan bak penampung air berbentuk persegi panjang, dengan rasio panjang
(P) : lebar (L) : tinggi (T) adalah 5 : 4 : 3, maka:
Volume bak penampung air sungai = P L T
227,0658 = 5 4 3
L
2
= 3,7844 m
2
L = 1,9454 m
Maka didapat:
- Panjang = 5 x 1,9454 = 9,727 m = 10 m
- Lebar = 4 x 1,9454 = 7,7816 m = 8 m
- Tinggi = 3 x 1,9454 = 5.8362 m = 6 m
Spesifikasi Peralatan:
Bentuk : Persegi panjang
Kapasitas : 227,0658 m
3
Panjang : 10 m
Lebar : 8 m
Tinggi : 6 m
Bahan : Beton bertulang
Jumlah : 2 buah
App D-13
3. Pompa Bak Skimer (L-213)
Fungsi: Memompakan air dari bak skimer ke bak sedimentasi (F-214)
Direncanakan sebanyak 2 buah.
Sehingga rate aliran tiap pompa =
2
51149,2504
= 25574.6252 kg/jam
Rate aliran = 25574.6252 kg/jam = 56381,8187 lb/jam
= 15,6616 lb/det
= 997,08 kg/m
3
= 62,5 lb/ft
3
= 0.85 Cp
= 5.7118E-04 lb/ft.det (Fig. 14 Kern hal 823)
Rate volumetrik:
V = 1091 , 902
5 , 62
56381,8187 rate
ft
3
/jam
= 0,2506 ft
3
/det = 15.0352 ft
3
/min
Asumsi: aliran adalah turbulen
Fig. 14-2 Timmerhaus hal 489 diperoleh di optimum = 24 in
Dasri tabel 11 Kern hal 844 didapat:
Ukuran pipa normal (NPS) = 24 in
Diameter luar = 24 in
Diameter dalam = 23,25 in = 1,9375 ft
Inside Cross-Sectional area = 425 in
2
= 35,4163 ft
2
App D-14
Pengecekan aliran:
V = 4422 , 0
4163 , 35
15,6616
Ao
rate
ft/det
N
Re
=
04 - 5.7118E
4422 , 0 5 , 62 9375 , 1 v di
= 88910,55120
Untuk aliran turbulen, N
Re
> 2100, maka asumsi benar.
Perpipaan:
Pipa lurus:
L
pipa
= 100 ft
Elbow 90
0
sebanyak 3 buah
L/D = 35 (Tabel 2.10-1 Geankoplis hal 93)
L
elbow
= 35 ID
= 3 35 1,9375 = 203,4354 ft
Gate valve sebanyak 2 buah
L/D = 9 (Tabel 2.10-1 Geankoplis hal 93)
L
gate valve
= 9 ID
= 2 9 1,9375 = 34,875 ft
L = L
pipa
+ L
elbow
+ L
gate valve
= 100 + 203,4354 + 34,875
= 338,3104 ft
App D-15
Bahan pipa: cast iron
Dari Geankoplis hal 88, diperoleh: = 0,00026 m, sehingga:
9375 , 1
/ 2808 , 3 10 . 6 , 2
4
m ft m
D
= 0,0004
f = 0,007
Faktor turbulen = 1
Friksi pada pipa:
Ff = 4f
gc D
v L
2
2
(Pers. 2.10-6 Geankoplis hal 89)
= 0149 , 0
174 , 32 1 2 9375 , 1
4422 , 0 338,3104
007 , 0 4
2
ft.lbf/lbm
Friksi pada elbow 90
0
sebanyak 3 buah
Kf = 0,75 (Tabel 2.10-1 Geankoplis hal 93)
hf = Kf
2
2
v
(Pers. 2.10-17 Geankoplis hal 94)
= 3 0,75 2199 , 0
2
4422 , 0
2
ft.lbf/lbm
loss friksi = Ff + hf
= 0,0149 + 0,2199
= 0,2348 ft.lbf/lgm
Persamaan Bernuolli: (Pers. 2.7-28 Geankoplis hal 97)
0
2
2
Ws F
P
gc
g V
gc
V
App D-16
Direncanakan:
Z = 20 ft
P= 0
v = 0,4422 ft/det
Sehingga diperoleh harga:
-Ws = 0,2348 1 20
174 , 32 1 2
0,4422
= 20,2417 ft.lbf/lbm
WHP =
550
15,6616 20,2417
550
m Ws
= 0,5764 1 Hp
Effisiensi pompa = 70% (fig. 14-37 Peter Timmerhauss hal 520)
BHP = 2
70 , 0
1
pompa
WHP
Hp
Effisiensi motor = 86% (fig. 14-38 Peter Timmerhauss hal 521)
Power pompa aktual =
86 , 0
2
motor
BHP
= 2,3256 3 Hp
Spesifikasi peralatan:
Fungsi : Memopakan air dari bak skimer ke bak sedimentasi (F-212)
Type : Centrifugal pump
Dimensi pompa : di = 23,25 in
A = 35,4163 ft
2
Daya pompa : 3 Hp
App D-17
Bahan : cast iron
Jumlah : 2 buah
4. Bak Sedimentasi (F-214)
Fungsi: mengendapkan partikel-partikel yang tidak mengendap pada bak skimer
Laju air = 51149,2504 kg/jam
Direncanakan bak sedimentasi sebanyak 2 buah.
Laju alir tiap bak = 6252 , 25574
2
51149,2504
kg/jam
=
5 , 62
2046 , 2 6252 , 25574
= 902,1091 ft
3
/jam = 25,5449 m
3
/jam
Waktu tinggal = 8 jam
Volume air = 25,5449 8 = 204.3592 m
3
Diperkirakan air mengisi 90% bak
Volume bak = 0658 , 227
9 , 0
204.3592
m
3
Direncanakan bak penampung air berbentuk persegi panjang, dengan rasio panjang
(P) : lebar (L) : tinggi (T) adalah 5 : 4 : 3, maka:
Volume bak penampung air sungai = P L T
227,0658 = 5 4 3
L
2
= 3,7844 m
2
L = 1,9454 m
App D-18
Maka didapat:
- Panjang = 5 x 1,9454 = 9,727 m = 10 m
- Lebar = 4 x 1,9454 = 7,7816 m = 8 m
- Tinggi = 3 x 1,9454 = 5,8362 m = 6 m
Spesifikasi Peralatan:
Bentuk : Persegi panjang
Bahan : Beton bertulang
Panjang : 10 m
Lebar : 8 m
Tinggi : 6 m
Jumlah : 2 buah
5. Pompa Bak Sedimentasi (L-215)
Fungsi: Memompakan air dari bak sedimentasi ke tangki clarifier (F-215)
Direncanakan pompa yang digunakan sebanyak 2 buah
Sehingga rate aliran tiap pompa =
2
51149,2504
= 25574,6252 kg/jam
Rate aliran = 25574,6252 kg/jam = 56381,8187 lb/jam
= 15,6616 lb/det
= 997,08 kg/m
3
= 62,5 lb/ft
3
= 0.85 Cp
= 5.7118E-04 lb/ft.det (Fig. 14 Kern hal 823)
App D-19
Rate volumetrik:
V = 1091 , 902
62,5
56381,8187 rate
ft
3
/jam
= 0,2506 ft
3
/det = 15,0352 ft
3
/min
Asumsi: aliran adalah turbulen
Fig. 14-2 Timmerhaus hal 489 diperoleh di optimum = 24 in
Dasri tabel 11 Kern hal 844 didapat:
Ukuran pipa normal (NPS) = 24 in
Diameter luar = 24 in
Diameter dalam = 23,25 in = 1,9375 ft
Inside Cross-Sectional area = 425 in
2
= 35,4163 ft
2
Pengecekan aliran:
V = 007 , 0
4163 , 35
0,2506
Ao
rate
ft/det
N
Re
=
04 - 5.7118E
007 , 0 5 , 62 9375 , 1 v di
= 15001,2212
Untuk aliran turbulen, N
Re
> 2100, maka asumsi benar.
Perpipaan:
Pipa lurus:
L
pipa
= 100 ft
Elbow 90
0
sebanyak 3 buah
App D-20
L/D = 35 (Tabel 2.10-1 Geankoplis hal 93)
L
elbow
= 35 ID
= 3 35 1,9375 = 203,4354 ft
Gate valve sebanyak 2 buah
L/D = 9 (Tabel 2.10-1 Geankoplis hal 93)
L
gate valve
= 9 ID
= 2 9 1,9375 = 34,875 ft
L = L
pipa
+ L
elbow
+ L
gate valve
= 100 + 203,4354 + 34,875
= 338,3104 ft
Bahan pipa: cast iron
Dari Geankoplis hal 88, diperoleh: = 0,00026 m, sehingga:
9375 , 1
/ 2808 , 3 10 . 6 , 2
4
m ft m
D
= 0,0004
f = 0,007
Faktor turbulen = 1
Friksi pada pipa:
Ff = 4f
gc D
v L
2
2
(Pers. 2.10-6 Geankoplis hal 89)
= 000003 , 0
174 , 32 1 2 9375 , 1
007 , 0 338,3104
007 , 0 4
2
ft.lbf/lbm
Friksi pada elbow 90
0
sebanyak 3 buah
Kf = 0,75 (Tabel 2.10-1 Geankoplis hal 93)
App D-21
hf = Kf
2
2
v
(Pers. 2.10-17 Geankoplis hal 94)
= 3 0,75 00006 , 0
2
007 , 0
2
ft.lbf/lbm
loss friksi = Ff + hf
= 0,000003 + 0,00006
= 0,000063 ft.lbf/lgm
Persamaan Bernuolli: (Pers. 2.7-28 Geankoplis hal 97)
0
2
2
Ws F
P
gc
g V
gc
V
Direncanakan:
Z = 20 ft
P= 0
v = 0,007 ft/det
Sehingga diperoleh harga:
-Ws = 000063 , 0 1 20
174 , 32 1 2
007 , 0
= 20,00018 ft.lbf/lbm
WHP =
550
0,2506 20,00018
550
m Ws
= 0,37 1 Hp
Effisiensi pompa = 70% (fig. 14-37 Peter Timmerhauss hal 520)
BHP = 2
70 , 0
1
pompa
WHP
Hp
App D-22
Effisiensi motor = 86% (fig. 14-38 Peter Timmerhauss hal 521)
Power pompa aktual =
86 , 0
2
motor
BHP
= 2,3256 3 Hp
Spesifikasi peralatan:
Fungsi : Memompakan air dari bak sedimentasi ke tangki clarifier (F-
212)
Type : Centrifugal pump
Dimensi pompa : di = 23,25 in
A = 35,4163 ft
2
Daya pompa : 3 Hp
Bahan : cast iron
Jumlah : 2 buah
6. Tangki Clarifier (F-216)
Fungsi : Sebagai tempat terjadinya fokulasi dengan penambahan alum
Al
2
(SO
4
)
3
.18H
2
O 30% sebanyak 80 ppm (0,08 kg/m
3
)
Laju alir = 51149,2504 kg/jam
= 997,08 kg/m
3
= 62,5 lb/ft
3
Direncanaka tangki clarrifier yang digunakan sebanyak 2 buah.
Laju alir tiap tangki = 6252 , 25574
2
51149,2504
kg/jam
App D-23
=
5 , 62
2046 , 2 6252 , 25574
= 902,1091 ft
3
/jam = 25,5449 m
3
/jam
Waktu tinggal = 4 jam
Volume air = 25,5449 4 = 102,1796 m
3
Diperkirakan air mengisi 90% bak
Volume tangki = 5329 , 113
9 , 0
102,1796
m
3
Kebutuhan alum = 10% dari volume air total dengan konsentrasi 80 ppm atau
80 mg tiap 1 L air (0,08 kg/m
3
).
Kebutuhan alum = (0,1 113,5329) 0,08 4
= 3,6331 kg/jam
Kebutuhan alum tiap hari = 24 3,6331
= 87,1933 kg/hari
Tangki berbentuk silinder dengan tutup bawah berbentuk conical:
Volume tangki = Ls D
D
2
3
4 2 / 1 tan 24
Diasumsikan L = 1,5 D
Tutup membentuk sudut ( ) = 60
0
Sehingga didapatkan:
113,5329 = D D
D
5 , 1
4 2 / 1 tan 24
2
3
113,5329 = 0,227 D
3
+ 1,1775 D
3
D = 4,3238 m
App D-24
Menentukan tinggi clarrifier:
Tinggi shell = 1,5 D = 1,5 4,3238 = 6,4857 m
Tinggi tutup bawah berbentuk conis:
h = 2429 , 4
30
4,3238 5 , 0
2 / 1
2 / 1
0
tg tg
D
m
Tinggi total tangki = Tinggi shell + Tinggi tutup bawah
= 6,4857 + 4,2429
= 10,7286 m
Jadi ukuran tangki clarrifier:
Diameter = 4,3238 m
Tinggi = 10,7286 m
Perencanaan pengaduk:
Digunakan pengaduk jenis turbine with 6 blades at 45
0
angle.
Data-data jenis pengaduk (G.G. Brownell, hal 507):
Dt/Di = 3,0
Zi/Di = 0,75 1,3
Zl/Di = 2,7 3,9
W/Di = 0,2
Dimana:
Dt = Diameter dalam tangki
Di = Diameter impeller
Zi = Tinggi impeller dari dasar tangki
Zl = Tinggi zat cair dalam silinder
App D-25
W = Lebar baffle impeller
a. Menentukan diameter impeller
Dt/Di = 3
Di = 4413 , 1
3
4,3238
3
Dt
m
b. Menentukan tinggi impeller dari dasr tangki
Zi/Di = 0,75 1,3 (diambil 0,9)
Zi = Di 0,9 = 1,4413 0,9 = 1,2972 m
c. Menentukan panjang impeller
4
1
Dt
L
L = 1/4 Dt = 1/4 4,3238 = 1,0809 m
d. Menentukan lebar impeller
17 , 0
Di
W
W = 0,17 Di = 0,17 1,4413
= 0,2450 m
e. Menentukan daya pengaduk
Motor penggerak = 200 250 (diambil V = 240)
V = n Di
Nre =
2
Di n
P =
gc
Di n
5 3
(Geankoplis 6
th
, per. 3.4-2,hal.145)
App D-26
Dimana:
n = Putaran pengaduk (rpm)
Di = Diameter impeller (m)
P = Daya motor (Hp)
V = Motor penggerak
= 997,08 kg/m
3
= 62,5 lb.m/ft
3
= Viscositas (5.7118E-04 lb/ft.mnt)
gc = 32,174 lb.ft/dt
2
.lbf = 115826,4 lb.ft/mnt
2
.lbf
= 6 (G.G.Brownell, hal 507)
Sehingga:
n =
Di
V
=
4413 , 1
240
= 53,0307 53 rpm
Nre =
04 - 5.7118E
5 , 62 4413 , 1 20
2
= 4546171,281 (aliran turbulen)
P =
4 , 115826
4413 , 1 20 5 , 62 6
5 3
= 161,0963 lb.ft/det
= 0,2929 Hp
Ditetapkan:
motor = 80%
pengaduk = 60%
App D-27
Maka:
P = 6102 , 0
6 , 0 8 , 0
0,2929
Hp 1 Hp
Spesifikasi tangki clarrifier:
Bentuk = Tangki silinder, tutup bawah berbentuk conical
Diameter Tangki = 4,3238 m
Tinggi = 10,7286 m
Diameter impeller = 1,4413 m
Lebar impeller = 0,2450 m
Daya motor = 1 Hp
Bahan = Carbon Stell Sa-240 Grade M Type 316
Jumlah = 2 buah
7. Sand Filter (F-217)
Fungsi : Menyaring partikel-partikel yang masih ada dalam air dari tangki
clarrifier.
Ketentuan:
- Berbentuk silinder dengan tutup atas dan bawah berbentuk standart dished
head.
- Waktu penyaringan = jam
- Bahan bed pasir
- Volume dalam silinder = 80%
App D-28
Penentuan volume bejana:
Direncanakan sand filter yang digunakan sebanyak 4 buah.
Rate tiap filter = 6252 , 25574
2
51149,2504
kg/jam
=
5 , 62
2046 , 2 6252 , 255754
= 902,1091 ft
3
/jam
= 25,5449 m
3
/jam
Volume air dalam bejana = 25,5449 jam
= 12,7725 m
3
Porositas =
padatan kosong ruang
kosong ruang
V V
V
Asumsi: Porositas = 0,4
Air terisi dalam bed = 60% air masuk
Maka air dalam bed = 0,6 12,7725 = 7,6635 m
3
Sehingga V
b
= V
p +
V
air
Volume ruang kosong 20% volume air dalam bejana
Maka volume ruang kosong = 0,2 12,7725
= 2,5545 m
3
0,4 =
Vp 2,5545
2,5545
V
padatan
= 1,5327 m
3
App D-29
Bila bejana terisi oleh 80% bahan, maka:
V
bejana
= 9159 , 1
8 , 0
1,5327
m
3
Penentuan dimensi bejana:
Mula-mula bejana diangap berbentuk selinder dengan perbandingan:
L/D = 1,5
V
b
= L d
2
4 /
1,5327 = 5 , 1 4 /
2
d d
d = 1,3715 m = 54,86 in
Standarisasi (tabel 5.7. Browell and Young hal 90-91)
Diameter standart = 132 in = 11 ft = 3,3 m
Tinggi silinder = 1,5 132 = 198 in = 4,95 m
Spesifikasi peralatan:
Tinggi = 4,95 m
Diameter = 3,3 m
Bahan kontruksi = carbon steel
Jumlah = 2 buah
App D-30
8. Bak Air Bersih (F-218)
Fungsi: menampung air bersih dari send filter
Laju air = 51149,2504 kg/jam
Direncanakan bak air bersih yang digunakan sebanyak 2 buah.
Rate alir tiap bak = 6252 , 25574
2
51149,2504
kg/jam
=
5 , 62
2046 , 2 6252 , 25574
= 902,1091 ft
3
/jam
= 25,5449 m
3
/jam
Waktu tinggal = 12 jam
Volume air = 25,5449 12 = 306,5388 m
3
Diperkirakan air mengisi 80% bak
Volume bak = 5868 , 191
2 8 , 0
306,5388
m
3
Direncanakan bak penampung air berbentuk persegi panjang, dengan rasio panjang
(P) : lebar (L) : tinggi (T) adalah 5 : 4 : 3, maka:
Volume bak penampung air sungai = P L T
191,5868 = 5 4 3
L
2
= 3,1931 m
2
L = 1,7869 m
App D-31
Maka didapat:
- Panjang = 5 x 1,7869 = 8,9345 m = 9 m
- Lebar = 4 x 1,7869 = 7,1476 m = 8 m
- Tinggi = 3 x 1,7869 = 5,3607 m = 6 m
Spesifikasi Peralatan:
Bentuk : Persegi panjang
Panjang : 9 m
Lebar : 8 m
Tinggi : 6 m
Bahan : Beton bertulang
Jumlah : 2 buah
9. Pompa Demineralizer (L-219)
Fungsi: Memompakan air dari bak air bersih ke kation exchanger
Direncanakan pompa yang digunakan sebanyak 2 buah
Sehingga rate aliran tiap pompa =
2
51149,2504
= 25574,6252 kg/jam
Rate aliran = 25574,6252 kg/jam = 56381,8187 lb/jam
= 15,6616 lb/det
= 997,08 kg/m
3
= 62,5 lb/ft
3
= 0,85 Cp (Fig. 14 Kern hal 823)
= 5.7118E-04 lb/ft.det
App D-32
Rate volumetrik:
V = 1091 , 902
5 , 62
56381,8187 rate
ft
3
/jam
= 0,2506 ft
3
/det = 16,0352 ft
3
/min = 112,4891 gpm
Asumsi: aliran adalah turbulen
Fig. 14-2 Timmerhaus hal 489 diperoleh di optimum = 24 in
Dari tabel 11 Kern hal 844 didapat:
Ukuran pipa normal (NPS) = 24 in
Diameter luar = 24 in
Diameter dalam = 23,25 in = 1,9375 ft
Inside Cross-Sectional area = 425 in
2
= 35,4163 ft
2
Pengecekan aliran:
V = 007 , 0
4163 , 35
0,2506
Ao
rate
ft/det
N
Re
=
04 - 5.7118E
007 , 0 5 , 62 9375 , 1 v di
= 15001,2212
Untuk aliran turbulen, N
Re
> 2100, maka asumsi benar.
Perpipaan:
Pipa lurus:
L
pipa
= 100 ft
App D-33
Elbow 90
0
sebanyak 3 buah
L/D = 35 (Tabel 2.10-1 Geankoplis hal 93)
L
elbow
= 35 ID
= 3 35 1,9375 = 203,4354 ft
Gate valve sebanyak 2 buah
L/D = 9 (Tabel 2.10-1 Geankoplis hal 93)
L
gate valve
= 9 ID
= 2 9 1,9375 = 34,875 ft
L = L
pipa
+ L
elbow
+ L
gate valve
= 100 + 203,4354 + 34,875
= 338,3104 ft
Bahan pipa: cast iron
Dari Geankoplis hal 88, diperoleh: = 0,00026 m, sehingga:
9375 , 1
/ 2808 , 3 10 . 6 , 2
4
m ft m
D
= 0,0004
f = 0,007
Faktor turbulen = 1
Friksi pada piapa:
Ff = 4f
gc D
v L
2
2
(Pers. 2.10-6 Geankoplis hal 89)
= 000003 , 0
174 , 32 1 2 9375 , 1
007 , 0 338,3104
007 , 0 4
2
ft.lbf/lbm
App D-34
Friksi pada elbow 90
0
sebanyak 3 buah
Kf = 0,75 (Tabel 2.10-1 Geankoplis hal 93)
hf = Kf
2
2
v
(Pers. 2.10-17 Geankoplis hal 94)
= 3 0,75 00006 , 0
2
007 , 0
2
ft.lbf/lbm
loss friksi = Ff + hf
= 0,000003 + 0,00006
= 0,000063 ft.lbf/lgm
Persamaan Bernuolli: (Pers. 2.7-28 Geankoplis hal 97)
0
2
2
Ws F
P
gc
g V
gc
V
Direncanakan:
Z = 20 ft
P= 0
v = 0,007 ft/det
Sehingga diperoleh harga:
-Ws = 000063 , 0 1 20
174 , 32 1 2
007 , 0
= 20,00018 ft.lbf/lbm
WHP =
550
0,2506 20,00018
550
m Ws
= 0,37 1 Hp
App D-35
Effisiensi pompa = 70% (fig. 14-37 Peter Timmerhauss hal 520)
BHP = 2
70 , 0
1
pompa
WHP
Hp
Effisiensi motor = 86% (fig. 14-38 Peter Timmerhauss hal 521)
Power pompa aktual =
86 , 0
2
motor
BHP
= 2,3256 3 Hp
Spesifikasi peralatan:
Fungsi : Memopakan air dari bak sedimentasi ke tangki clarifier (F-
212)
Type : Centrifugal pump
Dimensi pompa : di = 23,25 in
A = 35,4163 ft
2
Daya pompa : 3 Hp
Bahan : cast iron
Jumlah : 2 buah
10. Kation Exchanger (D-210A)
Fungsi: Menghilangkan ion-ion positif penyebab kesadahan air.
Resin yang digunakan adalah Hidrogen Exchnger (H
2
Z). Untuk tiap m
3
H
2
Z dapat
menghilangkan 6500 9000 gram hardnees. Direncanakan H
2
Z dengan kapasitas
7500 g/m
3
.
Direncanakan kation exchanger yang digunakan sebanyak 1 buah.
Rate volumetrik = 112,4891 gpm
App D-36
Rate volumetrik tiap kation exchanger = 112,4891
1
112,4891
= 6749,346 gal/jam
Direncanakan berbentuk silinder dengan:
Kecepatan air = 5 gpm/ft
2
Tinggi bed = 3 m = 9,8424 ft
Luas penampang bed =
5
112,4891
air kecepatan
rate
= 22,4978 ft
2
Volume bed = Luas Tinggi
= 22,4978 9,8424
= 221,4325 ft
3
= 6,27027 m
3
A = D
2
22,4978 = D
2
D = 5,3535 ft = 1,6318 m
Direncanakan: H = 3 D
= 3 5,3535
= 16,0605 ft = 4,8952 m
Volume tangki = luas tinggi
= 22,4978 16,0605
= 361,3259 ft
3
= 10,2316 m
3
Asumsi, tiap galon air mengandung 10 grain hardness, maka:
Kandungan hardnees dalam air = 6749,346 10
= 67493,46 grain/jam
App D-37
Dalam 1,4362 m
3
H
2
Z dapat dihilangkan hardness sebanyak:
10,2316 7500 = 76737 gram
= 1184236,079 grain
Umur resin = 5459 , 17
67493,46
9 1184236,07
jam
Setelah umur resin 103,4145 jam maka resin harus segera diregenerasi dengan
asam sulfat atau asam klorida.
Spesifikasi peralatan:
Fungsi : Menghilangkan ion-ion positif penyebab kesadahan air
Bahan : High Alloy Steel SA 240 Grade M type 316
Jumlah : 1 buah
11. Anion Exchanger (D-210 B)
Fungsi: Menghilangkan ion-ion negatif penyebab kesadahan air.
Resin yang digunakan adalah De-acidite (DOH). Direncanakan DOH dengan
kapasitas 7500 g/m
3
.
Direncanakan kation exchanger yang digunakan sebanyak 4 buah.
Rate volumetrik = 112,4891 gpm
Rate volumetrik tiap kation exchanger = 112,4891
1
112,4891
= 6749,346 gal/jam
Direncanakan berbentuk silinder dengan:
Kecepatan air = 5 gpm/ft
2
App D-38
Tinggi bed = 3 m = 9,8424 ft
Luas penampang bed =
5
112,4891
air kecepatan
rate
= 22,4978 ft
2
Volume bed = Luas Tinggi
= 22,4978 9,8424
= 221,4325 ft
3
= 6,27027 m
3
A = D
2
22,4978 = D
2
D = 5,3535 ft = 1,6318 m
Direncanakan: H = 3 D
= 3 5,3535
= 16,0605 ft = 4,8952 m
Volume tangki = luas tinggi
= 22,4978 16,0605
= 361,3259 ft
3
= 10,2316 m
3
Asumsi, tiap galon air mengandung 10 grain hardness, maka:
Kandungan hardnees dalam air = 6749,346 10
= 67493,46 grain/jam
Dalam 1,4362 m
3
H
2
Z dapat dihilangkan hardness sebanyak:
10,2316 7500 = 76737 gram
= 1184236,079 grain
Umur resin = 5459 , 17
67493,46
9 1184236,07
jam
App D-39
Setelah umur resin 103,4145 jam maka resin harus segera diregenerasi dengan
asam sulfat atau asam klorida.
Spesifikasi peralatan:
Fungsi : Menghilangkan ion-ion positif penyebab kesadahan air
Bahan : High Alloy Steel SA 240 Grade M type 316
Jumlah : 1 buah
12. Bak Air Lunak (F-221)
Fungsi: menampung air yang sudah mengalami pelunakan
Laju air = 51149,2504 kg/jam
Direncanakan bak air bersih yang digunakan sebanyak 2 buah.
Laju alir tiap bak = 6252 , 25574
2
51149,2504
kg/jam
=
5 , 62
2046 , 2 6252 , 25574
= 905,1091 ft
3
/jam = 25,6298 m
3
/jam
Waktu tinggal = 5 jam
Volume air = 25,6298 5 = 128,149 m
3
Diperkirakan air mengisi 90% bak
Volume bak = 3878 , 142
9 , 0
128,149
m
3
Direncanakan bak penampung air berbentuk persegi panjang, dengan rasio panjang
(P) : lebar (L) : tinggi (T) adalah 5 : 4 : 3, maka:
App D-40
Volume bak penampung air sungai = P L T
142,3878 = 5 4 3
L
2
= 2,37313 m
2
L = 1,5405 m
Maka didapat:
- Panjang = 5 x 1,5405 = 7,7025 m = 8 m
- Lebar = 4 x 1,5405 = 6,162 m = 7 m
- Tinggi = 3 x 1,5405 = 4,6215 m = 5 m
Spesifikasi Peralatan:
Bentuk : Persegi panjang
Panjang : 8 m
Lebar : 7 m
Tinggi : 5 m
Bahan : Beton bertulang
Jumlah : 2 buah
13. Pompa Deaerator (L-222)
Fungsi: Memompakan air dari bak lunak ke Dearator
Rate aliran = 40239,8419 kg/jam = 88712,7555 lb/jam
= 24,6424 lb/det
= 997,08 kg/m
3
= 62,5 lb.m/ft
3
App D-41
= 0,85 Cp (Fig. 14 Kern hal 823)
= 5,7118E-04 lb/ft.det
Rate volumetrik:
V = 4041 , 1419
5 , 62
88712,7555 rate
ft
3
/jam
= 0,3942 ft
3
/det = 23,6567 ft
3
/min = 192,7161 gpm
Asumsi: aliran adalah turbulen
Fig. 14-2 Timmerhaus hal 489 diperoleh di optimum = 5 in
Dasri App, A-5 Geankoplis hal 892didapat:
Ukuran pipa normal (NPS) = 5 in
Diameter luar = 5,563 in
Diameter dalam = 5,047 in = 0,4206 ft
Inside Cross-Sectional area = 1,668 in
2
= 0,1390 ft
2
Pengecekan aliran:
V = 8359 , 2
1390 , 0
0,3942
Ao
rate
ft/det
N
Re
=
04 - 5,7118E
8359 , 2 5 , 62 4206 , 0 v di
= 130520,315
Untuk aliran turbulen, N
Re
> 2100, maka asumsi benar.
Perpipaan:
Pipa lurus:
L
pipa
= 60 ft
App D-42
Elbow 90
0
sebanyak 4 buah
L/D = 35 (Tabel 2.10-1 Geankoplis hal 93)
L
elbow
= 35 ID
= 4 35 0,4206 = 58,884 ft
Gate valve sebanyak 2 buah
L/D = 9 (Tabel 2.10-1 Geankoplis hal 93)
L
gate valve
= 9 ID
= 2 9 0,4206 = 7,5708 ft
L = L
pipa
+ L
elbow
+ L
gate valve
= 60 + 58,884 + 7,5708
= 126,4548 ft
Bahan pipa: cast iron
Dari Geankoplis hal 88, diperoleh: = 0,00026 m, sehingga:
0,4206
/ 2808 , 3 10 . 6 , 2
4
m ft m
D
= 0,0020
f = 0,0084
Faktor turbulen = 1
Friksi pada piapa:
Ff = 4f
gc D
v L
2
2
(Pers. 2.10-6 Geankoplis hal 89)
= 2832 , 1
174 , 32 1 2 4206 , 0
8359 , 2 126,4548
0084 , 0 4
2
ft.lbf/lbm
App D-43
Friksi pada elbow 90
0
sebanyak 3 buah
Kf = 0,75 (Tabel 2.10-1 Geankoplis hal 93)
hf = Kf
2
2
v
(Pers. 2.10-17 Geankoplis hal 94)
= 3 0,75 0634 , 12
2
8359 , 2
2
ft.lbf/lbm
loss friksi = Ff + hf
= 1,2832 + 12,0634
= 13,3466 ft.lbf/lgm
Persamaan Bernuolli: (Pers. 2.7-28 Geankoplis hal 97)
0
2
2
Ws F
P
gc
g V
gc
V
Direncanakan:
Z = 20 ft
P= 0
v = 2,8359 ft/det
Sehingga diperoleh harga:
-Ws = 13,3466 1 20
174 , 32 1 2
2,8359
= 33,3907 ft.lbf/lbm
WHP =
550
24,6424 33,3907
550
m Ws
= 1,496 2 Hp
App D-44
Effisiensi pompa = 70% (fig. 14-37 Peter Timmerhauss hal 520)
BHP = 9 , 2
70 , 0
2
pompa
WHP
Hp
Effisiensi motor = 83% (fig. 14-38 Peter Timmerhauss hal 521)
Power pompa aktual =
83 , 0
9 , 2
motor
BHP
= 3,494 3 Hp
Spesifikasi peralatan:
Fungsi : Memompakan air dari bak lunak ke Dearator
Type : Centrifugal pump
Dimensi pompa : di = 5,047 in
A = 0,1390 ft
2
Daya pompa : 3 Hp
Bahan : cast iron
Jumlah : 1 buah
14. Tangki Deaerator (F- 223)
Fungsi: Menghilangkan gas-gas impuritis dalam air umpan boiler dengan system
pemanasan steam.
Laju air = 40239,8419 kg/jam.
Rate volumetrik = 4041 , 1419
5 , 62
2,2046 40239,8419
ft
3
/jam
= 40,193 m
3
/jam
Waktu tinggal = 1 jam
App D-45
Volume air = 40,193 1 = 40,193 m
3
Diperkirakan air mengisi 90% bak
Volume bak = 6589 , 44
9 , 0
40,193
m
3
Menentukan dimensi tangki:
Volume tangki = . Di
2
. Ls
Diasumsikan Ls = 1,5 Di
44,6589 = . Di
2
. 1,5D
44,6589 = 1,179 Di
3
Di = 3,3584 m
Jadi tinggi tangki (Ls) = 1,5 3,3584 = 5,0376 m
Menentukan tinggi tutup atas dan bawah:
h = 0,196 Di
h = 2 0,196 3,3584 = 1,3165 m
Jadi tinggi total tangki = Ls + h
= 5,0376 + 1,3165 = 6,4541 m
Spesifikasi Peralatan:
Type : Silinder horisontal
Tinggi : 6,4541 m
Diameter : 3,3584 m
Tutup : Standart dished head
Jumlah : 1 buah
App D-46
15. Tangki Umpan Boiler (F-224)
Fungsi: Menampung air umpan boiler
Laju air = 40239,8419 kg/jam.
Rate volumetrik = 4041 , 1419
5 , 62
2,2046 40239,8419
ft
3
/jam
= 40,193 m
3
/jam
Waktu tinggal = 1 jam
Volume air = 40,193 1 = 40,193 m
3
Diperkirakan air mengisi 90% bak
Volume bak = 6589 , 44
9 , 0
40,193
m
3
Menentukan dimensi tangki:
Volume tangki = . Di
2
. Ls
Diasumsikan Ls = 1,5 Di
44,6589 = . Di
2
. 1,5D
44,6589 = 1,179 Di
3
Di = 3,3584 m
Jadi tinggi tangki (Ls) = 1,5 3,3584 = 5,0376 m
Menentukan tinggi tutup atas dan bawah:
h = 0,196 Di
h = 2 0,196 3,3584 = 1,3165 m
Jadi tinggi total tangki = Ls + h
= 5,0376 + 1,3165 = 6,4541 m
App D-47
Spesifikasi Peralatan:
Type : Silinder horisontal
Tinggi : 6,4541 m
Diameter : 3,3584 m
Tutup : Standart dished head
Jumlah : 1 buah
16. Pompa Air Boiler (L-225)
Fungsi: Memompa air umpan boiler dari tangki air umpan boiler menuju boiler
Rate aliran = 40239,8419 kg/jam = 88712,7555 lb/jam
= 24,6424 lb/det
= 997,08 kg/m
3
= 62,5 lb.m/ft
3
= 0,8 Cp (Fig. 14 Kern hal 823)
= 5.7118E-04 lb/ft.det
Rate volumetrik:
V = 4041 , 1419
5 , 62
88712,7555 rate
ft
3
/jam
= 0,3943 ft
3
/det = 23,6567 ft
3
/min = 176,9855 gpm
Asumsi: aliran adalah turbulen
Fig. 14-2 Timmerhaus hal 489 diperoleh di optimum = 5 in
Dari App, A-5 Geankoplis hal 835 didapat:
Ukuran pipa normal (NPS) = 5 in
Diameter luar = 5,563 in
App D-48
Diameter dalam = 5,047 in = 0,4206 ft
Inside Cross-Sectional area = 1,668 in
2
= 0,1390 ft
2
Pengecekan aliran:
V = 8367 , 2
1390 , 0
0,3943
Ao
rate
ft/det
N
Re
=
04 - 5.7118E
8367 , 2 5 , 62 4206 , 0 v di
= 130553,8556
Untuk aliran turbulen, N
Re
> 2100, maka asumsi benar.
Perpipaan:
Pipa lurus:
L
pipa
= 60 ft
Elbow 90
0
sebanyak 4 buah
L/D = 35 (Tabel 2.10-1 Geankoplis hal 93)
L
elbow
= 35 ID
= 4 35 0,4206 = 58,884 ft
Gate valve sebanyak 2 buah
L/D = 9 (Tabel 2.10-1 Geankoplis hal 93)
L
gate valve
= 9 ID
= 2 9 0,4206 = 29,442 ft
L = L
pipa
+ L
elbow
+ L
gate valve
= 60 + 58,884 + 29,442
= 148,326 ft
App D-49
Bahan pipa: cast iron
Dari Geankoplis hal 88, diperoleh: = 0,00026 m, sehingga:
0,4206
/ 2808 , 3 10 . 6 , 2
4
m ft m
D
= 0,0020
f = 0,0084
Faktor turbulen = 1
Friksi pada piapa:
Ff = 4f
gc D
v L
2
2
(Pers. 2.10-6 Geankoplis hal 89)
= 4818 , 1
174 , 32 1 2 4206 , 0
8367 , 2 148,326
0084 , 0 4
2
ft.lbf/lbm
Friksi pada elbow 90
0
sebanyak 3 buah
Kf = 0,75 (Tabel 2.10-1 Geankoplis hal 93)
hf = Kf
2
2
v
(Pers. 2.10-17 Geankoplis hal 94)
= 3 0,75 0527 , 9
2
8367 , 2
2
ft.lbf/lbm
loss friksi = Ff + hf
= 1,4818 + 9,0527
= 10,5345 ft.lbf/lgm
Persamaan Bernuolli: (Pers. 2.7-28 Geankoplis hal 97)
0
2
2
Ws F
P
gc
g V
gc
V
App D-50
Direncanakan:
Z = 20 ft
P= 0
v = 2,8367 ft/det
Sehingga diperoleh harga:
-Ws = 10,5345 1 20
174 , 32 1 2
8367 , 2
= 30,5786 ft.lbf/lbm
WHP =
550
24,6424 30,5786
550
m Ws
= 1,3701 1,4 Hp
Effisiensi pompa = 70% (fig. 14-37 Peter Timmerhauss hal 520)
BHP = 2
70 , 0
1,4
pompa
WHP
Hp
Effisiensi motor = 83% (fig. 14-38 Peter Timmerhauss hal 521)
Power pompa aktual =
83 , 0
2
motor
BHP
= 2,4096 2,5 Hp
Spesifikasi peralatan:
Fungsi : Memompa air umpan boiler dari tangki air umpan boiler menuju boiler
Type : Centrifugal pump
Dimensi pompa : di = 5,047 in
A = 0,139 ft
2
App D-51
Daya pompa : 2,5 Hp
Bahan : cast iron
Jumlah : 1 buah
17. Pompa Klorinasi (L-231)
Fungsi: Untuk mengalirkan air dari bak air bersih ke bak klorinasi
Rate aliran = 40535,5467 kg/jam = 89364,6663 lb/jam
= 24,8235 lb/det
= 62,5 lgm/ft
3
= 0,85 Cp (Fig. 14 Kern hal 823)
= 5.7118E-04 lb/ft.det
Rate volumetrik:
V = 8347 , 1429
5 , 62
89364,6663 rate
ft
3
/jam
= 0,3972 ft
3
/det = 23,832 ft
3
/min = 178,2872 gpm
Asumsi: aliran adalah turbulen
Fig. 14-2 Timmerhaus hal 489 diperoleh di optimum = 3 in
Dasri App, A-5 Geankoplis hal 892 didapat:
Ukuran pipa normal (NPS) = 3 in
Diameter luar = 3,5 in
Diameter dalam = 3,068 in = 0,2557 ft
Inside Cross-Sectional area = 0,6156 in
2
= 0,0513 ft
2
App D-52
Pengecekan aliran:
V = 7427 , 7
0,0513
0,3972
Ao
rate
ft/det
N
Re
=
04 - 5.7118E
7427 , 7 5 , 62 0,2557 v di
= 216635,7792
Untuk aliran turbulen, N
Re
> 2100, maka asumsi benar.
Perpipaan:
Pipa lurus:
L
pipa
= 60 ft
Elbow 90
0
sebanyak 4 buah
L/D = 35 (Tabel 2.10-1 Geankoplis hal 93)
L
elbow
= 35 ID
= 4 35 0,2557 = 35,798 ft
Gate valve sebanyak 2 buah
L/D = 9 (Tabel 2.10-1 Geankoplis hal 93)
L
gate valve
= 9 ID
= 2 9 0,2557 = 4,6026 ft
L = L
pipa
+ L
elbow
+ L
gate valve
= 60 + 35,798 + 4,6026
= 100,4006 ft
App D-53
Bahan pipa: cast iron
Dari Geankoplis hal 88, diperoleh: = 0,00026 m, sehingga:
2557 , 0
/ 2808 , 3 10 . 6 , 2
4
m ft m
D
= 0,0033
f = 0,009
Faktor turbulen = 1
Friksi pada piapa:
Ff = 4f
gc D
v L
2
2
(Pers. 2.10-6 Geankoplis hal 89)
= 1692 , 13
174 , 32 1 2 2557 , 0
7427 , 7 100,4006
009 , 0 4
2
ft.lbf/lbm
Friksi pada elbow 90
0
sebanyak 3 buah
Kf = 0,75 (Tabel 2.10-1 Geankoplis hal 93)
hf = Kf
2
2
v
(Pers. 2.10-17 Geankoplis hal 94)
= 3 0,75 4431 , 67
2
7427 , 7
2
ft.lbf/lbm
loss friksi = Ff + hf
= 13,1692 + 67,4431
= 80,6123 ft.lbf/lgm
Persamaan Bernuolli: (Pers. 2.7-28Geankoplis hal 97)
0
2
2
Ws F
P
gc
g V
gc
V
App D-54
Direncanakan:
Z = 20 ft
P= 0
v = 7,7427 ft/det
Sehingga diperoleh harga:
-Ws = 80,6123 1 20
174 , 32 1 2
7,7427
= 100,7326 ft.lbf/lbm
WHP =
550
24,8235 100,7326
550
m Ws
= 4,5464 4,5 Hp
Effisiensi pompa = 70% (fig. 14-37 Peter Timmerhauss hal 520)
BHP = 6
70 , 0
4,5
pompa
WHP
Hp
Effisiensi motor = 80% (fig. 14-38 Peter Timmerhauss hal 521)
Power pompa aktual =
80 , 0
6
motor
BHP
= 7,5 8 Hp
Spesifikasi peralatan:
Fungsi : Untuk mengalirkan air dari bak air bersih ke bak klorinasi
Type : Centrifugal pump
Dimensi pompa : di = 3,068 in
A = 0,0513 ft
2
App D-55
Daya pompa : 8 Hp
Bahan : cast iron
Jumlah : 1 buah
18. Bak Klorinasi (F-230)
Fungsi: Menampung air bersih dan penambahan desinfakten.
Laju air = 40535,5467 kg/jam = 89364,6663 lb/jam
Rate volumetrik = 8347 , 1429
5 , 62
89364,6663
ft
3
/jam
= 40,4884 m
3
/jam
Waktu tinggal = 5 jam
Volume air = 40,4884 5 = 202,442 m
3
Diperkirakan air mengisi 90% bak
Volume bak = 9356 , 224
9 , 0
202,442
m
3
Direncanakan bak berbentuk silinder (tutup atas dan dasar rata) dan direncanakan
tinggi bak, H = 1,5 . D
Volume tangki = . Di
2
. H
Diasumsikan Ls = 1,5 Di
224,9356 = . Di
2
. 1,5D
224,9356 = 1,179 Di
3
Di = 5,7565 m
Jadi tinggi tangki (H) = 1,5 5,7565 = 8,6348 m
Klorin diperlukan tiap 100 ton air = 0,01 kg
App D-56
Kebutuhan klorin per tahun = 300 01 , 0
20000
89364,6663
= 13,4047 kg/tahun
Spesifikasi Peralatan:
Type : Silinder
Tinggi : 8,6348 m
Diameter : 5,7565 m
Tutup : High Alloy Steel SA-240 Grade M Type 316
Jumlah : 1 buah
19. Pompa Air Sanitasi (L-232)
Fungsi: Untuk mengalirkan air dari bak klorinasi ke bak air sanitasi
Rate aliran = 40535,5467 kg/jam = 89364,6663 lb/jam
= 24,8235 lb/det
= 62,5 lgm/ft
3
= 0,85 Cp (Fig. 14 Kern hal 823)
= 5.7118E-04 lb/ft.det
Rate volumetrik:
V = 8347 , 1429
5 , 62
89364,6663 rate
ft
3
/jam
= 0,3972 ft
3
/det = 23,832 ft
3
/min = 178,2872 gpm
Asumsi: aliran adalah turbulen
Fig. 14-2 Timmerhaus hal 489 diperoleh di optimum = 3 in
App D-57
Dari App, A-5 Geankoplis hal 835 didapat:
Ukuran pipa normal (NPS) = 3 in
Diameter luar = 3,5 in
Diameter dalam = 3,068 in = 0,2557 ft
Inside Cross-Sectional area = 0,6156 in
2
= 0,0513 ft
2
Pengecekan aliran:
V = 7427 , 7
0,0513
0,3972
Ao
rate
ft/det
N
Re
=
04 - 5.7118E
7427 , 7 5 , 62 0,2557 v di
= 216635,7792
Untuk aliran turbulen, N
Re
> 2100, maka asumsi benar.
Perpipaan:
Pipa lurus:
L
pipa
= 60 ft
Elbow 90
0
sebanyak 4 buah
L/D = 35 (Tabel 2.10-1 Geankoplis hal 93)
L
elbow
= 35 ID
= 4 35 0,2557 = 35,798 ft
Gate valve sebanyak 2 buah
L/D = 9 (Tabel 2.10-1 Geankoplis hal 93)
L
gate valve
= 9 ID
= 2 9 0,2557 = 4,6026 ft
App D-58
L = L
pipa
+ L
elbow
+ L
gate valve
= 60 + 35,798 + 4,6026
= 100,4006 ft
Bahan pipa: cast iron
Dari Geankoplis hal 88, diperoleh: = 0,00026 m, sehingga:
2557 , 0
/ 2808 , 3 10 . 6 , 2
4
m ft m
D
= 0,0033
f = 0,009
Faktor turbulen = 1
Friksi pada piapa:
Ff = 4f
gc D
v L
2
2
(Pers. 2.10-6 Geankoplis hal 89)
= 1692 , 13
174 , 32 1 2 2557 , 0
7427 , 7 100,4006
009 , 0 4
2
ft.lbf/lbm
Friksi pada elbow 90
0
sebanyak 3 buah
Kf = 0,75 (Tabel 2.10-1 Geankoplis hal 93)
hf = Kf
2
2
v
(Pers. 2.10-17 Geankoplis hal 94)
= 3 0,75 4431 , 67
2
7427 , 7
2
ft.lbf/lbm
loss friksi = Ff + hf
= 13,1692 + 67,4431
= 80,6123 ft.lbf/lgm
App D-59
Persamaan Bernuolli: (Pers. 2.7-28 Geankoplis hal 97)
0
2
2
Ws F
P
gc
g V
gc
V
Direncanakan:
Z = 20 ft
P= 0
v = 7,7427 ft/det
Sehingga diperoleh harga:
-Ws = 80,6123 1 20
174 , 32 1 2
7,7427
= 100,7326 ft.lbf/lbm
WHP =
550
24,8235 100,7326
550
m Ws
= 4,5464 4,5 Hp
Effisiensi pompa = 70% (fig. 14-37 Peter Timmerhauss hal 520)
BHP = 6
70 , 0
4,5
pompa
WHP
Hp
Effisiensi motor = 80% (fig. 14-38 Peter Timmerhauss hal 521)
Power pompa aktual =
80 , 0
6
motor
BHP
= 7,5 8 Hp
App D-60
Spesifikasi peralatan:
Fungsi : Untuk mengalirkan air dari bak klorinasi ke bak air sanitasi
Type : Centrifugal pump
Dimensi pompa : di = 3,068 in
A = 0,0513 ft
2
Daya pompa : 8 Hp
Bahan : cast iron
Jumlah : 1 buah
20. Bak Air Sanitasi (F-233)
Fungsi: Untuk menampung air sanitasi
Laju air = 40535,5467 kg/jam = 89364,6663 lb/jam
Rate volumetrik = 8347 , 1429
5 , 62
89364,6663
ft
3
/jam
= 40,4884 m
3
/jam
Waktu tinggal = 3 jam
Volume air = 40,4884 3 = 121,4652 m
3
Diperkirakan air mengisi 90% bak
Volume bak = 9613 , 134
9 , 0
121,4652
m
3
Direncanakan bak berbentuk silinder (tutup atas dan dasar rata) dan direncanakan
tinggi bak, H = 1,5 . D
Volume tangki = . Di
2
. H
App D-61
Diasumsikan Ls = 1,5 Di
134,9613 = . Di
2
. 1,5D
134,9613 = 1,179 Di
3
Di = 4,8555 m
Jadi tinggi tangki (H) = 1,5 4,8555 = 7,2833 m
Klorin diperlukan tiap 100 ton air = 0,01 kg
Kebutuhan klorin per tahun = 300 01 , 0
20000
89364,6663
= 13,4047 kg/tahun
Spesifikasi Peralatan:
Type : Silinder
Tinggi : 7,2833 m
Diameter : 4,8555 m
Bahan : High Alloy Steel SA-240 Grade M Type 316
Jumlah : 1 buah
C. Unit penyediaan Listrik
Untuk tenaga listrik digunakan untuk mengerakkan motor, penerangan,
instrumentasi, dan lain-lain dipenuhi sendiri oleh generator.
- Perincian kebutuhan listrik untuk porses:
Daerah proses produkasi
App D-62
Tabel App D.2 Pemakaian daya peralatan proses
Kode Alat Nama Alat Jumlah Daya Hp
J-112 Belt Conveyor 1 1 1
C-113 Knife Cutter 1 6 6
L-123 Pompa I 1 1,6 1,6
L-141 Pompa II 1 8 8
L-151 Pompa III 1 8 8
L-154 Pompa IV 1 8 8
L-171 Pompa V 1 8 8
L-163 Pompa VI 1 8 8
L-181 Pompa VII 2 9,5 19
R-110 Reaktor Liquifikasi 3 12 36
L-188 Pompa VIII 4 1 4
R-140 Reaktor Sakarifikasi Lanjut 2 15 30
Total 137,6
Daerah pengolahan
Tabel App D.3 Pemakaian daya peralatan pengolahan air
Kode Alat Nama Alat Jumlah Daya Hp
L-211 Pompa Air Sungai 2 6 12
L-213 Pompa Bak Skimer 2 3 6
L-215 Pompa Bak Sedimentasi 2 3 6
F-216 Tangki Clarifier 2 1 2
App D-63
L-219 Pompa Demineralizer 2 3 6
L-222 Pompa Deaerator 1 3 3
L-225 Pompa Boiler 1 2,5 2,5
L-231 Pompa Klorinasi 1 8 8
L-232 Pompa Air Sanitasi 1 8 8
Total 53,5
Jadi total kebutuhan listrik untuk motor penggerak:
= 137,6 + 53,5
= 191,1 Hp = 142,503 kW
- Kebutuhan listrik untuk kebutuhan penerangan:
Untuk kebutuhan penerangan dapat diperoleh dengan mengetahui luas
bangunan dan areal tanah dengan menggunakan rumuas:
D U
F A
L
Dimana:
L = Lumen outet
A = Luas daerah
F = Foot candle
U = Koefisien utilitas = 0,8
D = Effisiensi rata-rata penerangan = 0,75
App D-64
Tabel App D.4 Kebutuhan daya untuk penerangan
No Lokasi
Luas
Candle (ft) Lumen
m
2
Ft
2
1 Taman 40 215,278 10 2152,78
2 Pos Keamanan 20 430,556 5 2152,78
3 Kantor Administrasi 100 1076,39 20 21520
4 Kantin 30 322,917 5 1614,585
5 Parkir 60 645,835 5 3229,175
6 Toilet 50 538,196 5 2690,98
7 Ruang Proses 2000 21527,8 30 645834
8 Ruang Kontrol 30 322,917 10 3229,17
9 Perkantoran Produksi 80 1861,113 10 18611,13
10 Ruang Timbang 100 1076,39 5 5381,95
11 Bengkel 40 430,556 10 4305,56
12 Unit Pengolahan Air 100 1076,39 5 5381,95
13 Pemadam Kebakaran 50 538,196 5 2690,98
14 Gudang Bahan Baku 300 3229,17 10 32291,7
15 Laboratorium Dan QC 50 538,196 10 5381,96
16 Area Perluasan Pabrik 1000 1063,9 5 5319,5
17 Unit Listrik Dan Geanerator 40 430,556 10 4305,56
18 Ruang Boiler 500 5381,96 5 26909,8
19 Gudang Bahan Bakar 30 322,917 5 1614,585
20 Parkir Kendaraan Tamu 60 645,835 5 3229,175
App D-65
21 Aula 100 1076,39 15 16145,85
22 Kapela + Mushola 40 430,556 5 2152,78
23 Polikinik 20 215,278 10 2152,78
24 Gudang Produk 3000 32291,7 10 322917
25 Unit Pengolahan Limbah 100 1076,39 10 10763,9
26 Perpustakaan 100 1076,39 10 10763,9
27 Jalan Raya - 1076,39 5 5381,95
Total 8040 20362,519 260 1161896,335
Untuk taman, water treatment, jalan, area proses, dan area penyimpanan produk
akan dipakai lampu mercury 250 watt dengan output lumen 10000.
Dari perhitungan diatas didapatakan:
Lumen untuk taman = 2152,78
Lumen untuk jalan = 5381,95
Lumen untuk water treatment = 10763,9
Lumen untuk areal proses = 645834
Lumen untuk areal produk = 322917
Total = 987049,63
Jumlah lampu mercury yang dibutuhkan:
= 99 7 , 98
10000
987049,63
buah
Untuk penerangan daerah lainnya digunakan lampu Tl 40 watt dengan output
lumen 2000.
App D-66
Jumlah lampu TL yang dibutuhkan:
=
2000
987049,63 5 1161896,33
= 87,423 88 buah
Maka kebutuhan listrik untuk penerangan = (99 250 ) + (88 40)
= 28270 watt = 28,27 KW
Total kebutuhan listrik = listrik proses + listrik penerangan
= 142,503 + 28,27
= 170,773 KW
Untuk menjamin kelancaran proses produksi maka kebutuhan listrik sepenuhnya
dipenuhi oleh generator.
Power faktor untuk generator = 0,75
Power yang harus dibangkitkan oleh generator =
75 , 0
170,773
= 227,6973 KW
Menggunakan generator berkekuatan = 228 KW
D. Unit Penyediaan Bahan Bakar
- Boiler
Rate aliran = 196945,1931 kg/jam = 434185,3727 lb/jam
Densitas = 55 lb/ft
3
Viskositas = 0,0027 lbft.s
App D-67
Rate volumetrik =
55
7 434185,372
= 7894,2795 ft
3
/jam
= 233,541 m
3
/jam = 233541 L/jam
Untuk kebutuhan bahan bakar boiler = 5604984 L/hari
- Generator
Tenaga generator = 228 KW
1 KW = 81891.27 Btu/hari
Tenaga generator = 228 81891,27
= 18671209,56 Btu/hari
Bahan bakar yang dipakai adalah diesel oil.
Hv = 19000 Btu/lb
= 55 lb/ft
3
(881 kg/m
3
)
Efisiensi generator = 80%
Kebutuhan bahan bakar =
8 , 0 19000
6 18671209,5
= 1228,3591 lb/hari = 557,174 kg/hari
= 0,6324 m
3
/hari
= 632,4 L/hari
Kebutuhan bahan bakar total = 5604984 + 632,4
= 5605616,4 L/hari
- Tangki bahan bakar
Berfungsi untuk menampung bahan bakar yang akan digunakan,
Direncanakan menampung selama 10 hari.
App D-68
= 5605616,4 10
= 56056164 L = 56056,2 m
3
Direncanakan tangki bahan bakar yang digunakan sebanyak 4 buah
=
4
56056,2
= 14014,05 m
3
Jika volume bahan bakar mengisi 80% volume tangki, maka:
Volume tangki =
0,8
14014,05
= 17517,5625 m
3
Direncanakan tangki berbentuk silinder dengan tutup atas dan bawah
berbentuk datar.
Ditetapkan H = D
Volume tangki = . Di
2
. H
17517,5625 = . Di
2
. D
17517,5625 = 0,785 Di
3
Di = 28,1536 m
Jadi tinggi (H) = 28,1536 m
Bahan konstruksi: High Alloy Steel SA-240 Grade M type 316
App E-1
APPENDIKS E
PERHITUNGAN ANALISA EKONOMI
1. Metode Penafsiran Harga
Penafsiran harga peralatan setiap tahun mengalami perubahan sesuai
dengan kondisi perekonomian yang ada. Untuk penafsiran harga peralatan,
diperlukan indeks yang dapat dipergunakan untuk mengkonversi harga peralatan
masa lalu sehingga diperoleh harga saat ini maka digunkan persamaan:
k
x
I
I
Ck X (Peter and Timmerhaus hal 164)
Dimana:
X = Tafsiran harga saat ini
k = Tafsiran harga pada tahun k
I
x
= Indeks harga saat ini
I
k
= Indeks harga tahun k
Sedangkan untuk menaksir harga alat yang sama dengan kapasitas yang berbeda
digunakan persamaan sebagai berikut:
B
n
A
B A
C
C
V V (Peter and Timmerhaus hal 169)
Dimana:
V
A
= Harga A
V
B
= Harga alat B
C
A
= Kapasitas alat A
App E-2
C
B
= Kapasitas alat B
n = Eksponen harga alat
Harga alat dalam Pra Rencana Pabrik Etanol didasarkan pada harga alat
yang terdapat pada peters and Timmerhaus dan Ulrich, G.D.
Tabel App E.1 Indeks harga alat pada tahun sebulum evaluasi
No Yi Xi Xi
2
Xi.Yi
1 1985 325 105625 645125
2 1986 318 101124 631548
3 1987 324 104976 643788
4 1988 343 117649 681884
5 1989 355 126025 706095
6 1990 356 126736 708440
11925
2021
682135
4016880
Sumber: Peters and Timmerhaus hal 163
a =
2
2
2
Xi Xi n
Yi Xi Xi Xi Yi
=
2
2021 682135 6
4016880 2021 682135 11925
= 0881 . 1953
8369
16345395
App E-3
Y= a + b.X
0
50
100
150
200
250
300
350
400
1984 1986 1988 1990 1992
Tahun
H
a
r
g
a
I
n
d
e
k
s
b =
2
2
Xi Xi n
Xi Yi Yi Xi n
=
2
2021 682135 6
2021 11925 4016880 6
= 1022 , 0
8369
855
Grafik App E.1 Hubungan antara tahun dengan indeks harga
Kenaikkan harga tiap tahun merupakan fungsi linier, tahun dan indeks
harga tahun yang merupakan persamaan garis lurus, sehingga:
Y = a + bX
Dimana:
a = Konstanta
b = Gradien
X = Tahun
Y = Indeks harga
App E-4
Dari grafik diatas didapatkan Indeks harga tahun 2007 adalah:
2007 = 0881 . 1953 + 1022 , 0 . X
Y = 527,5136
Indeks harga tahun 2010 adalah:
2010 = 0881 . 1953 + 1022 , 0 . X
Y = 556,8679
2. Harga Peralatan
Dengan menggunakan rumus-rumus pada metode penafsiran harga
didapatkan harga peralatan proses seperti tabel App D.2 dan peralatan utilitas
pada tabel App D.3.
Contoh perhitungan peralatan:
Nama alat : Pompa sentrifugal (L-211)
Type : Pompa Reciprocation
Daya : 3,5 Hp
Bahan kontruksi : Carbon steel SA 283 Grade C
Dari fig. 4-49 hal 310 Ulrich diperoleh:
F
BM
: 1
Cp : $ 2,500
C
BM
: F
BM
Cp = $ 2,500
Jadi harga pada tahun 2010 adalah:
= 2007 tahun Harga
2007 tahun a harg Indeks
2010 tahun a harg Indeks
App E-5
= 2,500 $
527,5136
556,8679
= $ 2639,1163
Tabel App E.2 Harga peralatan proses
No Nama Alat Kode Harga/Unit ($) Jumlah Harga Total
1 Gedung Penampung 14040,0988 1 14040,0988
2 Belt Conveyor 30613,7493 1 30613,7493
3 Piller 8972,9955 38 340973,8282
4 Pencucian 4478,0526 6 26868,3156
5 Mesin Penggiling 5847,2261 1 5847,2261
6 Pompa 2639,1163 1 2639,1163
7 Reaktor Liquifikasi 66400,1666 2 132800,3331
8 Pompa 2639,1163 1 2639,1163
9 Reaktor Sakarifikasi Awal 30191,4907 2 58271,6883
10 Bin Glukoamylase 1319,5582 1 1319,5582
11 Bin Amylase 1319,5582 1 1319,5582
12 Bin Inokolum 1319,5582 1 1319,5582
13 Reaktor Sakarifikasi Lanjut 30191,4907 1 30191,4907
14 Destilasi 24807, 6934 1 24807, 6934
15 Condensor 21640,7538 1 21640,7538
16 Acumulator 19001,6375 1 19001,6375
17 Pompa 2639,1163 1 2639,1163
18 Reboiler 2650517,3 1 2650517,3
App E-6
19 Pompa 2639,1163 1 2639,1163
20 Tangki Dehidrasi 29558,1028 1 29558,1028
21 Decanter 22168,5771 1 22168,5771
22 Pompa 2639,1163 1 2639,1163
23 Pemisahan Serat (RVF) 450,7611 1 450,7611
24 Storage Etanol 13723,4049 3 41170,2146
Total 3441268,333
3. Harga Peralatan Utilitas
Tabel App E.3 Harga peralatan utilitas
No Nama Alat Kode Harga/Unit ($) Jumlah Harga total
1 Pompa Air Sungai L-211 10656,7517 2 21313,5034
2 Bak Skimer F-212 36947,6284 2 73895,2568
3 Pomba Bak Skimer L-213 24239,7555
2 48479,511
4 Bak Sedimentasi F-214 43769,2163 2 87538,4326
5 Pompa Bak Sedimentasi L-215 2639,1163 2 5278,2326
6 Tangki Clarifer F-216 79344,5043
2 158689,0086
7 Sand Filter F-217 47991,8024 2 95983,6048
8 Bak Air Bersih F-218 47989,6911 2 95983,6048
9 Pompa Demineralizer L-219 2639,1163 2 5278,2326
10 Kation Exchanger D-210A 38531,0982 1 38531,0982
11 Anion Exchanger D-210B 38531,0982 1 38531,0982
12 Bak Air Lunak F-221 47926,3523
2 95852,7046
13 Pompa Deaerator L-222 10053,9775 1 10053,9775
App E-7
14 Tangki Deaerator F-223 37876,5974 1 37876,5974
15 Tangki Umpan Boiler F-224 37475,4517 1 37475,4517
16 Pompa Air Boiler L-225 2639,1163 1 2639,1163
17 Pompa Klorinasi L-231 2639,1163 1 2639,1163
18 Bak Klorinasi F-230 84873,9808 1 84873,9808
19 Pompa Bak Air Sanitasi L-232 2639,1163 1 2639,1163
20 Bak Air Sanitasi F-233 84873,9808 1 84873,9808
Total 1028425,625
Harga Peralatan total = Harga peralatan proses + Harga peralatan utilitas
= $ 3441268,333 + $ 1028425,625
= $ 4469693,958
Asumsi: $1 = Rp.12.000,00
Dengan faktor keamanan (safety factor) sebesar 20%, maka:
Harga peralatan total = 1,2 4469693,958
= $ 5363632,75 = Rp. 64.363.593.000
4. Biaya Bahan Baku
Tabel App E.4 Biaya bahan baku
No Bahan Baku Harga/Kg (Rp) Kebutuhan /Hari Biaya 1 Thn (Rp)
1 Ubi Kayu 1000 16320094,61 1.632.009.461
2 Amylase 5.500 1139,4504 6266977,2
3 Glukoamylase 5.500 136,8288 752558,4
4 CaO 300 10648 3194400
App E-8
5 H
2
N.CN.NH
2
1200 2,589 3106,8
6 Nutrisi 6.500 2,589 16828,5
Total 1.642.243.332
5. Perhitungan Biaya Utilitas
Tabel App E.5 Harga bahan utilitas
No Bahan Baku Hagra (Rp) Kebutuhan/Hari Biaya 1 Thn (Rp)
1 Bahan Bakar 6.000 1.259 kg/hari 2.266.200.000
2 Listrik 750 515 KW 115.875.000
3 Resin 6.000 37,8255 kg/hari 68.085.900
4 Alum 6.000 1574,076 kg/hari 2.833.336.800
Total 5.283.497.700
6. Harga Tanah Dan Bangunan
Luas tanah = 8.040 m
2
Luas bangunan pabrik = 7.040 m
2
Harga tanah/m
2
= Rp.100.000
Harga bangunan/m
3
= Rp.150.000
Harga tanah dan bangunan = (8.040 100.000) + (7.040 150.000)
= Rp.1.860.000.000
App E-9
7. Gaji Pegawai
Tabel App E.6 Gaji pegawai
No Jabatan Jumlah Gaji/Bln (Rp) Total (RP)
1 Dewan Komisaris 2 9.000.000 18.000.000
2 Direktur Utama 1 8.000.000 8.000.000
3 Litbang 1 5.000.000 5.000.000
4 Direktur Teknik & Produksi 1 7.000.000 7.000.000
5 Direktur Administrasi & Keuangan 1 7.000.000 7.000.000
6 Kabag. Produksi 1 5.000.000 5.000.000
7 Kabag. Produksi 1 5.000.000 5.000.000
8 Kabag. Quality Control 1 5.000.000 5.000.000
9 Kabag. SDM 1 5.000.000 5.000.000
10 Kabag. Pemasaran 1 5.000.000 5.000.000
11 Kabag. Keuangan & Adminisrtasi 1 5.000.000 5.000.000
12 Kabag.Umum 1 5.000.000 5.000.000
13 Kasie. Proses 1 2.000.000 2.000.000
14 Karyawan Proses 112 600.000 67.200.000
15 Kasie. Penyadiaan 1 2.000.000 2.000.000
16 Karyawan Penyadiaan 4 600.000 2.400.000
17 Kasie. Pengendalian Mutu 1 2.500.000 2.500.000
18 Karyawan Pengendalian Mutu 4 600.000 2.400.000
19 Kasie. Gudang 1 2.000.000 2.000.000
20 Karyawan Gudang 8 600.000 4.800.000
App E-10
21 Kasie. Utilitas 1 2.000.000 2.000.000
22 Karyawan Utilitas 8 600.000 4.800.000
23 Kasie. Pemeliharaan & Perbaikkan 1 2.000.000 2.000.000
24 Karyawan Pemeliharan & Perbaikan 8 600.000 4.800.000
25 Kasie. Lingkungan 1 1.500.000 1.500.000
26 Karyawan Lingkungan 4 600.000 2.400.000
27 Kasie. Jaminan Mutu 1 1.500.000 1500.000
28 Karyawan Jaminan Mutu 8 600.000 4.800.000
29 Kasie. Pengendalian Proses 1 2.500.000 2.500.000
30 Karyawan Pengendalian Proses 5 600.000 3.000.000
31 Kasie. Kesehatan 1 2.000.000 2.000.000
32 Karyawan Kesehatan 2 1.000.000 2.000.000
33 Kasie. Ketenagakerjaan 1 1.500.000 1.500.000
34 Karyawan Ketenagakerjaan 2 600.000 1.200.000
35 Kasie. Pembelian 1 2.500.000 2.500.000
36 Karyawan Pembelian 3 1.000.000 1.000.000
37 Kasie. Penjualan 1 2.000.000 2.000.000
38 Karyawan Penjualan 2 600.000 1.200.000
39 Kasie. Promosi & Periklanan 1 2.000.000 2.000.000
40 Karyawan Promosi & Periklanan 3 600.000 1.800.000
41 Kasie. Riset & Marketing 1 2.500.000 2.500.000
42 Karyawan Riset & Marketing 3 600.000 1.800.000
App E-11
43 Kasie. Keuangan 1 2.500.000 2.500.000
44 Karyawan Keuangan 2 600.000 1.200.000
45 Kasie. Akuntansi 1 2.500.000 2.500.000
46 Karyawan Akuntansi 2 600.000 1.200.000
47 Kasie. Humas 1 2.500.000 2.500.000
48 Karyawan Humas 2 600.000 1.200.000
49 Kasie. Personalia 1 2.500.000 2.500.000
50 Karyawan Personalia 1 600.000 600.000
51 Kasie. Keamanan 1 2.000.000 2.000.000
52 Karyawan Keamanan 10 600.000 6.000.000
53 Kasie. Kebersihan 1 1.000.000 1.000.000
54 Karyawan Kebersihan 10 400.000 4.000.000
55 Kasie. Transportasi 1 2.000.000 2.000.000
56 Karyawan Transportasi 8 600.000 4.800.000
Total 266.900.000
Total gaji pegawai = Rp. 266.900.000 12
= Rp. 3.202.800.000
8. Pengemasan
Pengemasan porduk utama
Kapasitas = 2777,7777 kg/jam = 19.999.999,44 L/tahun
Harga satuan per barang = Rp.14000
App E-12
=
1000
,44 19.999.999
= 19.999,999 tab/tahun
Biaya pengemasan dalam 1 tahun = 19.999,999 Rp.14000
= Rp. 279.999.992
9. Harga Penjualan
- Etanol
Produksi/tahun = 19.999.999,44 L/thn
Harga jual/L = Rp. 9500
Total penjualan = Rp. 9500 19.999.999,44 = Rp.189.999.994.700
10. Penentuan Total Capital Investment (TCI)
a. Biaya Langsung (DC)
Tabel App E.7 Biaya langsung (DC)
Harga Peralatan E Rp. 64.363.593.000
Instalasi Alat 57% E Rp. 36.687.248.010
Instrumentasi Dan Kontrol 18% E Rp. 11. 585.446.740
Perpipaan 66% E Rp. 42.479.971.380
Listrik 15% E Rp. 9.654.538.950
Bangunan + Tanah 30% E Rp. 19.309.077.900
Fasilitas Layanan 75% E Rp. 48.272.694.750
Pengembangan Lahan 10% E Rp. 6.436.359.300
Total Direct Cost (DC) Rp. 162.839.890.290
App E-13
b. Biaya Tak Langsung (IC)
Tabel App E.8 Biaya tak langsung (IC)
Engineering 35% E Rp. 22.527.257.550
Biaya Konstruksi 45% E Rp. 28.963.616.850
Total Indirect Cost (IC) Rp. 51.490.874.400
c. Fix Capital Investment (FCI)
Tabel App E.9 Fix capital investment (FCI)
Biaya langsung (DC) + Biaya tak langsung (IC) Rp. 214.330.764.690
Biaya Kontraktor 20% (DC + IC) Rp. 42.886.152.938
Biaya Tak Terduga 25% (DC + IC) Rp. 53.582.691.172
Total Fix Capital Investment (FCI) Rp. 96.468.844.110
d. Modal Kerja (WC)
Work Capital Investment (WCI) = 20% TCI
Total Capital Investment (TCI) = WCI + FCI
TCI = 20% TCI + Rp. 96.468.844.110
80% TCI = Rp. 96.468.844.110
TCI = Rp. 120.586.055.138
WCI = 20% Rp. 120.586.055.138
= Rp.24.117.211.028
App E-14
11. Penentuan Total Product Cost (TPC)
a. Biaya Produksi Langsung (Direct Production Cost/DPC)
Tabel App E.10 Biaya produksi langsung (Direct Production
Cost/DPC)
Pemeliharaan 10% FCI Rp. 9.646.884.411
Laboratorium 15% Gaji Rp. 40.035.000
Paten & Royalti 3% TPC 0,03 TPC
Supervisi 15% Gaji Rp. 40.035.000
Total DPC Rp. 9.726.954.411 + 0,03 TPC
b. Biaya Tetap (Fixed Production Cost/FPC)
Tabel App E.11 Biaya tetap (Fixed Production Cost/FPC)
Depresiasi Alat 15% E Rp. 9.654.538.950
Pajak Kekayaan 5% FCI Rp. 4.823.442.206
Asuransi 5% FCI Rp. 4.823.442.206
Bunga Pinjaman 15% Modal Pinjaman Rp. 7.235.163.308
Depresiasi Bangunan 3% Bangunan Rp. 55.800.000
Total FPC Rp. 26.592.386.670
c. Biaya Overhead
Biaya Overhead = 50% (Gaji + Supervisi + Pemeliharaan)
= 50% Rp. 9.953.819.411
= Rp. 4.967.909.706
App E-15
d. Biaya Umum (General Expenses/GE)
Tabel App E.12 Biaya umum
Administrasi 15% TPC 0,1 TPC
Distribusi 2% TPC 0,02 TPC
R & D 5% TPC 0,05 TPC
Total GE 0,17 TPC
TPC = DPC + GE + FPC + Biaya Overhead
TPC = Rp. 9.726.954.411 + 0,03 TPC + 0,14 TPC +
Rp. 26.592.386.670 + Rp. 4.967.909.706
TPC = Rp. 41.287.250.787 + 0,17 TPC
0,83 TPC = Rp. 41.287.250.787
TPC = Rp. 49.743.675.647
GE = 0,17 TPC 49.743.675.647
= Rp. 8.456.424.860
12. Analisa Profitabilitas
Asumsi yang diambil:
a. Modal yang digunakan terdiri dari:
1. Modal sendiri 60% TCI = Rp. 72.351.633.083
2. Modal pinjaman 40% TCI = Rp. 48.234.422.055
App E-16
b. Bunga kredit = 15% per tahun
c. Masa konstruksi:
Tahun I = 60% modal sendiri + 40% modal pinjaman
Tahun II = 60% modal sendiri + 40% modal pinjaman
d. Pengembalian pinjaman dalam waktu 10 tahun
e. Umur pabrik 5 tahun
f. Kapasitas produksi:
Tahun I = 60% dari produksi total
Tahun II = 100% dari produksi total
g. Pajak penghasilan = 30% per tahun
Menghitung Total Investasi:
Masa Konstruksi Tahun I:
Modal sendiri = 60% TCI = Rp. 72.351.633.083
Modal pinjaman = 40% TCI = Rp. 48.234.422.055
Masa Konstruksi Tahun II:
Modal sendiri = 60% Tahun I = Rp. 43.410.979.850
Modal pinjaman = 40% Tahun I = Rp. 19.293.768.822
App E-17
Menghitung Biaya Variabel (VC):
Tabel App E.13 Biaya variabel (VC)
Bahan Baku Rp. 1.642.243.332
Pengemasan Rp. 279.999.992
Gaji Rp. 266.900.000
Utilitas Rp. 5.283.497.700
Total VC Rp. 7.472.641.024
Menghitung Biaya Semi Variabel (SVC):
Tabel App E.14 Biaya semi variabel (SVC)
Biaya Overhead Rp. 4.967.909.706
Pemeliharan Rp. 9.646.884.411
Laboratorium Rp. 40.035.000
Biaya Umum Rp. 8.456.424.860
Total SVC Rp. 23.111.253.977
Laba Untuk Kapasitas Pabrik 100%
Pajak = 35% per tahun
Laba Kotor = Total penjualan Biaya produksi total
= Rp. 189.999.994.700 Rp. 120.586.055.138
= Rp.69.413.939.562
Laba Bersih = Laba kotor (1-0,35)
= Rp. 69.413.939.562 0,65
= Rp. 45.119.060.715
App E-18
Nilai Penerimaan Cash Floe Setalah Pajak (C
A
)
C
A
= Laba bersih + Depresiasi
= Rp. 45.119.060.715 + Rp. 9.654.538.950
= Rp. 54.773.599.665
Menghitung Penilaian Investasi:
1. POT
FCI = Rp. 96.468.844.110
TCI = Rp. 120.586.055.138
C
A
= Rp. 54.773.599.665
POT = tahun 1
Flow Cash
FCI
= tahun 1
599.665 Rp.54.773.
.110 96.468.844 Rp.
= 1,76 tahun
2. ROI
Pajak = 35%
Laba kotor = Rp. 69.413.939.562
Laba bersih = Rp. 45.119.060.715
FCI = Rp. 96.468.844.110
ROI
BT
= % 100
FCI
Kotor Laba
= % 100
.110 96.468.844 Rp.
939.562 Rp.69.413.
= 71,96 %
App E-19
ROI
AT
= % 100
FCI
bersih Laba
= % 100
.110 96.468.844 Rp.
060.715 Rp.45.119.
= 46,77%
3. BEP
FPC = Rp. 26.592.386.670
SVC = Rp. 23.111.253.977
VC = Rp. 7.472.641.024
S = Rp.189.999.994.700
BEP = % 100
VC - SVC 0,7 - S
SVC 0,3 FPC
= % 100
024 7.472.641. ) .977 23.111.253 7 , 0 ( 4.700 189.999.99
) .977 23.111.253 3 , 0 ( .670 26.592.386
= 38,53%
Titik BEP terjadi pada kapasitas produksi:
= 38,53% 20.000 ton/tahun
= 7766 ton/tahun
Nilai BEP untuk pabrik Etanol berada diantara 30-60%, maka nilai BEP
memadai. Untuk produksi Tahun I kapasitas pabrik 80% dari kapasitas
sesungguhnya, sehingga keuntungannya adalah:
BEP - 100
) kapasitas - (100 - BEP) 100 (
PB
PBi
App E-20
Dimana:
PBi = Keuntungan pada % kapasitas yang tercapai (dibawah 100%)
PB = Keuntungan pada kapasitas 100%
% Kap = % kapasitas yang tercapai
060.715 Rp.45.119.
PBi
=
) 38,53 100 (
) 80 100 ( ) 38,53 100 (
PBi = Rp.30.439.034.417
Sehingga Chas Flow setelah pajak untuk Tahun I:
C
A
= Laba bersih Tahun I + Depresiasi
= Rp. 30.439.034.417 + Rp. 9.710.338.950
= Rp. 40.149.373.367
4. Shut Down Point
SDP adalah suatu titik yang merupakan kapasitas minimal pabrik yang masih
boleh beroperasi.
SDP = % 100
VC - SVC - S
SVC 0,3
= % 100
024 7.472.641. - .977 23.111.253 - 4.700 189.999.99
.977 23.111.253 3 , 0
= 4,35%
Titik Shut Down Point terjadi pada kapasitas:
= 4,35% 20.000 ton/tahun
= 870 ton/tahun
App E-21
5. Net Present Value
Metode ini digunakan untuk menghitung selisih dari nilai penerimaan kas
bersih dengan nilai investasi sekarang.
Langkah-langkah menghitung NPV:
a. Menghitung C
A0
(tahun Ke-0) untuk masa konstruksi 2 tahun
C
A-2
= 40% C
A
(1 + i)
2
= 40% Rp. 54.773.599.665 (1 + 0,2)
2
= Rp.31.549.593.407
C
A-1
= 60% C
A
(1 + i)
2
= 60% Rp. 54.773.599.665 (1 + 0,2)
2
= Rp. 47.324.390.111
C
A-O
= (C
A-2
- C
A-1
)
= Rp. 31.549.593.407 - Rp. 47.324.390.111
= Rp. -157.747.96.704
b. Menghitung NPV tiap tahun
NPV = C
A
Fd
Fd =
2
) 1 (
1
i
Dimana:
NPV = Net Preaent Value
CA = Cash Flow setalah pajak
Fd = Faktor diskon
i = Tingkat bunga bank
n = Tahun ke-n
App E-22
Tabel App E.15 Cash flow untuk NPV selama 10 tahun
Tahun Cash Flow/C
A
(Rp) Fd (i = 0,15) NPV
0 -157.747.96.704 1 -157.747.96.704
1 47.324.390.111 0,8696 41.153.289.640,5256
2 31.549.593.407 0,7561 23.854.647.575,0327
3 31.549.593.407 0,6575 20.743.857.665,1025
4 31.549.593.407 0,5718 18.040.057.510,1226
5 31.549.593.407 0,4972 15.686.457.841,9604
6 31.549.593.407 0,4323 13.638.889.229,8461
7 31.549.593.407 0,3759 11.859.492.161,6913
8 31.549.593.407 0,3269 10.284.141.084,7483
9 31.549.593.407 0,2843 8.943.962.405,6101
10 31.549.593.407 0,2472 7.776.811.490,2104
Nilai Sisa 0 0,2472 0
WCI 31.549.593.407 0,2472 7.776.811.490,2104
Total 165.763.018.459
Karena harga NPV positif, maka pabrik layak didirikan.
6. Internal Rate Of Return (IRR)
Metode yang digunakan untuk menghitung tingkat bunga pada investasi.
Harga IRR harus lebih tinggi dari tingkat bunga bank sehingga harus dipenuhi
persamaan dibawah ini dengan cara trial.
IRR = i
2
+ ) (
NPV NPV
NPV
1 2
2 1
1
i i
App E-23
Dimana:
i
1
= Besarnya bunga pinjam tahun ke-1 yang trial 15%
i
2
= Besarnya bunga pinjam tahun ke-2 yang trial 24%
Tabel App E.16 Cash flow untuk IRR selama 10 tahun
Tahun
Cash Flow/CA
(Rp)
Fd (i = 0,15) PV
1
FD (0,24) PV
2
0 -157.747.96.704 1 -15.774.796.704 1 -15.774.796.704
1 47.324.390.111 0,8696 41.153.289.640,5256 0,650364 26.764.618.063,7708
2 31.549.593.407 0,7561 23.854.647.575,0327 0,422974 10.089.895.703,4019
3 31.549.593.407 0,6575 20.743.857.665,1025 0,275087 5.706.365.573,5201
4 31.549.593.407 0,5718 18.040.057.510,1226 0,178907 3.227.492.568,9635
5 31.549.593.407 0,4972 15.686.457.841,9604 0,116354 1.825.182.115,7435
6 31.549.593.407 0,4323 13.638.889.229,8461 0,075673 1.032.095.664,6901
7 31.549.593.407 0,3759 11.859.492.161,6913 0,049215 583.664.906,7376
8 31.549.593.407 0,3269 10.284.141.084,7483 0,032008 329.174.787,8406
9 31.549.593.407 0,2843 8.943.962.405,6101 0,020817 186.186.465,3976
10 31.549.593.407 0,2472 7.776.811.490,2104 0,013538 105.282.473,9545
Nilai Sisa 0 0,2472 0 0,0135 0
WCI 31.549.593.407 0,2472 7.776.811.490,2104 0,013538 105.282.473,9545
Total NPV
1
= 165.763.018.459 NPV
2
= 34.180.444.094
IRR = %) 15 % 24 (
.094 34.180.444 - 8.459 165.763.01
8.459 165.763.01
% 15
= 26.34%
Dengan besarnya IRR = 26.34% maka pabrik layak didirikan, karena IRR > bunga
bank (15%).
You might also like
- Pra Rencana Pabrik m95 Dari Minyak Jarak Dengan Proses TransterifikasiDocument403 pagesPra Rencana Pabrik m95 Dari Minyak Jarak Dengan Proses TransterifikasiCristiano Hamdiansyah SempadianNo ratings yet
- Truk KontainerDocument9 pagesTruk KontainerJunaidi MusthofaNo ratings yet
- Ringkasan PembebananDocument11 pagesRingkasan Pembebananbagus banget vidio ya 3DArcNo ratings yet
- Panduan Skripsi Fakultas Teknik Universitas Brawijaya 2009 PDFDocument53 pagesPanduan Skripsi Fakultas Teknik Universitas Brawijaya 2009 PDFSlamet SupriantoNo ratings yet
- Makalah Teknologi Bahan MakananDocument16 pagesMakalah Teknologi Bahan MakananSafruddin HaeruddinNo ratings yet
- Perhitungan Balok Design AwalDocument6 pagesPerhitungan Balok Design AwalEddy SyahNo ratings yet
- Struktur BajaDocument2 pagesStruktur BajaminthoenaauluNo ratings yet
- LAPORAN PKL KarinDocument53 pagesLAPORAN PKL KarinTiara SafitriNo ratings yet
- Cover CD SKRIPSIDocument1 pageCover CD SKRIPSIHadi Surya Wibawanto100% (1)
- PKM-K (OEMAH - Paint by Number)Document17 pagesPKM-K (OEMAH - Paint by Number)AnjeliNo ratings yet
- Statika A03Document54 pagesStatika A03angelabtNo ratings yet
- PLTA Jenis Turbin FrancisDocument10 pagesPLTA Jenis Turbin FrancisBurhanuddinNo ratings yet
- Tabel Hitungan Daya PompaDocument4 pagesTabel Hitungan Daya Pompairfan khairuddinNo ratings yet
- Laporan Praktikum Mekanika Fluida Modul 04Document38 pagesLaporan Praktikum Mekanika Fluida Modul 04Farisah Inarah100% (1)
- Surat Permohonan Kunjungan Penerbit PDFDocument2 pagesSurat Permohonan Kunjungan Penerbit PDFRobertus DanuNo ratings yet
- TB Baja 2 (NEW)Document73 pagesTB Baja 2 (NEW)Dwiyani KartikasariNo ratings yet
- Laporan PKL Hotel Ibis (UNDIP) PDFDocument132 pagesLaporan PKL Hotel Ibis (UNDIP) PDFPutra RizkiNo ratings yet
- PLTA: Pembangkit Listrik Tenaga AirDocument14 pagesPLTA: Pembangkit Listrik Tenaga Airelmek jayaNo ratings yet
- PABRIK SEMEN PROYEKSIDocument7 pagesPABRIK SEMEN PROYEKSIRiki Manggala UtamaNo ratings yet
- Tugas FRP - fIXDocument55 pagesTugas FRP - fIXFauzi Ahmad0% (1)
- Laporan Kuliah Kerja LapanganDocument41 pagesLaporan Kuliah Kerja LapanganMuhammad ArafatNo ratings yet
- Sejarah Dan Kegunaan Mesin Pompa AirDocument10 pagesSejarah Dan Kegunaan Mesin Pompa AirDavid BenedictusNo ratings yet
- Pengaruh Angin Pada BangunanDocument11 pagesPengaruh Angin Pada BangunanDiana HidayatNo ratings yet
- MenghitungGayaGeserDocument16 pagesMenghitungGayaGeserAries Kurniawan SaputraNo ratings yet
- Study Penyusunan Rencana Induk Pelabuhan Tanjung Pandan PDFDocument15 pagesStudy Penyusunan Rencana Induk Pelabuhan Tanjung Pandan PDFDrs.H.M.Solihin100% (2)
- Perhitungan Rab Mhs Revisi-1Document121 pagesPerhitungan Rab Mhs Revisi-1Shofi nadiaNo ratings yet
- Evaluasi PengisianDocument57 pagesEvaluasi PengisianRossie Jane AlgandinantaraNo ratings yet
- Auto Select List Pada ETABS - Afret NobelDocument15 pagesAuto Select List Pada ETABS - Afret NobelAfret NobelNo ratings yet
- Fiber TeknologiDocument15 pagesFiber TeknologiHandika Setya Wijaya100% (1)
- Tabel MaterialDocument13 pagesTabel MaterialAfieaNurFitriaNo ratings yet
- JembatanDocument331 pagesJembatanprazNo ratings yet
- PELABUHAN PLANDocument80 pagesPELABUHAN PLANblessingbillyNo ratings yet
- Paper Boiler (M.fahri Andira)Document21 pagesPaper Boiler (M.fahri Andira)Fahri AndiraNo ratings yet
- Cool Storage Abf Ikan TenggiriDocument25 pagesCool Storage Abf Ikan TenggiriNurkasanNo ratings yet
- Pekasam SawiDocument6 pagesPekasam SawiDah LiaNo ratings yet
- RAB Kelas ADocument67 pagesRAB Kelas APutra LuaseNo ratings yet
- Branding Produk Dan Strategi PemasaranDocument2 pagesBranding Produk Dan Strategi PemasaranIsma MSSNo ratings yet
- Tangki Sanitasi Persegi PanjangDocument41 pagesTangki Sanitasi Persegi PanjangNur Aisyah Al-Anbiya Ica100% (1)
- Tugas Perencanaan ProyekDocument5 pagesTugas Perencanaan ProyekFebrina Dyta PravitriNo ratings yet
- E300-Jembatan TimbangDocument13 pagesE300-Jembatan TimbangAhmad AFIFNo ratings yet
- Laporan orDocument52 pagesLaporan orOktaria Sukma HasanNo ratings yet
- MODAL USAHA Pempek DavidDocument2 pagesMODAL USAHA Pempek DavidmuhidinNo ratings yet
- CTH Perhitungan Jembatan Rangka BajaDocument18 pagesCTH Perhitungan Jembatan Rangka BajaSholahudin AyubiNo ratings yet
- LendutanDocument6 pagesLendutanAj MNo ratings yet
- OPTIMALKAN METODEDocument6 pagesOPTIMALKAN METODE김하린No ratings yet
- No 2 DianDocument15 pagesNo 2 DianAfgani Muh NurNo ratings yet
- PENDAHULUANDocument170 pagesPENDAHULUANdandhaNo ratings yet
- RANCANGAN ALATDocument8 pagesRANCANGAN ALATMuhamad FirmansyahNo ratings yet
- Perhitungan Dan Desain Struktur Plat LantaiDocument11 pagesPerhitungan Dan Desain Struktur Plat LantaiTegar MargionoNo ratings yet
- Bangunan Konst BajaDocument12 pagesBangunan Konst BajaAriesviNo ratings yet
- Proposal Filtrasi Sepunggur-1Document22 pagesProposal Filtrasi Sepunggur-1haikalwawanNo ratings yet
- Perhitungan Utilitas Utilitas EtanolDocument45 pagesPerhitungan Utilitas Utilitas EtanolDwiki RamadhanNo ratings yet
- PCCvsPPCDocument3 pagesPCCvsPPCReitsoneNo ratings yet
- Ketentuan Dalam Perancangan Fired HeaterDocument10 pagesKetentuan Dalam Perancangan Fired HeaterGirifadli Krismondika07No ratings yet
- Pra Rencana Pabrik Etanol Dari Ubi Kayu Dengan Proses Fermentasi Kapasitas 20000 TontahunDocument360 pagesPra Rencana Pabrik Etanol Dari Ubi Kayu Dengan Proses Fermentasi Kapasitas 20000 TontahunCristiano Hamdiansyah Sempadian100% (13)
- Pra Rencana Pabrik Metana (Ch4) Dari Kotoran SapiDocument531 pagesPra Rencana Pabrik Metana (Ch4) Dari Kotoran SapiCristiano Hamdiansyah Sempadian100% (4)
- Dokumen - Tips Kajian Organologis Surdam Puntung Demikian Hasil Karya Yang Dibuat Oleh BeliauDocument91 pagesDokumen - Tips Kajian Organologis Surdam Puntung Demikian Hasil Karya Yang Dibuat Oleh BeliauSikir MualafNo ratings yet
- Prarancangan Pabrik Melamin Proses Basf Kapasitas 20.000 Ton Per TahunDocument17 pagesPrarancangan Pabrik Melamin Proses Basf Kapasitas 20.000 Ton Per TahunHeda HeldianaNo ratings yet
- COVERDocument44 pagesCOVERMuhammad FaishalNo ratings yet
- Pemodelan Kesetimbangan Cair-Cair Dalam Pemungutan Senyawa Fenol Dari Limbah Cair Industri Tekstil Dengan Proses EkstraksiDocument40 pagesPemodelan Kesetimbangan Cair-Cair Dalam Pemungutan Senyawa Fenol Dari Limbah Cair Industri Tekstil Dengan Proses EkstraksiRian TangguhNo ratings yet
- Analisis Pengaruh Manajemen Laba Terhadap Return Saham Pada PerusahaanDocument91 pagesAnalisis Pengaruh Manajemen Laba Terhadap Return Saham Pada PerusahaanCristiano Hamdiansyah Sempadian100% (2)
- Pra Rencana Pabrik Butanol Dari Butiraldehida Dan Hidrogen Dengan Proses Hidrogenasi Dengan Kapasitas 36.000 Ton TahunDocument421 pagesPra Rencana Pabrik Butanol Dari Butiraldehida Dan Hidrogen Dengan Proses Hidrogenasi Dengan Kapasitas 36.000 Ton TahunCristiano Hamdiansyah Sempadian100% (1)
- Tugas Akuntansi 2 IswanDocument1 pageTugas Akuntansi 2 IswanCristiano Hamdiansyah SempadianNo ratings yet
- ManajemenDocument22 pagesManajemenCristiano Hamdiansyah SempadianNo ratings yet
- Pra Rencana Pabrik Biodiesel Dari Minyak Jarak Dengan Proses TransesterifikasiDocument471 pagesPra Rencana Pabrik Biodiesel Dari Minyak Jarak Dengan Proses TransesterifikasiCristiano Hamdiansyah Sempadian100% (1)
- Pra Rencana Pabrik Etanol Dari Ubi Kayu Dengan Proses Fermentasi Kapasitas 20000 TontahunDocument360 pagesPra Rencana Pabrik Etanol Dari Ubi Kayu Dengan Proses Fermentasi Kapasitas 20000 TontahunCristiano Hamdiansyah Sempadian100% (13)
- Pra Rencana Pabrik Karbon Aktif Dari Tempurung Kelapa (Berkapasitas 2000 Tontahun)Document226 pagesPra Rencana Pabrik Karbon Aktif Dari Tempurung Kelapa (Berkapasitas 2000 Tontahun)Cristiano Hamdiansyah Sempadian94% (16)
- Pembuatan Biogas Dari Limbah TahuDocument4 pagesPembuatan Biogas Dari Limbah TahuCristiano Hamdiansyah SempadianNo ratings yet
- Pembuatan Etanol Dari Kulit NenasDocument17 pagesPembuatan Etanol Dari Kulit NenasCristiano Hamdiansyah SempadianNo ratings yet
- p.5 Laporan Praktikum Kimia Analisis Analisis Gravimetri Penentuan Kadar Barium Dalam Larutan Barium KloridaDocument23 pagesp.5 Laporan Praktikum Kimia Analisis Analisis Gravimetri Penentuan Kadar Barium Dalam Larutan Barium KloridaCristiano Hamdiansyah Sempadian83% (6)
- Pra Rencana Pabrik Kalsium Klorida Dihidrat Dari Limestone Dan Asam Klorida Dengan Proses Netralisasi Kapasitas 70.000 TontahunDocument577 pagesPra Rencana Pabrik Kalsium Klorida Dihidrat Dari Limestone Dan Asam Klorida Dengan Proses Netralisasi Kapasitas 70.000 TontahunCristiano Hamdiansyah Sempadian100% (13)
- Pra Rencana Pabrik Asam Benzoat Dari Toluen Dan Khlorin Dengan ProsesDocument532 pagesPra Rencana Pabrik Asam Benzoat Dari Toluen Dan Khlorin Dengan ProsesCristiano Hamdiansyah Sempadian100% (3)
- Pra Rencana Pabrik Karbon Aktif Dari Tempurung KelapaDocument223 pagesPra Rencana Pabrik Karbon Aktif Dari Tempurung KelapaCristiano Hamdiansyah Sempadian93% (30)
- Pra Rencana Pabrik Garam Industri Dari Bahan Baku Garam Rakyat Dengan Proses PencucianDocument384 pagesPra Rencana Pabrik Garam Industri Dari Bahan Baku Garam Rakyat Dengan Proses PencucianCristiano Hamdiansyah Sempadian100% (46)
- p.4 Laporan Praktikum Kimia Analisis Pemilihan Konsentrasi Yang Memenuhi Hukum Lambert BeerDocument17 pagesp.4 Laporan Praktikum Kimia Analisis Pemilihan Konsentrasi Yang Memenuhi Hukum Lambert BeerCristiano Hamdiansyah SempadianNo ratings yet
- p.6 Laporan Praktikum Kimia Analisis Ekstraksi LarutanDocument24 pagesp.6 Laporan Praktikum Kimia Analisis Ekstraksi LarutanCristiano Hamdiansyah SempadianNo ratings yet
- Pra Rencana Pabrik Pulp Dari Batang Kapas Dengan Proses Kraft (Sulfat) KapasitasDocument448 pagesPra Rencana Pabrik Pulp Dari Batang Kapas Dengan Proses Kraft (Sulfat) KapasitasCristiano Hamdiansyah SempadianNo ratings yet
- Pra Rencana Pabrik Asam Benzoat Dari Toluen Dan Khlorin Dengan ProsesDocument532 pagesPra Rencana Pabrik Asam Benzoat Dari Toluen Dan Khlorin Dengan ProsesCristiano Hamdiansyah Sempadian100% (3)
- Pra Rencana Pabrik Methanol Dari Sampah Kapasitas 15.000 TontahunDocument429 pagesPra Rencana Pabrik Methanol Dari Sampah Kapasitas 15.000 TontahunCristiano Hamdiansyah Sempadian100% (3)
- Pra Rencana Pabrik Bubuk Detergen Dari Dedozyl Benzena (DDB) Dan Oleum Dengan Proses SulfonasiDocument495 pagesPra Rencana Pabrik Bubuk Detergen Dari Dedozyl Benzena (DDB) Dan Oleum Dengan Proses SulfonasiCristiano Hamdiansyah Sempadian100% (2)
- Pra Perancangan Pabrik MBK (Metal Isobutil Keton) Dari Bahan Aseton Dengan Proses Hidrogenasi Kapasitas 24.000tontahunDocument768 pagesPra Perancangan Pabrik MBK (Metal Isobutil Keton) Dari Bahan Aseton Dengan Proses Hidrogenasi Kapasitas 24.000tontahunCristiano Hamdiansyah Sempadian100% (1)
- Pra Rencana Pabrik Metana (Ch4) Dari Kotoran SapiDocument531 pagesPra Rencana Pabrik Metana (Ch4) Dari Kotoran SapiCristiano Hamdiansyah Sempadian100% (4)
- Pra Rencana Pabrik Margarin Dari Minyak Ikan SardenDocument499 pagesPra Rencana Pabrik Margarin Dari Minyak Ikan SardenCristiano Hamdiansyah SempadianNo ratings yet
- Makam Syekh Yusuf Di Madura Sejarah Lisan Dan Persepsi Masyarakat TalangoDocument102 pagesMakam Syekh Yusuf Di Madura Sejarah Lisan Dan Persepsi Masyarakat TalangoCristiano Hamdiansyah SempadianNo ratings yet
- Minyak Lemak1Document6 pagesMinyak Lemak1vanie ayu rizaNo ratings yet
- Pengaruh Motivasi Dan Kemampuan Manajerial Terhadap Kinerja Usaha Pedagang Kaki Lima Menetap (Suatu Survai Pada Pusat Perdagangan Dan Wisata Di Kota Surakarta)Document8 pagesPengaruh Motivasi Dan Kemampuan Manajerial Terhadap Kinerja Usaha Pedagang Kaki Lima Menetap (Suatu Survai Pada Pusat Perdagangan Dan Wisata Di Kota Surakarta)Cristiano Hamdiansyah SempadianNo ratings yet
- Laporan Praktikum Kimia Analisis Pembakuan Naoh 1nDocument27 pagesLaporan Praktikum Kimia Analisis Pembakuan Naoh 1nCristiano Hamdiansyah Sempadian33% (6)
- Skripsi Pengaruh Tingkat Suku Bunga Dan Kinerja Keuangan Terhadap Harga Saham Bank Umum Pemerintah Yang Terdaftar Di Bursa Efek IndonesiaDocument78 pagesSkripsi Pengaruh Tingkat Suku Bunga Dan Kinerja Keuangan Terhadap Harga Saham Bank Umum Pemerintah Yang Terdaftar Di Bursa Efek IndonesiaCristiano Hamdiansyah Sempadian67% (6)