You might also like
- Tranter Platecoil ApplicationsDocument12 pagesTranter Platecoil ApplicationsShafqat AfridiNo ratings yet
- Sizing The Extrol: Diaphragm-Type Hydro-Pneumatic TankDocument8 pagesSizing The Extrol: Diaphragm-Type Hydro-Pneumatic TankShafqat AfridiNo ratings yet
- Tranter Platecoil InformationDocument28 pagesTranter Platecoil InformationShafqat AfridiNo ratings yet
- Boilers 1Document29 pagesBoilers 1Thakur Kamal Prasad50% (2)
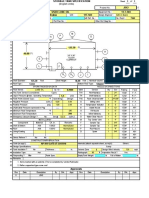
- Toriconical Head Ver 1.1Document4 pagesToriconical Head Ver 1.1Iqbal AhmadsNo ratings yet
- Boiler Exam Study Guide 1Document7 pagesBoiler Exam Study Guide 1Shafqat AfridiNo ratings yet
- Boiler Selection PDFDocument25 pagesBoiler Selection PDFShafqat AfridiNo ratings yet
- Hot Forming Brochure from J Bown & CoDocument9 pagesHot Forming Brochure from J Bown & CoClayton Kok100% (3)
- Boiler SafetyDocument16 pagesBoiler SafetyTGUlabreaNo ratings yet
- Can You SwimDocument1 pageCan You SwimSiriwadee BuadangNo ratings yet
- Tangential Air Separators Asme: Pressure Drop Performance CurvesDocument1 pageTangential Air Separators Asme: Pressure Drop Performance CurvesShafqat AfridiNo ratings yet
- Tank FoundationsDocument83 pagesTank Foundationsdroates100% (17)
- API 650 Tank Design 1Document5 pagesAPI 650 Tank Design 1robertantoreni100% (9)
- Model 4WI 100-800 HP Boilers Provides Low NOx Emissions and High EfficiencyDocument56 pagesModel 4WI 100-800 HP Boilers Provides Low NOx Emissions and High EfficiencyShafqat AfridiNo ratings yet
- Can Your Idea BikeDocument2 pagesCan Your Idea BikeCristina PuigdollersNo ratings yet
- Bell & Gossett: Not For Potable Water SystemsDocument2 pagesBell & Gossett: Not For Potable Water SystemsShafqat Afridi0% (1)
- Model 4WI 100-800 HP Boilers Provides Low NOx Emissions and High EfficiencyDocument56 pagesModel 4WI 100-800 HP Boilers Provides Low NOx Emissions and High EfficiencyShafqat AfridiNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 046 Angle Iron DataDocument6 pages046 Angle Iron DataShafqat AfridiNo ratings yet
- Model 4WI 100-800 HP Boilers Provides Low NOx Emissions and High EfficiencyDocument56 pagesModel 4WI 100-800 HP Boilers Provides Low NOx Emissions and High EfficiencyShafqat AfridiNo ratings yet
- The Battles of The Prophet Muhammad (PBUH)Document221 pagesThe Battles of The Prophet Muhammad (PBUH)Shafqat AfridiNo ratings yet
- Pig Trap Data SheetDocument1 pagePig Trap Data SheetShafqat Afridi100% (3)
- Dictionary of Islamic Philoophical TermsDocument158 pagesDictionary of Islamic Philoophical TermsSory WebNo ratings yet
- Weight CalculatorDocument12 pagesWeight CalculatorShafqat AfridiNo ratings yet
- API 650 Tank Design 1Document5 pagesAPI 650 Tank Design 1robertantoreni100% (9)
- BS EN - 13445-1.general.2002Document16 pagesBS EN - 13445-1.general.2002Jose Luis Frias ColoradoNo ratings yet
- Steel ExamplesDocument3 pagesSteel Examplesrasiq7No ratings yet
- ASME SECTION VIII DIVISION-1 CODES, STANDARDS & SPECIFICATIONSDocument73 pagesASME SECTION VIII DIVISION-1 CODES, STANDARDS & SPECIFICATIONSShafqat Afridi100% (5)
- Pipe Hanger Design-05Document82 pagesPipe Hanger Design-05kjsvonb100% (4)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Image Processing: CSE4019 Project Review-1Document4 pagesImage Processing: CSE4019 Project Review-1Prithviraj N indiNo ratings yet
- Cold-Formed Steel Beam Design - ManualDocument28 pagesCold-Formed Steel Beam Design - ManualEdwin RamirezNo ratings yet
- Describing Tables: Practise Exercise OneDocument3 pagesDescribing Tables: Practise Exercise OneAbdulazizNo ratings yet
- MentahanDocument2 pagesMentahanNoviyanti 008No ratings yet
- Probability:: An Experiment Whose Outcome Cannot Be: The Set of All Possible Outcomes of A RandomDocument24 pagesProbability:: An Experiment Whose Outcome Cannot Be: The Set of All Possible Outcomes of A RandomMaram BatayhaNo ratings yet
- Application Engineering Guide: Well Service Air Valves For Vertical PumpsDocument5 pagesApplication Engineering Guide: Well Service Air Valves For Vertical PumpsRoozbeh PNo ratings yet
- Cp12 Pps 3274c Me Ds 001 Data Sheet Hvac Sunyaragi Rev.0Document1 pageCp12 Pps 3274c Me Ds 001 Data Sheet Hvac Sunyaragi Rev.0Triana Rosma Fikriyati DinaNo ratings yet
- Fujifilm Ga645 FullDocument31 pagesFujifilm Ga645 FullWork In ArtNo ratings yet
- Steinel Springs CatalogDocument49 pagesSteinel Springs CatalogRafael Zavaleta AhonNo ratings yet
- ECC-Map: A Resilient Wear-Leveled Memory-Device Architecture With Low Mapping OverheadDocument12 pagesECC-Map: A Resilient Wear-Leveled Memory-Device Architecture With Low Mapping OverheadSudip DasNo ratings yet
- Mockups Showeet (Standard)Document46 pagesMockups Showeet (Standard)Palo Alto Turismo y EntretenimientoNo ratings yet
- Theory of ErrorsDocument43 pagesTheory of Errorsjaybh575No ratings yet
- SuspensionDocument47 pagesSuspensiongsaratkumar50% (2)
- International Perspectives on Dyslexia, Dyscalculia and Maths Learning DifficultiesDocument29 pagesInternational Perspectives on Dyslexia, Dyscalculia and Maths Learning DifficultiesJose Luis Mendieta VilaNo ratings yet
- The Rose Review 2009Document217 pagesThe Rose Review 2009Matt Grant100% (3)
- TR-111915-Predictive Maintenance Program Implementation ExperienceDocument120 pagesTR-111915-Predictive Maintenance Program Implementation Experiencedanish873100% (1)
- Congratulations: $25 Gift VoucherDocument4 pagesCongratulations: $25 Gift VoucherKeryn LeeNo ratings yet
- 5 Senses Summative Assessment-Unit TestDocument7 pages5 Senses Summative Assessment-Unit Testapi-412685274100% (5)
- Research Paper - Shantel Jaskson - .OdtDocument13 pagesResearch Paper - Shantel Jaskson - .OdtMiroNo ratings yet
- Mil STD 100gDocument84 pagesMil STD 100glogonwheelerNo ratings yet
- Non-Symmetric Bi-Stable Flow Around The Ahmed Body - Meile WDocument14 pagesNon-Symmetric Bi-Stable Flow Around The Ahmed Body - Meile WJesus AguilarNo ratings yet
- Taller 1. Task 1 - Ecaes ProDocument4 pagesTaller 1. Task 1 - Ecaes ProValerin RodriguezNo ratings yet
- Lesson 2: Problem Solving Through Flowcharts 1Document14 pagesLesson 2: Problem Solving Through Flowcharts 1catherine carreonNo ratings yet
- Snapshot of India S Oil Gas Data Apr 2023 UploadDocument39 pagesSnapshot of India S Oil Gas Data Apr 2023 UploadAyush SharmaNo ratings yet
- Reliability Centered SparesDocument2 pagesReliability Centered SparesMoustafa HelmyNo ratings yet
- Vocational Guidance and Its StrategiesDocument5 pagesVocational Guidance and Its StrategiesLêHoàiNhưNo ratings yet
- Answer THREE Questions.: (Part Marks)Document5 pagesAnswer THREE Questions.: (Part Marks)Roy VeseyNo ratings yet
- 17 Laws of TeamworkDocument2 pages17 Laws of TeamworkJesus Alarcon Z CantuNo ratings yet
- 17EN IMC CAT ACBHW Eb SRGB PDFDocument92 pages17EN IMC CAT ACBHW Eb SRGB PDFJoyceYap100% (1)
- Letter To Corps Re Contamination 03 06 2009Document6 pagesLetter To Corps Re Contamination 03 06 2009ProtectJKPNo ratings yet