You might also like
- ZMM C8C Cu325 Eng PDFDocument67 pagesZMM C8C Cu325 Eng PDFRolando Soledad75% (4)
- Lathe MachineDocument7 pagesLathe MachineJacTomlinNo ratings yet
- The 1903 Colt .38 Automatic Pocket ModelDocument5 pagesThe 1903 Colt .38 Automatic Pocket Modelblowmeasshole1911100% (1)
- Construction of CNC Machine-3 UnitDocument32 pagesConstruction of CNC Machine-3 UnitMariappan Arumugam50% (2)
- Water Softeners CatalogDocument101 pagesWater Softeners CatalogSinergroup Water Filters Water Purifiers Water SoftenersNo ratings yet
- Thermal CuttingDocument32 pagesThermal CuttingoviemeNo ratings yet
- Water Soluble Coolant Recovery OverviewDocument4 pagesWater Soluble Coolant Recovery OverviewNisha GanapathysundararamanNo ratings yet
- Necchi Manuel de Service Bu-Bf Nova-Mira PDFDocument93 pagesNecchi Manuel de Service Bu-Bf Nova-Mira PDFSissyNo ratings yet
- Sauer SohnDocument12 pagesSauer SohnHanif FadIllah Budiman AkbarNo ratings yet
- MEP Expert Guide Sieving enDocument52 pagesMEP Expert Guide Sieving enM. Ali ParvezNo ratings yet
- Sample-Locked-83-4 CNC Programming Workbook - LatheDocument148 pagesSample-Locked-83-4 CNC Programming Workbook - LatheNicu Ion0% (1)
- Formulasi Tablet VaginalDocument9 pagesFormulasi Tablet VaginalnatinlalaNo ratings yet
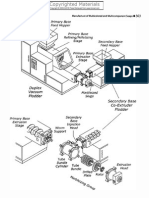
- Transavon Plodders Provide a New Approach to Toilet Soap FinishingDocument35 pagesTransavon Plodders Provide a New Approach to Toilet Soap FinishingSarwat Naim SiddiquiNo ratings yet
- Liquid Ring PumpDocument48 pagesLiquid Ring Pumpkalyanm203515100% (1)
- Project Report On Transparent Soap Base (Melt & Pour) and Noodle SoapDocument9 pagesProject Report On Transparent Soap Base (Melt & Pour) and Noodle SoapEIRI Board of Consultants and Publishers100% (2)
- An Overview of Groundnut Oil Extraction PDFDocument14 pagesAn Overview of Groundnut Oil Extraction PDFAndriatsitohaina RabenaivoNo ratings yet
- GG2 Operator's ManualDocument30 pagesGG2 Operator's ManualWerner Patric WengNo ratings yet
- Sizing Air ReceiverDocument3 pagesSizing Air ReceiverAnkon Mukherjee100% (3)
- Bar Soap Finishing Text - Sodeopec Luis Spitz - 4-5-2006Document12 pagesBar Soap Finishing Text - Sodeopec Luis Spitz - 4-5-2006Gabriela Zubieta100% (1)
- DIN Superseded StandardsDocument32 pagesDIN Superseded StandardsGurdeep Singh100% (2)
- Fanuc MacroDocument3 pagesFanuc MacroGopi Nath0% (1)
- Bar Finishing: Processing StepsDocument23 pagesBar Finishing: Processing StepsKunwar Apoorva SinghNo ratings yet
- 07Document19 pages07phanisaiNo ratings yet
- 01cDocument27 pages01cphanisaiNo ratings yet
- 01cDocument27 pages01cphanisaiNo ratings yet
- Lubricants ingredients guideDocument8 pagesLubricants ingredients guidemilitiamon100% (1)
- b3311 722-2Document7 pagesb3311 722-2Arnaldo BenitezNo ratings yet
- FANUC-31i-B5 - B-64484EN-2-03-OperManualDocument440 pagesFANUC-31i-B5 - B-64484EN-2-03-OperManuallastowl100% (1)
- 09Document17 pages09phanisai83% (6)
- Plastic Bottle Crusher Machine Reduces Waste VolumeDocument25 pagesPlastic Bottle Crusher Machine Reduces Waste VolumeSamuel TeferaNo ratings yet
- Soap Manufacturing Technology: Acx SDocument2 pagesSoap Manufacturing Technology: Acx SphanisaiNo ratings yet
- Soap Manufacturing Technology: Acx SDocument2 pagesSoap Manufacturing Technology: Acx SphanisaiNo ratings yet
- Muller Mixer Machine - Specifications and Description - SuryaDocument2 pagesMuller Mixer Machine - Specifications and Description - Suryakeshab_machineries100% (1)
- Bultaco Swingarm Needle Roller Conversion Installation Guide R1Document6 pagesBultaco Swingarm Needle Roller Conversion Installation Guide R1Steve NewmanNo ratings yet
- 01aDocument27 pages01aphanisai100% (3)
- 03Document20 pages03phanisaiNo ratings yet
- 03Document20 pages03phanisaiNo ratings yet
- Adept Conveyor Technologies Product ManualDocument32 pagesAdept Conveyor Technologies Product ManualBagus Eko BudiyudhantoNo ratings yet
- Soap SpitzDocument6 pagesSoap SpitzAna QuintanaNo ratings yet
- Bar Soap Finishing - Luis Spitz 4-5-2006Document84 pagesBar Soap Finishing - Luis Spitz 4-5-2006Gabriela Zubieta100% (4)
- 10aDocument18 pages10aphanisai100% (5)
- 10aDocument18 pages10aphanisai100% (5)
- 08Document26 pages08phanisai100% (2)
- 08Document26 pages08phanisai100% (2)
- 11aDocument23 pages11aphanisai100% (1)
- 12bDocument14 pages12bphanisai100% (1)
- 16Document19 pages16phanisai100% (2)
- Bar Soap Finishing GuideDocument84 pagesBar Soap Finishing GuideHana NisrinaNo ratings yet
- 12aDocument14 pages12aphanisaiNo ratings yet
- Spray Drying Small Scale Pilot Plants Gea - tcm11 34874Document20 pagesSpray Drying Small Scale Pilot Plants Gea - tcm11 34874Risto PanovskiNo ratings yet
- Niir Modern Technology Petroleum Greases Lubricants Petro Chemicals 2nd Revised EditionDocument8 pagesNiir Modern Technology Petroleum Greases Lubricants Petro Chemicals 2nd Revised EditionM.ASNo ratings yet
- CoCoMaN Coconut Processing Machines Specifications GuideDocument6 pagesCoCoMaN Coconut Processing Machines Specifications GuidesafsyahNo ratings yet
- Shisha Charcoal and Honeycomb Process FlowDocument12 pagesShisha Charcoal and Honeycomb Process FlowDhiangga JauharyNo ratings yet
- Industrial Project ReportDocument28 pagesIndustrial Project ReporteiribooksNo ratings yet
- Efficient Biscuit Production SystemsDocument4 pagesEfficient Biscuit Production Systemsmandeep6871No ratings yet
- XLD Series Vertical Stamper User ManualDocument78 pagesXLD Series Vertical Stamper User ManualGonzalo Marquez100% (1)
- Engineering Internship (HVAC)Document1 pageEngineering Internship (HVAC)fonash120No ratings yet
- Lab Powder Pressing MachineDocument5 pagesLab Powder Pressing MachineSham SajaNo ratings yet
- Suemul t50Document2 pagesSuemul t50buninaNo ratings yet
- The Most Professional Ultrafine Powder Equipment ManufacturerDocument90 pagesThe Most Professional Ultrafine Powder Equipment ManufacturerraeggaemanNo ratings yet
- Margarine Production Process OverviewDocument5 pagesMargarine Production Process OverviewNaiane Mirian MalherbiNo ratings yet
- Dry Fractionation Pilot Plant GuideDocument15 pagesDry Fractionation Pilot Plant GuideSyahrul EzanieNo ratings yet
- Antibacterial Activity of Piper betle Leaf Extract OintmentDocument67 pagesAntibacterial Activity of Piper betle Leaf Extract OintmentQuebec GC RPhNo ratings yet
- A Search For Alternative Solvent To Hexane During Neem Oil ExtractionDocument5 pagesA Search For Alternative Solvent To Hexane During Neem Oil ExtractiontramiNo ratings yet
- Whirpool - 6LBR5132EQ - Manual Servicio PDFDocument31 pagesWhirpool - 6LBR5132EQ - Manual Servicio PDFAldo TonatoNo ratings yet
- Hydraulic Press Design CalculationsDocument11 pagesHydraulic Press Design CalculationsSherif AdelNo ratings yet
- Rotary Evaporators EYELA JapanDocument12 pagesRotary Evaporators EYELA Japanard_caballeroNo ratings yet
- 1001 Positive Pressure ChillersDocument4 pages1001 Positive Pressure ChillersNiwej YasoongnoenNo ratings yet
- Product Catalogue EylaDocument21 pagesProduct Catalogue Eylazan_anwarNo ratings yet
- Webasto-Blue Line Premium A-C SystemDocument12 pagesWebasto-Blue Line Premium A-C Systemhayrierenli100% (1)
- 10bDocument18 pages10bphanisai100% (2)
- Thomas Global Catalog 850-4006Document28 pagesThomas Global Catalog 850-4006pfequipNo ratings yet
- Master Data - Rab 2021 Perhotelan: NO Nama Alat Merk TypeDocument63 pagesMaster Data - Rab 2021 Perhotelan: NO Nama Alat Merk TypebisriNo ratings yet
- 17,000 MTPY Glycerine PlantDocument11 pages17,000 MTPY Glycerine PlantLim Chee Siang100% (1)
- Manufacturing solutions for commercial laundriesDocument8 pagesManufacturing solutions for commercial laundriessumit11235No ratings yet
- Rotary Drum Dryer and Storage Design for Raw Sugar ProcessingDocument6 pagesRotary Drum Dryer and Storage Design for Raw Sugar ProcessingAira DiolataNo ratings yet
- Standardization of home laundry test conditionsDocument3 pagesStandardization of home laundry test conditionsrajeshpatkar39No ratings yet
- Mineral Water ProjectDocument11 pagesMineral Water ProjectSrinivasareddy DantuNo ratings yet
- Jesco Ejector PresiuniDocument2 pagesJesco Ejector PresiuniNicolae Ciprian AnghelNo ratings yet
- Electrolux Compact Midi Esf 2435 (ET)Document31 pagesElectrolux Compact Midi Esf 2435 (ET)Daniel SchlaugNo ratings yet
- Spinning Cone Column Boosts Beer QualityDocument4 pagesSpinning Cone Column Boosts Beer QualityvsrinivasanchemNo ratings yet
- 13Document21 pages13phanisaiNo ratings yet
- 14Document18 pages14phanisaiNo ratings yet
- 06Document11 pages06phanisaiNo ratings yet
- IndxDocument53 pagesIndxphanisaiNo ratings yet
- 16Document19 pages16phanisai100% (2)
- PrefDocument1 pagePrefphanisaiNo ratings yet
- 1Document1 page1phanisaiNo ratings yet
- 10bDocument18 pages10bphanisai100% (2)
- TocDocument1 pageTocphanisaiNo ratings yet
- 12aDocument14 pages12aphanisaiNo ratings yet
- 01bDocument27 pages01bphanisaiNo ratings yet
- Advanced Excel 2007 - HandoutDocument105 pagesAdvanced Excel 2007 - Handoutphanisai100% (1)
- Area & VolumeDocument3 pagesArea & VolumephanisaiNo ratings yet
- JIP Compressor FoulingDocument3 pagesJIP Compressor FoulinglvicencioaNo ratings yet
- Gleason's Impossible Differential: A Unique Design That Varies Torque DistributionDocument2 pagesGleason's Impossible Differential: A Unique Design That Varies Torque Distributiondromaki100% (1)
- 3.1 Metal RemovalDocument40 pages3.1 Metal RemovalMichael Kearney50% (2)
- Blanking and PiercingDocument5 pagesBlanking and PiercingSatheesh Sekar100% (1)
- Simrat Bala Camera Trainee CVDocument3 pagesSimrat Bala Camera Trainee CVsimratbalaNo ratings yet
- Galaxy200406 M6 PDFDocument2 pagesGalaxy200406 M6 PDFsureshNo ratings yet
- I RD BalancingDocument6 pagesI RD BalancingChoochart ThongnarkNo ratings yet
- Sinumerik 840DDocument560 pagesSinumerik 840DvagcoutoNo ratings yet
- Metal Casting & FormingDocument47 pagesMetal Casting & FormingMuzammil Ali KhanNo ratings yet
- Robot ABB IRB 6660, PremecanizadosDocument2 pagesRobot ABB IRB 6660, PremecanizadosWalter HerreraNo ratings yet
- Metrology & Measurement: Anand K Bewoor & Vinay A KulkarniDocument23 pagesMetrology & Measurement: Anand K Bewoor & Vinay A KulkarniKuwer ThakurNo ratings yet
- Building Example 2 Mini Sumo RobotDocument34 pagesBuilding Example 2 Mini Sumo RobotzazaNo ratings yet
- Hand Files (Iso and Greater Taper)Document18 pagesHand Files (Iso and Greater Taper)Aditi ChandraNo ratings yet
- Shiny Brass Polishing Machine DesignDocument14 pagesShiny Brass Polishing Machine Designbcairns12No ratings yet
- Explanation of Cause and Effects of Large Short Circuit Ratio For Generator MachinesDocument4 pagesExplanation of Cause and Effects of Large Short Circuit Ratio For Generator MachinesPradeep_VashistNo ratings yet