You might also like
- Clio R3 2009Document136 pagesClio R3 2009Kike Garcia100% (1)
- Evinrude 20,25 & 35 Service Manuel (Original)Document109 pagesEvinrude 20,25 & 35 Service Manuel (Original)ziroop100% (2)
- prn92916 597Document2 pagesprn92916 597Joel CesarioNo ratings yet
- PCT 339817jDocument25 pagesPCT 339817jjosueNo ratings yet
- Note de Calcul Des Appareils D'appuis Indice BDocument33 pagesNote de Calcul Des Appareils D'appuis Indice BOthman Ben MekkiNo ratings yet
- 1600Document51 pages1600Cezar FlorinNo ratings yet
- Caracteristiques 2CV 1985-1990Document9 pagesCaracteristiques 2CV 1985-1990Jan MaňasNo ratings yet
- ACCOUPLEMENT Flex Desch D80F-R80Document4 pagesACCOUPLEMENT Flex Desch D80F-R80Steph AkysNo ratings yet
- 05 ADocument7 pages05 ARavengerNo ratings yet
- No.7 PRT2 FCC BK 01 FR (Oct-11) PDFDocument4 pagesNo.7 PRT2 FCC BK 01 FR (Oct-11) PDFhepcomotionNo ratings yet
- P - 75-76 HSPDocument3 pagesP - 75-76 HSPHidroil Neuquen SrlNo ratings yet
- Cutie Viteze Manuala Renault SymbolDocument5 pagesCutie Viteze Manuala Renault SymbolSorin Stanescu100% (2)
- Tableau de Choix de Section Des Cables CuivreDocument5 pagesTableau de Choix de Section Des Cables CuivreMaxence KouessiNo ratings yet
- 85090020.03 Manuel D'instructions FRDocument66 pages85090020.03 Manuel D'instructions FRJAMESNo ratings yet
- Notecalcul PasserelleDocument21 pagesNotecalcul Passerelleconstantine2008No ratings yet
- Whirlpool Awe 6519Document14 pagesWhirlpool Awe 6519viktormotoNo ratings yet
- Csa EPUREDocument54 pagesCsa EPUREjoseph diomNo ratings yet
- 211109Document32 pages211109Marion CobretiNo ratings yet
- GUIAS DE REMISION CODIFAM Rev.02Document36 pagesGUIAS DE REMISION CODIFAM Rev.02OSCARNo ratings yet
- 200 Series FDocument6 pages200 Series FKashif NadeemNo ratings yet
- Guntner GHN EvaporatorsDocument7 pagesGuntner GHN EvaporatorsjovanoxNo ratings yet
- Auto Kohl enDocument79 pagesAuto Kohl enpiojeziorNo ratings yet
- Catalogue IndusPompes LowDocument116 pagesCatalogue IndusPompes LowDegundesign100% (1)
- RésuméDOCUMENTSTRDocument20 pagesRésuméDOCUMENTSTRTarik Sniper100% (8)
- Rulmenti Radiali Cu Role Cilindrice STAS 3043Document8 pagesRulmenti Radiali Cu Role Cilindrice STAS 3043Manea CiprianNo ratings yet
- Manuale Gas GasDocument70 pagesManuale Gas GasSergio E BastaNo ratings yet
- Tabela Carburadores VolksDocument34 pagesTabela Carburadores VolksAlexandre Schroeder0% (2)
- Inv MVT Avril2023Document5 pagesInv MVT Avril2023Mohamed LamineNo ratings yet
- NissanDocument1 pageNissanYosmar Eduardo Rodriguez MolinaNo ratings yet
- 17-1 - PLOCE-Planovi Armature - ZA STAMPUDocument15 pages17-1 - PLOCE-Planovi Armature - ZA STAMPUMirsad21No ratings yet
- Service Technique Lave Vaisselle Whirlpool Adp6838pc 851183529940Document21 pagesService Technique Lave Vaisselle Whirlpool Adp6838pc 851183529940rousttyNo ratings yet
- Shindaiwa dh2510Document15 pagesShindaiwa dh2510tractorbobNo ratings yet
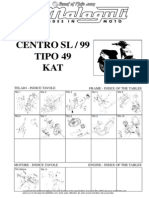
- CR Centro SL 50 99 KatDocument15 pagesCR Centro SL 50 99 KatGuse MarcelNo ratings yet
- BM Renault WebDocument6 pagesBM Renault WebIoan CapraruNo ratings yet
- Régulateur de Pression DUNGS FRS PDFDocument6 pagesRégulateur de Pression DUNGS FRS PDFe-genieclimatique.comNo ratings yet
- Aprietes KubotaDocument78 pagesAprietes KubotaJOSEALBERICH80% (5)
- Catalogue Pd003 Remorque VeremDocument31 pagesCatalogue Pd003 Remorque Verembalas_laurentNo ratings yet
- d62f1a74cd9dab640ab989c4f4d6747bDocument0 pagesd62f1a74cd9dab640ab989c4f4d6747bYO Batia BiiNo ratings yet
- Catálogo Formula Renault 2008Document69 pagesCatálogo Formula Renault 2008blancohccNo ratings yet
- MR 380 Kangoo 2Document114 pagesMR 380 Kangoo 2Riadalg RiadNo ratings yet
- Avon320dl SC V80371 + V80374Document13 pagesAvon320dl SC V80371 + V80374Karl Tellander100% (2)
- Whirlpool AWE8723Document18 pagesWhirlpool AWE8723Luisangelmtz MtzNo ratings yet
- 94 He1Document8 pages94 He1Mickael GoulonNo ratings yet
- POWERGEAR Réducteurs PendulairesDocument3 pagesPOWERGEAR Réducteurs PendulairesArjun A.GoyleNo ratings yet
- TEST HIDRAULICO (API 598 y API 6D) PDFDocument2 pagesTEST HIDRAULICO (API 598 y API 6D) PDFJhon LozanoNo ratings yet
- TEST HIDRAULICO (API 598 y API 6D) PDFDocument2 pagesTEST HIDRAULICO (API 598 y API 6D) PDFMarco Antonio Peña PlataNo ratings yet
- TEST HIDRAULICO (API 598 y API 6D) PDFDocument2 pagesTEST HIDRAULICO (API 598 y API 6D) PDFluispereira89100% (1)
- Test Hidraulico (API 598 y API 6d)Document2 pagesTest Hidraulico (API 598 y API 6d)Victor GarciaNo ratings yet
- TEST HIDRAULICO (API 598 y API 6D) PDFDocument2 pagesTEST HIDRAULICO (API 598 y API 6D) PDFAnonymous C05BLcNo ratings yet
- Peugeot 103 Moped Parts ManualDocument156 pagesPeugeot 103 Moped Parts ManualMopedgal100% (4)
- Vérin TelescopDocument3 pagesVérin TelescopLara SilvaNo ratings yet
- Chariot Telescopique Manitou mt1840 PDFDocument4 pagesChariot Telescopique Manitou mt1840 PDFRached Douahchua100% (1)
- Hydraulique 02Document54 pagesHydraulique 02Revival Jam100% (1)
- Caja de Cambios (106 Kit Car 8V)Document10 pagesCaja de Cambios (106 Kit Car 8V)blancohccNo ratings yet
- Bulletin de Lille, 1916-03 Publié sous le contrôle de l'autorité allemandeFrom EverandBulletin de Lille, 1916-03 Publié sous le contrôle de l'autorité allemandeNo ratings yet
- Bulletin de Lille, 1916.04 publié sous le contrôle de l'autorité allemandeFrom EverandBulletin de Lille, 1916.04 publié sous le contrôle de l'autorité allemandeNo ratings yet
- Bulletin de Lille, 1916.05 publié sous le contrôle de l'autorité allemandeFrom EverandBulletin de Lille, 1916.05 publié sous le contrôle de l'autorité allemandeNo ratings yet
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautFrom EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautRating: 5 out of 5 stars5/5 (1)
- Mat Comp FR PDFDocument268 pagesMat Comp FR PDFHakimHadjabhakim100% (1)
- Composites FR PDFDocument20 pagesComposites FR PDFHakimHadjabhakim0% (1)
- 12 Elements Isoparametriques 4parpage PDFDocument10 pages12 Elements Isoparametriques 4parpage PDFHakimHadjabhakimNo ratings yet
- La Méthodologie Des Éléments Finis Appliquée Àun Problème de Statique PDFDocument8 pagesLa Méthodologie Des Éléments Finis Appliquée Àun Problème de Statique PDFHakimHadjabhakimNo ratings yet
- TheoriqueDocument14 pagesTheoriqueHakimHadjabhakimNo ratings yet
- 34 06 Outils de Coupe en Tournage PDFDocument3 pages34 06 Outils de Coupe en Tournage PDFHakimHadjabhakim100% (2)
- Méthode Des Éléments Finis - 2e Éd. - Approche Pratique en Mécanique Des STR PDFDocument4 pagesMéthode Des Éléments Finis - 2e Éd. - Approche Pratique en Mécanique Des STR PDFHakimHadjabhakimNo ratings yet
- NF04 Cours3 ADocument18 pagesNF04 Cours3 AessersouNo ratings yet
- Mécanique Des Structures en Matériaux Composites Par Les Méthodes Analytiques Et PDFDocument20 pagesMécanique Des Structures en Matériaux Composites Par Les Méthodes Analytiques Et PDFHakimHadjabhakimNo ratings yet
- NF04 Cours3 ADocument18 pagesNF04 Cours3 AessersouNo ratings yet
- Geometrie Outil de Coupe PDFDocument7 pagesGeometrie Outil de Coupe PDFHakimHadjabhakimNo ratings yet
- Geometrie Outils ProfDocument7 pagesGeometrie Outils ProfMejdi AbassiNo ratings yet
- Sujet ATS Session 2006-2Document44 pagesSujet ATS Session 2006-2HakimHadjabhakimNo ratings yet
- Dynamique Des Structures Analyse ModaleDocument465 pagesDynamique Des Structures Analyse ModaleHakimHadjabhakim100% (4)
- Poly Mms 2012Document333 pagesPoly Mms 2012HakimHadjabhakimNo ratings yet
- 694 11 Efforts de Coupe Et PuissancesDocument10 pages694 11 Efforts de Coupe Et PuissancesHakimHadjabhakim100% (6)
- Le Coeur Des Tenebres - Chapitre 2 - Hallucinations Dans Les MontagnesDocument31 pagesLe Coeur Des Tenebres - Chapitre 2 - Hallucinations Dans Les MontagnesfabNo ratings yet
- French WorldlistDocument85 pagesFrench Worldlistchristbest682No ratings yet
- 04b ANGLES HORIZONTAUX VerticauxDocument10 pages04b ANGLES HORIZONTAUX VerticauxAmine Makachou100% (1)
- Station Spatiale internationale-ISS 169208Document2 pagesStation Spatiale internationale-ISS 169208Dojin Vianney AnguibyNo ratings yet
- Solution Manual For Security in Computing 5th by PfleegerDocument24 pagesSolution Manual For Security in Computing 5th by Pfleegermichellelewismqdacbxijt100% (42)
- Prométhée Power PointDocument25 pagesProméthée Power PointErika GonçalvesNo ratings yet
- Expose Poesie 2021Document4 pagesExpose Poesie 2021Illana GarbiczNo ratings yet
- Dieux Et Heros Dans Le Monde GrecDocument3 pagesDieux Et Heros Dans Le Monde GrecTininha AtlanNo ratings yet
- M5 Moment Cin Etique D'un Point Mat ErielDocument5 pagesM5 Moment Cin Etique D'un Point Mat ErielpalestriNo ratings yet
- L'AstrologieDocument43 pagesL'AstrologieVirginia Echenique100% (1)
- Contrôle de Mathématiques: Exercices: PuissancesDocument1 pageContrôle de Mathématiques: Exercices: PuissancesSirine ZAOUINo ratings yet
- La Pierre CintamaniDocument6 pagesLa Pierre CintamaniNicolae CunceaNo ratings yet
- Atlantia: L'énigme Proto-AtlanteDocument28 pagesAtlantia: L'énigme Proto-AtlanteHervé CariouNo ratings yet
- ch3 Triangle Rectangle CoursDocument6 pagesch3 Triangle Rectangle CoursRedouane OrtigaNo ratings yet
- Geographie SecondeDocument24 pagesGeographie SecondeBarry Djibril100% (1)
- TDM1 CinematiqueDocument2 pagesTDM1 CinematiqueAyoub AmriNo ratings yet
- 0 32 VeshariahDocument1 page0 32 VeshariahJOHN MONSALVENo ratings yet
- 2 Orbites Cavite Orbitaire 2019 2020 BouremadaDocument18 pages2 Orbites Cavite Orbitaire 2019 2020 BouremadaIslm KouNo ratings yet
- 2de TP Climat-SaisonDocument3 pages2de TP Climat-SaisonKahinaNo ratings yet
- Les MétéoritesDocument131 pagesLes MétéoritesGazelle du SudNo ratings yet
- Le Barycentre Dans Le Plan Serie D Exercices 1 3Document2 pagesLe Barycentre Dans Le Plan Serie D Exercices 1 3Sabori BabaNo ratings yet
- DL N°4Document6 pagesDL N°4Chai mae AgnawNo ratings yet
- 4 LumièreDocument1 page4 LumièreGilles AumjaudNo ratings yet
- AstrologieDocument9 pagesAstrologieabdoul7No ratings yet
- CompilationDocument78 pagesCompilationjuniorNo ratings yet
- 2 DevoydecouvbougainvillecookmfluiggiDocument9 pages2 DevoydecouvbougainvillecookmfluiggiMokhtar El MarjaniNo ratings yet
- Devoir c1 15.3MDocument7 pagesDevoir c1 15.3MImed OuniNo ratings yet
- Pension Rules PDFDocument28 pagesPension Rules PDFArun SinghNo ratings yet
- La Mythologie Dans Les Oeuvres Du Musee Des Beaux-ArtsDocument19 pagesLa Mythologie Dans Les Oeuvres Du Musee Des Beaux-ArtsDE QUELENNo ratings yet
- Astroguide PDFDocument157 pagesAstroguide PDFdani_cirigNo ratings yet