You might also like
- Pressureloss in Slurry PipesDocument10 pagesPressureloss in Slurry PipesKarthick Velayutham100% (1)
- Technical Reference Guide Fastenal K Factor and MoreDocument62 pagesTechnical Reference Guide Fastenal K Factor and Moredlight0No ratings yet
- Guide To Expansion Joints (Choosing and Maintenance)Document16 pagesGuide To Expansion Joints (Choosing and Maintenance)stevebeanNo ratings yet
- Power TransmissionDocument56 pagesPower TransmissionantoniodellisantiNo ratings yet
- Laminar and Turbulent Flow in A PipeDocument3 pagesLaminar and Turbulent Flow in A PipeManNo ratings yet
- Wastewater Lecture NoteDocument78 pagesWastewater Lecture NoteDaniel Medina Sánchez100% (2)
- Wastewater Lecture NoteDocument78 pagesWastewater Lecture NoteDaniel Medina Sánchez100% (2)
- Dynamic Analysis of Steel Silo Using Wind Load As Per Indian Standard IJERTV8IS110206Document4 pagesDynamic Analysis of Steel Silo Using Wind Load As Per Indian Standard IJERTV8IS110206AliNo ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- CWP Cert PDFDocument4 pagesCWP Cert PDFmurtazagulzar3No ratings yet
- The Influence of Granular Vortex Motion On The Volumetric PerformanceDocument12 pagesThe Influence of Granular Vortex Motion On The Volumetric PerformancelarosemaximeNo ratings yet
- Fluid Bed Drying PDFDocument83 pagesFluid Bed Drying PDFsouhir gritliNo ratings yet
- FinePowderFlow Bins Hoppers JenikeDocument10 pagesFinePowderFlow Bins Hoppers JenikesaverrNo ratings yet
- CH 7. Pneumatic and HydroulicDocument20 pagesCH 7. Pneumatic and HydroulicAbenezer Tasew100% (1)
- Oal Ed Ethahne: Prof. P. K. SinghDocument67 pagesOal Ed Ethahne: Prof. P. K. SinghViplove RajurkarNo ratings yet
- NRTL ParametersDocument3 pagesNRTL ParameterskaramniaNo ratings yet
- A Review On Numerical and Experimental Study of Screw ConveyorDocument4 pagesA Review On Numerical and Experimental Study of Screw ConveyorMangatur SimamoraNo ratings yet
- Process Modelling, Simulation and Control For Chemical Engineering. Solved Problems. Chapter 5: Simulation Ex-AmplesDocument12 pagesProcess Modelling, Simulation and Control For Chemical Engineering. Solved Problems. Chapter 5: Simulation Ex-AmplesJohn100% (2)
- Third Quarter Science 8: Content StandardDocument19 pagesThird Quarter Science 8: Content StandardGypsie Ann Pacon100% (1)
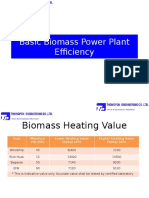
- Basic Biomass Power Plant EfficiencyDocument12 pagesBasic Biomass Power Plant EfficiencyPichai ChaibamrungNo ratings yet
- Designing Hoppers, Bins, and Silos For Reliable Flow - AIChEDocument13 pagesDesigning Hoppers, Bins, and Silos For Reliable Flow - AIChEmohsenNo ratings yet
- Jenikes' TheoryDocument209 pagesJenikes' TheoryMohammad Bataineh100% (1)
- 24.concepts of Feeder Design and Performance in Relation To Loading Bulk Solids Onto Conveyor BeltsDocument35 pages24.concepts of Feeder Design and Performance in Relation To Loading Bulk Solids Onto Conveyor BeltsSrini KumarNo ratings yet
- Pneumatic Transport and Standpipes Chapter Explains Key ConceptsDocument7 pagesPneumatic Transport and Standpipes Chapter Explains Key ConceptsvilobhsNo ratings yet
- Inclined Belt Conveyors For Underground Mass Mining OperationsDocument6 pagesInclined Belt Conveyors For Underground Mass Mining OperationsIsmaelNo ratings yet
- Free Vib 1Document20 pagesFree Vib 1Sowjanya KametyNo ratings yet
- FMC Technologies E-Brochure 2010Document8 pagesFMC Technologies E-Brochure 2010MarkNo ratings yet
- Application of Conveyors For UG HaulageDocument11 pagesApplication of Conveyors For UG Haulageminerito2211No ratings yet
- Vibrating Bin DischargersDocument7 pagesVibrating Bin DischargersSevrinNo ratings yet
- 24941-100-30R-G01-00073 Tunra 6299 Report FinalDocument96 pages24941-100-30R-G01-00073 Tunra 6299 Report FinalcmahendrNo ratings yet
- Sandwich Belt Conveyors ExplainedDocument11 pagesSandwich Belt Conveyors ExplainedVidya SagarNo ratings yet
- Fenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesDocument22 pagesFenner Wedge Belt Drive Selection 299 - Friction - WedgebeltdrivesSubramanian ChidambaramNo ratings yet
- Modeling of Heat and Mass Transfer Within The Grain Storage Ecosystem Using Numerical Methods: A ReviewDocument23 pagesModeling of Heat and Mass Transfer Within The Grain Storage Ecosystem Using Numerical Methods: A ReviewAbhijeet SableNo ratings yet
- Angle of Repose: Instructions (Read These Carefully or You Will Have To Redo Your Responses!)Document6 pagesAngle of Repose: Instructions (Read These Carefully or You Will Have To Redo Your Responses!)Rohit GadekarNo ratings yet
- Pipe Conveyor Belts: With Steel Cord and Fabric ReinforcementDocument5 pagesPipe Conveyor Belts: With Steel Cord and Fabric ReinforcementEugenepaccelli Kolandai SamyNo ratings yet
- Asce2001critical Flow Velocity in Slurry Transporting Horizontal PipelinesDocument10 pagesAsce2001critical Flow Velocity in Slurry Transporting Horizontal PipelinesRodolfo Kock SchulmeyerNo ratings yet
- Science Raking in Gravity Thickeners PDFDocument17 pagesScience Raking in Gravity Thickeners PDFJuan Alberto Giglio FernándezNo ratings yet
- Air CannonDocument9 pagesAir Cannonkarthikraja21100% (1)
- Janssens EquationDocument10 pagesJanssens EquationmrnaeemNo ratings yet
- Dura FlexDocument16 pagesDura FlexJohn ChivNo ratings yet
- Feeder Loads and Power RequirementsDocument5 pagesFeeder Loads and Power RequirementsarsanioseNo ratings yet
- CEMA 6 Belt Conveyors Belt AlignmentDocument2 pagesCEMA 6 Belt Conveyors Belt Alignmentali kajbafNo ratings yet
- Thermal Expansion Settings in GleebleDocument4 pagesThermal Expansion Settings in GleeblePranav TripathiNo ratings yet
- Unit 1 Shaft, Key, Splines, Couplings, Bearings, Clutch and BrakeDocument200 pagesUnit 1 Shaft, Key, Splines, Couplings, Bearings, Clutch and BrakeAbhijeet somawarNo ratings yet
- Spring-Supported Thrust BearingsDocument4 pagesSpring-Supported Thrust BearingsZoebairNo ratings yet
- 13.belt Conveyor Design and Analysis PDFDocument4 pages13.belt Conveyor Design and Analysis PDFbrahmandaNo ratings yet
- Storage of Bulk Solids - 3Document31 pagesStorage of Bulk Solids - 3Naman GoelNo ratings yet
- Modern Technological Developments in The Storage and Handling of Bulk Solids - EditDocument26 pagesModern Technological Developments in The Storage and Handling of Bulk Solids - Editpavan317No ratings yet
- Transport of Particulate Solids in The Presence of A Gas. Pneumatic Transport (Pneumatic Conveying)Document8 pagesTransport of Particulate Solids in The Presence of A Gas. Pneumatic Transport (Pneumatic Conveying)Ong QixiangNo ratings yet
- 10 Steps Effective Bin DesignDocument13 pages10 Steps Effective Bin DesignLeandro BorbaNo ratings yet
- Agitator Design & SystemsDocument12 pagesAgitator Design & Systemslhphong021191No ratings yet
- Dorner 3200 Vacuum ConveyorDocument8 pagesDorner 3200 Vacuum ConveyorBobKatNo ratings yet
- Chapter 1 Principle of Grain StorageDocument29 pagesChapter 1 Principle of Grain StorageNguyễn Ngọc QuânNo ratings yet
- Retrofitting Bins, Hoppers, and Feeders To Solve Flow ProblemsDocument5 pagesRetrofitting Bins, Hoppers, and Feeders To Solve Flow Problemsfarel setiawanNo ratings yet
- Road Portable Conveyor Users ManualDocument146 pagesRoad Portable Conveyor Users Manualdonatchange100% (1)
- Archimedys Technical Data - Metric - GB 11264 PDFDocument43 pagesArchimedys Technical Data - Metric - GB 11264 PDFAnonymous Cxriyx9HIXNo ratings yet
- Gate Mining 2007-2019 PapersDocument220 pagesGate Mining 2007-2019 PapersAarya raj singh RanawatNo ratings yet
- 3M3 Drag On A Sphere F18!08!2007Document9 pages3M3 Drag On A Sphere F18!08!2007Valentin MoldovanNo ratings yet
- O SPC07 PDFDocument124 pagesO SPC07 PDFdenisonocNo ratings yet
- SPE 89334 Analysis of The Effects of Major Drilling Parameters On Cuttings Transport Efficiency For High-Angle Wells in Coiled Tubing Drilling OperationsDocument8 pagesSPE 89334 Analysis of The Effects of Major Drilling Parameters On Cuttings Transport Efficiency For High-Angle Wells in Coiled Tubing Drilling OperationsmsmsoftNo ratings yet
- Storage PDFDocument12 pagesStorage PDFanasabdullahNo ratings yet
- Bin, Hopper and Conveyor DesignDocument14 pagesBin, Hopper and Conveyor DesignBrendan JonesNo ratings yet
- IS-9178 Part1 PDFDocument29 pagesIS-9178 Part1 PDFShamik ChowdhuryNo ratings yet
- Cohesion Value For RockDocument16 pagesCohesion Value For Rockks_raghuveerNo ratings yet
- Ehlen Fluent DeutschlandDocument43 pagesEhlen Fluent DeutschlandAhmed AhmedovNo ratings yet
- Materials Handling and HoistingDocument6 pagesMaterials Handling and HoistingNARGISNo ratings yet
- Thermodynamics An Engineering Approach 8Document1 pageThermodynamics An Engineering Approach 8Aracely PenaNo ratings yet
- Precise Finite-Element Model For Pulleys Based On The Hamiltonian Form of ElasticityDocument13 pagesPrecise Finite-Element Model For Pulleys Based On The Hamiltonian Form of ElasticityShamik ChowdhuryNo ratings yet
- Characteristics of Bulk MaterialsDocument9 pagesCharacteristics of Bulk MaterialsAhmed Abo ElkomsanNo ratings yet
- Simulación Numérica de Agitación InclinadaDocument11 pagesSimulación Numérica de Agitación InclinadaMiguel PradaNo ratings yet
- Sistema de Coordenadas FenomenosDocument11 pagesSistema de Coordenadas FenomenosMiguel PradaNo ratings yet
- Aluminum Foams Lectures TALATDocument24 pagesAluminum Foams Lectures TALATMiguel PradaNo ratings yet
- Fundamentals of BiofuelsDocument33 pagesFundamentals of BiofuelsMiguel PradaNo ratings yet
- Indice de Capacidad MultivariadaDocument35 pagesIndice de Capacidad MultivariadaMiguel PradaNo ratings yet
- Proper stockpiling techniques for clean stone aggregatesDocument17 pagesProper stockpiling techniques for clean stone aggregatesMiguel PradaNo ratings yet
- Aspen User Guide 10Document936 pagesAspen User Guide 10tryinghard18No ratings yet
- Technological Evolution May Not Follow Predicted S-Shaped CurveDocument18 pagesTechnological Evolution May Not Follow Predicted S-Shaped CurveMiguel PradaNo ratings yet
- ScreeningDocument8 pagesScreeningEl Patrón RobèrtoNo ratings yet
- Ts 1 5 Specific Feed Safety LimitsDocument87 pagesTs 1 5 Specific Feed Safety Limitsraed abujoudehNo ratings yet
- Terluran GP-22: Acrylonitrile Butadiene Styrene (ABS)Document3 pagesTerluran GP-22: Acrylonitrile Butadiene Styrene (ABS)Mahdi VolgarNo ratings yet
- Aging of LiFePO4 Upon Exposure To H2O PDFDocument13 pagesAging of LiFePO4 Upon Exposure To H2O PDFadalid contrerasNo ratings yet
- Epoxy resin free flow grout for heavy duty applicationsDocument4 pagesEpoxy resin free flow grout for heavy duty applicationsFeri Oktara IrawanNo ratings yet
- Enthalpy Changes TestDocument14 pagesEnthalpy Changes TestSonic EightNo ratings yet
- I-V Characterization of Tunnel Diodes and Multojunction Solar CellsDocument7 pagesI-V Characterization of Tunnel Diodes and Multojunction Solar CellsMaura MusioNo ratings yet
- PhysioEx Exercise 1 Activity 4Document3 pagesPhysioEx Exercise 1 Activity 4Дмитро МарчукNo ratings yet
- Development of A Small Solar Thermal PowDocument10 pagesDevelopment of A Small Solar Thermal Powעקיבא אסNo ratings yet
- PWS&PQRDocument1 pagePWS&PQRkuppiliramaNo ratings yet
- Rry'S Chemical Engineers' Handbook: Seventh EditionDocument2 pagesRry'S Chemical Engineers' Handbook: Seventh EditionRamaNo ratings yet
- Batch, Fed-Batch, CSTR & PFR Reactor Design EquationsDocument12 pagesBatch, Fed-Batch, CSTR & PFR Reactor Design EquationsRicky LeeNo ratings yet
- Interpretation of Batch Reactor Data: Chapter ThreeDocument45 pagesInterpretation of Batch Reactor Data: Chapter ThreeAnnisa RizqiaNo ratings yet
- T04: Mass Balance in Non Reacting System (Introduction Tu Multi Unit) A. Sugar Factory Activity (6 Min)Document2 pagesT04: Mass Balance in Non Reacting System (Introduction Tu Multi Unit) A. Sugar Factory Activity (6 Min)Dewi Mawaddatus SholekhahNo ratings yet
- Cutting Tools TypeDocument3 pagesCutting Tools TypeneurraNo ratings yet
- OEP TopicsDocument2 pagesOEP TopicsChemical Engg.No ratings yet
- Aqa Bya1 Sms Jun09Document7 pagesAqa Bya1 Sms Jun09atbtbtbNo ratings yet
- Material Report: Compound Data SheetDocument3 pagesMaterial Report: Compound Data SheetRanja SarkarNo ratings yet
- XII Chemistry CH#11 Notes (Sir Nasim Zulfiqar)Document9 pagesXII Chemistry CH#11 Notes (Sir Nasim Zulfiqar)salmanNo ratings yet
- Combined Gas LawDocument7 pagesCombined Gas LawAllenWORXNo ratings yet
- Listening ComprehensionDocument3 pagesListening ComprehensionLiz GilmoreNo ratings yet
- Chemistry Trial-Exam SPM 2012 Marking SchemeDocument21 pagesChemistry Trial-Exam SPM 2012 Marking SchemeHarun Din HairuddinNo ratings yet
- Stoichiometry Questions & AnswersDocument2 pagesStoichiometry Questions & Answersnosirat aladeNo ratings yet
- Bio Process Problem 1Document1 pageBio Process Problem 1AshenafiNo ratings yet
- Safety Management in Oil & Gas Industry ReportDocument10 pagesSafety Management in Oil & Gas Industry ReportZayn AhmedNo ratings yet