You might also like
- Cómo Una Herramienta de Checklist Puede Ayudarle A Minimizar Los CostosDocument51 pagesCómo Una Herramienta de Checklist Puede Ayudarle A Minimizar Los CostosCarlos JaénNo ratings yet
- Ejercicio de cinemática DH para 5 sistemas robóticosDocument4 pagesEjercicio de cinemática DH para 5 sistemas robóticosAlejandro CañarNo ratings yet
- Investigacion 4 Unidad Equipo MelissaDocument25 pagesInvestigacion 4 Unidad Equipo MelissaYalia Etelbina LOopez CruzNo ratings yet
- Normas TransformadoresDocument3 pagesNormas TransformadoresFranz Montero RamirezNo ratings yet
- Definicion de Fallas de Los EquiposDocument9 pagesDefinicion de Fallas de Los EquiposReinaldo RomeroNo ratings yet
- 6 - RCMDocument39 pages6 - RCMCHARLES HUMBERTONo ratings yet
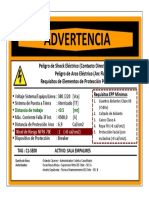
- Advertencia Sala ElectricaDocument1 pageAdvertencia Sala ElectricaOscar Jairo Reyes MezaNo ratings yet
- Up Time - Organizacion y Liderazgo en El MantenimientoDocument99 pagesUp Time - Organizacion y Liderazgo en El MantenimientoAlejandro EscaleraNo ratings yet
- Mantenimiento Deficiente & Beneficios de Un Buen Mantenimiento.Document7 pagesMantenimiento Deficiente & Beneficios de Un Buen Mantenimiento.José David BonillaNo ratings yet
- Hoja-Resumen Datos de MantenimientoDocument1 pageHoja-Resumen Datos de MantenimientoANCIENT WARRIORNo ratings yet
- Ficha ambiental para carrocería INVICARDocument55 pagesFicha ambiental para carrocería INVICARJuan Diego MoyaNo ratings yet
- Norma Técnica Ecuatoriana Nte Inen 2118:2013Document9 pagesNorma Técnica Ecuatoriana Nte Inen 2118:2013Dylan GomezNo ratings yet
- Unidad 2 Mantenimiento Correctivo Modulo 1Document45 pagesUnidad 2 Mantenimiento Correctivo Modulo 1Nicholas SmithNo ratings yet
- Sistemas Embebidos MCTDocument73 pagesSistemas Embebidos MCTDarwin CarrilloNo ratings yet
- Ejemplo Práctico Del Uso de Un Sistema Controlado Por PLCDocument3 pagesEjemplo Práctico Del Uso de Un Sistema Controlado Por PLCJesus Antonio Hernandez RodriguezNo ratings yet
- Mantenimiento - Grupo 05 - Avance 1Document18 pagesMantenimiento - Grupo 05 - Avance 1Brayan MezaNo ratings yet
- 7 Al 11-1Document14 pages7 Al 11-1Ferchoou GuevaraNo ratings yet
- A017Document7 pagesA017Paul ZapataNo ratings yet
- Fiabilidad de SistemasDocument4 pagesFiabilidad de Sistemasrobinho87guti100% (1)
- Confiabilidad de Componentes y SistemasDocument91 pagesConfiabilidad de Componentes y SistemasWaldo AcostaNo ratings yet
- TP - Balanceo de Lineas PDFDocument5 pagesTP - Balanceo de Lineas PDFEdgardo RastelliNo ratings yet
- Cuadro Comparativo de Los Graficos de Control 1909Document4 pagesCuadro Comparativo de Los Graficos de Control 1909Fer FrancoNo ratings yet
- Taller ExtraclaseDocument12 pagesTaller ExtraclaseYeison Camilo Zapata DavidNo ratings yet
- Ejercicios Administracion de AlmacenesDocument85 pagesEjercicios Administracion de AlmacenesAngel FloresNo ratings yet
- Tipo de FabricaDocument3 pagesTipo de FabricaRuben Lopez RicoNo ratings yet
- Preservacion ProgresivaDocument3 pagesPreservacion ProgresivaLuis Daniel RodríguezNo ratings yet
- Efecto Villari, Temp Curie, Vicalloy, Mag Blando y DuroDocument3 pagesEfecto Villari, Temp Curie, Vicalloy, Mag Blando y DuroFabricioBorjaReinoso100% (1)
- 2.1. Definición de Interés Simple - Ingenieria EconomicaDocument3 pages2.1. Definición de Interés Simple - Ingenieria EconomicaOscar Arturo Avalos de la CruzNo ratings yet
- Practica #06 EjerciciosDocument17 pagesPractica #06 EjerciciosRodrigo AquipuchoNo ratings yet
- Método Sinérgico de LocalizaciónDocument3 pagesMétodo Sinérgico de LocalizaciónWilliam DextreNo ratings yet
- Proyecto de InvestigacionDocument28 pagesProyecto de InvestigacionNoe Adan Sánchez HernándezNo ratings yet
- Unidad 5 Administracion de Operaciones 1Document12 pagesUnidad 5 Administracion de Operaciones 1EvaMuñozNo ratings yet
- ConfiabilidadDocument8 pagesConfiabilidadEVELYN DEYANIRA ARELLANO HERNANDEZ100% (1)
- Controlador Proporcional Integral DerivativoDocument2 pagesControlador Proporcional Integral DerivativovectorprimeadrianjosNo ratings yet
- Optimizacion Costo Riesgo Caso EstudioDocument6 pagesOptimizacion Costo Riesgo Caso EstudioSandro GastanagaNo ratings yet
- Organigrama de MagnaDocument5 pagesOrganigrama de Magnaahslyruiz75No ratings yet
- Simulación SimnonDocument6 pagesSimulación SimnonDiego Enrique Pérez BreñaNo ratings yet
- Mantenimiento y Fiabilidad de Los EquiposDocument8 pagesMantenimiento y Fiabilidad de Los EquiposomarNo ratings yet
- EJERCICIODocument2 pagesEJERCICIOANA LUCIA ESTRADA ALVARADONo ratings yet
- Investigacion Sobre Operacion de BodegasDocument6 pagesInvestigacion Sobre Operacion de BodegasJesus Perez AparicioNo ratings yet
- Unidad 3Document10 pagesUnidad 3Rafael González CamarilloNo ratings yet
- 11 Ejercicios Grafico XRDocument5 pages11 Ejercicios Grafico XRAlexander PinedaNo ratings yet
- Simulación de venta de programas de fútbol, citas dentales y juegos de apuestasDocument2 pagesSimulación de venta de programas de fútbol, citas dentales y juegos de apuestasOscar M Gelves0% (2)
- Tipos de CronometrajeDocument4 pagesTipos de CronometrajeRobertoPinedaNo ratings yet
- Mantenimiento Cuestionario MauricioDocument4 pagesMantenimiento Cuestionario MauricioSarahi LechugaNo ratings yet
- Lista de Verificacion de Edificio NaveDocument1 pageLista de Verificacion de Edificio NaveLiz Montero MoralesNo ratings yet
- Clase 1Document14 pagesClase 1Juan JordanNo ratings yet
- 4.5 Externalizacion e Internalizacion de CostosDocument12 pages4.5 Externalizacion e Internalizacion de Costosdg5000No ratings yet
- Caso R&RDocument9 pagesCaso R&Rarmando arratiaNo ratings yet
- Instituto Tecnológico Nacional de México en Celaya: Variación de ManufacturaDocument4 pagesInstituto Tecnológico Nacional de México en Celaya: Variación de ManufacturaFLOR DANIELA RICO NUÑEZ100% (1)
- Práctica 2 Singularidades de Una Central de Generación Eólica Santino Romano PDFDocument7 pagesPráctica 2 Singularidades de Una Central de Generación Eólica Santino Romano PDFSanto RomanoNo ratings yet
- Ejercicios de Tipos de ModelosDocument6 pagesEjercicios de Tipos de ModelosRodolfo EmanuelNo ratings yet
- Gestión de calidad en la industria automotrizDocument13 pagesGestión de calidad en la industria automotrizBrenda PeñuelaNo ratings yet
- Taller #10 Gráficos de Control de AtributosDocument4 pagesTaller #10 Gráficos de Control de AtributosJhon Jairo Torres RiosNo ratings yet
- Antologia de Control Estadistico de Calidad 2015Document46 pagesAntologia de Control Estadistico de Calidad 2015Saintt Demon100% (2)
- Simbología neumáticaDocument6 pagesSimbología neumáticaDiego Wayar MamaniNo ratings yet
- INTRODUCCIÓN SimulaDocument12 pagesINTRODUCCIÓN SimulaRosa Imelda García ChiNo ratings yet
- Mantenimiento Predictivo EXPODocument35 pagesMantenimiento Predictivo EXPOLaura MarinNo ratings yet
- Mantenimiento Unidad 4Document15 pagesMantenimiento Unidad 4santiago jarquinNo ratings yet
- UF2246 - Reparación de pequeños electrodomésticos y herramientas eléctricasFrom EverandUF2246 - Reparación de pequeños electrodomésticos y herramientas eléctricasRating: 2.5 out of 5 stars2.5/5 (3)
- 01 - Fundamentos TgsDocument38 pages01 - Fundamentos Tgsluis100% (1)
- 02-2 Intro Prog Conc - ComplementoDocument3 pages02-2 Intro Prog Conc - ComplementoluisNo ratings yet
- Padre Rico Padre Pobre ResumenDocument6 pagesPadre Rico Padre Pobre Resumenluis50% (2)
- Amortizacion de Un PrestamoDocument38 pagesAmortizacion de Un PrestamoluisNo ratings yet
- Tecnicas Verificacion Tema 5 - Ing. MantenimientoDocument17 pagesTecnicas Verificacion Tema 5 - Ing. MantenimientoluisNo ratings yet
- Laboratorio de HipotesisDocument4 pagesLaboratorio de HipotesisluisNo ratings yet
- Calculo Tornillo Sin Fin y Rueda DentadaDocument8 pagesCalculo Tornillo Sin Fin y Rueda DentadaluisNo ratings yet
- Comenzar A VenderDocument8 pagesComenzar A VenderluisNo ratings yet
- Modelo Grup AnonymousDocument4 pagesModelo Grup AnonymousluisNo ratings yet
- Curva de PrecioDocument5 pagesCurva de PrecioluisNo ratings yet
- Carac y PreciosDocument3 pagesCarac y PreciosluisNo ratings yet
- SnifferDocument4 pagesSnifferStefani Huamán SarmientoNo ratings yet
- CulturaDocument1 pageCulturaluisNo ratings yet
- AnovaDocument2 pagesAnovaluisNo ratings yet
- Ejemplo Clases de AnalisisDocument2 pagesEjemplo Clases de AnalisisluisNo ratings yet
- Ads2 ResumenDocument2 pagesAds2 ResumenluisNo ratings yet
- Compartir Lector CD en RedDocument6 pagesCompartir Lector CD en RedluisNo ratings yet
- Compartir Lector CD en RedDocument6 pagesCompartir Lector CD en RedluisNo ratings yet
- Expo MonitoresDocument7 pagesExpo MonitoresluisNo ratings yet
- Resumen Arqui2Document2 pagesResumen Arqui2luisNo ratings yet
- Entorno EnterpriseDocument6 pagesEntorno EnterpriseluisNo ratings yet
- Método Simplex para la optimización de problemas de programación linealDocument18 pagesMétodo Simplex para la optimización de problemas de programación linealEduardo JacomeNo ratings yet
- Sesion 01Document8 pagesSesion 01luisNo ratings yet
- Planificacion Seguimiento Proyectos MSProjectDocument10 pagesPlanificacion Seguimiento Proyectos MSProjectjaime_garcia_34No ratings yet
- PromediosNotasMayorMenorIntermedioAssemblerDocument4 pagesPromediosNotasMayorMenorIntermedioAssemblerluisNo ratings yet
- Lab 3Document2 pagesLab 3luisNo ratings yet
- Con El Tiempo y La Experiencias Vividas Con El Paso de ÉsteDocument1 pageCon El Tiempo y La Experiencias Vividas Con El Paso de ÉsteluisNo ratings yet
- CianocriDocument1 pageCianocriluisNo ratings yet
- Física I: Cantidades vectorialesDocument20 pagesFísica I: Cantidades vectorialesGab PoNo ratings yet
- PROY NOM 008 SCFI 2017 SistGenUnidadesMedida - DOF - Jul2018Document47 pagesPROY NOM 008 SCFI 2017 SistGenUnidadesMedida - DOF - Jul2018Omar IslasNo ratings yet
- Informe 1 VectoresDocument13 pagesInforme 1 VectoresAlex Rocha Viera100% (1)
- Fuerza de EquilibrioDocument8 pagesFuerza de Equilibriokatherine villanuevaNo ratings yet
- Guia Ciencias ExperimentalesDocument21 pagesGuia Ciencias ExperimentalesdevilmoskNo ratings yet
- Magnitud (Matemática)Document4 pagesMagnitud (Matemática)Marito KontreNo ratings yet
- Introducción a vectores: magnitudes, dirección y sentidoDocument3 pagesIntroducción a vectores: magnitudes, dirección y sentidoRamon SarmientoNo ratings yet
- Separata Del Segundo Semestre.-Introducción Al DerechoDocument36 pagesSeparata Del Segundo Semestre.-Introducción Al DerechoErwinNo ratings yet
- SISTEMAS VECTORIALES - en ProcesoDocument43 pagesSISTEMAS VECTORIALES - en ProcesoCesar Andre Arrollo SalazarNo ratings yet
- Calibracion Multimetro DigitalDocument104 pagesCalibracion Multimetro DigitalJulián BustosNo ratings yet
- Examen Parcial - Estatica Ricardo Aldoradin QuispeDocument13 pagesExamen Parcial - Estatica Ricardo Aldoradin QuispeRicardoNo ratings yet
- Ejercicios de vectores y cálculo vectorialDocument1 pageEjercicios de vectores y cálculo vectorialnikol dayanna henao barreraNo ratings yet
- PRACTICA 1 Calculo Vectorial U1Document10 pagesPRACTICA 1 Calculo Vectorial U1GENARO ALEXIS RODRIGUEZ VILLASEÑORNo ratings yet
- Descripción y Visualización GeométricaDocument11 pagesDescripción y Visualización GeométricaAlfredo Gomez GutierrezNo ratings yet
- Algebra Como Modelizacion Funciones PDFDocument37 pagesAlgebra Como Modelizacion Funciones PDFNabil Ortegón100% (1)
- Metodología para La Construcción de Índices Compuestos Aplicado A La EconomíaDocument75 pagesMetodología para La Construcción de Índices Compuestos Aplicado A La EconomíasandraNo ratings yet
- Método Cuantitativo Batelle - ColumbusDocument34 pagesMétodo Cuantitativo Batelle - ColumbusAbml Vladmr VrgyascriNo ratings yet
- Sem 2Document6 pagesSem 2sofía segundomontes0% (1)
- Marco Teorico VectoresDocument3 pagesMarco Teorico VectoresKatherine Chacón40% (5)
- Teorade ErroresDocument14 pagesTeorade ErroresIzaskun IGOA LIZARRAGANo ratings yet
- Dibujo IndustrialDocument15 pagesDibujo IndustrialMariia Angela MashelNo ratings yet
- Practica Tec-132-4Document3 pagesPractica Tec-132-4Elvis Tavarez SanchezNo ratings yet
- Texto ExplicativoDocument16 pagesTexto ExplicativoUn pedacito de CieloNo ratings yet
- Magnitudes físicas escalares y vectorialesDocument4 pagesMagnitudes físicas escalares y vectorialesConservatorio Camo PereiraNo ratings yet
- U11 - Tabla - Funciones de Transformacion de BatelleDocument3 pagesU11 - Tabla - Funciones de Transformacion de BatellepepeNo ratings yet
- Cálculo de InceridumbresDocument9 pagesCálculo de InceridumbresFrancisco ModregoNo ratings yet
- Medida en el Nivel InicialDocument27 pagesMedida en el Nivel InicialClaudioNazarenoMartín100% (1)
- Física 5 - IB - 2021Document50 pagesFísica 5 - IB - 2021Giancarlo Fernando Villanueva ZuloetaNo ratings yet
- GFPI-F-019 - Guía - Aprendizaje - Confección de Ropa Hogar en Técnica de Patchwork.Document12 pagesGFPI-F-019 - Guía - Aprendizaje - Confección de Ropa Hogar en Técnica de Patchwork.Nayibe Laverde OlayaNo ratings yet