You might also like
- Disclosure To Promote The Right To InformationDocument9 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- NT NDT 006 - Crack Depth Measurement - Electric Potential Drop Techniques - Nordtest MethodDocument31 pagesNT NDT 006 - Crack Depth Measurement - Electric Potential Drop Techniques - Nordtest MethodDemian PereiraNo ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Coating Thickness Standard ASTM E376Document4 pagesCoating Thickness Standard ASTM E376Ahmed Shaban KotbNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- B 244-09 Standard Test Method For Measurement of Thickness of Anodic Coatings On Aluminum and of Other Nonconductive Coatings On Nonmagnetic Basis Metals With Eddy-Current InstrumentsDocument4 pagesB 244-09 Standard Test Method For Measurement of Thickness of Anodic Coatings On Aluminum and of Other Nonconductive Coatings On Nonmagnetic Basis Metals With Eddy-Current InstrumentsTrong Cuong HaNo ratings yet
- Measure of Coating Thickness ASTM StandardDocument5 pagesMeasure of Coating Thickness ASTM StandardCharles GuzmanNo ratings yet
- Acoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsFrom EverandAcoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsNo ratings yet
- Eddy Current Testing Aerospace MaterialsDocument6 pagesEddy Current Testing Aerospace MaterialsshyamsundarsrNo ratings yet
- Ion-Selective Electrode Reviews: Volume 3From EverandIon-Selective Electrode Reviews: Volume 3J. D. R. ThomasNo ratings yet
- Magnetic Particle Standards Guide & Dry Film Thickness MethodsDocument5 pagesMagnetic Particle Standards Guide & Dry Film Thickness MethodsMilenita Paez AcuñaNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Is 6416 1988Document10 pagesIs 6416 1988todd_jim49100% (1)
- Recubrimientos - SSPC-PA 2-2012Document11 pagesRecubrimientos - SSPC-PA 2-2012ALEXIS MARTINEZNo ratings yet
- Astm d7091 13Document10 pagesAstm d7091 13Anonymous zia5og7psNo ratings yet
- Coating Thickness: MeasurementDocument3 pagesCoating Thickness: Measurementjmpateiro1985No ratings yet
- Nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied To Ferrous Metals and Nonmagnetic, Nonconductive Coatings Applied To Non-Ferrous MetalsDocument11 pagesNondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied To Ferrous Metals and Nonmagnetic, Nonconductive Coatings Applied To Non-Ferrous MetalsIvan AlanizNo ratings yet
- Measuring Coating Thickness by Magnetic-Field or Eddy-Current (Electromagnetic) Test MethodsDocument4 pagesMeasuring Coating Thickness by Magnetic-Field or Eddy-Current (Electromagnetic) Test MethodsDawitt BadilloNo ratings yet
- SD 1186 PDFDocument4 pagesSD 1186 PDFgana_1783No ratings yet
- Is 7666 1988Document9 pagesIs 7666 1988chepurthiNo ratings yet
- ASTM G 46 Evaluacion de PittingDocument8 pagesASTM G 46 Evaluacion de Pittingiolivero79641No ratings yet
- D 1400 - 94 Rde0mdatukve PDFDocument4 pagesD 1400 - 94 Rde0mdatukve PDFCharlie DukeNo ratings yet
- Astm E376 11 PDFDocument5 pagesAstm E376 11 PDFsergio100% (1)
- ISO 2361 - 1982 Electrodeposted Nickel Coating PDFDocument6 pagesISO 2361 - 1982 Electrodeposted Nickel Coating PDFAnonymous tmRaHhNo ratings yet
- SSPC-PA 2 Procedure For Determining Conformance To Dry Coating Thickness RequirementsDocument11 pagesSSPC-PA 2 Procedure For Determining Conformance To Dry Coating Thickness RequirementsDavid Aliaga Sayas100% (1)
- Astm E376-11Document5 pagesAstm E376-11samynathan_bvs100% (1)
- 234 D7091 344Document7 pages234 D7091 344Ivan AlanizNo ratings yet
- Is 4260 2004Document10 pagesIs 4260 2004Mehmet SoysalNo ratings yet
- D 1186 - 01nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied To A Ferrous Base1Document4 pagesD 1186 - 01nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied To A Ferrous Base1kyeong cheol leeNo ratings yet
- SSPC PA 2 Measurement DFTDocument8 pagesSSPC PA 2 Measurement DFTBayu TirtaNo ratings yet
- Eddy Current White PaperDocument25 pagesEddy Current White PapervrapciudorianNo ratings yet
- ASTM E376 EnglishDocument5 pagesASTM E376 EnglishFredenandEcheverríaNo ratings yet
- Is.15652.2006 - Indian Standard For Insulating Mats For Electrical Applications.Document19 pagesIs.15652.2006 - Indian Standard For Insulating Mats For Electrical Applications.shanmars007No ratings yet
- Standard Keur 00820-702: 1 Scope and Field of Application 1.1 ScopeDocument6 pagesStandard Keur 00820-702: 1 Scope and Field of Application 1.1 ScopeEsin DenizNo ratings yet
- Measuring Coating Thickness by Magnetic-Field or Eddy-Current (Electromagnetic) Testing MethodsDocument5 pagesMeasuring Coating Thickness by Magnetic-Field or Eddy-Current (Electromagnetic) Testing MethodsHương NgôNo ratings yet
- Eddy Current Testing ApplicationsDocument21 pagesEddy Current Testing ApplicationsvibinkumarsNo ratings yet
- Coating Application Standard No. 2: SSPC: The Society For Protective CoatingsDocument11 pagesCoating Application Standard No. 2: SSPC: The Society For Protective CoatingsJustin Michael100% (1)
- D1474Document5 pagesD1474hdanyealNo ratings yet
- Astm e 309Document7 pagesAstm e 309ysy6ksx828No ratings yet
- Nde Uesl Utm NDT 0005Document7 pagesNde Uesl Utm NDT 0005George OgbecheNo ratings yet
- SSPC - PA2 2012 (Dry Coating Thickness Requirements)Document11 pagesSSPC - PA2 2012 (Dry Coating Thickness Requirements)Gabo GaboNo ratings yet
- Astm D 5162Document3 pagesAstm D 5162miguel058150% (2)
- Condition Assessment of Concrete With NDT - CaseDocument5 pagesCondition Assessment of Concrete With NDT - CaseInternational Journal of Research in Engineering and TechnologyNo ratings yet
- The Eddy Current Inspection Method Pt4Document4 pagesThe Eddy Current Inspection Method Pt4vrapciudorianNo ratings yet
- Non Destructive TestingDocument54 pagesNon Destructive Testingmahi1437100% (1)
- Chapter 6 Report - Group1 PDFDocument63 pagesChapter 6 Report - Group1 PDFLazadaNo ratings yet
- Is 6003 2010Document13 pagesIs 6003 2010AISWARYA K VIJAY M.Tech CASE 2021-2023No ratings yet
- SSPC Pa2Document11 pagesSSPC Pa2Pierre RamirezNo ratings yet
- Astm E376-03Document5 pagesAstm E376-03dangodNo ratings yet
- Hardness Testing Part 2Document3 pagesHardness Testing Part 2tuanNo ratings yet
- Astm G46-94 (2005)Document8 pagesAstm G46-94 (2005)angeljosechuquiure100% (1)
- Dhanalakshmi Srinivasan Engineering College, Perambalur Department of Mechanical Engineering Me8097 / Non-Destructive Testing and Evaluation Question Bank - 2 Marks & 16 MarksDocument11 pagesDhanalakshmi Srinivasan Engineering College, Perambalur Department of Mechanical Engineering Me8097 / Non-Destructive Testing and Evaluation Question Bank - 2 Marks & 16 MarksRAJESH. RNo ratings yet
- ASTM - B499 - 1996 Reapproved 2002 - Standard Test Method For Measurement of Coating ThicknessesDocument4 pagesASTM - B499 - 1996 Reapproved 2002 - Standard Test Method For Measurement of Coating ThicknessesArmaghan ShiekhNo ratings yet
- D 1400 - 94 Rde0mdatotq - PDFDocument3 pagesD 1400 - 94 Rde0mdatotq - PDFCharlie DukeNo ratings yet
- Astm B-499-02Document4 pagesAstm B-499-02Anwarul AfrojNo ratings yet
- Is 10138 1 1982Document10 pagesIs 10138 1 1982Mahira AraújoNo ratings yet
- Distructive and Non Distructive Test Lab ReportDocument28 pagesDistructive and Non Distructive Test Lab Reportshehzade200No ratings yet
- QDocument49 pagesQrajpd28No ratings yet
- Is 10398Document16 pagesIs 10398rajpd28No ratings yet
- Bitszc423t - Course Handout FileDocument15 pagesBitszc423t - Course Handout Filerajpd28No ratings yet
- CDocument4 pagesCrajpd28No ratings yet
- Is 10398Document16 pagesIs 10398rajpd28No ratings yet
- Is 12556Document6 pagesIs 12556rajpd28No ratings yet
- Disclosure To Promote The Right To InformationDocument16 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- Quality Control Assurance and Reliability (ETZC 432) : BITS PilaniDocument42 pagesQuality Control Assurance and Reliability (ETZC 432) : BITS Pilanirajpd28No ratings yet
- Is 13673 4 1998 PDFDocument17 pagesIs 13673 4 1998 PDFrajpd28No ratings yet
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- Is 13122 2 1991Document10 pagesIs 13122 2 1991rajpd28No ratings yet
- Disclosure To Promote The Right To InformationDocument20 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- Is 13122 1 1993Document22 pagesIs 13122 1 1993rajpd28No ratings yet
- Disclosure To Promote The Right To InformationDocument32 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- Disclosure To Promote The Right To InformationDocument26 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- Disclosure To Promote The Right To InformationDocument20 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- Disclosure To Promote The Right To InformationDocument22 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- Is 9334 1986Document20 pagesIs 9334 1986rajpd28No ratings yet
- Disclosure To Promote The Right To InformationDocument20 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- Disclosure To Promote The Right To InformationDocument22 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- Disclosure To Promote The Right To InformationDocument26 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- Is 9334 1986Document20 pagesIs 9334 1986rajpd28No ratings yet
- Disclosure To Promote The Right To InformationDocument24 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- Is 9334 1986Document20 pagesIs 9334 1986rajpd28No ratings yet
- Disclosure To Promote The Right To InformationDocument24 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- Is 8824Document9 pagesIs 8824rajpd28No ratings yet
- Disclosure To Promote The Right To InformationDocument15 pagesDisclosure To Promote The Right To Informationrajpd28No ratings yet
- Movement and Position: Question Paper 4Document14 pagesMovement and Position: Question Paper 4SlaheddineNo ratings yet
- Main Research PaperDocument11 pagesMain Research PaperBharat DedhiaNo ratings yet
- 15142800Document16 pages15142800Sanjeev PradhanNo ratings yet
- DLP in Health 4Document15 pagesDLP in Health 4Nina Claire Bustamante100% (1)
- LM1011 Global ReverseLogDocument4 pagesLM1011 Global ReverseLogJustinus HerdianNo ratings yet
- Electronics Ecommerce Website: 1) Background/ Problem StatementDocument7 pagesElectronics Ecommerce Website: 1) Background/ Problem StatementdesalegnNo ratings yet
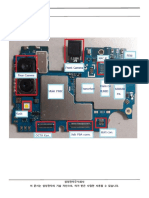
- Level 3 Repair PBA Parts LayoutDocument32 pagesLevel 3 Repair PBA Parts LayoutabivecueNo ratings yet
- Striedter - 2015 - Evolution of The Hippocampus in Reptiles and BirdsDocument22 pagesStriedter - 2015 - Evolution of The Hippocampus in Reptiles and BirdsOsny SillasNo ratings yet
- Book Networks An Introduction by Mark NewmanDocument394 pagesBook Networks An Introduction by Mark NewmanKhondokar Al MominNo ratings yet
- Complete Guide To Sports Training PDFDocument105 pagesComplete Guide To Sports Training PDFShahana ShahNo ratings yet
- ERP Complete Cycle of ERP From Order To DispatchDocument316 pagesERP Complete Cycle of ERP From Order To DispatchgynxNo ratings yet
- Leaked David Fry II Conversation Regarding Loopholes and Embezzlement at AFK Gamer LoungeDocument6 pagesLeaked David Fry II Conversation Regarding Loopholes and Embezzlement at AFK Gamer LoungeAnonymous iTNFz0a0No ratings yet
- Wi FiDocument22 pagesWi FiDaljeet Singh MottonNo ratings yet
- Column Array Loudspeaker: Product HighlightsDocument2 pagesColumn Array Loudspeaker: Product HighlightsTricolor GameplayNo ratings yet
- The Berkeley Review: MCAT Chemistry Atomic Theory PracticeDocument37 pagesThe Berkeley Review: MCAT Chemistry Atomic Theory Practicerenjade1516No ratings yet
- John Hay People's Alternative Coalition Vs Lim - 119775 - October 24, 2003 - JDocument12 pagesJohn Hay People's Alternative Coalition Vs Lim - 119775 - October 24, 2003 - JFrances Ann TevesNo ratings yet
- NLL - Elementary - Coursebook 2019 PDFDocument24 pagesNLL - Elementary - Coursebook 2019 PDFgilmolto100% (1)
- ASMOPS 2016 - International Invitation PHILIPPINEDocument4 pagesASMOPS 2016 - International Invitation PHILIPPINEMl Phil0% (3)
- DMDW Mod3@AzDOCUMENTS - inDocument56 pagesDMDW Mod3@AzDOCUMENTS - inRakesh JainNo ratings yet
- How Psychology Has Changed Over TimeDocument2 pagesHow Psychology Has Changed Over TimeMaedot HaddisNo ratings yet
- Manual Analizador Fluoruro HachDocument92 pagesManual Analizador Fluoruro HachAitor de IsusiNo ratings yet
- Exp 8 - GPG - D12B - 74 PDFDocument4 pagesExp 8 - GPG - D12B - 74 PDFPRATIKSHA WADIBHASMENo ratings yet
- S5-42 DatasheetDocument2 pagesS5-42 Datasheetchillin_in_bots100% (1)
- QueriesDocument50 pagesQueriesBajji RajinishNo ratings yet
- Pom Final On Rice MillDocument21 pagesPom Final On Rice MillKashif AliNo ratings yet
- #3011 Luindor PDFDocument38 pages#3011 Luindor PDFcdouglasmartins100% (1)
- AATCC 100-2004 Assesment of Antibacterial Dinishes On Textile MaterialsDocument3 pagesAATCC 100-2004 Assesment of Antibacterial Dinishes On Textile MaterialsAdrian CNo ratings yet
- UTP3-SW04-TP60 Datasheet VER2.0Document2 pagesUTP3-SW04-TP60 Datasheet VER2.0Ricardo TitoNo ratings yet
- 17BCE0552 Java DA1 PDFDocument10 pages17BCE0552 Java DA1 PDFABHIMAYU JENANo ratings yet
- Requesting A Query in Zemanta Using PHPDocument10 pagesRequesting A Query in Zemanta Using PHPAther SajjadNo ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Design Is The Problem: The Future of Design Must Be SustainableFrom EverandDesign Is The Problem: The Future of Design Must Be SustainableRating: 1.5 out of 5 stars1.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Electrical Principles and Technology for EngineeringFrom EverandElectrical Principles and Technology for EngineeringRating: 4 out of 5 stars4/5 (4)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorFrom EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorRating: 4 out of 5 stars4/5 (7)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationFrom EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationRating: 4.5 out of 5 stars4.5/5 (2)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- Basic Electric Circuit Theory: A One-Semester TextFrom EverandBasic Electric Circuit Theory: A One-Semester TextRating: 1.5 out of 5 stars1.5/5 (2)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsFrom EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsNo ratings yet
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesFrom EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNo ratings yet