You might also like
- Piano Chords PracticeDocument30 pagesPiano Chords PracticeEd Vince89% (9)
- Sizing For Two PhaseDocument6 pagesSizing For Two PhaseKong LingweiNo ratings yet
- Mitsubishi Evo Vii Workshop ManualDocument1,471 pagesMitsubishi Evo Vii Workshop ManuallimaynardNo ratings yet
- 2-Phase Omega PSV SizingDocument2 pages2-Phase Omega PSV SizingABULARA2K6No ratings yet
- Improve Evaluation of Brittle Fracture Resistance For VesselsDocument6 pagesImprove Evaluation of Brittle Fracture Resistance For VesselsAnonymous 1XHScfCINo ratings yet
- 2 Phase Relief Calculations Spreadsheet: Basis General DataDocument1 page2 Phase Relief Calculations Spreadsheet: Basis General DataAffian WidjanarkoNo ratings yet
- Sizing and Selection Procedure of Pressure Relieving Devices - R0Document47 pagesSizing and Selection Procedure of Pressure Relieving Devices - R0balajikrishnan100% (1)
- Line Sizing CriteriaDocument2 pagesLine Sizing CriteriaPaul OhiorNo ratings yet
- Understanding PSV Sizing StandardsDocument3 pagesUnderstanding PSV Sizing Standardsaegean227100% (1)
- Piping Design 5 PDFDocument9 pagesPiping Design 5 PDFSandra MArrugo100% (1)
- Valves in LNG ServiceDocument4 pagesValves in LNG ServicePasquale CutriNo ratings yet
- Pressure Relief System Reaction Forces - The Importance of Evaluating Existing InstallationsDocument1 pagePressure Relief System Reaction Forces - The Importance of Evaluating Existing InstallationsDarwin CornejoNo ratings yet
- Critique Paper On The API CodeDocument3 pagesCritique Paper On The API CodeKathrynaDenagaNo ratings yet
- Leser PSV SizingDocument83 pagesLeser PSV SizingjrfmlNo ratings yet
- Komatsu HD785-7 Shop Manual PDFDocument1,491 pagesKomatsu HD785-7 Shop Manual PDFIB EldinNo ratings yet
- Deepa CVDocument3 pagesDeepa CVDeepa M PNo ratings yet
- PSV Sizing - Two Phase (Two-Points)Document2 pagesPSV Sizing - Two Phase (Two-Points)Saeid Rahimi MofradNo ratings yet
- Two Phase Flow Safety ValveDocument7 pagesTwo Phase Flow Safety Valversingle81No ratings yet
- Tema2007 140806051822 Phpapp02 PDFDocument298 pagesTema2007 140806051822 Phpapp02 PDFAjit PatilNo ratings yet
- Evaluate Heat-Exchanger Tube Rupture Scenarios Using Dynamic Simulation PDFDocument6 pagesEvaluate Heat-Exchanger Tube Rupture Scenarios Using Dynamic Simulation PDFZhen Kai OngNo ratings yet
- Vapor PSV Sizing - Real Gas Specific Heat RatiosDocument9 pagesVapor PSV Sizing - Real Gas Specific Heat RatiosChristopher Kenneth ChoaNo ratings yet
- Evaluate Pressure Relief System Forces in Existing InstallationsDocument6 pagesEvaluate Pressure Relief System Forces in Existing InstallationsNag RajNo ratings yet
- GX Audit Internal Audit Risk and Opportunities For 2022Document26 pagesGX Audit Internal Audit Risk and Opportunities For 2022Muhammad SamiNo ratings yet
- Theoritical and Applied LinguisticDocument6 pagesTheoritical and Applied LinguisticOdonkz Forrealracingtiga100% (2)
- Manual RM140W Overfill Protection Rack Monitor PDFDocument41 pagesManual RM140W Overfill Protection Rack Monitor PDFJambu AlasNo ratings yet
- 545Document11 pages545hiyeonNo ratings yet
- 3 Phase SeparatorsDocument12 pages3 Phase Separatorsnkhamidy100% (1)
- Using ESD Valves As SafeguardsDocument11 pagesUsing ESD Valves As SafeguardsHector Javier Cruz CampaNo ratings yet
- Presentation For API 934FDocument22 pagesPresentation For API 934FandreahankNo ratings yet
- Coriolis Flow MeasurementDocument19 pagesCoriolis Flow MeasurementtetiospamNo ratings yet
- BLOWDOWN Webinar Presentation PDFDocument47 pagesBLOWDOWN Webinar Presentation PDFpsycopaulNo ratings yet
- Industrial Training (Tarun Kumar) - Final ReprtDocument46 pagesIndustrial Training (Tarun Kumar) - Final ReprtSaumya GargNo ratings yet
- Significance of 3% PSV Inlet Line Pressure LossDocument8 pagesSignificance of 3% PSV Inlet Line Pressure LossKannanGKNo ratings yet
- Design Guidelines FOR Hydrogen Piping and Pipelines: STP-PT-006Document6 pagesDesign Guidelines FOR Hydrogen Piping and Pipelines: STP-PT-006Andri Doemeri0% (1)
- Combining The Use of Rupture Discs With Relief ValvesDocument6 pagesCombining The Use of Rupture Discs With Relief Valveskronaf100% (1)
- Layer of Protection AnalysisDocument6 pagesLayer of Protection Analysishmatora72_905124701No ratings yet
- PSV For Centrifugal PumpsDocument2 pagesPSV For Centrifugal PumpsChakerZagroubaNo ratings yet
- Vertebrates and InvertebratesDocument4 pagesVertebrates and InvertebratesJane Aubrey Saligan100% (2)
- Flare Pilot System SafetyDocument5 pagesFlare Pilot System SafetyBehnam HosseinzadehNo ratings yet
- StrainerDocument2 pagesStrainerRanjithNo ratings yet
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocument6 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksSumit KaushikNo ratings yet
- Piping Load DataDocument2 pagesPiping Load DatassjunedNo ratings yet
- Designing For Pressure Safety Valves in Supercritical ServiceDocument4 pagesDesigning For Pressure Safety Valves in Supercritical ServicelaquetengoNo ratings yet
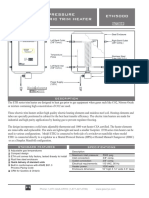
- Trim Heater PDFDocument2 pagesTrim Heater PDFsaadashfaq100% (1)
- 11 - ENGINEERING - DESIGN - GUIDELINE - Separator Vessel - REV01Document28 pages11 - ENGINEERING - DESIGN - GUIDELINE - Separator Vessel - REV01Nadine MohamedNo ratings yet
- Flarenet Model Setup: Fan, YiDocument11 pagesFlarenet Model Setup: Fan, YiShamsMohdNo ratings yet
- HAT Horiz Vessel VolDocument1 pageHAT Horiz Vessel VolAnonymous JWI6rqtNo ratings yet
- Technical Monograph 41 - Understanding Valve NoiseDocument8 pagesTechnical Monograph 41 - Understanding Valve NoiseEric WengNo ratings yet
- ENGINEERING - DESIGN - GUIDELINES Fluid Flow Two Phase HydraulicsDocument18 pagesENGINEERING - DESIGN - GUIDELINES Fluid Flow Two Phase HydraulicsAlberto Enrique De Santa Anna CampderáNo ratings yet
- YavorskyDocument544 pagesYavorskyFilipe PadilhaNo ratings yet
- 4528.07.R380.02 ShellDocument26 pages4528.07.R380.02 ShellAnil B YadavNo ratings yet
- Compression System Check-Valve Failure Hazards AnalysisDocument14 pagesCompression System Check-Valve Failure Hazards AnalysisKailas Gophane100% (1)
- 4-Api RP 520Document21 pages4-Api RP 520Nyoman RakaNo ratings yet
- Thermal ExpansionDocument9 pagesThermal Expansionshahid hamzaNo ratings yet
- HP New Analysis For FlaresDocument0 pagesHP New Analysis For Flareskataria200784No ratings yet
- In-Line Balanced Pressure Proportioning SystemDocument4 pagesIn-Line Balanced Pressure Proportioning SystemsenkuttuvanNo ratings yet
- 2011 Relief-Devices Shattering ConsiderationsDocument13 pages2011 Relief-Devices Shattering ConsiderationskglorstadNo ratings yet
- Consider Bottom Venting For Reactive LiquidDocument10 pagesConsider Bottom Venting For Reactive LiquidAndri SaputraNo ratings yet
- Liquid Thermal ExpansionDocument2 pagesLiquid Thermal ExpansionSaeid Rahimi MofradNo ratings yet
- Thermal BowingDocument8 pagesThermal BowingA. VenugopalNo ratings yet
- Work Methodology For Pressure Vessel and PRV InspectionDocument36 pagesWork Methodology For Pressure Vessel and PRV InspectionUmese AbrahamNo ratings yet
- The New 3rd Edition of The ALPEMA Plate-Fin Heat Exchanger StandardsDocument3 pagesThe New 3rd Edition of The ALPEMA Plate-Fin Heat Exchanger StandardsvheshaghianNo ratings yet
- Liquid Pipeline HydraulicsDocument74 pagesLiquid Pipeline HydraulicsSimon Kapoma100% (1)
- OISD Standard on Process Design and Operating Philosophy for Fired Process FurnacesDocument25 pagesOISD Standard on Process Design and Operating Philosophy for Fired Process FurnacesSanjay Patel0% (1)
- Risk Management Techniques HAZOP and HAZ PDFDocument4 pagesRisk Management Techniques HAZOP and HAZ PDFJohn KurongNo ratings yet
- Pages From Research Report Dispersion Modelling and Calculation in Support of EI MCoSP Part 15 Mar 2008Document11 pagesPages From Research Report Dispersion Modelling and Calculation in Support of EI MCoSP Part 15 Mar 2008Blake White0% (2)
- Defination of Steam Out ConditionDocument1 pageDefination of Steam Out Conditionreach_arindomNo ratings yet
- Aspen Simulation Workbook Webinar FAQDocument3 pagesAspen Simulation Workbook Webinar FAQluaweb123No ratings yet
- PETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacityDocument22 pagesPETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacitysara25dec689288No ratings yet
- L&L - Sandipan - Inlet Facilities LNG ProjectsDocument34 pagesL&L - Sandipan - Inlet Facilities LNG ProjectsankitalalwaniNo ratings yet
- An Engineering Method To Mitigate The Impact of Regulatory Focus On Relief System Installations by Prioritizing RiskDocument8 pagesAn Engineering Method To Mitigate The Impact of Regulatory Focus On Relief System Installations by Prioritizing Riskkirandevi1981No ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Chilapos Rtom v2.2 Jiayu G4sDocument1 pageChilapos Rtom v2.2 Jiayu G4stetiospamNo ratings yet
- Meteor Book - David TurnbullDocument149 pagesMeteor Book - David TurnbullBruce LeeNo ratings yet
- 0800 4801Document3 pages0800 4801tetiospamNo ratings yet
- Stuck Pipe Manual: Sections 1 - 7Document2 pagesStuck Pipe Manual: Sections 1 - 7tetiospamNo ratings yet
- 001 Firebox 75mmDocument1 page001 Firebox 75mmtetiospamNo ratings yet
- Pagine Da Fuh1010 Ip65 Nema 4x Std-Vol en Ae502951449-AbDocument5 pagesPagine Da Fuh1010 Ip65 Nema 4x Std-Vol en Ae502951449-AbtetiospamNo ratings yet
- Dragon Mania Legends GuideDocument10 pagesDragon Mania Legends GuidetetiospamNo ratings yet
- Plant Commissioning ProcessDocument13 pagesPlant Commissioning Processrenjithv_4No ratings yet
- 0800 4801Document3 pages0800 4801tetiospamNo ratings yet
- 0800 4801Document3 pages0800 4801tetiospamNo ratings yet
- Dimensioni Attuatori Rotork4Document1 pageDimensioni Attuatori Rotork4tetiospamNo ratings yet
- Vibration Sensors 2012 PDFDocument18 pagesVibration Sensors 2012 PDFRajesh Sharma100% (1)
- PI FLOWSIC600 en 2014-09 WEBDocument16 pagesPI FLOWSIC600 en 2014-09 WEBtetiospamNo ratings yet
- PSVDocument8 pagesPSVtetiospamNo ratings yet
- Vytec ManualDocument84 pagesVytec ManualtetiospamNo ratings yet
- EQ10 Rev 2Document11 pagesEQ10 Rev 2tetiospamNo ratings yet
- SIL TableDocument6 pagesSIL TabletetiospamNo ratings yet
- 41000Document36 pages41000tetiospamNo ratings yet
- Standard Heavy Duty Limit Switches FD/FP/FL: Options and Ordering CodesDocument9 pagesStandard Heavy Duty Limit Switches FD/FP/FL: Options and Ordering CodestetiospamNo ratings yet
- How To Estimate Reid Vapor Pressure (RVP) of A BlendDocument10 pagesHow To Estimate Reid Vapor Pressure (RVP) of A BlendRashedul IslamNo ratings yet
- Cabinesldkt Supports TypicalDocument1 pageCabinesldkt Supports TypicaltetiospamNo ratings yet
- How To Estimate Reid Vapor Pressure (RVP) of A BlendDocument10 pagesHow To Estimate Reid Vapor Pressure (RVP) of A BlendRashedul IslamNo ratings yet
- ValvesDocument6 pagesValvestetiospamNo ratings yet
- Valves Useful InformationDocument10 pagesValves Useful InformationtetiospamNo ratings yet
- AGA Report 7 Ed2006Document78 pagesAGA Report 7 Ed2006tetiospam100% (1)
- ValvesDocument6 pagesValvestetiospamNo ratings yet
- History of PTCLDocument4 pagesHistory of PTCLswealumair86No ratings yet
- Red Lion MP Sensor Product Manual PDFDocument2 pagesRed Lion MP Sensor Product Manual PDFJigneshNo ratings yet
- Anselm's Ontological Argument ExplainedDocument8 pagesAnselm's Ontological Argument ExplainedCharles NunezNo ratings yet
- 2.3 Temperature Conversions: Chapter 2 Energy and MatterDocument18 pages2.3 Temperature Conversions: Chapter 2 Energy and MatterBeverly PamanNo ratings yet
- ADTHEORENT SOTI Programmatic 102722Document20 pagesADTHEORENT SOTI Programmatic 102722chinmayNo ratings yet
- Shakuntala and Other Works, by KåalidåasaDocument255 pagesShakuntala and Other Works, by KåalidåasaMohamed Sayed AbdelrehimNo ratings yet
- Communication Thesis PDFDocument2 pagesCommunication Thesis PDFBarbara0% (2)
- Material For Werable AntennaDocument4 pagesMaterial For Werable AntennaMujeeb AbdullahNo ratings yet
- Trends1 Aio TT2-L2Document4 pagesTrends1 Aio TT2-L2Bart Simpsons FernándezNo ratings yet
- Climate Change ReactionDocument2 pagesClimate Change ReactionAngelika CotejoNo ratings yet
- The Neyveli Lignite Deposits (Cauvery Basin), India: Organic Composition, Age and Depositional PatternDocument53 pagesThe Neyveli Lignite Deposits (Cauvery Basin), India: Organic Composition, Age and Depositional PatternAlok SinghNo ratings yet
- Best Practice Guidelines For Cardiac Rehabilitation and Secondary Prevention: A SynopsisDocument16 pagesBest Practice Guidelines For Cardiac Rehabilitation and Secondary Prevention: A SynopsisErdy VincentNo ratings yet
- AMX-3 Prom AdaptorDocument18 pagesAMX-3 Prom AdaptorEmmanuel RamirezNo ratings yet
- Equilibrium of Supply and DemandDocument4 pagesEquilibrium of Supply and DemandJuina Mhay Baldillo ChunacoNo ratings yet
- DP4XXX PricesDocument78 pagesDP4XXX PricesWassim KaissouniNo ratings yet
- Deepali Bhartiya: TCI Express Limited Gurgaon Assistant Manager Prateek Group Noida Senior ExecutiveDocument3 pagesDeepali Bhartiya: TCI Express Limited Gurgaon Assistant Manager Prateek Group Noida Senior ExecutiveThe Cultural CommitteeNo ratings yet
- IFU Egg Yolk Tellurite EmulsionDocument4 pagesIFU Egg Yolk Tellurite EmulsionoktaNo ratings yet
- Consumer Behavior, Market Segmentation and Marketing PlanDocument57 pagesConsumer Behavior, Market Segmentation and Marketing PlanShubhamNo ratings yet
- Holiday Tradition Lesson PlanDocument2 pagesHoliday Tradition Lesson Planapi-458585393No ratings yet
- Key concepts in biology examDocument19 pagesKey concepts in biology examAditya RaiNo ratings yet
- MAMALUMPONG JORDAN A. BSN-3 Literature ReviewDocument3 pagesMAMALUMPONG JORDAN A. BSN-3 Literature ReviewJordan Abosama MamalumpongNo ratings yet