You might also like
- Notre Histoire, Part II: A Love Story EndsDocument5 pagesNotre Histoire, Part II: A Love Story EndsIlko AlexandrovNo ratings yet
- The Second Time Around: A Book of Poetry During Times of PoetryDocument1 pageThe Second Time Around: A Book of Poetry During Times of PoetryIlko AlexandrovNo ratings yet
- A story of a lost love in ParisDocument5 pagesA story of a lost love in ParisIlko AlexandrovNo ratings yet
- Randall Marks TutorialDocument7 pagesRandall Marks TutorialIlko AlexandrovNo ratings yet
- Hanukkah - A Miracle of TrustDocument1 pageHanukkah - A Miracle of TrustIlko AlexandrovNo ratings yet
- Eat - Stop - EatDocument53 pagesEat - Stop - EatIlko Alexandrov50% (6)
- Basic Hebrew ExpressionsDocument2 pagesBasic Hebrew ExpressionsIlko AlexandrovNo ratings yet
- Hanukkah:Chanukkah - Legends, Myths, & FactsDocument17 pagesHanukkah:Chanukkah - Legends, Myths, & FactsIlko AlexandrovNo ratings yet
- If Zuma Will Not Move, Zuma Must Be MovedDocument5 pagesIf Zuma Will Not Move, Zuma Must Be MovedIlko AlexandrovNo ratings yet
- Man Who Predicts Plane CrashesDocument3 pagesMan Who Predicts Plane CrashesIlko AlexandrovNo ratings yet
- The Gospel of Jesus' WifeDocument3 pagesThe Gospel of Jesus' WifeIlko AlexandrovNo ratings yet
- Basic Photographic Sensitometry WorkbookDocument24 pagesBasic Photographic Sensitometry WorkbookIlko Alexandrov100% (1)
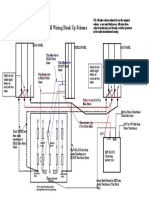
- Original Quad ESL - Overall Wiring Hook Up Schema: Blue BlueDocument1 pageOriginal Quad ESL - Overall Wiring Hook Up Schema: Blue BlueIlko AlexandrovNo ratings yet
- The Second Time Around: A Book of Poetry During Times of PoetryDocument1 pageThe Second Time Around: A Book of Poetry During Times of PoetryIlko AlexandrovNo ratings yet
- Paul Wertico 1Document5 pagesPaul Wertico 1Ilko AlexandrovNo ratings yet
- Benchmark DAC 1HDRDocument3 pagesBenchmark DAC 1HDRIlko AlexandrovNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ER IdeasDocument18 pagesER IdeasSantiago Uribe SardiñaNo ratings yet
- Mirror Reflections by Hazrat Maulana Yunus Patel Saheb (Rahmatullah Alayh)Document3 pagesMirror Reflections by Hazrat Maulana Yunus Patel Saheb (Rahmatullah Alayh)takwaniaNo ratings yet
- PS Q2 Week-3aDocument10 pagesPS Q2 Week-3aJocet GeneralaoNo ratings yet
- Modern Physics - Paul A. Tipler, Ralph Llewellyn - 6th EditionDocument354 pagesModern Physics - Paul A. Tipler, Ralph Llewellyn - 6th EditionRodri GutierrezNo ratings yet
- Lab Journal Basic Civil EngDocument60 pagesLab Journal Basic Civil EngkalpanaadhiNo ratings yet
- Kyocera FS-1020 Laser Unit Cleaning GuideDocument7 pagesKyocera FS-1020 Laser Unit Cleaning Guidejo snadaNo ratings yet
- Isle of The UnknownDocument134 pagesIsle of The UnknownPirate Captain100% (1)
- DLL 2q Module 3 OpticsDocument28 pagesDLL 2q Module 3 OpticsHelen Grace Llemos Cabalag100% (3)
- Industrial LightingDocument13 pagesIndustrial LightingPritam SinghNo ratings yet
- Kabbalah, Magic & The Great Work of Self Transformation - A Complete Course 1Document186 pagesKabbalah, Magic & The Great Work of Self Transformation - A Complete Course 1phablo ruannNo ratings yet
- Floating Solar Power Plant ReviewDocument11 pagesFloating Solar Power Plant ReviewVikas PatelNo ratings yet
- Light Reflection and Refraction WorksheetDocument3 pagesLight Reflection and Refraction WorksheetCHANDER BHAN100% (1)
- AFCAT GK General ScienceDocument53 pagesAFCAT GK General Sciencerustam1rioNo ratings yet
- Catalogo LithuaniaDocument98 pagesCatalogo LithuaniaRobby Rovira BarcenasNo ratings yet
- Shimadzu FTIR 8400s ManualDocument16 pagesShimadzu FTIR 8400s ManualMohammed HamzahNo ratings yet
- Elvex Is Committed To Innovative SolutionsDocument48 pagesElvex Is Committed To Innovative SolutionssanpkaruNo ratings yet
- Faculty Recruitment Test: Mental Ability Test (MAT) Paper - ADocument16 pagesFaculty Recruitment Test: Mental Ability Test (MAT) Paper - APRAKASH YADAVNo ratings yet
- 10 Cbse Physics CH - 1 & 2 Revision MaterialDocument33 pages10 Cbse Physics CH - 1 & 2 Revision Material12-Criswin v geo-8ANo ratings yet
- HB-Radiance Primer GuideDocument119 pagesHB-Radiance Primer GuideAditya AmbareNo ratings yet
- Thorn - Fluorescent Battens and Trunking SystemsDocument28 pagesThorn - Fluorescent Battens and Trunking Systemsdavidharvey1984No ratings yet
- Digital Dental Photography. Part 8: Intra-Oral Set-Ups: I. AhmadDocument7 pagesDigital Dental Photography. Part 8: Intra-Oral Set-Ups: I. AhmadbkprosthoNo ratings yet
- Lesson 4.1 Properties of Light 2022Document23 pagesLesson 4.1 Properties of Light 2022Dainiel G. PerezNo ratings yet
- November 2010 (v3) QP - Paper 2 CIE Physics IGCSEDocument20 pagesNovember 2010 (v3) QP - Paper 2 CIE Physics IGCSEύπατίαNo ratings yet
- Mirror FormulaDocument18 pagesMirror FormulaManoj KumarNo ratings yet
- ICSE Class 9 Physics Exam Paper with Questions on Light, Motion, Sound and MagnetismDocument5 pagesICSE Class 9 Physics Exam Paper with Questions on Light, Motion, Sound and MagnetismStudy in an easy wayNo ratings yet
- Mirror Images and Water Image ProblemsDocument19 pagesMirror Images and Water Image ProblemsNikhilSharma67% (3)
- Generative Sheet-Metal Design Using CATIA V5Document63 pagesGenerative Sheet-Metal Design Using CATIA V5Shantiswarup MahapatraNo ratings yet
- Michelson InterferometerDocument5 pagesMichelson Interferometereng.muhanad moussaNo ratings yet
- Important Questions for Class 7 Science Chapter 15 - LightDocument4 pagesImportant Questions for Class 7 Science Chapter 15 - LightMasked GamerNo ratings yet
- Numericals Related To Spherical MirrorDocument2 pagesNumericals Related To Spherical MirrorThe Special ThingNo ratings yet