You might also like
- Am It ADocument6 pagesAm It AamitavarshneyNo ratings yet
- How to Create Continuous Production Flow?: Toyota Production System ConceptsFrom EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- The Five Focusing StepsDocument15 pagesThe Five Focusing Stepsjack45544No ratings yet
- Critical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.From EverandCritical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.No ratings yet
- Theory of ConstraintsDocument5 pagesTheory of ConstraintsAyush BholeNo ratings yet
- Theory of ConstraintsDocument9 pagesTheory of Constraintsaksh2206No ratings yet
- Bottleneck Analysis (TOC)Document22 pagesBottleneck Analysis (TOC)Muhammad Hamayun100% (1)
- Toc Seminar FinalDocument23 pagesToc Seminar FinalSagar Babar100% (1)
- Theory of ConstraintsDocument9 pagesTheory of ConstraintsDanNo ratings yet
- Fundamental Concepts of Theory of Constraints: An Emerging PhilosophyDocument7 pagesFundamental Concepts of Theory of Constraints: An Emerging PhilosophyRamiro ShevchenkoNo ratings yet
- Theory of ConstraintsDocument31 pagesTheory of ConstraintsMariver LlorenteNo ratings yet
- Theory of ConstraintsDocument30 pagesTheory of ConstraintsMOHD.ARISH100% (2)
- Theory of Constraints PDFDocument19 pagesTheory of Constraints PDFAgustNo ratings yet
- TOC in ServiceDocument13 pagesTOC in ServiceCarlos De Peña EvertszNo ratings yet
- TOC PresentationDocument35 pagesTOC Presentationnskashi100% (1)
- Theory of ConstraintsDocument11 pagesTheory of ConstraintsSoumitra KhanNo ratings yet
- Theory of Constraints: Presented By: Upma Joshi Mohd - Arish Bablu Rajib Lochan SonalikaDocument12 pagesTheory of Constraints: Presented By: Upma Joshi Mohd - Arish Bablu Rajib Lochan SonalikaMOHD.ARISHNo ratings yet
- Theory of Constraints: Santanu MandalDocument38 pagesTheory of Constraints: Santanu MandalSantanu MandalNo ratings yet
- Theory of Constraints ProjectDocument11 pagesTheory of Constraints ProjectPiyush JainNo ratings yet
- Presentation of Operation Management Presented To: Sir Salem Baloch Presented By: Ariba SaeedDocument37 pagesPresentation of Operation Management Presented To: Sir Salem Baloch Presented By: Ariba SaeedQuratulain RabbaniNo ratings yet
- Theory of Constraints Summary IntroductionDocument3 pagesTheory of Constraints Summary Introductionabhijitdas007No ratings yet
- Theory of Constraints in 40 CharactersDocument12 pagesTheory of Constraints in 40 CharactersAnubhav KumarNo ratings yet
- Theory of ConstraintsDocument18 pagesTheory of ConstraintsrahilkatariaNo ratings yet
- PPC Special AssignmentDocument12 pagesPPC Special AssignmentNgiam Li JieNo ratings yet
- Theory of Constraints-Constraint Management: 1. Identify The System ConstraintDocument4 pagesTheory of Constraints-Constraint Management: 1. Identify The System ConstraintNikhil KulkarniNo ratings yet
- TOC Question Bank 1. Small QuestionsDocument7 pagesTOC Question Bank 1. Small QuestionsUttam Kumar DasNo ratings yet
- Thoeory of ConstraintDocument9 pagesThoeory of ConstraintPue DasNo ratings yet
- Thoeory of ConstraintDocument9 pagesThoeory of ConstraintFarid UddinNo ratings yet
- Theory of ConstraintsDocument12 pagesTheory of ConstraintsVikas NandanwarNo ratings yet
- What Is The Theory of ConstraintsDocument3 pagesWhat Is The Theory of ConstraintsJeampierr JIMENEZ MARQUEZNo ratings yet
- Theory of Constraints: Goldratt in His 1984 Book Titled The Goal, That IsDocument26 pagesTheory of Constraints: Goldratt in His 1984 Book Titled The Goal, That IsHarsh ShahNo ratings yet
- Theory - of - Constraints DocumentDocument3 pagesTheory - of - Constraints DocumentJasbir ChaudharyNo ratings yet
- Main Lesson from the GoalDocument2 pagesMain Lesson from the GoalKurnia WanNo ratings yet
- 5931-Article Text-18292-1-10-20171201Document15 pages5931-Article Text-18292-1-10-20171201george calNo ratings yet
- Bottlenecks in Automotive Production LinesDocument15 pagesBottlenecks in Automotive Production Linestsholofelo motsepeNo ratings yet
- Goldratt Theory of Constraints ExampleDocument4 pagesGoldratt Theory of Constraints ExampleRitaNo ratings yet
- TOC WikiPediaDocument19 pagesTOC WikiPediaMsche1234No ratings yet
- 3 - ACTIVITY-BASED COSTING AND THROUGHPUT ACCOUNTING OF Toc - HYBRID COSTINGDocument16 pages3 - ACTIVITY-BASED COSTING AND THROUGHPUT ACCOUNTING OF Toc - HYBRID COSTINGJuan AdityaNo ratings yet
- What Is The Theory of Constraints, and How Does It Compare To Lean Thinking?Document4 pagesWhat Is The Theory of Constraints, and How Does It Compare To Lean Thinking?Mariell Joy Cariño-TanNo ratings yet
- Neha Jain's TOCDocument16 pagesNeha Jain's TOCPankaj DograNo ratings yet
- DBRS Art GreeceDocument18 pagesDBRS Art Greecejaya2504No ratings yet
- Background Slides On Lean Manufacturing and The Toyota Product Development SystemDocument33 pagesBackground Slides On Lean Manufacturing and The Toyota Product Development SystemRitika JainNo ratings yet
- What To Change? To What To Change? How To Cause The Change?Document56 pagesWhat To Change? To What To Change? How To Cause The Change?Mohan BuvanendranNo ratings yet
- Critical Chain Project Management SeminarDocument34 pagesCritical Chain Project Management SeminarPranay VvdNo ratings yet
- Two Popular Concepts TOC & Lean, A ComparisionDocument8 pagesTwo Popular Concepts TOC & Lean, A ComparisionHarsh GuptaNo ratings yet
- Group 2 Ori OscmDocument9 pagesGroup 2 Ori OscmZeeshan ch 'Hadi'No ratings yet
- Jntuk - R-19 - Operations Management: Unit-I - Part - ADocument5 pagesJntuk - R-19 - Operations Management: Unit-I - Part - ANa NiNo ratings yet
- The DMAIC Improvement ProcessDocument4 pagesThe DMAIC Improvement ProcessParag SaveNo ratings yet
- Theory of Constraints A System-Level Approach To Continuous ImprovementDocument5 pagesTheory of Constraints A System-Level Approach To Continuous ImprovementamaNo ratings yet
- What Is Theory of Constraints by DR Alan BarnardDocument10 pagesWhat Is Theory of Constraints by DR Alan BarnardAniekan EsenamNo ratings yet
- Synchronous ManufacturingDocument18 pagesSynchronous ManufacturingPatricia Romero100% (1)
- Using TOC To Do More With Less in Less Time in The Public Sector - by DR Alan Barnard - Feb2009Document8 pagesUsing TOC To Do More With Less in Less Time in The Public Sector - by DR Alan Barnard - Feb2009Alan BarnardNo ratings yet
- Kaizen - 3ADocument7 pagesKaizen - 3AAkpomejero EsseogheneNo ratings yet
- The GoalDocument4 pagesThe GoalJenny LorNo ratings yet
- Managerial Accounting (Lean Production)Document8 pagesManagerial Accounting (Lean Production)Asma HatamNo ratings yet
- Throughput Accounting-AccaDocument25 pagesThroughput Accounting-AccaDamalai YansanehNo ratings yet
- Fundamentals of The Theory of Constraints: Doç. Dr. Bülent SezenDocument79 pagesFundamentals of The Theory of Constraints: Doç. Dr. Bülent Sezenamazing journeyNo ratings yet
- A Production Model For GalvanizingDocument15 pagesA Production Model For GalvanizingArun MuthuramanNo ratings yet
- Theory of ConstraintsDocument7 pagesTheory of ConstraintsMahesh Kamath NNo ratings yet
- Assignment No: 4 Sean Justine - Veritas - 27 Aug 2021Document5 pagesAssignment No: 4 Sean Justine - Veritas - 27 Aug 2021seanjustineNo ratings yet
- Nsti Catholic Bible Cheat Sheet PDFDocument5 pagesNsti Catholic Bible Cheat Sheet PDFNicholas Cowham100% (2)
- Chapter 4Document10 pagesChapter 4seanjustineNo ratings yet
- Assignment 5Document6 pagesAssignment 5seanjustineNo ratings yet
- Socio-Economic Impact - Group 6 - W5Document1 pageSocio-Economic Impact - Group 6 - W5seanjustineNo ratings yet
- Small Variations in Order Quantity Lead To High Variations in Perceived Demand. Disruption Higher The Further Away From SourceDocument5 pagesSmall Variations in Order Quantity Lead To High Variations in Perceived Demand. Disruption Higher The Further Away From SourceseanjustineNo ratings yet
- Assignment No 1Document5 pagesAssignment No 1seanjustineNo ratings yet
- To Honor Mary Is To Go To Jesus.: Assignment NoDocument5 pagesTo Honor Mary Is To Go To Jesus.: Assignment NoseanjustineNo ratings yet
- Assignment No 2Document4 pagesAssignment No 2seanjustineNo ratings yet
- Life of Saint Joseph RevealedDocument5 pagesLife of Saint Joseph RevealedseanjustineNo ratings yet
- Benchmarking Using An Index For Bullwhip Effect Mitigation: January 2016Document11 pagesBenchmarking Using An Index For Bullwhip Effect Mitigation: January 2016seanjustineNo ratings yet
- Weekly Status Report - Group 6 - W1Document2 pagesWeekly Status Report - Group 6 - W1seanjustineNo ratings yet
- Establishing A Registered Education Savings Plan (RESP) PDFDocument12 pagesEstablishing A Registered Education Savings Plan (RESP) PDFseanjustineNo ratings yet
- Apologetics Brochure Color PDFDocument1 pageApologetics Brochure Color PDFSer Oca Dumlao LptNo ratings yet
- Life of Saint Joseph RevealedDocument5 pagesLife of Saint Joseph RevealedseanjustineNo ratings yet
- Precious Blood of JesusDocument160 pagesPrecious Blood of JesusPax100% (9)
- Network Diagram A3Document1 pageNetwork Diagram A3seanjustineNo ratings yet
- Bible Cheat Sheet PDFDocument2 pagesBible Cheat Sheet PDFcaptmon351No ratings yet
- Term ProjectDocument1 pageTerm ProjectseanjustineNo ratings yet
- Tony Lee's Term Project ScheduleDocument1 pageTony Lee's Term Project ScheduleseanjustineNo ratings yet
- Scope StatementDocument1 pageScope StatementseanjustineNo ratings yet
- Template Work Breakdown Structure 2011-11-08Document6 pagesTemplate Work Breakdown Structure 2011-11-08seanjustineNo ratings yet
- PMGT721 - Term Impact Report - Group 6 - Section 2Document13 pagesPMGT721 - Term Impact Report - Group 6 - Section 2seanjustineNo ratings yet
- Quiz 1 - AnswersDocument6 pagesQuiz 1 - Answersseanjustine100% (1)
- Daily ReportDocument7 pagesDaily ReportSol IturriagaNo ratings yet
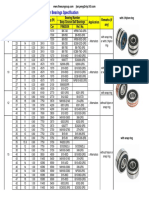
- Alternator Bearings SpecificationDocument2 pagesAlternator Bearings SpecificationseanjustineNo ratings yet
- Paragraph Headings Answer Discussion Pat 1Document2 pagesParagraph Headings Answer Discussion Pat 1seanjustineNo ratings yet
- HiDocument1 pageHiseanjustineNo ratings yet
- HiDocument1 pageHiseanjustineNo ratings yet
- Theory of ConstraintsDocument18 pagesTheory of ConstraintsseanjustineNo ratings yet
- Surigao Del Sur State University College of Business ManagementDocument5 pagesSurigao Del Sur State University College of Business ManagementKuya KimNo ratings yet
- Providing & Laying of 750mm Dia MS. Pipe Line From GMDC Sump To Plant Reservoir at KLTPSDocument4 pagesProviding & Laying of 750mm Dia MS. Pipe Line From GMDC Sump To Plant Reservoir at KLTPSkalpana_89128965No ratings yet
- 8011 and 9011 AS - A Level Accounting Syllabus 2005Document16 pages8011 and 9011 AS - A Level Accounting Syllabus 2005Haran MuraliNo ratings yet
- PC Asafoetida Company History, Departments, Production ProcessDocument20 pagesPC Asafoetida Company History, Departments, Production ProcessStunning SinduNo ratings yet
- Introduction To BusinessDocument534 pagesIntroduction To BusinessgladioNo ratings yet
- Olivia Chow Mayoral PlatformDocument46 pagesOlivia Chow Mayoral PlatformCityNewsTorontoNo ratings yet
- Guideline To Complete The 2012-13WSP and 2011-12ATR Template For The Employers in The ETD SectorDocument41 pagesGuideline To Complete The 2012-13WSP and 2011-12ATR Template For The Employers in The ETD Sectortangwanlu917740% (5)
- PSM Compliance ManualDocument6 pagesPSM Compliance ManualMohammed Zubair100% (1)
- 05-OSH Promotion Training & CommunicationDocument38 pages05-OSH Promotion Training & Communicationbuggs115250% (2)
- SCALOG Self-Assessment Tool IntroductionDocument15 pagesSCALOG Self-Assessment Tool IntroductionMiko SeveraNo ratings yet
- Employment of Non Resident AliensDocument7 pagesEmployment of Non Resident AliensJohn Carlo BarangasNo ratings yet
- SDG March 2010 PDFDocument138 pagesSDG March 2010 PDFsunrisecricket teamNo ratings yet
- Software Engineering (22413) Micro-Project Report and Functions of The Some 1.0 RationaleDocument9 pagesSoftware Engineering (22413) Micro-Project Report and Functions of The Some 1.0 Rationaleram100% (1)
- 11 South Korea has a higher birth rate than Japan.Secret of Thailand's SuccessDocument8 pages11 South Korea has a higher birth rate than Japan.Secret of Thailand's Successstatus vidsNo ratings yet
- Sustainability in The BoardroomDocument15 pagesSustainability in The BoardroomNgo TungNo ratings yet
- UCSP EssayDocument1 pageUCSP EssayLovely SalvatierraNo ratings yet
- Marketing For Hospitality and Tourism 6th Edition Kotler Test BankDocument6 pagesMarketing For Hospitality and Tourism 6th Edition Kotler Test BankKevinMyerstscfi100% (17)
- Audit Himalaya PublicationDocument40 pagesAudit Himalaya PublicationAnimeshSahaNo ratings yet
- Fatema's IGCSE Business RevisionDocument16 pagesFatema's IGCSE Business RevisionFatema AlshehhiNo ratings yet
- Strategies in The Job-Search ProcessDocument27 pagesStrategies in The Job-Search ProcessKhan AbdullahNo ratings yet
- NikeDocument11 pagesNikeAnimo TonibeNo ratings yet
- MPOB Unit 1 NOTESDocument4 pagesMPOB Unit 1 NOTESDivyanjali SinghNo ratings yet
- Staff Order 2004Document103 pagesStaff Order 2004Richard WilliamsNo ratings yet
- IN Work Immersion: Grade 12 Senior High School Immersion ManualDocument28 pagesIN Work Immersion: Grade 12 Senior High School Immersion ManualVincent PolicarNo ratings yet
- PA Recruitment Services - Candidate Written Assessment - HR CoordinatorDocument3 pagesPA Recruitment Services - Candidate Written Assessment - HR CoordinatorLeela AlawaNo ratings yet
- Human Resource Development Process of SamsungDocument18 pagesHuman Resource Development Process of SamsungParves BappiNo ratings yet
- Form13 Application To Transfer-Out PF To New CompanyDocument2 pagesForm13 Application To Transfer-Out PF To New Companyshail daveNo ratings yet
- Overview of Construction Industry and Project PlanningDocument50 pagesOverview of Construction Industry and Project PlanningNilesh GadgeNo ratings yet
- 1 Resume 2Document7 pages1 Resume 2api-253669771No ratings yet
- Case Study of ObDocument2 pagesCase Study of Obharpominder20% (10)