You might also like
- TAMU Compressor SelectionDocument8 pagesTAMU Compressor SelectionAdnan RajkotwalaNo ratings yet
- Anti-Surge White PaperDocument8 pagesAnti-Surge White Papervgogulakrishnan100% (1)
- Matching ASC Valve Performance With Integrated Turbomachinery Control System PDFDocument4 pagesMatching ASC Valve Performance With Integrated Turbomachinery Control System PDFfri_13th100% (1)
- Compressor How To Select For Varios Services (HP)Document2 pagesCompressor How To Select For Varios Services (HP)Ricardo BecNo ratings yet
- Centrifugal Compressor System InteractionDocument6 pagesCentrifugal Compressor System Interactionshivajireturns100% (1)
- Understanding Centrifugal Compressor Capacity ControlsDocument5 pagesUnderstanding Centrifugal Compressor Capacity Controlsjuancgr77100% (1)
- Article On Reciprocating CompressorDocument5 pagesArticle On Reciprocating CompressorKeith Contreras100% (2)
- Centrifugal Compressor Config-SelectionDocument44 pagesCentrifugal Compressor Config-SelectionRajiv Santhanam100% (2)
- Understanding Centrifugal Compressor - Equipment InteractionDocument12 pagesUnderstanding Centrifugal Compressor - Equipment Interactionsoumya19800000000No ratings yet
- Select The Right Compressor (CEP)Document15 pagesSelect The Right Compressor (CEP)Ari Firmansyah100% (1)
- Process Design of TurboexpanderDocument55 pagesProcess Design of TurboexpanderSaidFerdjallahNo ratings yet
- Centrifugal Compressor Predicting PerformanceDocument6 pagesCentrifugal Compressor Predicting PerformanceRicardo Bec100% (3)
- Prediction of Centrifugal Compressor May 201234Document8 pagesPrediction of Centrifugal Compressor May 201234moxlindeNo ratings yet
- SVS.4054.1014 Compressor Seal Replacement and UpgradesDocument8 pagesSVS.4054.1014 Compressor Seal Replacement and UpgradeslubangjarumNo ratings yet
- Centrifugal Gas Compressor Volume 1Document32 pagesCentrifugal Gas Compressor Volume 1Gilang AdityaNo ratings yet
- What Is A Centrifugal Compressor SurgeDocument8 pagesWhat Is A Centrifugal Compressor SurgeMaruthiramNo ratings yet
- CF PumpsDocument133 pagesCF PumpsNilesh GohelNo ratings yet
- Selection of Gas Compressor-2Document5 pagesSelection of Gas Compressor-2dhanu_aquaNo ratings yet
- Effect of MW On CompressorsDocument6 pagesEffect of MW On CompressorsvicopipNo ratings yet
- Burgmann Gas SealDocument47 pagesBurgmann Gas SealGeorge J Alukkal100% (1)
- Dry Gas Versus Wet Gas Compressor Seals PDFDocument5 pagesDry Gas Versus Wet Gas Compressor Seals PDFMANSINo ratings yet
- Centrifugal CompressorsDocument26 pagesCentrifugal CompressorsVinod Varadan S100% (3)
- CompressorsDocument202 pagesCompressorsNguyen Thi Thu Huong100% (3)
- SOP CalculationDocument8 pagesSOP Calculationmatteo2009No ratings yet
- Bypass Method For Recip Compressor Capacity ControlDocument4 pagesBypass Method For Recip Compressor Capacity Controlel mouatez billah messiniNo ratings yet
- Everything You Need to Know About Centrifugal CompressorsDocument87 pagesEverything You Need to Know About Centrifugal Compressorswarakorn6jame100% (1)
- 5-DRY Dry Seal2Document45 pages5-DRY Dry Seal2Dang XmanNo ratings yet
- How To Estimate Compressor Efficiency - Campbell Tip of The Month PDFDocument7 pagesHow To Estimate Compressor Efficiency - Campbell Tip of The Month PDFOa ChirkutNo ratings yet
- Pump Engineer August 2015 Technical Article Flowserve PDFDocument4 pagesPump Engineer August 2015 Technical Article Flowserve PDFToan NguyenNo ratings yet
- Centrifugal Compressor BasicsDocument45 pagesCentrifugal Compressor BasicsAnkit Gandhi100% (1)
- Surge ProtectedDocument42 pagesSurge ProtectedRaul Roque Yujra100% (2)
- Turboexpanders: CompressorsDocument4 pagesTurboexpanders: Compressorsdhanu_aquaNo ratings yet
- CompressorDocument27 pagesCompressorsoxal100% (1)
- Centrifugal Gas CompressorsDocument104 pagesCentrifugal Gas CompressorsMuhammad100% (9)
- Pump SealsDocument10 pagesPump Sealspaul_brightNo ratings yet
- Centrifugal Compressor Training NotesDocument33 pagesCentrifugal Compressor Training Notesewillia13100% (1)
- Reciprocating CompressorDocument12 pagesReciprocating CompressorKha Mn100% (3)
- Introduction To DGSDocument58 pagesIntroduction To DGSAan Sarkasi AmdNo ratings yet
- Reciprocating Compressor Discharge TemperatureDocument6 pagesReciprocating Compressor Discharge TemperaturesalleyNo ratings yet
- Compressor AntisurgeDocument12 pagesCompressor AntisurgeSaqib NazirNo ratings yet
- Dry Gas Seals ReportDocument19 pagesDry Gas Seals ReportBilal Javed JafraniNo ratings yet
- Compressor Anti Surge DynamicsDocument5 pagesCompressor Anti Surge Dynamicsapple0444100% (2)
- Centrifugal Compressor OperationDocument5 pagesCentrifugal Compressor OperationAbdus Saboor Khalid100% (4)
- Reciprocating CompressorDocument7 pagesReciprocating CompressorAlphy Thomas100% (1)
- Gas Compressor GuideDocument6 pagesGas Compressor GuideNicolas LuchmunNo ratings yet
- Section 10 - CompressorsDocument69 pagesSection 10 - CompressorsChakerZagroubaNo ratings yet
- Centrifugal Compressor NotesDocument54 pagesCentrifugal Compressor NotesKalou BoniNo ratings yet
- Process Compressors en 2013Document12 pagesProcess Compressors en 2013sandip ThoratNo ratings yet
- Turbo Expanders For Cold Production and Energy Recovery Booklet PDFDocument16 pagesTurbo Expanders For Cold Production and Energy Recovery Booklet PDFJose Luis Rodriguez LópezNo ratings yet
- 31 Samss 001Document38 pages31 Samss 001nadeem shaikh100% (1)
- Compressor Selection GuidelineDocument44 pagesCompressor Selection Guidelinevojin nedimovic100% (1)
- Centrifugal Compressor SRL 454 - Ge Oil&gasDocument20 pagesCentrifugal Compressor SRL 454 - Ge Oil&gasKamal Buddy50% (2)
- Classnotes - Compressor Performance - 1Document117 pagesClassnotes - Compressor Performance - 1Zatie ZulkifliNo ratings yet
- CentrifugalandAxialCompressorControlInstructorsGuide 1Document133 pagesCentrifugalandAxialCompressorControlInstructorsGuide 1Abelio TavaresNo ratings yet
- T23195-201-Royce N Brown PDFDocument8 pagesT23195-201-Royce N Brown PDFAnonymous dGzE1FUSTLNo ratings yet
- Compressor Fundamentals, Performance CurvesDocument69 pagesCompressor Fundamentals, Performance Curvesใบบอนสิชล100% (3)
- Gas Turbine Compressor System Design Using Dynamic Process Simulation PDFDocument7 pagesGas Turbine Compressor System Design Using Dynamic Process Simulation PDFredhotriderNo ratings yet
- Taher TMI MATCHING GAS TURBINES AND CENTRIFUGAL COMPRESSORS PDFDocument4 pagesTaher TMI MATCHING GAS TURBINES AND CENTRIFUGAL COMPRESSORS PDFthlim19078656No ratings yet
- Manufacturing of ImpellersDocument65 pagesManufacturing of ImpellersHarsha KolanNo ratings yet
- Thermo Scientific Pierce Protein Assay Technical HandbookDocument44 pagesThermo Scientific Pierce Protein Assay Technical HandbookAnwar_Madkhali_9172No ratings yet
- G.D.GOENKA PUBLIC SCHOOL CLASS 10 CHEMISTRY CHAPTER 2 ACIDS BASES SALTS ASSIGNMENTDocument3 pagesG.D.GOENKA PUBLIC SCHOOL CLASS 10 CHEMISTRY CHAPTER 2 ACIDS BASES SALTS ASSIGNMENTvikas aggarwal100% (1)
- Appendix G - Soldier Pile and Lagging Wall DesignDocument10 pagesAppendix G - Soldier Pile and Lagging Wall Designbusta299No ratings yet
- Experiment #2: Continuous-Time Signal Representation I. ObjectivesDocument14 pagesExperiment #2: Continuous-Time Signal Representation I. ObjectivesMarvin AtienzaNo ratings yet
- Grade 9: Coordinate GeometryDocument5 pagesGrade 9: Coordinate GeometryEduGainNo ratings yet
- Microplan - Katalog 2016 ENDocument55 pagesMicroplan - Katalog 2016 END.T.No ratings yet
- Forensic Chemistry ToxicologyDocument139 pagesForensic Chemistry ToxicologyCeasar Estrada94% (18)
- Curriculum Vitae: Jnana Ranjan Das 1. Career ObjectiveDocument5 pagesCurriculum Vitae: Jnana Ranjan Das 1. Career ObjectiveJyoti Tecno PowerNo ratings yet
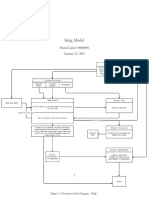
- Ising ModelDocument5 pagesIsing Modeldecerto252No ratings yet
- Computer Graphics and AnimationDocument2 pagesComputer Graphics and AnimationManoj PrasadNo ratings yet
- AADE Review of Lost Circulation Materials and Treatments With An Updated ClassificationDocument9 pagesAADE Review of Lost Circulation Materials and Treatments With An Updated ClassificationMuhamad IrfanNo ratings yet
- Group Theory PDFDocument280 pagesGroup Theory PDFLuis Cancino Arancibia100% (1)
- Stepper Motor Driven Solar Tracker SystemDocument4 pagesStepper Motor Driven Solar Tracker SystemFAHMY RINANDA SAPUTRI (066629)No ratings yet
- Practical Exercise 2: Cartography and Map ProjectionsDocument21 pagesPractical Exercise 2: Cartography and Map Projectionsnickdash09No ratings yet
- Influence of Dirt Accumulation On Performance of PV Panels: SciencedirectDocument7 pagesInfluence of Dirt Accumulation On Performance of PV Panels: SciencedirectEsra AbdulhaleemNo ratings yet
- Venturi and Orifice Volumetric Flow Measure-MentDocument4 pagesVenturi and Orifice Volumetric Flow Measure-Mentmuiz_jojoNo ratings yet
- OSHA Confined Space Standards and HazardsDocument93 pagesOSHA Confined Space Standards and HazardsPrimelift Safety Resources LimitedNo ratings yet
- Molecular Partition Function ExplainedDocument18 pagesMolecular Partition Function ExplainedAnimasahun Olamide HammedNo ratings yet
- Equilibrium Stage Processes - Docx CetDocument25 pagesEquilibrium Stage Processes - Docx CetPortia ShilengeNo ratings yet
- Cement Chapter 4Document11 pagesCement Chapter 4shani5573100% (2)
- Low and High Pressure: Wind Weather MoleculesDocument4 pagesLow and High Pressure: Wind Weather MoleculesAmirah fsNo ratings yet
- WBUT Btech 2nd Sem 2011 ThemodynamicsDocument7 pagesWBUT Btech 2nd Sem 2011 ThemodynamicsBapi SarkarNo ratings yet
- C680Document22 pagesC680dinhtung2210100% (2)
- A AjouterDocument3 pagesA Ajouter00JoNo ratings yet
- D Mec Frac Fatigue Part IIDocument38 pagesD Mec Frac Fatigue Part IIsure516vNo ratings yet
- Tos Mathematics 8 q2Document1 pageTos Mathematics 8 q2Kenny Ann Grace BatiancilaNo ratings yet
- Determining Height with a TransitDocument6 pagesDetermining Height with a TransitMNo ratings yet
- Role of Infill WallDocument16 pagesRole of Infill WallGaurav MallaNo ratings yet
- Ansys APDLDocument3 pagesAnsys APDLradheNo ratings yet
- CPM cc1 - CH 2 VocabularyDocument3 pagesCPM cc1 - CH 2 Vocabularyapi-252110147No ratings yet
- The Grid: The Fraying Wires Between Americans and Our Energy FutureFrom EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureRating: 3.5 out of 5 stars3.5/5 (48)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Renewable Energy: A Very Short IntroductionFrom EverandRenewable Energy: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (12)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyFrom EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Build Your Own Electric Vehicle, Third EditionFrom EverandBuild Your Own Electric Vehicle, Third EditionRating: 4.5 out of 5 stars4.5/5 (3)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- Transmission Pipeline Calculations and Simulations ManualFrom EverandTransmission Pipeline Calculations and Simulations ManualRating: 4.5 out of 5 stars4.5/5 (10)
- Implementing an Integrated Management System (IMS): The strategic approachFrom EverandImplementing an Integrated Management System (IMS): The strategic approachRating: 5 out of 5 stars5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- ISO 50001: A strategic guide to establishing an energy management systemFrom EverandISO 50001: A strategic guide to establishing an energy management systemNo ratings yet
- Energy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksFrom EverandEnergy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksNo ratings yet
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeFrom EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeRating: 4 out of 5 stars4/5 (130)
- Air-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&AFrom EverandAir-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&ARating: 5 out of 5 stars5/5 (1)