You might also like
- Engineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandEngineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 4.5 out of 5 stars4.5/5 (3)
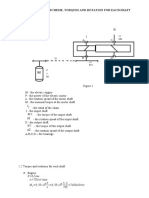
- Oo1. Structural Scheme, Torques and Rotation For Each Shaft: N 705rot /min M P NDocument23 pagesOo1. Structural Scheme, Torques and Rotation For Each Shaft: N 705rot /min M P NCsabesz BenczoNo ratings yet
- M56 Marine Gears - Load Capacity of Involute Parallel Axis Spur and Helical Gears M56Document25 pagesM56 Marine Gears - Load Capacity of Involute Parallel Axis Spur and Helical Gears M56Harshith PurushothamNo ratings yet
- Reductor Cu o TreaptaDocument19 pagesReductor Cu o TreaptaAdrian MaziluNo ratings yet
- UR M56 (Rev.2 Oct 2013) CLNDocument22 pagesUR M56 (Rev.2 Oct 2013) CLNKarthikeyan NatarajanNo ratings yet
- ETABS 2013 13.1.1 Beam-Column Connection DesignDocument5 pagesETABS 2013 13.1.1 Beam-Column Connection DesignAlejandro OspinaNo ratings yet
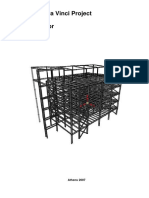
- Leonardo Da Vinci Project Bioincubator DesignDocument84 pagesLeonardo Da Vinci Project Bioincubator DesignPetros PotikasNo ratings yet
- Mechanical Springs: Exert Force. Provide Flexibility. Store or Absorb EnergyDocument68 pagesMechanical Springs: Exert Force. Provide Flexibility. Store or Absorb EnergyOtis Chu100% (1)
- Calculation of Gear DimensionsDocument22 pagesCalculation of Gear DimensionsdressfeetNo ratings yet
- Calculation of Gear Dimensions - KHK Gears PDFDocument25 pagesCalculation of Gear Dimensions - KHK Gears PDFlawlawNo ratings yet
- Kinds of GearsDocument51 pagesKinds of GearsIrfanNo ratings yet
- Chain DriveDocument22 pagesChain Drivevuductoan07072003No ratings yet
- Connection Design: B19-CI: Units: Kip-In Story: Story1 Design Code: AISC 360-10Document6 pagesConnection Design: B19-CI: Units: Kip-In Story: Story1 Design Code: AISC 360-10surbanoj_79No ratings yet
- Gear Mathematics For Bevel & Hypoid GearsDocument7 pagesGear Mathematics For Bevel & Hypoid GearsDiego CarrascoNo ratings yet
- Project Proposed 2 Cell Box Culvert Title Design of 2 Cell Box CulvertDocument31 pagesProject Proposed 2 Cell Box Culvert Title Design of 2 Cell Box CulvertSudip ShresthaNo ratings yet
- Chap 7 - Worm DriveDocument33 pagesChap 7 - Worm DriveHuỳnh Nguyễn Thiên TânNo ratings yet
- DESIGN OF BASE PLATE AND ANCHOR BOLTSDocument5 pagesDESIGN OF BASE PLATE AND ANCHOR BOLTSRajasekar MeghanadhNo ratings yet
- Base Plate Design ExampleDocument74 pagesBase Plate Design ExampleNiko NištićNo ratings yet
- GearsDocument12 pagesGearsmgualdiNo ratings yet
- 970119rev0 Breakout Torque 900HP ECI Toque TrackDocument12 pages970119rev0 Breakout Torque 900HP ECI Toque TrackProyectil De ProyectoNo ratings yet
- OMDocument16 pagesOMLiviu AndreiNo ratings yet
- It Should Be Less Than R /3 or 10mDocument5 pagesIt Should Be Less Than R /3 or 10mMawan BentzNo ratings yet
- Answer Tutor 2 AnimatedDocument13 pagesAnswer Tutor 2 AnimatedFgj JhgNo ratings yet
- Exam Gear DesignDocument11 pagesExam Gear DesignAbdoNo ratings yet
- ADS Project (1 To 3)Document43 pagesADS Project (1 To 3)damanNo ratings yet
- SpringsDocument52 pagesSpringsrohan malikNo ratings yet
- Spur GearsDocument7 pagesSpur GearsAkshay JadhavNo ratings yet
- Steel ConDocument8 pagesSteel Conkheang mengNo ratings yet
- Calculating gear dimensions and forces in a double stage gearboxDocument3 pagesCalculating gear dimensions and forces in a double stage gearboxAbdoNo ratings yet
- Problems s1Document6 pagesProblems s1zangue billy jamesNo ratings yet
- Machine Elements Gear Drive AnalysisDocument6 pagesMachine Elements Gear Drive Analysiszangue billy jamesNo ratings yet
- Design bending and shear strength of laterally unsupported beamDocument3 pagesDesign bending and shear strength of laterally unsupported beamhema kumarNo ratings yet
- Nozzle Reinforcement Calculation Excel SheetDocument3 pagesNozzle Reinforcement Calculation Excel Sheetramesh punjabiNo ratings yet
- Spur Gear Design by IIT MadrasDocument28 pagesSpur Gear Design by IIT MadrasC.S.ABHILASHNo ratings yet
- NEET 2022 Physics SolutionsDocument12 pagesNEET 2022 Physics Solutionssunita mundeNo ratings yet
- UNIT 2 Supersonic Inlets and Nozzle ProblemsDocument14 pagesUNIT 2 Supersonic Inlets and Nozzle ProblemsChris Lenard92No ratings yet
- Design of Bolts With Eccentric LoadingsDocument2 pagesDesign of Bolts With Eccentric Loadingssachin nagavkarNo ratings yet
- SAGSim OpenDocument129 pagesSAGSim OpenFederico Hirsch EspinozaNo ratings yet
- HLC - TLC - FO - 07 - G052-N18-BC2A Amend-S-Appendix Roof Connection Design - Parapet To Console Beam ConnectionDocument4 pagesHLC - TLC - FO - 07 - G052-N18-BC2A Amend-S-Appendix Roof Connection Design - Parapet To Console Beam ConnectionPhú NguyễnNo ratings yet
- Machine Design Formula ListDocument7 pagesMachine Design Formula ListHarpreet Randhawa100% (3)
- Sinusoids and Phasor C: Sinusoidal Steady-State AnalysisDocument19 pagesSinusoids and Phasor C: Sinusoidal Steady-State AnalysisAli AlousNo ratings yet
- 7.2.2 Check For Bolt - Grade Ss A4-70: Hence OkDocument2 pages7.2.2 Check For Bolt - Grade Ss A4-70: Hence OkAhammad KabeerNo ratings yet
- Arresting Gear and Brake Design FundamentalsDocument47 pagesArresting Gear and Brake Design FundamentalsEbrahim Ali100% (1)
- Passed Report - Glass - 17.5mmDocument29 pagesPassed Report - Glass - 17.5mmsaravqwerty100% (1)
- Unit # 04 (Part-Ii) : Exercise - IDocument21 pagesUnit # 04 (Part-Ii) : Exercise - IDeborshi ChakrabartiNo ratings yet
- Brake CalculationsDocument5 pagesBrake CalculationsHemn Rafiq TofiqNo ratings yet
- SAGSim RecycleDocument157 pagesSAGSim RecycleFederico Hirsch EspinozaNo ratings yet
- Standard Center Distance TableDocument2 pagesStandard Center Distance TableAbdoNo ratings yet
- Proiect Om2Document20 pagesProiect Om2Gabriel CimpeanNo ratings yet
- BASEPLATE INPUTDocument258 pagesBASEPLATE INPUTNguyen Duc CuongNo ratings yet
- Helical Gear ProblemsDocument26 pagesHelical Gear ProblemsPrakash Joshi83% (6)
- Fix Base As Per Is Code - Seismic DetailingDocument1 pageFix Base As Per Is Code - Seismic DetailingrohitnrgNo ratings yet
- Applied Statistics and Probability For Engineers, 6 Edition: Z P Z P Z P P X P X PDocument21 pagesApplied Statistics and Probability For Engineers, 6 Edition: Z P Z P Z P P X P X PArmando MarquezNo ratings yet
- Design Calculatio1Document6 pagesDesign Calculatio1Hai Liang OngNo ratings yet
- Diseño de EjesDocument49 pagesDiseño de EjesMijhael Anatholi Romero MamaniNo ratings yet
- 1 Worm GearDocument53 pages1 Worm GearMalay ShahNo ratings yet
- Chapter Four: Arresting Gear and BrakesDocument36 pagesChapter Four: Arresting Gear and Brakessamuel mech100% (2)
- Solution Manual for an Introduction to Equilibrium ThermodynamicsFrom EverandSolution Manual for an Introduction to Equilibrium ThermodynamicsNo ratings yet
- Parallel - Above STD - Iso 4.5 Head - Online 2.2 STD - Iso 4.5 Filled 2.2 5 MM STD - Iso First - Angle Iso - ParallelDocument1 pageParallel - Above STD - Iso 4.5 Head - Online 2.2 STD - Iso 4.5 Filled 2.2 5 MM STD - Iso First - Angle Iso - ParallelAndrei PetreNo ratings yet
- Drill Bit PDFDocument1 pageDrill Bit PDFAndrei PetreNo ratings yet
- Technologic Progress in The Oil IndustryDocument15 pagesTechnologic Progress in The Oil IndustryAndrei PetreNo ratings yet
- 2 Inch Ss PDFDocument1 page2 Inch Ss PDFAndrei PetreNo ratings yet
- Drill Bit PDFDocument1 pageDrill Bit PDFAndrei PetreNo ratings yet
- Drill Bit PDFDocument1 pageDrill Bit PDFAndrei PetreNo ratings yet
- Section A-A drawing 319Document1 pageSection A-A drawing 319Andrei PetreNo ratings yet
- Drill Bit PDFDocument1 pageDrill Bit PDFAndrei PetreNo ratings yet
- LABORATOR 5 Andrei PETREDocument5 pagesLABORATOR 5 Andrei PETREAndrei PetreNo ratings yet
- Thermit ReactionDocument10 pagesThermit ReactionAndrei PetreNo ratings yet
- Harley Davidson Service Manual Softail 00 To 05 TC-88Document631 pagesHarley Davidson Service Manual Softail 00 To 05 TC-88Dotzlaw100% (3)
- Piaggio MP3 Workshop ManualDocument329 pagesPiaggio MP3 Workshop ManualThomas Beyer100% (1)
- Sebu7877-08 M PDFDocument60 pagesSebu7877-08 M PDFGerardo Esteban Lagos Rojas100% (2)
- Steyr Motors Lubricant 10W40Document8 pagesSteyr Motors Lubricant 10W40Rodrigo MonteiroNo ratings yet
- Honda Gx270 Gx390Document60 pagesHonda Gx270 Gx390Edu JF Sánchez100% (2)
- International 7400 Parts Manual 2006Document1,886 pagesInternational 7400 Parts Manual 2006Gustavo92% (26)
- Mantenciones sm3Document14 pagesMantenciones sm3Diego González VásquezNo ratings yet
- C4.4 NRP Maintenance SchedDocument3 pagesC4.4 NRP Maintenance SchedDerrick AramNo ratings yet
- REPAIRING OIL SEALSDocument78 pagesREPAIRING OIL SEALSSören Christopher Lax100% (1)
- AMSOIL 10W40 and 10W30 Synthetic Metric Motorycle Oils (MCT - MCF)Document2 pagesAMSOIL 10W40 and 10W30 Synthetic Metric Motorycle Oils (MCT - MCF)amsoildealerNo ratings yet
- ESG Service Information: GeneralDocument4 pagesESG Service Information: GeneralHectorFalconLlenderrozosNo ratings yet
- Castrol EDGE Professional E C5 0W-20 Product DataDocument2 pagesCastrol EDGE Professional E C5 0W-20 Product DataRovshan GasimovNo ratings yet
- WIX 51069 Engine Oil Filter Cross ReferenceDocument8 pagesWIX 51069 Engine Oil Filter Cross Referencekman548No ratings yet
- Vento PHR4i REPAIR MANUAL PDFDocument88 pagesVento PHR4i REPAIR MANUAL PDFErick HinojosaNo ratings yet
- Manual de Partes Plataforma Snorkel PDFDocument134 pagesManual de Partes Plataforma Snorkel PDFJessica Noriega SanguinoNo ratings yet
- SMT Crane Maintenance ManualDocument84 pagesSMT Crane Maintenance ManualArun Tiwari100% (1)
- Manual de Taller NS125 IIIDocument203 pagesManual de Taller NS125 IIISergio BoniNo ratings yet
- Coleman Power Washer ManualDocument40 pagesColeman Power Washer ManualLeonel RodriguezNo ratings yet
- Suma de Demand Parts ListDocument33 pagesSuma de Demand Parts ListTatiana Paucar RimacNo ratings yet
- Sportage 2.7L 2005Document2,538 pagesSportage 2.7L 2005lukasz.mietlowskiNo ratings yet
- R934 B (Hydraulic Excavator)Document2 pagesR934 B (Hydraulic Excavator)Saw LalsayNo ratings yet
- 1997 Jeep Grand Cherokee Electronic Service Manual PDFDocument2,262 pages1997 Jeep Grand Cherokee Electronic Service Manual PDFJuan José Montano Quintanilla100% (6)
- Uptime Maintenance Planner: Service IntervalsDocument3 pagesUptime Maintenance Planner: Service IntervalsBrian CareelNo ratings yet
- Yamah F4 Owners ManualDocument70 pagesYamah F4 Owners ManualStil NoxNo ratings yet
- Viscosity Equivalent ChartDocument1 pageViscosity Equivalent ChartMina BadratNo ratings yet
- Ngine Perator S Anual: 208Cc Ohv Horizontal Shaft Engine - Model 170-ToaDocument32 pagesNgine Perator S Anual: 208Cc Ohv Horizontal Shaft Engine - Model 170-ToaBob YorkNo ratings yet
- PR4000-LED 4x450w Operation and Maintenance Manual (00000002)Document87 pagesPR4000-LED 4x450w Operation and Maintenance Manual (00000002)Peter MalamaNo ratings yet
- MSDSDocument1 pageMSDSJorge Isaac Cantaro TorresNo ratings yet
- 2010 Subaru Forester 32692Document52 pages2010 Subaru Forester 32692Patricio0% (1)
- Ravenol Hls Sae 5W-30Document3 pagesRavenol Hls Sae 5W-30Robert RindasuNo ratings yet