You might also like
- WPQ Template (Asme Ix) No LogoDocument4 pagesWPQ Template (Asme Ix) No LogorcpretoriusNo ratings yet
- Asme PQR DemoDocument3 pagesAsme PQR DemoMuthusamy AyyanapillaiNo ratings yet
- WPS Sitelca S002Document2 pagesWPS Sitelca S002Jose Antonio GomezNo ratings yet
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- PQR Is7307Document1 pagePQR Is7307Tridib Dey100% (1)
- WPS PQR PDFDocument23 pagesWPS PQR PDFtomj9104No ratings yet
- WPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmDocument1 pageWPQP 6gr Smaw API 5lx52 Od323mm 10mm 17.5mmufomski100% (1)
- Project quality control form QCF307Document1 pageProject quality control form QCF307minhnnNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- WPS Resrvoire Sous Pression Smaw SawDocument6 pagesWPS Resrvoire Sous Pression Smaw SawDanem HalasNo ratings yet
- PQRDocument2 pagesPQRafqzfieNo ratings yet
- Sample Wps-Carbon Steel GTAW+SMAWDocument2 pagesSample Wps-Carbon Steel GTAW+SMAWchetan85100% (7)
- WPSDocument6 pagesWPSNur Wijianto100% (1)
- PQRDocument2 pagesPQRSreenivas Kamachi Chettiar100% (1)
- All Position Stainless Steel Welding ProcedureDocument6 pagesAll Position Stainless Steel Welding ProcedureJaime PatrónNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- WPSDocument2 pagesWPSAlam MD Sazid100% (1)
- 1035 03Document2 pages1035 03Anuj ShahiNo ratings yet
- Qw-482 Welding Procedure Specification (WPS)Document4 pagesQw-482 Welding Procedure Specification (WPS)Aldeline Sungahid100% (2)
- SS WPSDocument1 pageSS WPSMOHAMEDABBASNo ratings yet
- WPS MS 01C Rev. 0Document1 pageWPS MS 01C Rev. 0alinor_tnNo ratings yet
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Gtaw Smaw 6 Inch 6G CSDocument1 pageGtaw Smaw 6 Inch 6G CSKentDemeterio100% (1)
- Everything You Need to Know About Stainless Steel Welding Procedure SpecificationDocument6 pagesEverything You Need to Know About Stainless Steel Welding Procedure SpecificationDanem HalasNo ratings yet
- WPSDocument3 pagesWPSKhurram Burjees100% (1)
- WQT RecordDocument6 pagesWQT RecordGururaj P KundapurNo ratings yet
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- WPS - PQR (Sa516 GR.70)Document4 pagesWPS - PQR (Sa516 GR.70)miltonangulomorrisNo ratings yet
- Welding Procedure Specification "WPS": O O O ODocument1 pageWelding Procedure Specification "WPS": O O O OAli MoosaviNo ratings yet
- WPS-PQR (Er309l Mo)Document4 pagesWPS-PQR (Er309l Mo)Hamza Nouman0% (1)
- Wps 1010 IfrDocument28 pagesWps 1010 IfrSyed Mahmud Habibur RahmanNo ratings yet
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- WELDING PROCEDURE SPECIFICATION FOR STAINLESS STEELDocument4 pagesWELDING PROCEDURE SPECIFICATION FOR STAINLESS STEELAldeline SungahidNo ratings yet
- WPS Asme IxDocument4 pagesWPS Asme Ixjcarlosherrerac7100% (1)
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- WPS PQR-08Document8 pagesWPS PQR-08Ranjan KumarNo ratings yet
- Qualified Welder List Valid Until - 03-12-2019Document2 pagesQualified Welder List Valid Until - 03-12-2019csolanki6586100% (1)
- PQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpDocument1 pagePQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpSatish KeskarNo ratings yet
- Utoc Preliminary Wps Shell Project 270807 PDFDocument55 pagesUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNo ratings yet
- WPS (AsmeDocument8 pagesWPS (AsmeMohammad Elhedaby100% (6)
- Specification Type or Grade AWS Group No. Thickness Size (NPS) Schedule DiameterDocument3 pagesSpecification Type or Grade AWS Group No. Thickness Size (NPS) Schedule Diametercentaury2013No ratings yet
- Welding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001Document2 pagesWelding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001neerajNo ratings yet
- WPS FormatDocument2 pagesWPS FormatAmit SarkarNo ratings yet
- Welder Visual Inspection ReportsDocument24 pagesWelder Visual Inspection ReportsKyNo ratings yet
- Aws d1.1 WPS, PQR & WQTDocument4 pagesAws d1.1 WPS, PQR & WQTWeld Bro SandeepNo ratings yet
- WPQ WeldCanada PDFDocument1 pageWPQ WeldCanada PDFAhmad DanielNo ratings yet
- WPS Format For ASME IX - PQR-AllDocument3 pagesWPS Format For ASME IX - PQR-AllThe Welding Inspections Community100% (1)
- Gtaw 106Document2 pagesGtaw 106ganeshkumarg_1No ratings yet
- Plate Inspection ReportDocument1 pagePlate Inspection ReportlalitaliNo ratings yet
- PQR TipsDocument4 pagesPQR TipsWaqas WaqasNo ratings yet
- Weld Joint 1Document81 pagesWeld Joint 1rajibali27100% (1)
- WPS FormatDocument1 pageWPS FormatAbdullah AnsariNo ratings yet
- PQR-WPS-WPQR XXX Rev 0Document6 pagesPQR-WPS-WPQR XXX Rev 0Brett Gosselin100% (1)
- Weldspec ASME PQRDocument2 pagesWeldspec ASME PQRSunil KumarNo ratings yet
- WPS - Smaw - 2Document6 pagesWPS - Smaw - 2Harkesh RajputNo ratings yet
- Enhanced Oil Recovery (EOR) - Schlumberger GlossaryDocument66 pagesEnhanced Oil Recovery (EOR) - Schlumberger GlossaryDiana La CruzNo ratings yet
- Hydrostatic Testing of Yankee Dryers Often Does More HarmDocument4 pagesHydrostatic Testing of Yankee Dryers Often Does More HarmmgmqroNo ratings yet
- Plasma SterilizationDocument28 pagesPlasma SterilizationSutan Muhamad SadamNo ratings yet
- Process Design for Coal Liquefaction and Exergy AnalysisDocument46 pagesProcess Design for Coal Liquefaction and Exergy AnalysisSukaran SinghNo ratings yet
- Dynamic pile formulas estimate capacityDocument11 pagesDynamic pile formulas estimate capacityFaheem Ali AsgharNo ratings yet
- Ductile vs brittle material behavior under static and variable loadingDocument7 pagesDuctile vs brittle material behavior under static and variable loadingNishaThakuriNo ratings yet
- The Analysis and Prevention of Failure in Railway AxlesDocument10 pagesThe Analysis and Prevention of Failure in Railway AxlesAnonymous PufNjgNo ratings yet
- Ce 14444 Lab7Document5 pagesCe 14444 Lab7Owen Francis Arles MaongatNo ratings yet
- JEE Main 2019 Chemistry April Attempt Shift - 1 (08th April, 2019)Document16 pagesJEE Main 2019 Chemistry April Attempt Shift - 1 (08th April, 2019)Resonance Eduventures83% (24)
- MINIMUM TESTING REQUIREMENTS FOR CONSTRUCTION PROJECTSDocument17 pagesMINIMUM TESTING REQUIREMENTS FOR CONSTRUCTION PROJECTSAris TesoroNo ratings yet
- 2.rock Mechanics Report PDFDocument139 pages2.rock Mechanics Report PDFVaradha rajanNo ratings yet
- Structural Analysis Problems and Solutio PDFDocument22 pagesStructural Analysis Problems and Solutio PDFjay balagotNo ratings yet
- A Detailed Lesson Plan in ScienceDocument4 pagesA Detailed Lesson Plan in SciencemarigoldNo ratings yet
- A Predictive Approach To Fitness-For-Service Assessment of Pitting CorrosionDocument9 pagesA Predictive Approach To Fitness-For-Service Assessment of Pitting CorrosionMaría Vaquero TxapartegiNo ratings yet
- Ko HK Etabs (Basic)Document8 pagesKo HK Etabs (Basic)R kar heinNo ratings yet
- ABRIVATIONSDocument14 pagesABRIVATIONSRoshan de SilvaNo ratings yet
- Performance Materials: Polyurethane SystemsDocument51 pagesPerformance Materials: Polyurethane SystemscaioltbgNo ratings yet
- The Wafflemat™ Foundation Forming System: On-Grade Mat Foundation For Expansive, Collapsible and Rocky SoilsDocument25 pagesThe Wafflemat™ Foundation Forming System: On-Grade Mat Foundation For Expansive, Collapsible and Rocky Soilshumbert14000100% (1)
- SOW - Improvement of Twelve (12) Units StaffhousesDocument14 pagesSOW - Improvement of Twelve (12) Units StaffhousesKathleen A. PascualNo ratings yet
- Msds AluminaDocument6 pagesMsds AluminayaderNo ratings yet
- NADCAP ChecklistaDocument9 pagesNADCAP ChecklistaThomas HanssonNo ratings yet
- Cais ManualDocument29 pagesCais ManualGianiNo ratings yet
- (VESBO) Catalog enDocument62 pages(VESBO) Catalog enGhembel Lord100% (1)
- Soil Extension and Pavement Thickness - RevisedDocument2 pagesSoil Extension and Pavement Thickness - RevisedSolomon MehariNo ratings yet
- Troubleshooting GuideDocument25 pagesTroubleshooting GuideIjabiNo ratings yet
- Biresin CR141: Composite Resin System For Heat CuringDocument4 pagesBiresin CR141: Composite Resin System For Heat CuringOliver RisteskiNo ratings yet
- Design of Lifting Beams PDFDocument10 pagesDesign of Lifting Beams PDFAnonymous x9STa9No ratings yet
- 01 Well Cementing - Day 1 PDFDocument131 pages01 Well Cementing - Day 1 PDFام فاطمة البطاط100% (1)
- DOWSIL™ 795 Structural Glazing Sealant Technical Data SheetDocument5 pagesDOWSIL™ 795 Structural Glazing Sealant Technical Data SheetTrung Nguyễn NgọcNo ratings yet
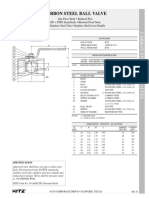
- Carbon Steel Ball Valve: Code # 50 (Aksctk)Document1 pageCarbon Steel Ball Valve: Code # 50 (Aksctk)thilina lakhithaNo ratings yet