You might also like
- Welder Continuity LogDocument3 pagesWelder Continuity Log942519100% (1)
- Aws D1.6 - SS316 WPSDocument1 pageAws D1.6 - SS316 WPSBoby Thomas0% (1)
- Welder Continuation Log: Welder Name: Welder ID: Date of Initial QualificationDocument1 pageWelder Continuation Log: Welder Name: Welder ID: Date of Initial QualificationPerminder Singh100% (1)
- Welding ReportDocument52 pagesWelding ReportalidadNo ratings yet
- Wps PQR Aws d11 FormDocument2 pagesWps PQR Aws d11 Formflakosisas100% (1)
- Welding Procedure Specification Register (Structural Steel) : AWS D1.1Document14 pagesWelding Procedure Specification Register (Structural Steel) : AWS D1.1murshid badshah100% (2)
- Sample API 1104 WpsDocument3 pagesSample API 1104 WpsMuhammadShabbir0% (1)
- WPS D1.6 Annex m1 PDFDocument1 pageWPS D1.6 Annex m1 PDFbollascribdNo ratings yet
- Welding Machine Calibration ProcedureDocument10 pagesWelding Machine Calibration ProcedureGerman Favela0% (1)
- Welder Qualification Test CertificateDocument1 pageWelder Qualification Test CertificateManivannanMudhaliar100% (1)
- Welding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) YesDocument4 pagesWelding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) Yesvarun100% (1)
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumNo ratings yet
- Visual Inspection Report FormDocument8 pagesVisual Inspection Report FormfriyantoNo ratings yet
- RT Procedure 10.09.16Document9 pagesRT Procedure 10.09.16mukeshsingh6No ratings yet
- Welder Qualification Test RequestDocument1 pageWelder Qualification Test RequestgoguluNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium Weldingvishal bailur50% (2)
- PQR From D17.1-D17.1M-2010Document1 pagePQR From D17.1-D17.1M-2010Mohammed AzizNo ratings yet
- Welding Procedure Specification For Storage Tank & Piping SystemDocument3 pagesWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNo ratings yet
- Draft WPSDocument3 pagesDraft WPSWale OyeludeNo ratings yet
- PQR WPQ Witness Report LatestDocument1 pagePQR WPQ Witness Report LatestSatish KeskarNo ratings yet
- Sample of Welding Quality ManualDocument5 pagesSample of Welding Quality ManualwentropremNo ratings yet
- Ut Calibration Blocks DetailsDocument44 pagesUt Calibration Blocks Detailsmdsajidalam100% (4)
- Sample PQRDocument2 pagesSample PQRudaysrp33% (3)
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocument3 pagesWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNo ratings yet
- Back Gouging ProcedureDocument8 pagesBack Gouging Proceduremahi1437100% (1)
- MEI - Aluminium MIG WeldDocument56 pagesMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- ASTM A992 (Replacement For A572 Gr. 50) PDFDocument4 pagesASTM A992 (Replacement For A572 Gr. 50) PDFPatrick DominguezNo ratings yet
- WPQR - Form As Per EN PDFDocument3 pagesWPQR - Form As Per EN PDFAnilNo ratings yet
- LBW WOPQ REV. 2010a Interactive FormDocument1 pageLBW WOPQ REV. 2010a Interactive Formcosmicbunny100% (1)
- WQTDocument1 pageWQTRamkunwar YadavNo ratings yet
- Weld Visual Inspection ReportDocument1 pageWeld Visual Inspection ReportfarjadulhaqNo ratings yet
- B2.1 B2.1M 2014 Amd1 Procedure Qualification Record PQR PDFDocument2 pagesB2.1 B2.1M 2014 Amd1 Procedure Qualification Record PQR PDFNavanitheeshwaran SivasubramaniyamNo ratings yet
- WPS & PQRDocument46 pagesWPS & PQRJohn Candidate CIns88% (8)
- WPQR No. 2016 02Document14 pagesWPQR No. 2016 02GANESH ANo ratings yet
- Wps SawDocument2 pagesWps Sawdevendrasingh2021100% (6)
- Weld Repair ReportDocument1 pageWeld Repair Reportkerons100% (1)
- AUT-GMAW-2 Rev.0 PDFDocument5 pagesAUT-GMAW-2 Rev.0 PDFDarioNo ratings yet
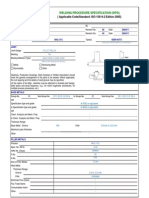
- Welding Procedure Specification (WPS) : (Applicable Code/Standard: ISO 15614-2 Edition 2005)Document2 pagesWelding Procedure Specification (WPS) : (Applicable Code/Standard: ISO 15614-2 Edition 2005)saioman100% (7)
- Technoweld PQR Welding Procedure Single Run Fillet Joint AS3678 Gr350 GMAW 2FDocument5 pagesTechnoweld PQR Welding Procedure Single Run Fillet Joint AS3678 Gr350 GMAW 2FAdiNo ratings yet
- Welder Monitoring SheetDocument1 pageWelder Monitoring SheetQC apollohx100% (1)
- Alumana Welder IDDocument7 pagesAlumana Welder IDZuberYousufNo ratings yet
- Sample Welding Procedure Specification (WPS) FormDocument1 pageSample Welding Procedure Specification (WPS) Formfallalovaldes50% (4)
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS)Document2 pagesQw-482 Suggested Format For Welding Procedure Specifications (WPS)Ravelo Jeisson100% (2)
- WPQR Welding Procedure Qualification RecordsDocument3 pagesWPQR Welding Procedure Qualification Recordsramesh rajaNo ratings yet
- Astralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelDocument2 pagesAstralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelJRodengineerNo ratings yet
- Astralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelDocument2 pagesAstralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelJRodengineerNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- PQR & WPQ Standard Testing Parameter WorksheetDocument4 pagesPQR & WPQ Standard Testing Parameter WorksheetcosmicbunnyNo ratings yet
- Ilcs-Smaw-D1.3-Deck (G) WPSDocument3 pagesIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- WPQR Welding Procedure QualificationDocument3 pagesWPQR Welding Procedure QualificationThanasis KyrgiazoglouNo ratings yet
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- NDT Request (Template)Document4 pagesNDT Request (Template)Bethel NdifonNo ratings yet
- Aws N-1 WPS-PQR FormDocument2 pagesAws N-1 WPS-PQR FormEdwin MariacaNo ratings yet
- WPS TemplateDocument1 pageWPS TemplateMatt De Hoog100% (1)
- WPS VarillaDocument2 pagesWPS Varillalabingles89No ratings yet
- Form N3 PDFDocument1 pageForm N3 PDFTavo RojasNo ratings yet
- M 3 D1.1 2015 FormDocument1 pageM 3 D1.1 2015 FormĐỗ Văn ChinhNo ratings yet
- Welding Procedure Specification (WPS) : JointsDocument2 pagesWelding Procedure Specification (WPS) : JointsNavanitheeshwaran SivasubramaniyamNo ratings yet
- AWS D1.1 WELDING PROCEDURE ANNEXDocument2 pagesAWS D1.1 WELDING PROCEDURE ANNEXsrinivasanNo ratings yet
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1No ratings yet
- L2 WPSDocument1 pageL2 WPSBernardo LeorNo ratings yet
- AASHTO D1.5 welding procedure specificationDocument1 pageAASHTO D1.5 welding procedure specificationViswanath SreepadaNo ratings yet
- AWS N-9 Stud Welding Procedure Specification (WPS) FormDocument1 pageAWS N-9 Stud Welding Procedure Specification (WPS) FormNatalia StarkNo ratings yet
- Area of ParallelogramDocument2 pagesArea of ParallelogramJRodengineerNo ratings yet
- Decimeters To Centimeters Convertion ChartDocument1 pageDecimeters To Centimeters Convertion ChartJRodengineerNo ratings yet
- Math Sequence Flow ChartDocument1 pageMath Sequence Flow ChartJRodengineerNo ratings yet
- About Comunication SkillsDocument8 pagesAbout Comunication SkillsJRodengineerNo ratings yet
- TI-83 and TI-84 ManualDocument12 pagesTI-83 and TI-84 ManualJRodengineerNo ratings yet
- How To Find Out The AREA of Unusual ShapesDocument1 pageHow To Find Out The AREA of Unusual ShapesJRodengineerNo ratings yet
- Love ScripturesDocument1 pageLove ScripturesJRodengineerNo ratings yet
- TI-83 and TI-84 ManualDocument12 pagesTI-83 and TI-84 ManualJRodengineerNo ratings yet
- WELDING MATH - Heat Input - Tensile & Yield Strength - % Elongation - % Reduction - STUDYDocument5 pagesWELDING MATH - Heat Input - Tensile & Yield Strength - % Elongation - % Reduction - STUDYJRodengineerNo ratings yet
- Magnaflux Zyglo Liquid Penetrant SystemsDocument2 pagesMagnaflux Zyglo Liquid Penetrant SystemsJRodengineerNo ratings yet
- Carbon Equivalency (CE) : C Carbon MN Manganese CR Chromium Mo Molybdenum V Vanadium Ni Nickel Cu Copper Si Silicon P Phosphorous Ti ? NB ? SDocument1 pageCarbon Equivalency (CE) : C Carbon MN Manganese CR Chromium Mo Molybdenum V Vanadium Ni Nickel Cu Copper Si Silicon P Phosphorous Ti ? NB ? SJRodengineerNo ratings yet
- Alloying Variations of Austenetic SSDocument1 pageAlloying Variations of Austenetic SSJRodengineerNo ratings yet
- Carbon (C)Document14 pagesCarbon (C)JRodengineerNo ratings yet
- Sulfur (S)Document18 pagesSulfur (S)JRodengineerNo ratings yet
- Binder Template (Side 2)Document1 pageBinder Template (Side 2)JRodengineerNo ratings yet
- Hex Nut and Jam Nut DimensionsDocument1 pageHex Nut and Jam Nut DimensionsJRodengineerNo ratings yet
- A992 After Fire - Display ArticleDocument4 pagesA992 After Fire - Display ArticleJRodengineerNo ratings yet
- Mil S 24371Document1 pageMil S 24371JRodengineerNo ratings yet
- American steel grades A36, A572, A588, A709, A913, A992 propertiesDocument1 pageAmerican steel grades A36, A572, A588, A709, A913, A992 propertiesRaymondLeungNo ratings yet
- Binder Template (Brown and Green)Document1 pageBinder Template (Brown and Green)JRodengineerNo ratings yet
- Binder Template (Side)Document1 pageBinder Template (Side)JRodengineerNo ratings yet
- Astm A992 Beam: Submit QueryDocument1 pageAstm A992 Beam: Submit QueryJRodengineerNo ratings yet
- Binder Template (Blue 1)Document1 pageBinder Template (Blue 1)JRodengineerNo ratings yet
- Binder Template (Brown and Green)Document1 pageBinder Template (Brown and Green)JRodengineerNo ratings yet
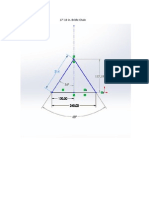
- 17'-10 In. Bridle ChainDocument2 pages17'-10 In. Bridle ChainJRodengineerNo ratings yet
- AWS J1.1-2013 Resistance Weld. ControlsDocument49 pagesAWS J1.1-2013 Resistance Weld. ControlsJRodengineerNo ratings yet