You might also like
- Background: 1 Slugging Caused by PiggingDocument33 pagesBackground: 1 Slugging Caused by PiggingGary Jones100% (1)
- Slug Flow AnalysisDocument7 pagesSlug Flow AnalysisMohd Firdaus Abd Latif100% (1)
- Design Guide For Slug Force Calculation ProcedureDocument6 pagesDesign Guide For Slug Force Calculation ProcedurePratik PatreNo ratings yet
- Dynamic Water Hammer AnalysisDocument32 pagesDynamic Water Hammer AnalysisAndi Pramana80% (5)
- Acoustically Induced Vibration (Aiv) & Flow Induced Vibration (Fiv) Analysis For The High Pressure Reducing Systems Using Energy Institute GuidelinesDocument4 pagesAcoustically Induced Vibration (Aiv) & Flow Induced Vibration (Fiv) Analysis For The High Pressure Reducing Systems Using Energy Institute GuidelinesJournal 4 ResearchNo ratings yet
- Slug FlowDocument26 pagesSlug FlowKiran KumarNo ratings yet
- AIV Screening Per EI GuidelinesDocument26 pagesAIV Screening Per EI GuidelinesChan100% (1)
- Stress Analysis Training - (Analysis) BY Nedunchezhiyan AnbazhaganDocument50 pagesStress Analysis Training - (Analysis) BY Nedunchezhiyan Anbazhaganchandra shekhar mishra100% (1)
- Understanding the Kellogg Equivalent Pressure MethodDocument4 pagesUnderstanding the Kellogg Equivalent Pressure MethodLucky Jaswal0% (1)
- Pipe Hydraulics and Sizing GuideDocument23 pagesPipe Hydraulics and Sizing GuidemshNo ratings yet
- Dynamic Module of CAESAR II PDFDocument68 pagesDynamic Module of CAESAR II PDFPrashant Agrawal100% (3)
- Slugging in A Flare HeaderDocument34 pagesSlugging in A Flare Headercepong89No ratings yet
- Applicable Version (S) : Flarenet Sonic Vel Check - HSC (100 K)Document2 pagesApplicable Version (S) : Flarenet Sonic Vel Check - HSC (100 K)behnazrzNo ratings yet
- Expansion Joint in CAESARDocument5 pagesExpansion Joint in CAESARkaruna346No ratings yet
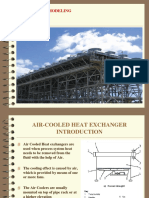
- Modeling and Analysis of Air-Cooled Heat ExchangersDocument25 pagesModeling and Analysis of Air-Cooled Heat Exchangersvivek100% (1)
- Slug Force Calculation - MEA LINESDocument2 pagesSlug Force Calculation - MEA LINESKinjalShah100% (2)
- Solving Liquid Hammer Problems Using Pipenet Vision and Caesar IIDocument6 pagesSolving Liquid Hammer Problems Using Pipenet Vision and Caesar IIDino Dino100% (1)
- Virtual Anchor Length - KBRDocument22 pagesVirtual Anchor Length - KBRSammar Adhikari100% (2)
- Relief Valve Reaction Force CompilationDocument7 pagesRelief Valve Reaction Force CompilationnaeandNo ratings yet
- CAESAR II-CAUx 2018 - Fatigue Analysis in CAESAR II PDFDocument34 pagesCAESAR II-CAUx 2018 - Fatigue Analysis in CAESAR II PDFzahoor100% (1)
- Choked Flow at PSV Outlet FlangeDocument5 pagesChoked Flow at PSV Outlet FlangeHitesh PanchalNo ratings yet
- Procedure For Pump Line Stress AnalysisDocument9 pagesProcedure For Pump Line Stress AnalysisNilesh Gohel100% (1)
- Surge Analysis Alabama FacilityDocument73 pagesSurge Analysis Alabama FacilityCONNOR MENSAH100% (1)
- Flare SystemDocument68 pagesFlare SystemMihir JhaNo ratings yet
- EN1591 Flange DesignDocument9 pagesEN1591 Flange DesignmadodandembeNo ratings yet
- Pipeline Calculations - ASAB Gas Lift LinesDocument11 pagesPipeline Calculations - ASAB Gas Lift LinesSaqib LaeeqNo ratings yet
- Trunnion Checking or Dummy Checking During Stress Analysis of A Piping SystemDocument2 pagesTrunnion Checking or Dummy Checking During Stress Analysis of A Piping SystemAmit SharmaNo ratings yet
- Virtual Anchors For Dummies - M Blackman Jan 09: Modelling in CAESAR IIDocument4 pagesVirtual Anchors For Dummies - M Blackman Jan 09: Modelling in CAESAR IImartin_blackmanNo ratings yet
- Supercritical Fluids PSV SizingDocument5 pagesSupercritical Fluids PSV SizingVikram Singh100% (5)
- Dynamic AnalysisDocument204 pagesDynamic Analysisliewb52100% (4)
- Thermal Design Considerations For Centrifugal Compressor Piping SystemsDocument5 pagesThermal Design Considerations For Centrifugal Compressor Piping SystemsSerge Rinaudo100% (1)
- Slug Flow Analysis Using Dynamic Spectrum Method in Caesar II Part 2 of 2Document4 pagesSlug Flow Analysis Using Dynamic Spectrum Method in Caesar II Part 2 of 2Romner Cordova100% (2)
- Review of Design Guideline For Small Diameter BranchDocument24 pagesReview of Design Guideline For Small Diameter Branchmihai37No ratings yet
- Finite Element Analysis of Stress Factors in Pipe BendsDocument7 pagesFinite Element Analysis of Stress Factors in Pipe BendsSteve IpNo ratings yet
- PIPELINE STRESS ANALYSIS WITH CAESAR IIDocument16 pagesPIPELINE STRESS ANALYSIS WITH CAESAR IIsanmite100% (1)
- Orifice Plate Showing VenaDocument6 pagesOrifice Plate Showing VenahugepotatoNo ratings yet
- Acoustic Induced VibrationDocument33 pagesAcoustic Induced VibrationEugene Jin Leow100% (1)
- Pipeline Studio Excel Add-In User DocumentationDocument32 pagesPipeline Studio Excel Add-In User DocumentationErdincNo ratings yet
- FRP Flange DesignDocument29 pagesFRP Flange DesignSubhadip RoyNo ratings yet
- Thermal BowingDocument8 pagesThermal BowingA. VenugopalNo ratings yet
- Typical Arrangement of Air Cooler PipingDocument4 pagesTypical Arrangement of Air Cooler Pipingvedadon100% (1)
- Overpressure Protection & Relief ValvesDocument72 pagesOverpressure Protection & Relief Valvesankitalalwani100% (1)
- PSV Sizing - Two Phase (Two-Points)Document2 pagesPSV Sizing - Two Phase (Two-Points)Saeid Rahimi MofradNo ratings yet
- Thrust Force Calculations For Pressure S PDFDocument11 pagesThrust Force Calculations For Pressure S PDFjupmulNo ratings yet
- Stress Itensification FactorsDocument51 pagesStress Itensification FactorsSyed AhsanNo ratings yet
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesFrom EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesNo ratings yet
- FluidaDocument34 pagesFluidaLukito Ardhi NugrohoNo ratings yet
- UNIT - 8 Multi Phase Flow (PE-V Sem)Document22 pagesUNIT - 8 Multi Phase Flow (PE-V Sem)Rakesh KumarNo ratings yet
- Slug FlowDocument30 pagesSlug FlowchemjojoNo ratings yet
- Wellbore Performance AnalysisDocument10 pagesWellbore Performance Analysisurooj jawwadNo ratings yet
- Flow patterns in vertical and horizontal tubesDocument33 pagesFlow patterns in vertical and horizontal tubesprasanthiNo ratings yet
- Gravity Flow, SubmergenceDocument7 pagesGravity Flow, Submergenceflashkickerazar0% (1)
- Lecture Notes - Two Phase (G - V) - L Fluid Flow PDFDocument5 pagesLecture Notes - Two Phase (G - V) - L Fluid Flow PDFMaría Alejandra BallesterosNo ratings yet
- 1 s2.0 S1877705812029645 Main PDFDocument17 pages1 s2.0 S1877705812029645 Main PDFMahdiNo ratings yet
- FLUID MECHANICS PIPE FLOWDocument7 pagesFLUID MECHANICS PIPE FLOWKyle DavidNo ratings yet
- Excessive Vibration: Suction CavitationDocument11 pagesExcessive Vibration: Suction Cavitationex4182No ratings yet
- Liquid Flow in Control Valves - Choked Flow, Cavitation and FlashingDocument14 pagesLiquid Flow in Control Valves - Choked Flow, Cavitation and FlashingSwapnilNo ratings yet
- Two Phase Flow - A Short NoteDocument2 pagesTwo Phase Flow - A Short Notevela vanNo ratings yet
- 2 Phase Flow RegimesDocument39 pages2 Phase Flow RegimessgrsthNo ratings yet
- Subsea Flowline Operation - Pressure Drop and Liquid HoldupDocument52 pagesSubsea Flowline Operation - Pressure Drop and Liquid HoldupWunkey WunkruNo ratings yet
- IWAIS 2015 16th International WorkshopDocument258 pagesIWAIS 2015 16th International WorkshopSachin ChavanNo ratings yet
- A Methodology For Flexibility Analysis of Process Piping-2017Document10 pagesA Methodology For Flexibility Analysis of Process Piping-2017Vishal SoniNo ratings yet
- A Methodology For Flexibility Analysis of Process Piping-2017Document10 pagesA Methodology For Flexibility Analysis of Process Piping-2017Vishal SoniNo ratings yet
- Analysis of Bolted Joints at High TemperatureDocument6 pagesAnalysis of Bolted Joints at High TemperatureSachin ChavanNo ratings yet
- 230-Brochure Expansion JointDocument16 pages230-Brochure Expansion JointsubhashlingadeNo ratings yet
- UOP Improving Diesel Yields and Cloud PointDocument12 pagesUOP Improving Diesel Yields and Cloud PointSachin ChavanNo ratings yet
- Allowable Pump Piping LoadDocument4 pagesAllowable Pump Piping LoadSachin ChavanNo ratings yet
- Ansi Z97.1-1984 4, 7, 8Document5 pagesAnsi Z97.1-1984 4, 7, 8Sachin ChavanNo ratings yet
- Piping Code Paradoxes B31 3 Appen PDocument16 pagesPiping Code Paradoxes B31 3 Appen Psammar_10No ratings yet
- Fundamentals Metal FatigueDocument283 pagesFundamentals Metal Fatigueekumaran92% (12)
- Acoustic Fatigue in PipesDocument7 pagesAcoustic Fatigue in PipesSachin ChavanNo ratings yet
- Report Petrochemical Sec BenchmarkingDocument174 pagesReport Petrochemical Sec BenchmarkingSachin Chavan100% (2)
- Guidelines 0n Pump Vibration First Edition Final July 2013Document17 pagesGuidelines 0n Pump Vibration First Edition Final July 2013ridzim4638No ratings yet
- Accuracy of Stress Intensification Factors For Branch ConnectionsDocument48 pagesAccuracy of Stress Intensification Factors For Branch ConnectionsSachin ChavanNo ratings yet
- Piping Code Paradoxes B31 3 Appen PDocument16 pagesPiping Code Paradoxes B31 3 Appen Psammar_10No ratings yet
- Evaluating Dynamic Stresses of A PipelineDocument8 pagesEvaluating Dynamic Stresses of A PipelinejasminNo ratings yet
- JACKETED-PIPING Thermal end reactions and stress analysis of jacketed piping systemsDocument1 pageJACKETED-PIPING Thermal end reactions and stress analysis of jacketed piping systemsRahul LavandNo ratings yet
- Jan 00Document20 pagesJan 00Sachin ChavanNo ratings yet
- Piping Design Layout and Stress AnalysisDocument19 pagesPiping Design Layout and Stress AnalysisSolomon EmavwodiaNo ratings yet
- Jul03 PDFDocument24 pagesJul03 PDFmailtosamrajNo ratings yet
- Caesar InformationDocument31 pagesCaesar InformationSachin ChavanNo ratings yet
- TH255C Engine CAT PartsDocument134 pagesTH255C Engine CAT PartsKevine KhaledNo ratings yet
- Phenolic Compounds in Rice May Reduce Health RisksDocument7 pagesPhenolic Compounds in Rice May Reduce Health RisksMuhammad Usman AkramNo ratings yet
- Television: Operating InstructionsDocument40 pagesTelevision: Operating InstructionsNitin AgrawalNo ratings yet
- Big Data, Consumer Analytics, and The Transformation of MarketingDocument17 pagesBig Data, Consumer Analytics, and The Transformation of MarketingPeyush NeneNo ratings yet
- Case Study OrthoDocument21 pagesCase Study Orthojoshua_santiago_5No ratings yet
- Essentials of Report Writing - Application in BusinessDocument28 pagesEssentials of Report Writing - Application in BusinessMahmudur Rahman75% (4)
- JVW 110Document2 pagesJVW 110Miguel Leon BustosNo ratings yet
- XDM-300 IMM ETSI B00 8.2.1-8.2.2 enDocument386 pagesXDM-300 IMM ETSI B00 8.2.1-8.2.2 enHipolitomvn100% (1)
- 1989 Volvo 740 Instruments and ControlsDocument107 pages1989 Volvo 740 Instruments and Controlsskyliner538No ratings yet
- Organization & Management: Manuel L. Hermosa, RN, Mba, Man, Edd, LPT, MaedcDocument32 pagesOrganization & Management: Manuel L. Hermosa, RN, Mba, Man, Edd, LPT, MaedcManny HermosaNo ratings yet
- Product 243: Technical Data SheetDocument3 pagesProduct 243: Technical Data SheetRuiNo ratings yet
- Strategic Marketing FiguresDocument34 pagesStrategic Marketing FiguresphuongmonNo ratings yet
- Sine and Cosine Exam QuestionsDocument8 pagesSine and Cosine Exam QuestionsGamer Shabs100% (1)
- AE3212 I 2 Static Stab 1 AcDocument23 pagesAE3212 I 2 Static Stab 1 AcRadj90No ratings yet
- Sensors 18 02175Document15 pagesSensors 18 02175Deepak D MishraNo ratings yet
- 2018 JC2 H2 Maths SA2 River Valley High SchoolDocument50 pages2018 JC2 H2 Maths SA2 River Valley High SchoolZtolenstarNo ratings yet
- 10 Compactness in Function Spaces: Ascoli-Arzel A TheoremDocument5 pages10 Compactness in Function Spaces: Ascoli-Arzel A TheoremronalduckNo ratings yet
- Electronic Throttle ControlDocument67 pagesElectronic Throttle Controlmkisa70100% (1)
- Huawei Switch S5700 How ToDocument10 pagesHuawei Switch S5700 How ToJeanNo ratings yet
- Racial Bias in Pulse Oximetry Measurement: CorrespondenceDocument2 pagesRacial Bias in Pulse Oximetry Measurement: CorrespondenceYony Gutierrez100% (1)
- Sonochemical Synthesis of NanomaterialsDocument13 pagesSonochemical Synthesis of NanomaterialsMarcos LoredoNo ratings yet
- PHCDocument1 pagePHCsinh24X7No ratings yet
- Nigerian Romance ScamDocument10 pagesNigerian Romance ScamAnonymous Pb39klJNo ratings yet
- BS en 1044-1999 - Brazing Filler MetalsDocument26 pagesBS en 1044-1999 - Brazing Filler MetalsBorn ToSinNo ratings yet
- Organic Evolution (Evolutionary Biology) Revised Updated Ed by Veer Bala RastogiDocument1,212 pagesOrganic Evolution (Evolutionary Biology) Revised Updated Ed by Veer Bala RastogiTATHAGATA OJHA83% (6)
- Liebert PEX+: High Efficiency. Modular-Type Precision Air Conditioning UnitDocument19 pagesLiebert PEX+: High Efficiency. Modular-Type Precision Air Conditioning Unitjuan guerreroNo ratings yet
- Proforma Invoice: DescriptionDocument3 pagesProforma Invoice: Descriptionanon-690278No ratings yet
- AP Research Survival Guide - RevisedDocument58 pagesAP Research Survival Guide - RevisedBadrEddin IsmailNo ratings yet
- Effects of Zero Moment of Truth On Consumer Behavior For FMCGDocument14 pagesEffects of Zero Moment of Truth On Consumer Behavior For FMCGBoogii EnkhboldNo ratings yet
- ReadingDocument6 pagesReadingakhyar sanchiaNo ratings yet