Professional Documents
Culture Documents
Kalite Iyilestirme Surecinde Hata Turu Etkileri Analizi Fmea Ve Bir Uygulama in Quality Improving Process Failure Mode Effect and An Application
Uploaded by
otektoidOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Kalite Iyilestirme Surecinde Hata Turu Etkileri Analizi Fmea Ve Bir Uygulama in Quality Improving Process Failure Mode Effect and An Application
Uploaded by
otektoidCopyright:
Available Formats
T.C.
GAZOSMANPAA NVERSTES SOSYAL BLMLER ENSTTS
KALTE YLETRME SRECNDE HATA TR ETKLER ANALZ (FMEA) VE BR UYGULAMA
Hazrlayan Gamze ARAN
letme Ana Bilim Dal Yksek Lisans Tezi
Danman Do. Dr. Osman EVK
TOKAT 2006
TEEKKR Tez aamasndaki yardmlarndan dolay, deerli hocam Sayn Do. Dr. Osman evik bata olmak zere, almann uygulamasn yaptm Yenmak Piston&Segman San. Ve Tic. A.. alanlarndan Bekir Yaln Beye ve aileme ok teekkr ederim.
Ekim, 2006
Gamze ARAN
ii
ZET Hata Tr ve Etkileri Analizi (FMEA) teknii sistem, tasarm, sre ve servis konularnda hatalar ortaya kmadan tanmlamay ve gidermeyi veya en azndan kullancdaki etkisini ortadan kaldrmay hedefleyen bir mhendislik tekniidir. Hata Tr ve Etkileri Analizi, sistemdeki tm hata trleri iin iyiletirme yaplmasnn planlanmas yerine, sistemin btn zerinde en byk katky salayacak hata trlerini nceliklendiren bir yntemdir. nk hata trlerinin hepsi iin, veri derleme ve analizi de byk zaman ve igc gerektirmektedir. FMEA'nn balangcnda n eleme yapmak ve sadece nemli olarak belirlenen paralar iin veri derlemek, tekniin etkinliini arttrmaktadr. Bu almada kalite iyiletirme srecinde FMEA teknii incelenmitir. Yenmak Piston&Segman San. Ve Tic. A.de retilen motor pistonlarna uygulanan Proses FMEA ele alnp, sreleri incelenmitir. Piston retim srecinde karlalan hatalar FMEA tekniine gre analiz edilmi, tekniin firmann kalite fonksiyonlarn iyiletirme konusundaki baars gsterilmitir.
Anahtar Kelimeler: Hata Tr Ve Etkileri Analizi (FMEA), Kalite iyiletirme.
iii
ABSTRACT Failure mode and effect analysis (FMEA) is an engineering technique that is used to identify and eliminate knownand/or potential failures, problems, errors and so on from the system, design, process and service before they reach the customer. Failure Mode and Effect Analysis (FMEA) is a technique for prioritizing the failure modes that provides the largest contribution on the product instead of improvement planning on many failure modes. But, data collecting and analyzing for many failure modes require a lot of time and human work. Selecting significant parts of a product and collecting /analyzing data for only these parts as an effective way for FMEA applications. In this study, FMEA technique is examined for quality improving process. Process FMEA is discussed and examined for engine piston which is prodeced in Yenmak Piston&Segman San. Ve Tic. A.. The failure which is meet when piston is produced, is analysed for FMEA technique. Then it is demostrated that its success about improving firms quality functions.
Keywords: Failure Mode and Effect Analysis (FMEA), Quality Improwing.
iv
NDEKLER Sayfa TEEKKR...................................................................................................................... i ZET................................................................................................................................ ii ABSTRACT.................................................................................................................... iii NDEKLER................................................................................................................ iv TABLOLAR LSTES.....................................................................................................ix EKLLER LSTES........................................................................................................x KISALTMALAR LSTES..............................................................................................xi 1. GR............................................................................................................................ 1 1.1. Kalite Kavram......................................................................................................3 1.2. Kalite Kavramnn Tarihsel Geliimi....................................................................7 2. LTERATR TARAMASI.........................................................................................12 3. MATERYAL VE YNTEM...................................................................................... 15 3.1. Materyal...15 3.2.Yntem.....15 4. HATA TR VE ETKLER ANALZ (FMEA).........................16 4.1. FMEAnn Tarihi Ve Gnmz Endstrisindeki Yeri............................16 4.2. Hata Tr Etkileri Analizi (FMEA) Tanmlar............................17 4.2.1. FMEA ile lgili Kavramlar......20 4.2.2. FMEAnn Amalar....................................................................24
4.2.3. FMEA Metodunun Uyguland Durumlar.............................24 4.2.4. FMEAda Uygulama ncesinde Dikkat Edilecek Hususlar...........25 4.2.5. FMEA Uygulamalarndaki Glkler.............26 4.2.6. FMEAnn Yararlar........28 4.2.7. FMEAnn Dier Kalite Teknikleri ile likisi............31 4.3. Hata Tr Ve Etkileri Analizinin (FMEA)Yntemi ...............34 4.3.1. Balang almalar..............................................................................39 4.3.1.1. FMEA Kapsamnn Belirlenmesi....................................................39 4.3.1.2. FMEA Takmnn Kurulmas...........................................................41 4.3.1.3. FMEA Yaplacak Sistem, Tasarm, Proses veya Servisin ncelenmesi.......42 4.3.2. FMEA Yaplan Sistem, Tasarm, Proses veya Serviste Yer Alan Hatalara Ynelik almalar....................................................................................43 4.3.2.1. Olas Hata Trlerinin Belirlenmesi..................................................44 4.3.2.2. Olas Hata Etkilerinin Belirlenmesi.................................................47 4.3.2.3. Olas Hata Nedenlerinin Belirlenmesi.............................................50 4.3.2.4. Mevcut Kontrollerin Belirlenmesi...................................................52 4.3.3. Hata Trlerinin Deerlendirilmesi ..........................................................52 4.3.3.1. Ortaya kma Deerlerinin Belirlenmesi........................................55 4.3.3.2. Arlk Deerlerinin Belirlenmesi...................................................57
vi
4.3.3.3. Saptama Deerinin Belirlenmesi.....................................................59 4.3.3.4. Risk ncelik Saysnn Hesaplanmas.............................................61 4.3.3.5. FMEA Formu..................................................................................62 4.3.4. Risk ncelik Saysnn Deerlendirilmesi..................................................63 4.3.4.1. nlem Alnacak Hata Trlerinin Belirlenmesi... ................................63 4.3.5. nlemlerin Uygulanmas.........................................64 4.4. Hata Tr Ve Etkileri Analizinin (FMEA) eitleri.......65 4.4.1. Sistem FMEA .........66 4.4.2. Tasarm FMEA............68 4.4.2.1. Tasarm FMEA alma Ekibi........70 4.4.2.2. Tasarm FMEAda Hata Tr..............................................71 4.4.2.3. Tasarm FMEAda Hata Etkisi............72 4.4.2.4. Tasarm FMEAda Hata Nedenleri......................................73 4.4.2.5. Tasarm FMEAda Kontrol nlemleri............73 4.4.3. Proses FMEA...........74 4.4.3.1. Proses FMEA alma Ekibi...............76 4.4.3.2. Proses FMEAda Hata Tr............................................................77 4.4.3.3. Proses FMEAda Hata Etkisi..........................................................79 4.4.3.4. Proses FMEAda Hata Nedenleri....................................................80 4.4.3.5. Proses FMEAda Kontrol nlemleri...............................................80
vii
4.4.4. Servis FMEA...........................................................................................81 5. UYGULAMA..........................................................................................................84 5.1. Uygulamann Yapld letmenin Tantm.......84 5.1.1. Adres ve letiim Bilgileri...84 5.1.2. Misyon ve Vizyon...84 5.1.3. Tarihe ve irket Tantm...85 5.1.4. Personel Durumu.85 5.1.5. letmede retilen rnler..85 5.1.5.1. Dizel Ve Benzinli Aralardaki Pistonlar.....86 5.1.5.2. Pistonlar , Pimler Ve Segmanlar.....87 5.1.5.3. Piston Hareketi.88 5.1.5.4. Piston Motorun almas....88 5.2. Bulgular...90 5.2.1. FMEA Uygulamas.....90 5.2.1.1. Balang almalar......94 5.2.1.2. Piston retim Srecinde Meydana Gelebilecek Hatalar, Nedenleri, Etkileri ve Mevcut Kontroller.......94 5.2.1.3. Ortaya kma, Arlk ve Saptama Deerlerinin Belirlenmesi ve Risk ncelik Says Hesab...97 5.2.1.4. Hatalarn RS Deerlerine Gre Sralanmas ve ncelikle nlem Alnacak Hatalarn Belirlenmesi.97
viii
5.2.1.4.1. Alfin Birleme......99 5.2.1.4.2. Pim Delik apnn Toleranslar Dahilinde Olmamas......100 5.2.1.4.3. Piston Koniklik ve Ovallik lsnn Toleranslar Dahilinde Olmamas.100 5.2.1.5. ngrlen nlemler Sonras in Ortaya kma, Arlk ve Saptama Deerlerinin Bulunup Yeni RS Deerlerinin Hesaplanmas....101 5. SONU VE NERLER...........................................................................................102 KAYNAKLAR..............................................................................................................104 EKLER.......................................................................................................................... 113 ZGEM...................................................................................................................130
ix
TABLO LSTES Sayfa Tablo 1.1. Kalitenin ki Bileeni...6 Tablo 1.2. Deien Zorlayc Etkiler ve Gelitirilen Stratejiler.....8 Tablo 4.1. Tasarm ve Proses FMEAda Deerlendirme iin Kullanlacak Yntemlerin Seim Kriterleri...54 Tablo 4.2. Ortaya kma Derecelendirme Tablosu.56 Tablo 4.3. Arlk Derecelendirme Tablosu ...58 Tablo 4.4. Saptama Derecelendirme Tablosu .60 Tablo 5.1. RS Deerlerine Gre Sralanm Hatalar98
EKL LSTES Sayfa ekil 4.1. Kalite Sistemi inde FMEAnn Yeri.33 ekil 4.2. FMEA Sreci...38 ekil 4.3. FMEA Formu rnei..62 ekil 4.4. FMEA eitleri...67 ekil 5.1. ten Yanmal Motorun Bir Silindirinde Bulunan Ana Paralar.89 ekil 5.2. Piston Ak emas..91
xi
KISALTMALAR LSTES AIAG-The Automotive Industry Action Group ASQC-The American Society for Quality Control DOE-Design of Experiments FMEA-Hata Tr Ve Etkileri Analizi FTA-Fault Tree Analysis PK-statistiksel Proses Kontrol MIL P-Military Procedure MIL STD-Military Standardized QFD-Quality Function Deployment RS-Risk ncelik Says TKY-Toplam Kalite Ynetimi
1. GR Son yarm yzyl iinde kalite, iletmelerin en nemli rekabet silahlarndan biri haline gelmitir. Gnmzde ise kalite, hem yerel hem de kresel pazarda kalc olmann ba gereklerinden biridir. Bu amalar dorultusunda kalite iyiletirme srecinde iletmeler eitli yntemleri kullanmaktadrlar. Kalite iyiletirme; iletmelerin mamul veya hizmetlerinin kalitesini olumsuz ynde etkileyen faktrleri belirleyerek bunlar ortadan kaldrmak ve mteri memnuniyet dzeyini artrmak iin yapm olduu almalardan oluan bir sretir. Kalite ve sre iyiletirmede istatistiksel yntemlerden yararlanlr. Japonyada geni kitlelere retilen ve en ok tannan bu yntemler Ishakawann yedi basit arac olarak bilinen etele tablosu, snflandrma, histogram, pareto analizi, sebep sonu diyagramlar, serpilme ve kontrol izelgeleridir. Ayrca son yllarda kalite emberleri, Deming Dngs, deney tasarm, yapay zeka teknikleri ve hata tr ve etkileri analizi yntemleri de kalite iyiletirme srecinde kullanlan teknikler arasnda yerlerini almtr. General Motors (1998), firmalardaki srekli gelime arzusu ve FMEA (Failure Mode and Effect Analysis = Hata Tr ve Etkileri Analizi) uygulamalarnn birbiriyle ok gl bir etkileimde olduklarn, ikisinin de tek bana gereklemesinin dnlemeyeceini belirtmektedir. Firmalar piyasada rekabet edebilmeleri iin, eitli operasyonlardaki hatalarn nlemek veya risklerini azaltmak mecburiyetindedirler. FMEA; sistem, tasarm, proses veya serviste oluabilecek hatalarn deerlendirmesini ve bu tr hatalarn (problemler, yanllklar, riskler v.s.) srekli azaltlmasn hedefleyen zel bir metodolojidir.
FMEA nleyici kalite gvencenin analitik bir teknii olup; rn gelitirme ve imalat birimlerinin nleyici kalite gvence faaliyetlerini geni lde tamamlayarak, kalite iyiletirme srecinde nemli bir yere sahip olmutur. FMEAnn amac; sistem, sre ve rnlere ait potansiyel hatalarn, olumadan nce, planlama ve gelitirme safhasnda tespiti, nem derecelerinin belirlenmesi, deerlendirilmesi ve nlenmesi iin uygun nlemlerin alnmasn salamaktr. FMEA, hatalarn sistematik analizini ve giderilmesini salamas nedeni ile, hatalarn oluturabilecei risklerin
minimizasyonuna, hata maliyetlerinin drlmesine, gvenilirliin arttrlmasna ve kalitenin sistematik olarak gelitirilmesine yardmc olmaktadr. Bu nedenle, FMEA, iletmelerin rekabette stnlk salamak iin uygulamaya koyduklar nleyici kalite gvence yaklamlar arasnda en ok ilgi ekeni ve kabul greni olmutur. FMEA, imalat sektrnde yaygn olarak kullanlan bir tekniktir. zellikle otomotiv sektrnde bu teknik birinci tahminleme teknii olarak kullanlmaktadr (Elliott, 1998: 12). Yine, son dnemlerde otomotiv sektr bata olmak zere tm sektrlerde hatalarn nlenmesine ynelik olarak kullanlmaya balanlmtr. Zira FMEA; QS 9000, ISO/TS 16949, ISO 9001:2000 ve dier Kalite Ynetim Sistemleri dahilinde zorunluluk haline gelmitir. Bu alma, FMEA tekniini tantmak ve bu metodun bir otomotiv yan sanayi iletmesindeki uygulamas hakknda ayrntl bilgi vermek amac ile hazrlanmtr. FMEAnn kalite iyiletirme srecinde kullanlan bir teknik olmas nedeniyle aada kalite hakknda ksa bir bilgi sunulmutur.
1.1. KALTE KAVRAMI Kalite szc Latince qualis kelimesinden kken almakla beraber aslnda yle olmak anlamndadr. (Uz, 1995 s:49-55). Geleneksel anlamda, rnn, amaca ve kullanma uygunlu undan (Juran, 1989:26), ko ullara uygunluk derecesine (Crosby, 1979:3), spesifikasyonlara uygunluk derecesine (Feigenbaum, 1983) m terilerin gereksinimlerini tatmin etmeye (Ishikawa, 1985:44) ve kusursuzluk anlay na kadar bir ok farkl tanm, aslnda i letmelerin kalite konusunda anlay larndaki de i imi yanstmaktadr. Kavram olarak kalite ise; deiik kaynaklar tarafndan deiik ekillerde tanmlanmtr (Kusiak, 1993). Bunlardan bazlar yle sralanabilir (Tekin, 1999; Tatan, 2002; Argden, 2003; Filiz, 2003): Kalite bir rn veya hizmetin deeridir. Kalite nceden belirlenmi olan zelliklere uygunluktur. Kalite ihtiyalara uygunluktur. Kalite kullanma ve amaca uygunluktur. Kalite, mterinin imdiki ve gelecekteki isteklerinin karlanmasdr. Kalite bir rn ya da hizmetin belirlenen veya olabilecek ihtiyalar karlama kabiliyetine dayanan, zelliklerin toplamdr. Kalite beklentileri amaktr. Kalite nlemdir; sorunlar ortaya kmadan nce zmlerini oluturur, rn ve hizmetlerin yapsna kusursuzluk katar. Kalite verimliliktir; ileri yapabilmek iin gerekli eitimden geen, ihtiya duyduu ara-gere ve talimatlarla desteklenen personel ile elde edilir.
Kalite bir sretir; sregelen bir gelimeyi kapsar. Kalite, bir yatrmdr; uzun dnemde bir ii ilk defada doru olarak yapmak, hatay sonradan dzeltmekten daha ucuzdur. Kalite, bir rn ya da hizmetin belirlenen veya olabilecek ihtiyalar karlama kabiliyetine dayanan zelliklerinin toplamdr. Kalite, kusursuzluk anlayna sistemli bir yaklamdr. Amerikan Kalite Kontrol Kurumu kaliteyi bir rn veya hizmetin btn zellik ve karakteristiklerinin kullanc ihtiyalarn karlama kabiliyeti olarak
tanmlamtr. Japonyada ise kalite kavram gelitirilebilecek her eyi belirtmektedir. Genel kabul grm bir ifade olarak Kalite mteri memnuniyetidir. tanm verilebilir (Juran, 1989:5). Burada sz edilen mteri memnuniyetine ise 2 bileenle ulalabilir: rn zellikleri ve kusursuzluk (Juran, 1989:5). Bu iki bileenin daha yakndan incelenmesi bak asnn geniletilmesi asndan gereklidir. i- rn zellikleri; sat gelirleri zerinde nemli etkiye sahiptir. Birok sektrde potansiyel mteriler istedikleri kalite dzeyine gre ayrlrlar. rnein lks otel ya da sadece konaklama ihtiyacn karlamak zere dnlm bir pansiyon; ok gelimi zelliklere sahip bir buzdolab ya da sadece soutma ilevine sahip bir buzdolab eklinde rn veya hizmetin zellikleri belirlenmi olabilir. Bu bileen tasarm kalitesi olarak da dnlebilir. Tasarm kalitesinin arttrlmas genellikle yksek maliyeti getirir (Juran, 1989:6).
ii- Kusursuzluk; hurda, yeniden ileme, ikayetler ve kusurlarn yol aabilecei dier zararlar yolu ile maliyetler zerinde nemli etkiye sahiptir. Bu bileen uygunluk kalitesi olarak da dnlebilir. Uygunluk kalitesinin arttrlmas genellikle dk maliyeti getirir. Bunun yannda, kusursuzluk daha az ikayet ve daha yksek mteri memnuniyeti demektir (Juran, 1989:6). Aada yer alan tabloda bu iki bileene ait zellikler yer almaktadr:
Tablo 1.1. Kalitenin ki Bileeni malat Sektr rn zellikleri Performans Gvenilirlik Dayankllk Kullanm kolayl Sat sonras servis edilebilirlik Estetik eitlilik ve gelitirilebilirlik tibar Doruluk Dakiklik Tamamlanmlk Sayg ve cana yaknlk Hizmeti veren kiinin bilgisi Mteri ihtiyalarn sezme Estetik tibar Kusursuzluk rnn hatasz olarak retilmesi, teslimat, kullanm ve servis hizmetleri srelerinde kusursuzluk Sat, faturalama ve dier i srelerinin kusursuzluu Sat, faturalama ve dier i srelerinin kusursuzluu Hizmetin kusursuzluu Hizmet Sektr
Kaynak: Juran, J. M. (1989), Juran On Leadership For Quality, Free Press: New York.
1.2. KALTE KAVRAMININ TARHSEL GELM Kalite kavram ile ilgili ilk bilgilere .. 2150 tarihli Hammurabi Yasalarnda karlalmaktadr. Bu yasalarda yer alan hkmlerden birisi u ekildedir: Bir inaat ustasnn ina ettii bir ev, ustann yetersizlii ve iini gerektii gibi yapamamas nedeniyle yklarak ev sahibinin lmne yol aarsa o usta ldrlecektir. .. 1450 ylnda ise, Eski Msrdaki inaatlarda alan kontrol elemanlar ta bloklarnn yzeylerinin dikliini telden oluturduklar bir arala kontrol etmektedirler. O dnemde, kaliteden anlalan iin doru olarak yaplmas idi. 19.yy nin ikinci yarsndan itibaren, endstriyel sistemin domas ve retimde byk artlar meydana gelmesi, kalite kavramnn nemini bir anda n plana karmtr. Kalite kavramnn bir sistem olarak ele alnmas ve nceden belirlenmi ilkelere dayandrlmas ise, ilk olarak A.B.D.de ortaya km, daha sonra Japonya ve Avrupadaki gelimelerle zirveye ulaarak, ynetim bilimi ierisindeki yerini almtr. (Trkel, 1998:3) Gnmz anlayna varlana kadar kaliteye ulaabilmek iin deiik yollar izlenmitir. Juran, Kalite iin Liderlik adl kitabnda tarih boyunca kalitenin elde edilmesine ynelik almalar Tablo 1.2deki gibi zetlemitir.
Tablo 1.2. Deien Zorlayc Etkiler ve Gelitirilen Stratejiler artlar ve Zorlayc Gler Alk, yiyecek toplama blm gda satclar Kalite Ynetimine Ynelik Stratejiler Yiyecek toplarken yaplan incelemeler Kent pazarlarnda mterilerce yaplan incelemeler lk imalatlar; zanaatkarlarn ortaya k Zanaatkarlarn beceri ve itibarna duyulan gven ehirleraras ticaretin yaygnlamas rnek alma, muayene ile kontrol, teminatlar Loncalar Malzeme, proses ve rn iin belirlenen spesifikasyonlar; kontroller; denetlemeler Sanayi Devrimi Yazl spesifikasyonlar; test laboratuarlar; muayenelerin gelitirilmesi; standardizasyon Taylor Sistemi Hacim ve karmakln artmas Merkezi muayene departmanlar Kalite gvence departmanlar; kalite mhendislii; gvenilirlik mhendislii II. Dnya Sava Japon Kalite Devrimi (Japon stratejileri) ve sonras statiksel kalite kontrol zerine almalar st dzey yneticilerin kalite sorumluluu Kalite ynetiminin tm iletme fonksiyonlarna mal edilmesine ynelik almalar Kalitenin srekli gelitirilmesi anlay Kalite kontrol emberleri
Kaynak: Juran, J. M. (1989), Juran On Leadership For Quality, Free Press: New York.
Kalite kavramnn ok boyutlu doas ve buna bal olarak kalite salama grevinin gnmz koullarnda basit bir ayklamann ok daha tesinde iletme organizasyonlarnn isel sreleri ile birlikte, etkileim halinde bulunduu dsal sreleri de kapsamas kalitenin bir btnsellik iinde ele alnmas gereini dourmutur. Kaliteye bu btnsellik iinde bakma gerei 1980li yllarn bandan itibaren Toplam Kalite kavramnn tm dnyada yaygnlamasna neden olmutur. Toplam kalite ynetimi , klasik anlamdaki ynetim anlaynn alternatifi olarak doan , gelien ve geliimini devam ettiren bir anlayn bugnk addr (imek, 1998, s.95). Katlmc ve destekleyici bir ynetim anlay iinde, en uygun kalite maliyeti ile mterilere en st dzeyde kalite gvencesi verebilen, kuruluun ticari, finansal, teknik ve beeri kaynaklarn optimize etme yolundaki faaliyetlerinin koordine edilmesi ve ynlendirilmesidir (Pekirciolu, 1994:104). Toplam Kalite Ynetimi, yaplan ilerin bilimsel, rasyonel ve verimli olmasn salamak, mterinin mevcut ve gelecekteki beklentilerinin tespit edilmesini ve bunlarn en ekonomik ekilde tam olarak karlatrlmasn hedefler (Kantarc, 1993:12). Toplam Kalite Ynetimi, retilen rn ve hizmetlerin yan sra, kuruluun ynetiminin bir btn olarak kalitesini ve verimliliini artrmay ve maliyetleri drmeyi amalar (evik, 2001:11) Tm dnyann Japon mucizesi olarak bir sre sonra izledii gelimeler, artk Japon gerei olarak kabullenilmi ve TKY, Amerika ve Avrupa dahil birok lkenin ve firmann rekabet iin benimsemeye gayret ettii bir ynetim tarz haline gelmitir (Kseolu, 1997:4).
10
Prasad (1996), TKYnin geleneksel kalite anlaynn aksine geri beslemenin kusurlu mamuller araclyla deil, mteri istekleriyle tetiklendiini belirtmektedir. Juran (1991:8), TKY'ni i letmeler iin rekabette stn olabilmede temel bir stratejik silah olarak kabul etmektedir. Higgins ve Vincze (1993:365) ise global rekabet ortamnda toplam kalite ynetiminin btn firmalarn ba arlarnn devam iin en temel n artlardan biri oldu unu belirtmektedir. TKY, bir kurulu ta retilen mal ve hizmetlerin, i letme srelerinin ve personelin srekli olarak iyile tirme ve geli tirme yolu ile minimum toplam maliyet dzeyinde, Pazar ara trmas vs. yollarla nceden belirlenmi olan m teri istek ve ihtiyalarnn tm kurulu al anlarnn katlm ve kendilerinden beklenen
sorumluluklar yerine getirmek suretiyle kar lanarak, performansnn iyile tirilmesi stratejisidir (Bozkurt ve Asil, 1995:32). Sz konusu amaca ula abilmek iin toplam kalite ynetimi anlay na, insanlarn motivasyonu, grup al mas, yetki devri, kar lkl gven, ak ve ok ynl ileti im, sistemin odak noktalardr (Trkmen, 1995:146). irket le inde kalite kontrol ya da toplam kalite kontrol terimleriyle aklanan kavram daha sonra bir ynetim paketi (Shiba, 1987), organizasyonlarn ynetiminde yeni bir d nce tarz (Chorn, 1991:31) ve organizasyonda fertlerin davran ve tutumlarndan stratejilere kadar bir ok konuda de i imi gerekli klan bir sistematik ynetim anlay olarak tanmlanmaktadr. Kavrako lu'na (1992:59) gre, bir ynetim felsefesi olarak ifade edilen kavram, Kantarc'ya gre (1994:33), m teri beklentilerinin belirlenmesi, tam ve ekonomik bir biimde gerekle mesini amalayan, srekli iyile tirmeyi ngren bir i anlay dr. Toplam kalite ynetiminin ne olmad na bakmak da, bizi anlaml bir tanma ula trabilir: Toplam kalite ynetimi, bir seri programn uygulanmas de ildir (Price ve Chen, 1993:96).
11
TKY'nin uygulanmasnda kar la lan ve ba arszl a yol aan sorunlar ise (Varol, 1993:30; Peker, 1993:59); Tepe yneticilerinin aktif katlm olmakszn, bir program olarak uygulamaya konulmas, Kaliteyi geli tirmenin, irket ynetiminin arasra slogan olarak ortaya att ve sonra da takipisi olunmayan sradan bir konu olarak alglanmas, bir kalite politikasnn ve sorumlulu unun yeterince olmay , Ynetim ve zellikle al anlarn kalite ve rekabetin bilincinde olmamalar, srekli geli menin nemli oldu unun tam olarak anla lamamas, Ynetimin kabul olsa dahi, felsefeyi uygulamak iin gereken rgtsel dzenlemeler yaplmadan ve gerekli olan liderlik anlay geli tirilmeden uygulamaya geilmesi, TKY'nin tamamyla bir de i im faaliyeti oldu u ve zel bir kltrel ortama ihtiya duydu u gere inin yeterince farkedilmemesidir. Di er yandan, al anlarn toplam kalite ynetimi uygulamalarn, yukarda belirtilen sorunlarn bir sonucu olarak yeterince anlayamamas ve diren gstermesi bu felsefenin ba arsn engelleyen sorunlardan ba lcalardr. Sonu olarak, program ve tekniklerin tesinde bir anlay erevesinde, TKY'ni d nmek do ru olacaktr.
12
2. LTERATR TARAMASI FMEA tekni inin ilk ortaya kt zamanlarda Legg (1978), mhendisleri bilgilendirme al malar yapm tr. Kara-Zaitri (1992) ve di erleri de nem derecelerinin belirlenmesinde mhendislere yardm etmi tir. Glichrist (1993) ise FMEAda maliyet analizini de ieren bir model nermitir. Kasa ve Boran (1993), almalarnda FMEA tekniinin Toplam Kalite Ynetimindeki yerine deinmilerdir. almann sonucunda, hatann oluum nedenlerine inerek, ortaya kn nlemek, dolaysyla kusursuzluu hedeflemenin en aklc zm olduu ortaya kmtr. Stamatis (1995), almasnda tasarm ve proses FMEAda deerlendirme iin kullanlacak yntemlerin seim kriterlerini incelemitir. Ben-Daya ve Abdul (1996), nerilen bu modeli eletirmi ve gelitirmi bir model nermitir. Ylmaz (1997), almasnda FMEA uygulamalarnda karlalan glkleri ele almtr. Elektrik sistemleri zerine FMEAnn uygulamalar Price ve dierleri (1997) tarafndan, s transferleri zerindeki uygulamalar Pinna ve dierleri (1998) tarafndan yaplmtr. evresel risklerin deerlendirilmesi zerinde ise Vandenbrande (1998) almtr. Musubeyli (1999), rnn nemli kalite karakteristiklerinin belirlenmesinde tasarm hata tr ve etkileri analizi ile kalite evinin birlikte kullanlmas konulu bir alma yapmtr. ok sayda para ieren rnlerin hata trlerinin
nceliklendirilmesinde bu yaklamn kullanlmasyla, iyiletirme faaliyetlerinin hzl balamas salanm olup, servis oranlarnda ksa srede d gzlenmitir. Bolat (2000), almasnda FMEAnn yararlar zerinde durmutur.
vmelendirici mknatslar zerindeki uygulamalar ise Bellomo ve dierleri (2000) tarafndan yaplmtr.
13
Ylmaz (2000), Hata Tr Ve Etki Analizi balkl almasnda; bu tekniin turizm sektrne de uygulanabilecei ve sonucunda; turistik iletmelerin mteri tatminini salamasnn kolaylaaca, maliyetlerinin decei, rekabet gcnn artaca ve imajnn gleneceini ortaya karmtr. Gl (2001), almasnda; 3. Hava kmal Bakm Merkezi Komutanl Yer Telsiz Atlyesindeki bakm onarm yaplan telsizlerdeki geni bant anten sisteminde karlalan hatalar FMEA tekniine gre analiz etmi, sonu olarak antenin bakm onarm maliyetinde %96 d gzlemlemitir. Ayrca risklerin nceliklendirilmesinde bulank mantn kullanlmasn Sankar ve Prabhu (2001) ve Pillay ve Wang (2003) nermilerdir. Price (1998), FMEA'daki hatalarn mmkn btn olaslklarnn benzetim yardmyla gz nne alnmas ve nemli olanlarnn otomatik olarak seilmesi konusunda al m tr. Dzgner (2002), almasnda; FMEAy rn gelitirme srecinde nleyici kalite gvence teknii olarak ele almtr. alma kapsamnda Bosh San. Ve Tic. A.de Tasarm FMEA iin kontrol listeleri oluturularak, tekniin mteri memnuniyetine katks gzlenmitir. Scipioni (2002), almasnda FMEA Formu rnei oluturmutur. Pillay ve Wang (2002), almalarnda genel bir FMEA prosedrnn ieriklerini
belirlemilerdir. Eryrek ve Tanya (2003), Hata Tr Etkileri Analizi Ynteminde Maliyet Odakl Yeni Bir Karar Verme Yaklam zerine almlardr. Hatann etkisini, boyutunu ve maliyetini birlikte deerlendiren bir uygulama almas sonucunda, klasik FMEA tekniinde nleyicilik boyutu kuvvetlendirilmi, karar verme aamas daha
14
objektif hale getirilmi, maliyet unsuru dahil edilmi ve btn olarak bakldnda yntem ok daha etkin hale gelmitir. Pillay ve Wang (2004), saptama derecelendirme, arlk derecelendirme ve ortaya kma derecelendirme tablolarnn oluturulmas ile ilgili almalar
yapmlardr. alma sonucunda skalalar oluturularak FMEA teknii uygulamaya elverili hale getirilmitir. Engin ve Kaya (2004), Trafik Kazalarnn nlenmesinde Hata Modu Ve Etkileri Analizi (HMEA) Modeli ile ilgili bir alma yapmlardr. almann sonucunda FMEA teknii kullanarak trafik kazas orannn dt grlmtr.
3. MATERYAL VE YNTEM 3.1. MATERYAL Aratrma ikincil verilerle gerekletirilmitir. Veriler, Yenmak Piston&Segman San. Ve Tic. A..de uygulamann yapld toplantlarda grev alnarak elde edilmitir.
15
Ayrca, aratrma konusunda yaplm yerli ve yabanc literatrden ve makalelerden ve web sayfalarndan yararlanlmtr. 3.2. YNTEM Hizmet ve mal retiminde kalite iyiletirme sreci kapsamnda uygulanan kalite iyiletirme metotlarnn ok sayda ve kapsaml olmas sebebiyle, aratrma konumuz bunlarn iinden nemli yere sahip olan FMEA teknii ile snrlanmtr. Aratrmann temel yaklamnn retimde oluabilecek hatalar gz nne almas sebebi ile almada sadece Proses FMEA teknii zerine younlalmtr. Yaplan aratrmann amac, FMEA tekniinin rnek bir uygulama zerinde deerlendirilmesinin yaplmas ve metodun kalite iyiletirme srecinde etkisinin ortaya karlmasdr. Bu ama dorultusunda, uygulamann yapld firmada retilen PY.1643 kodlu zel bir piston incelenmitir. nceleme srecinde, ncelikle belirlenen rne ait i ak emas kartlmtr. Daha sonra i ak srecine gre rnde oluabilecek potansiyel hatalar, etkileri, nedenleri ve kontrol nlemleri; toplanan FMEA ekibi tarafndan beyin frtnas yntemiyle belirlenmitir. Ortaya kan bulgularn deerlendirilmesi ile birlikte konu olan bu metodun, firmann mevcut kalite gvence sistemleri iindeki yeri deerlendirilmitir. 4. HATA TR VE ETKLER ANALZ (FMEA) 4.1. FMEANIN TARH VE GNMZ ENDSTRSNDEK YER FMEA teknii Amerikan Ordusu tarafndan gelitirilmitir. Bu konuda hazrlanm ilk prosedr Procedures for Performing a Failure Mode, Effects and
16
Criticality Analysis balyla baslan 9 Kasm 1949 tarihli MIL P 1629 (Military Procedure)dur. lk olarak sistem ve ekipman hatalarnn deerlendirilmesi iin kullanlm bir gvenilirlik saptama tekniidir. Hatalar stlenilen projenin baars ile personel ve ekipman gvenlii asndan snflandrlmtr. Personel ve ekipman gvenliinin vurgulanmas dikkat ekicidir. Gnmzde halen ABD silahl
kuvvetlerinin MIL STD 1629 A kodlu askeri standarddr (http://www.fmeca.com). Daha sonralar FMEA, 1960 1965 yllar arasnda NASA tarafndan ay seyahati programlarnda da kullanlmtr. Uzun bir sre gizli tutulan teknik 1970 1975 yllar arasnda ABD uak sanayinde, 1972 ylnda Ford Motor irketi bnyesinde, 1975 ylnda bilgisayar retiminde ve Japon NEC firmasnda ilk endstriyel uygulamalarn bulmutur. 1988 ylnda Amerikann byk otomotiv irketi olan Chrysler, Ford ve General Motors tarafndan kabul edilerek genel standart olarak benimsenmitir. Teknik, ubat 1993ten itibaren AIAG (The Automotive Industry Action Group) ve ASQC (The American Society for Quality Control) tarafndan da benimsenmitir. Gnmzde FMEA; QS 9000, ISO/TS 16949, ISO 9001:2000 ve dier Kalite Ynetim Sistemleri dahilinde zorunluluk haline gelmitir
(http://www.fmeca.com). FMEA tekniinin gnmzdeki uygulama alanlarna rnekler aada verilmitir (Dzgner 2002:35): -Uzay -Atom -Otomobil -la -letiim ve
17
-Ev gereleri endstrisi 4.2. HATA TR ETKLER ANALZ (FMEA) TANIMLARI Yeni rn ve srelerde potansiyel hatalarn sistematik tespiti ve bu hata risklerinin nlenmesi amac ile seri imalat ncesi rn gelitirme ve planlama safhalarnda kalite gvenceyi temin edici faaliyetlerin yrtlmesi ve nlemlerin alnmas gerekmektedir. Yeni rn fikrinden seri imalat aamasna kadar hatalarn nlenmesi abalarnn bir anlam da, mterilerin kalite taleplerinin tm rn gelitirme sreci boyunca gvence altna alnmasdr. Hata Tr ve Etkileri Analizi, yzlerce hata tr iin iyiletirme yaplmasnn planlanmas yerine, sistemin btn zerinde en byk katky salayacak hata trlerini nceliklendiren bir yntemdir. Ancak yzlerce hata tr iin, veri derleme ve analizi de byk zaman ve igc gerektirmektedir. FMEA'nn balangcnda n eleme yapmak ve sadece nemli olarak belirlenen paralar iin veri derlemek, FMEAnn etkinliini artracaktr. Tasarm aamasnda pek ok para iin FMEA yaplmasna ihtiya duyulabileceinden nerilen model, rn planlama ve planlama sresini de ksaltm olacaktr (Musubeyli, 1999:18). Herhangi bir hizmet veya rnn tasarmndan retimine ve mteriye sunuuna kadar geen srede oluan hatalar, istenmeyen bir durumdur. Ancak; tasarlayan insan olduunda aslnda hata kanlmazdr. Asl problem, hatadan ders almamak, ilerlemesine ve maliyetinin daha da ykselmeden nlenmesini salamamakta yatmaktadr. Dier taraftan hata sektrden sektre de ciddiyeti asndan fark yaratmaktadr. rnein; herhangi bir otomobilin motorunda retimden kaynaklanan bir hata, en fazla otomobilin durmasna neden olurken, bir uan motorundaki hata
18
yzlerce insann hayatna mal olabilir. Sonuta her iki rn reten irketin de hata sonucu oluan mali kayplar olacaktr. Ancak uak reten firmann belki de iflasna neden olacaktr. Bu perspektiften bakldnda, hatann mteriye yansmadan nce zmlenmesi durumunda, firmann pazar kayb dolays ile gslemesi gereken maliyeti azaltaca kukusuzdur. Dier taraftan retim srasnda oluan hatann da retimin mmkn olduunca erken aamasnda ortadan kaldrlmas, retim maliyetini minimize edecektir. te Hata Tr ve Etkileri Analizi de bu anlayla ortaya km, orijini kalitenin gvenirlik olarak algland roket, uak ve nkleer santral retimine dayanan bir metottur. FMEA; hatann orijinine mmkn olduunca yakn aamasnda zmlenmesi, hata oluumunun engellenmesi amac ile kullanlan bir kalite gelitirme yntemidir (http://www.inoteconline.com/main/train/course/einv0600.asp). Hata Tr ve Etki Analizi, riskleri tahmin ederek hatalar nlemeye ynelik gl bir analiz tekni idir. Hatann ortaya kmas ile do acak problemin m teri gibi alglanmas ilkesine dayanmaktadr. Hata Tr ve Etki Analizi al masnda belirlenen btn hatalar iin olaslk, iddet ve saptanabilirlik tahmini yaplmaktadr (Akn, 1998:7). FMEA; rnn tasarmn ve montaj srelerinin de i kenliklerini daha iyi kontrol altna alabilmek veya ortadan kaldrmak iin kullanlan ok gl bir kalite aracdr (Omdahl, 1988:19). En geni anlamyla, FMEA; bir sistem veya para tasarm gibi gemiteki tecrbe ve endielere dayanarak ve yanl gidebilecei dnlerek her bir konunun analiz edilmesini kapsayan bir mhendisin dncelerinin zetidir (idem,1994:3). Modern kalite gvence metotlar ileriyi grebilmeyi ve sistematik analizleri mmkn klmaldr. Bu talebi FMEA teknii (Failure Mode and Effect Analysis)
19
karlamaktadr. Bu haliyle FMEA bir rnn verimli bir ekilde gelitirilmesinde kullanlan uygun bir tekniktir. Ana amac, mmkn olduunca potansiyel hatalarn rn gelitirmenin en erken dneminde belirlenmesi ve giderilmesi iin uygun nlemlerin alnmasdr (Huang, 2000:603). FMEA rn gelitirme ve imalat planlamasna elik eden entegre bir risk analizidir. Amac rn gelitirme ve imalat planlama safhalarnn kalitesini sorgulamak ve gelitirmektir (VDA, 1996:5). Zebedin (1998:826) ise FMEAy, nleyici kalite gvence kapsamnda, bir risk analizi ve hata nleme metodu olarak tanmlamaktadr. 1980 ylnda yaynlanan ve bu konuda yaynlanm ilk standartlardan biri olan MIL -STD 1629A (Hata Tr, Etkileri ve Kritiklik Analizi Uygulamas iin Prosedr)da FMEAnn genel tanm Sistemdeki her bir olas hata trnn, sistemdeki sonularn veya etkilerini belirlemek ve nemlerine gre her bir hata trn snflandrmak iin analiz edildii bir prosedrdr. eklinde verilmektedir. Stamatis (1995:4), tanm daha genileterek FMEA tasarm, proses, sistem ve hizmet ile ilgili bilinen ve/veya olas hatalar, yanllar ve problemleri mteriye ulamadan belirlemeyi, tanmlamay ve ortadan kaldrmay amalayan mhendislik tekniidir eklinde vermektedir. Ksaca FMEA, bir mamulde oluabilecek tasarm ve/veya proses kkenli tm hata trlerinin nlenmesi iin sistematik olarak yaplan bir analizdir denilebilir. Her tr hata/arzann, mteri zerinde oluturaca olas etkilere gre analizler yaplr. Ve bu analizlerin hepsi rn daha pazara kmadan nce, hatta tasarm ve/veya deneme retimleri srasnda gerekletirir. Bylece herhangi bir hatann daha olumadan nlenmesi salanmaktadr (http://www. inoteconline. com / main / train / course / einv0600.asp).
20
FMEA sistem, tasarm, proses ve serviste hatalar mteriye ulamadan nce, erken safhalarda nleyen en nemli yaklamlardan biridir. Gerei gibi ve uygun ynetilen herhangi bir FMEA sistem, tasarm, proses ve serviste mevcut olan riski azaltabilecek yararl bilgiler salayacaktr. Bundan dolay mantkl ve gelien bir potansiyel hata analizi metodu (yntemi) grevlerin daha etkin yaplmasna msaade edecektir (Ylmaz, 1997). 4.2.1. FMEA ile lgili Kavramlar Aada FMEA ile ilgili eitli kavramlarn aklamalar verilmitir
(http://www.fmeca.com). Bu kavramlarn bazlar ileride ayrntl bir ekilde aklanmaktadr. Ancak, btnlk arz etmesi bakmndan toplu bir aklamalar listesi verilmesi gerei duyulmutur. Mteri: Hata trnden etkilenebilecek son kullanc, i veya d departmanlar, kiiler ve proseslerdir. Fonksiyon: Bir proses veya rnden gerekletirmesi beklenen amalardr. Hata Tr: Hata kategorisi olarak da kullanlmaktadr. ve d mterinin ihtiya, istek ve beklentileri ile rtmeyen; bir rn veya prosesin arzulanan fonksiyonunun gerei gibi veya hi yerine getirilmemesidir. Sistemlerde arza veya hatalara neden olan eyler rastsal veya doal olaylar olabilir. rmein; bir bilgisayarn deiik nitelerindeki hafza, disk driver veya klavyede vb. hatalar olabilir. Hatalar mekanizmalara veya sebep olan paralara gre ayr ayr ele almak ve sonra hatalarn bamsz olmas kouluyla, sistemin gvenirliini genellemek, para hatalarna gre inceleyip, nlem almak olasdr. Bunlara hata trleri
21
(modlar)
denilmekte
ve
hata
sebepleri
ile
kartrlmamas
gerekmektedir
(www.bilgiyonetimi.org/cm/pages/mkl_gos.php?nt=654 - 32k).
Hata Nedeni: Tasarm veya prosesin belli bir elemannn hata tr ile sonulanmasna yol aan faktrdr. Hata Etkisi: Mterinin yaayabilecei honutsuzluk ve tehlike oluturabilecek durumlardr. Mteri; bir sonraki ilem, izleyen ilemler veya son kullancdr. Gereklemesi olas hatalar zerinde alarak, hata veya hatalarn retim, servis veya dier paralara yansmas ve tmnn performans zerindeki etkisi belirlenir. Mevcut Kontroller: FMEA almas yapld srada hatann ortaya kmasn veya mteriye ulamasn nlemek iin kullanlmakta olan mekanizmalardr. FMEA Eleman: FMEA almasnda belirlenen veya incelenen konulardr. Hata trleri, etkileri, kontroller, gerekletirilen faaliyetler buna rnek olarak gsterilebilir. Ortaya kma: Hata nedeninin olumas ve rnn beklenen mr iinde kullanm srasnda hata trne yol amasnn ihtimalidir. Saptama: Mevcut kontrollerin hatann bulunarak mteriye ulamasn engelleme derecesidir. Arlk: Hata etkisinin mteriye yansyan sonularnn deerlendirilmesidir. Risk ncelik Says: Belirlenen ortaya kma (O), arlk (A) ve saptama (S) deerleri kullanlarak elde edilen bir deerdir. Hata trlerini ncelik srasna koymakta kullanlr.
22
Kritiklik: Hatann ortaya kma ve mteriye ulamadan bu hatann saptanabilmesi ihtimallerinin arpmdr. Ek kalite planlamas gerektiren hatalarn nceliklerini belirlemede kullanlr. Kritik Karakteristikler: Yasal dzenleme veya rn veya hizmet emniyetini etkileyebilen karakteristiklerdir. Genel olarak, kritik karakteristikler aadaki faktrler tarafndan belirlenir (Stamatis, 1995:10): Mahkemeler rn sorumluluu asndan Dzenleyici kurumlar formel dzenlemeler ve/veya dzenlemeler asndan Endstriyel standartlar genel kabul grm endstriyel uygulamalar asndan Mteri talepleri mterilerin istekleri, ihtiyalar ve beklentileri asndan Dahili mhendislik ihtiyalar gemi veriler, yeni teknoloji veya rn veya hizmet tecrbesi asndan nemli Karakteristikler: Proses, rn veya hizmet kalite zelliklerinin toplanmas gereken verileridir. Bu karakteristikler, mteri - tedariki konsenss ile tanmlanr. Tedarikinin zel tasarm kullanlrken, mteri karakteristiklerini ve kalite gereksinimlerini etkileyecek dahili karakteristiklerin belirlenmesinde mteri ve tedariki kalite planlama takmlarnn katlm zorunludur. Btn nemli karakteristikler fizibilite aamasnda tayin edilmelidir (Ylmaz, 1997). Anahtar Karakteristikler: Prosese hzl geri bildirim salayan l
gstergeleridir, kalite sorunlarnn hzl bir ekilde dzeltilmesine kaynanda olanak salarlar. (Ylmaz, 1997).
23
FMEAda tip anahtar karakteristik vardr. Rehber Karakteristik: rn veya servisin mteriye ulamadan nce
deerlendirilip analiz edilebilecek kalite ltdr. Ara Karakteristik: Sevkiyat veya datm sonras fakat rn veya hizmet mterinin eline gemeden nce deerlendirilip analiz edilebilecek kalite ltdr. Sabkal Karakteristik: rn veya hizmet mterinin eline getikten sonra mteri memnuniyetini lmek iin kalite ltnn deerlendirilip analiz edilmesidir. zel Proses Karakteristikleri: malat ve montaj srasnda deikenlii belirli bir hedef deerde tutulmas gereken proses karakteristikleridir. zel rn Karakteristikleri: rn gvenliini etkileyebilecek, yasalara aykr sonulara yol aabilecek veya mteri memnuniyetinde nemli dlere yol aabilecek rn karakteristikleridir. 4.2.2. FMEAnn Amalar FMEA tekniinin amalarn yle sralamak mmkndr (Gl, 2001:17): rn veya proseste oluabilecek hata trlerini, etkilerini ve kritiklerini kararlatrmak rn veya proseste oluabilecek potansiyel hatalar nceden belirleyerek bu hatalarn olumasn engellemek
24
Nihai rnn mteri ihtiya ve beklentilerini karladndan emin olmak iin, planlanan imalat ve montaj prosesleriyle balantl olarak bir rnn tasarm karakteristiklerini analiz etmek
Potansiyel hata trleri belirlendiinde, onlar ortadan kaldrmak iin dzeltici nlemleri almak veya srekli bir ekilde onlarn oluma potansiyellerini azaltmak ve bylece rnn gelitirilmesini salamak
Montaj veya imalat prosesi iin sistemin dayand neden ve ilkeleri de dokmante etmek
Titizlikle uyguland durumlarda,
bir
FMEA proses gelitirilmesinde
mhendislerin dncelerini (deneyim ve gemiteki problemlere dayanarak mantk rgs iinde yanl gidebilecek her birimin analizini ieren) zetlemek. 4.2.3. FMEA Tekniinin Uyguland Durumlar Bir FMEAnn uygulanmasn gerektiren durumlar aada ksaca aklanmtr (Dzgner, 2002:39): Emniyet, gvenlik ile ilgili para ve fonksiyonlar sz konusu olduunda, Ar ve yksek maliyet ile sonulanabilecek hata durumlarnda, Yeni rn veya proses gelitirmelerinde, Yeni teknoloji, malzeme ve proseslerde, nemli tasarm ve proses deiikliklerinde, Mevcut rnlerin yeni uygulama alanlarnda,
25
Kalite asndan yksek risk beklentisi olan problemli para ve proseslerde uygulanmaktadr. 4.2.4. FMEAda Uygulama ncesinde Dikkat Edilecek Hususlar FMEA uygulamalarna katlacak ekip yeleri, oturum ncesinde metoda ait
temel bilgiler ile uygulamann admlar konusunda bilgilenmeleri gerekmektedir. Bu bilgilendirme iin, ilk FMEA oturumu ncesinde yaklak bir-iki saat arasnda bir zamana ihtiya duyulmaktadr. Metot konusunda uzman bir kii, FMEA teknii konusunda genel bir bak as sunar ve uygulamann doru bir ekilde gerekletirilmesini salar (Dzgner, 2002:41). Hatalarn etki ve sebeplerini ortaya koymak iin yaplan analiz srasnda da yine baz tahminler ve kabuller sz konusu olacaktr. al mann ana hedefi problemlerin kullanclara ula madan zmlenmesi oldu undan bu ksmda yaplacak tahmin ve kabuller olayn btnnn verimi asndan son derece nemlidir (Yazga, 1993:4). FMEA teknii dier risk analizi teknikleri gibi, girdi olarak saysal verilere (olaslk, iddet, kefedilebilirlik) ihtiya duyar. Ancak pek ok durumda hazr veri mevcut deildir veya mevcut veriler yeterli ve gvenilir deildir. Bu durumda, ou kez saysal veriler uzman yargsna bavurularak tahmin edilmektedir. Onlu skalada puanlamada katlmclarn konu ile ilgili bilgi seviyesi ve deneyimleri nedeniyle ciddi sapmalar olmakta, uzlam gl yaanabilmektedir (Stamatis, 1995:13). Kiiler deerlerini saysal olarak ifade etmekten ok, niteliksel olarak ifade etme eilimindedir. Yani ou kez, bu yolla elde edilen veriler saysal deildir. Uzman yargsna dayanlarak elde edilen bilgiler, niteliksel olma zelliinden dolay, bir dile ait szckler ve deyimler (az, ok az gibi) ile ifade edilen bulank bilgilerdir. Bu terimler belirsizlikten ok, kt tanmlanm ifadeler olmalar nedeniyle kesin olmama halini
26
arttrmaktadr. Bu tr dilsel ifade bulan faktrlerin, olaslk kullanan yntemler ile dorudan incelenmesi mmkn olmamaktadr. Ayrca olaslk puan 2, iddet puan 8, kefedilebilirlik puan 3 olan bir hata tr, bu deerleri srasyla 4, 4, 3 olan bir hata tryle ayn risk nceliine sahip olabilmektedir (RS=2x8x3=4x4x3). Bu iki eksikliin giderilebilmesi iin, FMEAnn bulank kmeler yaklamyla ele alnmas eitli kaynaklarda nerilmektedir (ndemir, en ve Baral, 2004:2). 4.2.5. FMEA Uygulamalarndaki Glkler FMEA uygulanmalarnda baz glkler ile karlalr. FMEA uygulamalarnda karlalan glklerin balcalar unlardr (Ylmaz, 1997:35): Veri kaynaklarnn olmamas veya eksik olmas, Ortak bir standart olmamasndan dolay kavram kargaas, Ynetim ve organizasyonda yer alan kiilerin yntemin kullanlmasna isteksizlik duymalardr. Bu yntemin uygulanmasnda karlalan en byk glk veri eksikliinden kaynaklanmaktadr. FMEA ile ilgili btn bilgilerin etkin bir ekilde girildii ve idare edildii veri tabanlarnn olmamas uygulamay gletirir, salkl sonular alnmasn nler. Yntemin iki temel olumsuzlu u sz konusudur; birincisi hatalarn nlenmesine ynelik iyile tirmelerin saptanmasnda yaplan de erlendirmenin ksmi subjektifli i iddet, olaslk ve ke fedilebilirlik kriterlerindeki puanlama kurallar uygulama yapan bir kurulu tan bir di erine gre de i ti inden FMEAdaki risk ncelik gstergesi hesaplama ynteminin do al bir subjektiflik ta d konusunda hemfikir olunmu tur (Kara-Zaitri ve Flemming, 1997). Di eri ise saptama ve nleme blmlerinin baz
27
uygulamalarda birbirlerinden kopuk kalmalardr. Uygulamada zmler ncelik belirleme grubundan ba msz ba ka gruplara havale edilmekte bu durum al mann btnl n bozarak etkinli ini azaltmaktadr (Dale ve Shaw 1990). Son zamanlarda yaplan almalarda FMEA tekniine eitli eletiriler getirilmitir. Bu eletirilerden balcas uygulama sonucunda ayn RS deerine sahip hata trleri oluabilmesidir. Byle bir durumda klasik FMEA yaklamnn nerdii sralama ncelii kaynaklarn gereksiz yere sarf edilmesine yol aabilir. Eletirilerden bir dieri, yntemde risk faktrlerinin arlklarnn eit kabul edilmesi ve nemlerinin farkl olabileceinin ihmal edilmesidir. Ayrca verilerin olmad durumlarda teknik, risk faktrlerini saysallatrmada yetersiz kalabilmektedir (Pillay ve Wang, 2003). FMEAnn tekniinden kaynaklanan bu problemleri gidermek iin bulank mantk yaklamndan yararlanlmaya balanlmtr (Price ve Taylor, 2001; Pillay ve Wang, 2003 ).
4.2.6. FMEAnn Yararlar Bir FMEA almasna balamann en nemli nedeni gelime ihtiyacdr. Baarl bir FMEA almas pek ok olumlu deiimi beraberinde getirecektir. Yntemin uygulanmas srasndaki temel hedef, olas hatann sebebinin, dolaysyla hatann etkisinin minimuma indirilmesidir. Bu basit yakla m kalitatif veya kantitatif boyutta olabilir. Hangi boyutta olursa olsun sonu, ki ilerin veya firmalarn almak isteyecekleri veya alabilecekleri risk ile do ru orantldr (Eryrek ve Tanya , 2003).
28
Bolat (2000:74), FMEA tekniinin uygulanmas ile elde edilebilecek faydalar izleyen ekilde sralamaktadr: rnn, tasarm, gvenilirlik, imalat teknolojisi ve emniyet alanlarndaki eksik, zayf ve yetersiz noktalarn belirler. Olas de i iklik maliyetlerini azaltr; ka t zerinde yaplan bir de i iklik retim a amasnda de i iklik yaplmasndan ok daha ucuza mal olmaktadr. rnn pazara sunulma zamann ksaltr; ka t zerinde de i iklik yapmak, retim a amasnda de i iklik yapmaktan ok daha az zaman alr. skartalar azaltr. rn sorumlulu u konusunda riski azaltr. M teri memnuniyetinin artmasn sa lar. letme imajn ve rekabet gcn gelitirir. Kontrol/test srelerinin belirlenmesinde yardmc olur. Dzeltici faaliyetleri tanmlar. Gelecekteki saha hatalarnn, tasarm, sre ve servis deiikliklerinde yardmc olmak zere dokmantasyon ve ariv bilgilerin salar. FMEA hatalar nlemesi nedeniyle, hata maliyetlerini ve rn riskinin azaltlmasn ve rn gvenilirliinin iyiletirilmesini salar. FMEA teknii kararl ve istikrarl bir ekilde uygulandnda aadaki balca faydalar elde edilir (VDA, 1996:9): ncelenen rnlerin kalite, gvenilirlik ve emniyetinin gelitirilmesi rn deiiklikleri iin harcanan zaman ve maliyetlerin azaltlmas Risklerin azaltlmas iin alnan nlemlerin dokmantasyonu ve takibi
29
Gl kontrol planlarnn oluturulmas iin yardmc olmas Mmkn hatalarn tespit edilmesi ve bu hata etkilerine ait iddet derecelerinin deerlendirilmesi
rn ve proseslerdeki zayf noktalarn giderilmesi ve problemlerin nlenmesi ile seri retimin sorunsuz gerekletirilmesi ve mteri temrinlerinin daha iyi salanmas
Kritik ve nemli rn karakteristiklerinin belirlenmesinde yardmc bir ara olmas
retimin daha dk maliyetle gerekletirilmesi Mteri hizmetlerinin daha da iyiletirilmesi Hatalarn rn gelitirme, imalat ve kullanm safhalarnda nemli lde azaltlmas
Hatal rn gelitirmelerinin ve mteri ikayetlerinin nlenmesi Tekrarlanan hatalarn devre d braklmasn veya tekrarlanmasnn nlenmesi rnlerin hatalar nedeni ile sahadan geri arlma tehlikesinin azaltlmas FMEAnn baarl olmasnda en nemli artlardan birisi de zamannda
uygulanmasdr. FMEA rn veya proses gelitirmenin en erken evrelerinde uygulanmaldr (Schiegg, vd, 1999). Hatalar ortaya ktktan sonra FMEAnn uygulanmas fayda salamayacaktr veya ok snrl olacaktr. FMEAnn tasarm veya prosesin ierisine hi fark edilmeden oluabilecek bir hatadan nce, uygulanmas ile en byk fayda elde edilmektedir. Tasarm ve proses deiikliklerinin en kolay ve en az maliyetle gerekletirilebilecek bir evrede, FMEAnn zenli bir ekilde uygulanmas,
30
ileride oluabilecek zoraki tasarm veya proses deiiklikleri de o oranda az olmaktadr. Bylece bir FMEA ileride gerekecek bir deiiklik ihtimalini azaltmakta veya nlemektedir. Her bir deiiklik kendi ierisinde byk riskler tar veya baka problemlerin olumasna neden olabilir. FMEA uygulanmas ile deiiklikler sonucunda oluabilecek hatalar, sorunlar ve ek maliyetler de nlenmektedir. Ayrca FMEA tekniinin iyi eitilmi moderatrler, uygun yazlmlar ve doru ekilde uygulanmas ile iletmeler uzun dnem baarlarn gvence altna alabilirler (Vollrath, 2000:65). FMEA tekniinin en nemli uygulama nedenlerinden birisi de srekli gelime gerekliliidir. FMEA uygulama sonularnn sistematik bir ekilde dokmantasyonu rn gelitirme srecindeki srekli gelimeyi desteklemektedir ve elde edilen bilgi birikiminin korunmasna veya gelecekteki projelerde faydalanlmasna imkan
salamaktadr (Knapp, 1999:148). Ancak FMEAdan en st dzeyde fayda salanabilmesi iin uygulamalarn iletme kltr ile btnlemesi gerekmektedir. Aksi durumda FMEA baars snrl kalacaktr. Hata Tr ve Etkileri Analizi'nin salad avantajlar incelendiinde bu tekniin, firmalarn pazarda yksek gvenilirlie sahip, kaliteli rnleri dk maliyet ile tasarlamasn ve retmesini salad ve ktye giden operasyon maliyetlerini kontrol altna alarak hatalarn mteriye yansmadan en erken biimde nlenmesine yardmc olduu grlmektedir. Bu teknik, gelitirdii belgelendirme yapsyla srekli olarak gncelletirilebildiinden, uygulayan firmalara sonsuz bir kalite geliimi ve mteri memnuniyeti kazandrmaktadr. Unutulmamal ki; baarl bir FMEA program, karlan sonularn iyiletirme programlarna dntrlmesi ile gerekleir. Btn organizasyon tarafndan devaml
31
iyileme konusu benimsenmedii takdirde FMEA statik bir program olarak kalr (Tayrek, 2004:1). 4.2.7. FMEAnn Dier Kalite Teknikleri ile likisi 1980li yllarn bandan beri kalite alannda yaplan almalarn, sistem veya rn/hizmet oluturulmasnn her aamasnda karlalacak sorunlar belirleyip, ortadan kaldracak, bylece hem gvenirlilii artracak, hem de kalitede srekli iyiletirme salayacak teknikler gelitirme zerinde younlat grlmektedir. Srekli iyileme, gemiteki sorunlarn renilerek, gelecekte onlarn yeniden ortaya kmalarnn
nlenmesiyle gerekleecektir. Hata Tr ve Etkileri Analizi (FMEA) de bu amaca hizmet eden bir tekniktir. FMEA, rnn tasarm veya prosesini gelitirme ve yorumlamada yararlanlabilecek niceliksel bir tekniktir. FMEA, bu zelliklerinden dolay Toplam Kalite Ynetiminde nemli bir yere sahiptir. Toplam Kalite Ynetiminde kaliteyi retmek hedeflenir. Burada kontrol nemli olmakla birlikte kontrol yoluyla hatay yakalamak, istenen baarya gtrmemektedir. Bunun yerine hatann oluum nedenlerine inerek ortaya kn nlemek, dolaysyla kusursuzluu hedeflemek gerekmektedir. Bu yzdendir ki, FMEA teknii, Toplam Kalite Ynetiminde nemli bir ileve sahiptir (Kasa ve Boran, 1993). FMEA, kalite ynetim sistemlerinin de nemli bir parasdr. ekil 4.1 tipik bir kalite sisteminde FMEAnn yerini ve grevini gstermektedir. ekilde yer alan tekniklerden bazlar ile FMEA arasndaki ilikiler aada aklanmaktadr: Hata Aac Analizi (Fault Tree Analysis - FTA), grafiksel ve mantksal olarak normal ve hatal olas olaylarn etkilerinin kombinasyonlarn gsterir. FTA ile hata
32
nedenleri ve ortaya kma olasl bulunarak FMEA almasnda yararlanlabilir (Stamatis, 1995:5). Kontrol Plan reticinin belirli bir rn, proses veya hizmet iin kalite planlama faaliyetlerinin yazl zetidir. Mteri iin nemli olan ve zel nlem gerektiren proses parametreleri ve tasarm karakteristikleri bu planda listelenir. FMEA da kritik ve
nemli karakteristikleri belirler ve kontrol plan iin balang noktasn oluturur (Stamatis, 1995:8).
Kalite Amalar
Sre yiletirme QFD
QOS
Problem zme
DOE
Problem nleme
FTA RFTA
8-D Kontrol Plan
APQP
FMEA
PK Aralar
zel Karakteristikler
33
ekil 4.1. Kalite Sistemi inde FMEAnn Yeri (http://www.fmeca.com) Deney Tasarmnda (Design of Experiments - DOE), belirli bamsz deikenler nceden belirlenmi bir plana gre deitirilirler ve baml deikenler zerindeki etkileri belirlenir. FMEA uygulamalarnda DOEnin en uygun kullanl birka bamsz deikenin veya hatalarn/hata nedenlerinin bileik etkisinin belirlenmesinde olur. Kalite Fonksiyon Yaylm (Quality Function Deployment - QFD), mteri girdilerinin tasarm, imalat ve servise kadar iletilmesinin, biimi eve benzeyen bir dizi matris kullanarak fonksiyonlar aras bir takm tarafndan yapld bir rn (hizmet) gelitirme srecidir (Mazur, 1993). QFD ve FMEAnn pek ok ortak taraf vardr. FMEA genellikle, QFD iinde hata nleme arac olarak kullanlmaktadr. statiksel Proses Kontrol (Statistical Process Control - SPC ), FMEAda ortaya kma ve saptama deerlerini belirlemede ve hatalarn saptanmasnda kullanlmaktadr. FMEA, sre iyiletirmede hangi sreten ve/veya hatadan balanacan belirlemek amacyla kullanlabilir. 4.3. FMEANIN YNTEM Genel olarak bakldnda FMEA tekniinde olas hatalar tanmlanr; her bir olas hatann nedenleri belirlenir, mteri zerindeki etkileri deerlendirilir, uygulanan kontroller gzden geirilir, dzenleyici faaliyetler nerilir ve bunlarn uygulanmas izlenir. Hata nceliklerini belirlemede yardmc bileen vardr:
34
Ortaya kma (O) Arlk (A) Saptama (S)
Ortaya kma, hatann skln; Arlk, hatann ciddiyetini (etkisini); Saptama, hatay rn mteriye ulamadan tespit etme yeteneini gsterir. Bu bileenlerin deerlerini belirlemede pek ok yntem vardr. Allm yntem, nmerik skalalarn (risk lt tablosu) kullanmdr (Ylmaz, 1997:45). Bu aamada bir FMEA projesine ne zaman ve hangi artlar altnda balanlmas gerektii sorusu akla gelebilir. Daha nce de belirtildii zere FMEA bilinen veya potansiyel problemlerin ortadan kaldrlmas ile mteri memnuniyetini arttrmay amalayan bir metodolojidir. Bunu gerekletirmek iin FMEA mmkn olduunca erken, hatta btn gerekler ve bilgiler mevcut deilken balatlmaldr. FMEAy uygulayan kiiler btn bilgilerin toplanmasn beklememelidir. nk btn veri ve bilgilere hibir zaman sahip olunamaz (Ylmaz, 1997:45). Bu noktada akla gelen bir baka soruda bir FMEA almasnn ne zaman sona erdirileceidir. Normal olarak FMEA yaplan sistem, tasarm, proses veya hizmet var olduka FMEA devam eder. Sadece sistem, tasarm, rn, proses veya servisin sona erdirilmesi veya srdrlmesi karar verildiinde FMEA son bulur. FMEA uygulamasnn sonlandrlaca baz durumlar aada saylmtr (Stamatis, 1995:16): Sistem FMEA, btn donanmn belirlendii ve tasarmn son eklini ald noktada
35
Tasarm FMEA, retime geiin kesin tarihi saptandnda Proses FMEA, btn proseslerin belirlendii, deerlendirildii ve btn kritik ve anlaml karakteristiklerin kontrol planlarna tand anda
Servis FMEA, sistem tasarm ve bireysel grevlerin tanmland, deerlendirildii ve btn kritik ve anlaml karakteristiklerin kontrol planlarnda adreslendii zaman sona erdirilmesi dnlebilir.
Hata Tr ve Etkileri Analizi uygulamasyla standart bir uygulama sreci henz yoktur. ounlukla her iletme kendi organizasyon yapsna gre ve isteklerine gre bir uygulama sreci oluturmu ve bunu izlemektedir (Stamatis, 1995:17). Uygulama srelerindeki farkllklara ramen genel bir FMEA prosedr u ekilde verilebilir (Pillay ve Wang, 2002): i. Sistemin tam olarak altnda ne yapmas gerektii tam olarak bilinmelidir. ii. Bileenleri daha iyi anlayabilmek iin sistem alt sistemlere veya paralara blnmelidir. iii. emalar, ak diyagramlar ve benzeri tablolar kullanlarak sistemin bileenleri ve bu bileenler arasndaki ilikiler belirlenmelidir. iv. Her sistem paras iin tam bir bileen listesi oluturulmaldr.
36
v.
Sistemi etkileyebilecek operasyonel ve evresel faktrler belirlenmelidir. Bu faktrlerin tek tek bileenlerin performanslarn nasl etkiledii belirlenmelidir.
vi.
Her bileene ait hata tr ve bu hata trlerinin sistem paralarn, alt sistemleri ve tm sistemi nasl etkiledii belirlenmelidir.
vii.
Her hata tr iin tehlike derecesi (arlk) saptanmaldr (Bunun iin pek ok kalitatif sistem gelitirilmitir.)
viii.
Hata trnn ortaya kma ve saptanabilme ihtimali tahmin edilmelidir. Somut istatistiksel verilerin olmad durumlarda bu ihtimal kalitatif yntemlerle saptanabilir.
ix.
Ortaya kma, arlk ve saptanabilme deerleri belirlendiinde her hata tr iin Risk ncelik says (RS) hesaplanabilir.
x.
RS
deerine
baklarak
nlem
alnmas
gereken
hata trleri
kararlatrlmaldr. xi. Sistem performansn arttrmak iin hata tr ile ilgili zm nerileri gelitirilmelidir. Bu neriler iki kategoriye ayrlr. nleyici Faaliyetler: Bir hata durumunun nne gemek amalanr. Dzeltici Faaliyetler: Hata ortaya ktnda kayplar en aza indirmek amalanr. xii. Analiz zetlenir. Bunun iin FMEA formlar kullanlr.
37
38
Para ve proses fonksiyonu bilgisi topla
Potansiyel hata trn belirle
Her hatann etkilerini belirle
Her hatann nedenlerini belirle
Mevcut kontrol srelerini listele
Ortaya kma deerini bul
Saptama deerini bul
Arlk deerini bul
RS hesapla
nlem gerekli mi?
Hayr
Evet nleyici faaliyet ner
FMEA Formu
Deien veriler
yileme
39
ekil 4.2. FMEA Sreci (Pillay ve Wang, 2002) En genel haliyle yntem be ana admda toplanabilir: Balang almalar Olas Hata Tr, Nedenleri, Etkileri ve Hatay Saptamak in Kullanlan Mevcut Kontrollerin Belirlenmesi Ortaya kma, Arlk ve Saptama Deerleri Belirlenerek Risk ncelik Saylarnn Belirlenmesi Risk ncelik Saylarnn Sralanarak nlem Alnacak Hatalarn ve nlemlerin Belirlenmesi Belirlenen nlemlerin Uygulanmas, Yeni RS Deerlerinin Hesaplanmas Bu admlar aada aklanmtr. 4.3.1. Balang almalar Balang almalar FMEA uygulamas ncesinde yaplmas gereken hazrlklardan oluur. Bu aama balkta incelenebilir: FMEA kapsamnn belirlenmesi FMEA takmnn kurulmas ve FMEA yaplacak sistem, tasarm, proses veya servisin incelenmesi
4.3.1.1. FMEA Kapsamnn Belirlenmesi almann banda FMEAnn snrlar ve amac tam olarak belirlenmelidir. Bunun yazl bir dokman hazrlanp buna incelenecek sistem, tasarm, proses veya servis hakknda bilgilerde eklenebilir. Kapsam belirlenirken ayrca FMEA takmnn
40
sorumluluklarn da ortaya konmaldr. FMEA takm oluturulduktan sonra da FMEA kapsam ile ilgili deiikliklere gidilebilir. Daha nce de belirtildii gibi bir FMEA almasna balamak iin sistem, rn veya proses iin aadaki durumlardan birinin gereklemi olmas gerekir (www. altisigma.com/modules.php?name=News&file=print&sid=6 - 24k - Ek Sonu): Halihazr tasarmlar veya prosesler deitirildiinde Halihazr tasarmlar veya prosesler iin yeni uygulamalara balanacanda Halihazr tasarm veya proseslerde nemli hatalar grldnde Yeni prosesler veya rnler tasarlanmas durumunda.
alma snrlar iki ekilde belirlenir. lk yntemde tasarm veya retim srecinin btn admlar ierilir, almalar ilerlemeye bal olarak zaman iinde gerekletirilir. kinci olarak, tasarm veya retim srecinin kritik olarak kabul edilen baz admlar ele alnr. Tasarmda kritik olarak kabul edilen birim, bir para veya bir alt montaj olabilir. retim sreci iin ise kritik alan fonksiyonlardan oluacaktr. FMEA almalarnda dikkat edilmesi gereken nemli bir husus uygulama alann ok byk tutmak yerine kk birka paraya blmektir. Bylece daha iyi sonular elde edilebilir. Dikkat edilmesi gereken dier bir husus mevcut durumun ve ulalmak istenen hedef deerin saysal olarak tanmlanmasdr. Bu ekilde deerlendirme aamasnda nemli kolaylklar salanabilir.
41
4.3.1.2. FMEA Takmnn Kurulmas FMEA bir takm almasdr ve tek bana gerekletirilemez. Yntemin grup yerine tek bir kii tarafndan uygulanmas durumunda, analizin tamamlanarak bilgilerin FMEA tablolarnda yer almas salanabilmesine ramen deerlendirmelerde yanllk ortaya kabileceinden istenmez. Her FMEA almas iin takmlar zel olarak belirlenir. Takmlar apraz fonksiyonlu ve ok disiplinli olmaldr. FMEA takm oluturulurken ok eitli bak alar ve tecrbelerin bir araya getirilmesi amalanr. FMEA almasnda (Ylmaz, 1997:50); FMEA konusunda uzman, takm koordine etmekten sorumlu bir takm lideri olmaldr. Takm elemanlar incelenen sreci en iyi bilenlerden seilmelidir. Takm elemanlarna tam zamannda eitim verilmelidir. Grubu oluturan ye says yeteri kadar fikir retebilecek ve konunun dalmasna frsat vermeyecek byklkte, rnein 5 ila 8 kii arasnda olmaldr. Olumlu sonularn alnabilmesi iin st ynetimden kiilerin de grupta yer almas salanmaldr. FMEA ekibinin amac aada ksaca aklanmtr (Dzgner, 2002:42): Mmkn olan en erken zamanda tm ilgili blmlerin birlikte ve ezamanl almas Daha geni bir bilgi ve tecrbe birikiminin kullanlmas
42
Yeni fikirlerin arttrlmas Erteleme yerine, yerinde ve zamannda hzl bir ekilde kararlarn alnmas Alnan kararlarn daha geni katlml ortamda mutabakat salanmas Blmler aras ibirliinin gelitirilmesi ve tevik edilmesi FMEA kapsamnda analiz edilecek her bir eleman iin en az bir ekip yesi
mevcuttur. Bu yeler (Ford Motor Company, 1998:4): Olayn gemii hakknda rapor verebilen Elemann teknik detaylarn bilen Mmkn hatalar istenen fonksiyona bal olarak tanyan veya tahmin edebilen kimselerden oluur. Genel kural olarak ekipte yer almas gereken birimler: rn gelitirme malat Montaj Sat rn(kalite) gvenilirlii ve emniyeti 4.3.1.3. FMEA Yaplacak Sistem, Tasarm, Proses veya Servisin ncelenmesi FMEA projelerinin baarya ulaabilmesi iin incelenen rn veya sistem hakknda ayrntl bilgiye ulalmaldr. Bu amala FMEA yaplacak konu ayrntl olarak incelenir.
43
lk olarak rn veya sistemin fonksiyonlar, alma ve retim ekli belirlenir. Tm nemli fonksiyon ve iletim artlar, mteri teknik artnameleri ve tasarm unsurlar dikkate alnarak tanmlanr. rn mr ve rnn yeniden deerlendirilmesine kadar ki tm safhalar gz nnde bulundurulur (Dzgner, 2002:45). rnn fonksiyonunu ve zellikleri ne kadar iyi tanmlanrsa, mmkn hata trleri de o kadar iyi belirlenebilir veya tanmlanabilir. Bu nedenle, sistem ve evre artlar konusunda (s, toz, titreim vs.) ayrntl bilgiler gerekmektedir (VDA,1996:3). 4.3.2. FMEA Yaplan Sistem, Tasarm, Proses veya Serviste Yer Alan Hatalara Ynelik almalar Balang almalar bittiinde FMEAnn kapsam, FMEAy yapacak kiiler ve FMEA yaplacak konu hakknda ayrntl bilgi elde edilmi olur. Bu aamadan sonra sra FMEA yaplacak konuda yer alan hatalarla ilgili ksmlara gelmitir. Bu ksm aslnda ou zaman inceleme ksm ile i ie girmi durumdadr. Daha sonraki aamalara nemli lde etki edeceinden bu aama titizlikle ele alnmaldr. Bu alt balk altnda, Olas hata trlerinin belirlenmesi Olas hata etkilerinin belirlenmesi Olas hata nedenlerinin belirlenmesi Olas hatalar saptamak iin yaplan kontrollerin belirlenmesi konular incelenecektir.
44
4.3.2.1. Olas Hata Trlerinin Belirlenmesi Bu aamada, paradan talep edilen fonksiyon veya karakteristiklerin karlanmamas durumlarna neden olabilecek, fonksiyonlarn yerine getirilememe ekli ve eitleri tanmlanr. Hata trnn ihtimal olarak ortaya kaca, ancak ortaya kmasnn mecbur olmad varsaylr (Dzgner, 2002:50). Olas hata trleri saptanrken cevap aranan sorulardan bazlar yle sralanabilir (Ylmaz, 1997:52): Sistem, tasarm proses veya servis ile ilgili olas sorunlar nelerdir? Parann belirlenen artlar karlayamad durumlar nelerdir? ngrlen mhendislik zelliklerini hi gz nne almadan, mterinin itiraz edebilecei dnlen herhangi bir unsur var mdr? Bir sonraki veya daha sonraki operatr neyi kt olarak deerlendirecektir? Son kullanc (mteri) neyi kabul edilmez olarak tanmlayacaktr? FMEA takmnn olas hata trlerini belirlemek iin kullanabilecekleri dier bir yaklam, rn veya sistemin performans, btnlk, istenildii zaman kullanma hazr olma, gvenilirlik, dayankllk, faydal mr, estetik gibi zelliklerin birkana veya hepsine sahip olma durumu nceden belirlendiinde bunun gerekleip
gereklemediini belirlemek olabilir. Olmas istenen ancak gereklemeyen zellik hatay gsterecektir. Balang olarak da benzer paralar iin gemite yaplan FMEA almalarnn, kalite raporlarnn dayankllk ve gvenilirlik sorunlarnn, mr testlerinin ve ekip beyin frtnasnn incelenmesi ve yaplmas uygundur (Gl, 2001:39).
45
Hata trlerini belirlemek iin (Ylmaz, 1997:53); Mteri ikayet raporlar, Test raporlar, Garanti verileri, Gvenilirlik analizi sonular, Benzer rn ve sistem bilgileri, Benzer rnler iin daha nceden yaplm FMEA almalar sonular, Simlasyon almalar sonular gibi kaynaklardan salanan bilgilerden yararlanlr. Genel olarak drt hata tr arasnda ayrm yaplabilmektedir. Birinci ve ikinci tip hatalar ile daha ok karlalmaktadr. nc ve drdnc tipler bir ok FMEAlarda atlanlmaktadr (Ford Motor Company, 1998:8 ): 1.Tip Hata-Fonksiyon Yok: Sistem veya tasarm hi almyor, devre d veya hi beklenmedik bir olay meydana geliyor 2.Tip Hata- Dzensiz Fonksiyon: Tatmin etmeyen fonksiyon performans sz konusudur.Spesifikasyonlarn bazlar veya belirli bir adedini karlyor, ancak tm talep edilen zellikler veya sfatlar karlamyor. Bu kategoriye dzensiz (ok kuvvetli) fonksiyonlar ile zaman ierisinde den fonksiyon performans da dahildir. 3. Tip Hata Belirli Bir Sre Devre D Kalan Fonksiyon: Talepleri karlyor ancak evresel (scaklk, nem v.s) faktrler nedeni ile zamanla fonksiyonlarn belirli bir ksmnn veya tmden kaybedilmesi sz konusudur. Mmkn olan bu tr hatalarda
46
fonksiyonun tekrar tekrar devre d kalmas sz konusudur. Sistem veya tasarm belirli bir sre eksiksiz alyor, sonra almyor daha sonra tekrar alyor. 4. Tip Hata- stenilmeyen/n Grlmeyen Fonksiyon: Bir ok elemanlar arasnda etkileim sz konusudur. Elemanlar ayr ayr incelendiinde doru ve tam olarak almakta, ancak rnn veya prosesin toplam performansna, istenmeyen etkilere neden olmaktadr. Her bir elemana ait performanslarn kombinasyonu toplam performansn tatmin olmamasna ve dolaysyla istenilmeyen bir fonksiyona neden olur. Olas hata trlerine rnek olarak Krlma Deforme olma Korozyona urama Almama Kapanmama Anma Delinme Skma Hzn ayarlanamamas Ak devre (elektrik) Ksa devre (elektrik) Yeterli g salanamamas Grlt Renk uyumsuzluu lememe Titreme Kesintili ileme, Dk dzeyde ileme
verilebilir (Dzgner, 2002:53).
47
4.3.2.2. Olas Hata Etkilerinin Belirlenmesi Daha nce de belirtildii zere olas hata etkisi, mterinin yaayabilecei honutsuzluk ve tehlike oluturabilecek durumlardr. Mteri; bir sonraki ilem, izleyen ilemler veya son kullancdr FMEA uygulamalarnda mteri genellikle son kullanc olarak dnlmektedir. Olas hata etkisi, hatann ortaya kmas durumunda, mterinin neyin farknda olacan gsterir. Ksaca, hata ile karlaan mterinin tepkisini, yani olas hatayla karlatnda oluan sonular tanmlar. Bu aamada hata tr hangi mmkn etki veya sonular dourur? sorusu sorulur. Etkiler bir hatadan dolay ortaya kan olaylar zincirleridir. Aada hata etkilerinden kimin veya nelerin etkilenebilecekleri ksaca sralanmtr (Ford Motor Company, 1998:5): Konsept ve tasarm Sistem veya para Bir st sistem veya para Nihai rn (rn:otomobil) Mteri Yasal talimatlar ve gvenlik
Hata etkileri tanmlanrken aadaki hususlara dikkat edilmelidir (Dzgner, 2002:54): Btn hata etkilerinin mmkn olduunca tam ve doru bir ekilde belirlenmesi Fonksiyonun en st seviyeye (sistem, ara,evre) olan etkilerinin tanmlanmas
48
Hata etkilerinin mterinin fark edebilecei (tatmin olmama/rahatsz olma) ekilde tanmlanmas
Etkiler zincirinin (rn: para-grup-sistem) sonradan anlalabilecek ekilde tanmlanmas Mmkn etkiler izleyen sorular yardmyla tespit edilebilir (Dzgner, 2002:55):
Bu hatalar izleyen hususlara ne tr etkilere neden olabilir? Alt komponentlerin almasna, fonksiyonuna ve durumuna ne tr etkileri olabilir?
st yap grubunun almasna, fonksiyonuna ve durumuna ne tr etkileri olabilir?
Sistemin almasna, fonksiyonuna ve durumuna ne tr etkileri olabilir? rnn performansna ve gvenliine ne tr etkileri olabilir? rnn performansna ve gvenliine ne tr etkileri olabilir? Mteriler neler grr, hisseder veya fark ederlerdi ne tr etkileri olabilir? Yasal kanunlarn tutulmasna ne tr etkileri olabilir? Para, alt sistem ve sistem aralarnda hiyerarik bir yap olduuna dikkat
edilmelidir. rnein, bir para krlabilir, bu ise montaj paralarnda vibrasyona neden olabilir ve sonu olarak da sistem fonksiyonlarnn belirli bir sre devre d kalmasna neden olabilir. Belirli bir sre devre d kalan fonksiyon ise aracn performansnn dmesine sonu olarak da mteri tatminsizliine neden olur. Ama, ekibin bilgi ve tecrbe birikimine uygun olarak hatalara ait etkilerin nceden grebilmesidir (Dzgner, 2002:55).
49
Olas hata etkisi, Bu hata tr ortaya karsa ne tr sonulara yol aar? sorusuna cevap aranarak saptanr. Olas hata etkilerini saptamada kullanlan kaynaklardan bazlar yle sralanabilir (Stamatis, 1995:20): Mteri ikayetleri Garanti verileri Benzer rn iin yaplmakta olan veya yaplm FMEA sonular Gvenilirlik verileri lgili deney almalarnn sonularndan elde edilen veriler
Olas hata etkilerine rnekler aadaki gibidir (http://www. altisigma. Com /modules. php? name= News&file=article&sid=29): Grlt Arzalanmaya yatknlk Tekrar kullanlamama Kazaya yatknlk Mteri memnuniyetsizlii Kt grn Uyumsuzluk Yasalara aykr durum Ar aba isteme maj kayb Yaralanma veya lm Yanl ilem Kesintili ilem Tamir edilemeyen ilem Dk performans Fonksiyonun yerine getirilememesi
50
4.3.2.3. Olas Hata Nedenlerinin Belirlenmesi Hatann nedeni, sonuta bir hata trne neden olacak, tasarm zayflnn bir gstergesi eklinde tanmlanr (Gl, 2001:40). ok ynl ekibin FMEA uygulamas ierisinde en nemli grevi hata sebeplerinin analizidir. Tecrbeye dayal ve zellikle de yeni hata sebeplerinin eksiksiz bir ekilde belirlenmesi ve listelenmesi FMEA tekniinin nleyici olmas ynnden nemlidir (Dzgner, 2002:57). Olas hata nedenlerini belirlemek iin Olas hata trne yol aabilecek nedenler nelerdir? sorusuna yant aranr. Olas hata nedenleri belirlenirken u hususlar dikkate alnmaldr (Stamatis, 1995:20): Bir hata nedeni bir veya birden fazla hata trne yol aabilir. Birden fazla hata nedeni tek bir hata trne yol aabilir. Bir hata nedeni bir veya birden ok faktrn bir araya gelmesi sonucu ortaya kabilir. Hata nedenlerinin belirlenmesinde, Balk kl diyagram 3M + 1 (Makine, malzeme, metot ve insan)
yntemleri yaygn olarak kullanlmaktadr. Bu yntemlerin dnda, gemi dnem kaytlarnn yer ald veri bankalar, hata aac analiz teknii, global 8D raporlar, blok diyagramlar, yaratclk yntemleri de hata nedenlerinin belirlenmesinde kullanlmaktadr (Dzgner, 2002:59).
51
Mmkn hatalarn her birisine ait sebepler beyin frtnas yardm ile belirlenebilir. zleyen sorular sebeplerin belirlenmesinde yardmc olabilir: (Ford Motor Company, 1998:3) Hatann olumasna neler etki eder? Fonksiyonlarn yerine getirilememesi durumu ile hangi artlarda karlalr? Teknik spesifikasyonlarn karlanmamas durumu nasl ortaya kar? stenilen fonksiyonun yerine getirilememesine neler neden olabilir? Karlkl olarak birbirine etki eden elemanlarn uyumsuz veya yanl kombine edilme ihtimali nedir? Elemanlarn tam olarak birlikte almas iin hangi spesifikasyonlar etkilidir?
Hata nedenlerine rnekler aadaki gibidir (http://www. altisigma.com /modules.php? name=News&file=article&sid=29):
Ar yklenme Ar zorlanma Dengesizlik Uygun olmayan bakm talimatlar
Kt evre koullar Yanl malzeme seimi Uygun olmayan tasarm mr kabul gcnn eitim yetersizlii Makine ayarszlklar Operatr hatas
Yanl tanmlanm malzeme kalnlklar
52
4.3.2.4. Mevcut Kontrollerin Belirlenmesi Mevcut kontroller FMEA almas yapld srada sz konusu hata trnn ortaya kmasn veya mteriye ulamasn nlemek iin kullanlmakta olan mekanizmalardr. FMEA almasnda dnlmesi gereken kontroller sadece olas hata trnn saptanabilme derecesini bulmada katkda bulunacak kontrollerdir. Bir hatann ortaya kmasn nlemek veya azaltmak iin yaplan kontroller ortaya kma derecesini bulmada katk salarlar (Stamatis, 1995:21). Bu kontroller genellikle istatistiksel proses kontrol (PK) proses sonras muayene ve testler ve mastar kontrol eklinde yaplabilir. Proses kontrol ncelikle hatann olumasn nlemeyi, hata sebebini bularak dzeltici faaliyeti balatmay ve hata trn ortaya koymay planlamaktadr (http://www. altisigma.com /modules.php? name=News&file=article&sid=29). Mevcut kontroller bulunurken Bu hata tr nasl saptanmaktadr? ve Bu hata tr nasl fark edilmektedir? sorularna cevap aranmaktadr (Dzgner, 2002:66). letmelerde yaplan arlk, boyut kontrolleri, alrlk testleri, kaak kontrolleri, gzle muayeneler vb. nlemler mevcut kontrollere rnek gsterilebilir. 4.3.3. Hata Trlerinin Deerlendirilmesi Olas hata trleri, etkileri, nedenleri ve mevcut kontroller belirlendikten sonra sradaki sre hata trlerinin kritikliklerine gre deerlendirilmesidir. Bilindii zere FMEA eldeki kaynaklar en etkili biimde kullanmay amalar. Bu amacna da btn hatalarla bir anda mcadele etmek yerine hatalar iletme iin bir ncelik srasna koyarak ular. FMEA uygulamas devam ettike ve hatalarn zaman iinde ncelikleri deitike nihai ama olan kusursuzlua yaklalr.
53
Deerlendirme iin her bir olas hatann risk esasna gre kritiklikleri belirlenir. MIL STD 1629Ada kritiklik Hata trnn ortaya kma sklnn sonularnn greli lsdr eklinde tanmlanmaktadr. Kritiklik Says, risk faktrlerinin olaslk deerleri kullanlarak hesaplanr. Ancak uygulamada ilem kolayl salamak amacyla kritiklik, olaslksal bir deer yerine saysal byklk olarak ifade edilir. Risk ncelik Says ad verilen bu say, hata ortaya kma ve bulunabilirlik risk faktrlerinin olaslk ile ve arlk risk faktrnn szel olarak tanmlanan deerlerine belirli aralkta yer alan saylar atanp matematiksel ilem uygulanmas sonucu bulunur. Risk ncelik Saysnn bir deeri veya anlam yoktur sadece hatalarn kritiklik ynnden greceli olarak karlatrlmasn ve sralanmasn salar (Ylmaz, 1997:61). lerleyen blmlerde hata trlerinin deerlendirilmesinin alt balklar olarak, Ortaya kma Arlk Saptama Risk ncelik Says
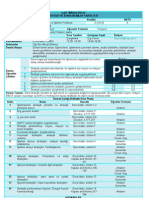
konular ele alnmaktadr. Ortaya kma, arlk ve saptama deerleri belirlenirken kullanlacak yntem FMEA yaplacak sistem, tasarm, proses veya servisin durumuna gre seilir. Tasarm ve proses FMEA yaplrken deerlendirmede kullanlacak yntemlerin seiminde yararlanlabilecek faktrler ve seim kriterleri Tablo 4.1de verilmitir.
54
Tablo 4.1. Tasarm ve Proses FMEAda Deerlendirme iin Kullanlacak Yntemlerin Seim Kriterleri
Eer
Tasarm dier tasarmlara benzer ise veya elimizde gemie ait veriler varsa
Kullanlan
Benzer tasarmlardan elde edilen veriler veya gemie ait veriler; gvenilirlik verileri, mevcut dalmlar, matematiksel modeller, simlasyon
Seim
Mevcut veriler ve/veya proses yetenek oran (Cpk)
Tasarmn veya benzerlerinin hata kaytlar mevcutsa
Gvenilirlik, tasarm ve gerek dalmlara dayanan gemi veriler, matematiksel modeller, simlasyon, kmlatif veriler ve/veya hata oranlar
Mevcut veriler ve/veya kmlatif hata saylar
Tasarm yeni ise ve/veya saysal veriler mevcut deilse
Takm yargs
Sbjektif kriterler, takmda uzlama salama
Eer
Proseste istatistiksel proses kontrol uygulanyorsa
Kullanlan
statistiksel veriler, gvenilirlik verileri, proses yetenei, mevcut dalmlar, matematiksel modeller, simlasyon
Seim
Mevcut veriler ve/veya proses yetenek oran (Cpk)
Proses dier proseslere benzer veya gemie ait veriler mevcutsa
Gemie ait veriler ve benzer sistemlerin verileri, gvenilirlik verileri, proses yetenei, mevcut dalmlar, matematiksel modeller, simlasyon
Mevcut veriler ve/veya proses yetenek oran (Cpk)
Hatalarla ilgili gemi veriler varsa
Gvenilirlik, tasarm ve gerek dalmlara dayanan gemi veriler, matematiksel modeller, simlasyon, kmlatif veriler ve/veya hata oranlar
Mevcut veriler ve/veya kmlatif hata saylar
Proses yeniyse ve/veya mevcut saysal hibir veri yoksa
Takm yargs
Sbjektif kriterler, takmda uzlama salama
Kaynak: Stamatis, D. H. (1995), Failure Mode And Effects Analysis FMEA from Theory To Execution, ASQC Quality Pres, Wisconsin.
55
4.3.3.1. Ortaya kma Deerlerinin Belirlenmesi Hatann ortaya kma ihtimali, dikkate alnan sebeplerin bir sonucu olarak, hata nceden kefedilmeden mteri veya kullancda hangi ihtimalle ortaya kacan gsterir (Dzgner, 2002:69). Ortaya kma deerini belirlemek iin iki farkl yaklam vardr (Stamatis, 1995:22). Birinci yaklamda, bir hata tr (veya hata nedeni) iin ortaya kma deerini belirlemektir. kincisinde ise ortaya kma deeri hata nedeni ile onun sonucunda ortaya kan hata trnn ilikilendirilmesi ile bulunur. Neden oluursa, hata trnn de oluaca esas alnr. Bu deer sz edilen iki olaslk deerinin arpmndan bulunur. Daha nce de belirtildii gibi FMEA uygulamalarnda ortaya kma deeri olaslk olarak belirlenmez. Bunun yerine kullanlan sistem ortaya kma ihtimali iin eitli olaslk aralklar oluturmak ve ortaya kma deerini bu tabloda yer alan derecelere gre belirlemektir (Pillay ve Wang, 2002). Hata trnn ne sklkta oluabilecei hesaplanarak olaslk bir ila on arasnda derecelendirilir. Grup yelerinin bilgi birikimi ve tecrbelerine gre derecelendirme yaplr. Hata trnn oluma skl dikkate alnr ve olaslk derecelendirme tablosu kullanlr. Benzer bir proses varsa, buradaki istatistik bilgilerden yararlanlr (http: // www.altisigma.com/modules.php?name=News&file=article&sid=29). Bu amala oluturulmu bir tablo aada verilmitir:
56
Tablo 4.2. Ortaya kma Derecelendirme Tablosu Ortaya kma htimali Neredeyse hi Dk Derece 1 2 3 Orta 4 5 6 Yksek 7 8 ok yksek 9 10 Hata htimali (gn olarak) < 1:1500000 1:150000 1:15000 1:2000 1:1.000 1:200 1:100 1:50 1:20 1:10
Kaynak: Dzgner, E. (2002), rn Gelitirme Srecinde nleyici Kalite Gvence: FMEA Metodu Ve Bu Metodun Bir Sanayi letmesindeki Uygulamas, yaynlanmam yksek lisans tezi, Erciyes niversitesi Sosyal Bilimler Enstits, Kayseri.
Yukarda bir rnei verilen tablo sektrel olarak deiiklik gsterebilmektedir. Bazen derecelendirmede 1 -10 skalas yerine 1 5 skalas veya baka skalalar da kullanlmaktadr. Hata nedeninin ortaya kma deerleri istatiksel yntemlerden ve benzer rnlerden yararlanarak belirlenir. Her bir hata nedeninin, hata trnn olumasndaki katks ise varyans analizi, Taguchi teknikleri, Bayes analizi gibi istatiksel yntemlerle veya benzer rnlerin verilerden yararlanlarak belirlenebilmektedir. Somut verilerin
57
olmamas durumunda grup yelerinin deneyimlerinden faydalanlr ve ortaya kma deerlerini kestirmeleri istenir (Stamatis, 1995:23). Sonu olarak bu aamann sonunda her bir hata iin kullanlan skalaya gre bir ortaya kma deeri saptanm olur. Ortaya kma ihtimali deerlendirilmesinde, ekipte birliin salanmas iin, hep ayn deerlendirme kriterleri kullanlmaldr. rn mr boyunca mmkn hata oran ngrlen parann, alt sistemin veya sistemin rn mr boyunca beklenen hata says esas alnr. Belirlenen ortaya kma ihtimali deeri sadece deerlendirme lei ile birlikte deerlendirilebilir ve bu deer ortaya kma ihtimali hakknda direkt olarak nmerik bir aklama vermez (Dzgner, 2002:71). 4.3.3.2. Arlk Deerlerinin Belirlenmesi Arlk, olas hata etkisinin mteriye yansyan sonularnn deerlendirilmesidir Hata arl etkiye karlk gelir ve aralarnda dorusal bir iliki vardr. Hatann etki dzeyi arttka arlk da artar. Arlk derecesini belirlemek iin kullanlan veri kaynaklar hata etkisini belirlemede kullanlanlarla ayndr (Ylmaz, 1997:63). Yaplan almann amac hata trlerinin dourabilecei sonular, niteliksel bir l ile deerlendirebilmektir. Sonu olarak her bir hata tr dourabilecei kayplara gre snflandrlm olur. Kayplar sistemin hasar grmesi, fonksiyonunu yitirmesi, can kayb, yaralanma eklinde ortaya kar. Kayp miktar ve eitleri, hata etkisinin derecesini belirler. Etki derecelerini belirlemek iin ayn zamanda sistemin girdi ve ktlarndaki kayplar esas alan tanmlar da kullanlabilir (Stamatis, 1995:24). Mteriye olan etkisi asndan hatann etkisi bir ile on arasnda derecelendirilir. Bu dereceler hata trlerinin etkisiyle balantldr. rn tasarm zerinde yaplacak
58
deiikliklerle mteri ynnden iddet derecelendirilmesi yaplabilir (http:// www. altisigma.com/modules.php?name=News&file=article&sid=29). Bu amala oluturulmu bir tablo aada verilmitir: Tablo 4.3. Arlk Derecelendirme Tablosu Arlk (Mteriye Etki) Neredeyse hi ok nemsiz nemsiz Orta Derece 1 2 3 4 5 6 Yksek 7 8 ok yksek 9 10
Kaynak: Dzgner, E. (2002), rn Gelitirme Srecinde nleyici Kalite Gvence: FMEA Metodu Ve Bu Metodun Bir Sanayi letmesindeki Uygulamas, yaynlanmam yksek lisans tezi, Erciyes niversitesi Sosyal Bilimler Enstits, Kayseri.
Yukarda bir rnei verilen tablo sektrel olarak deiiklik gsterebilmektedir. Bazen derecelendirmede 1 -10 skalas yerine 1 5 skalas veya baka skalalar da kullanlmaktadr.
59
Bu aamann sonunda her bir hata tr etkisine gre bir arlk derecesi ile eletirilmi olur. 4.3.3.3. Saptama Deerinin Belirlenmesi Saptama, mevcut kontrollerin hatann bulunarak mteriye ulamasn engelleme derecesidir. Olas hata trnn, bir sonraki aamada veya son mterinin kullanm esnasnda ortaya kaca varsayldndan, ngrlen saptama nlemlerinden gemi olmas gerekir. Bu nedenle, saptama ile ilgili olaslk deeri, ortaya kt varsaylan hata nedeninin ya da eklinin mteriye ulaabilme olasl olarak tanmlanr (Ylmaz, 1997:64). Hatalarn saptanmasnda, hata trlerinin veya sebeplerinin ortaya kaca ve hatal para veya rnlerin bir sonraki birime iletilmesi veya sevk edilmesinin ancak hata kefedici nlemlerle azaltlabilecei varsaylr (Dzgner, 2002:74). Saptama deeri, Analiz edilen birimlerin benzerlerinden, Gemi dnem verilerinden, rn i denetlemelerinden,
Somut veri olmayan durumlarda grup yelerinin deneyimlerinden yararlanlarak bulunur. Burada hata, sanki olumu gibi varsaylmakta ve mevcut kontrol olanaklaryla hata trne sahip olan parann sevkini nleme olana derecelendirilmektedir. Burada da yine bir ile on arasnda derecelendirme uygulanr (http://www.altisigma.com /modules. php?name=News&file=article&sid=29).
60
Bu amala oluturulmu bir tablo aada verilmitir: Tablo 4.4. Saptama Derecelendirme Tablosu Saptanabilirlik ok Yksek Yksek Derece 1 2 3 Orta 4 5 Az 6 7 ok az 8 9 Neredeyse mkansz 10
Kaynak: Dzgner, E. (2002), rn Gelitirme Srecinde nleyici Kalite Gvence: FMEA Metodu Ve Bu Metodun Bir Sanayi letmesindeki Uygulamas, yaynlanmam yksek lisans tezi, Erciyes niversitesi Sosyal Bilimler Enstits, Kayseri.
Yukarda bir rnei verilen tablo sektrel olarak deiiklik gsterebilmektedir. Bazen derecelendirmede 1 -10 skalas yerine 1 5 skalas veya baka skalalar da kullanlmaktadr. Bu aama sonunda her bir hata trnn saptanabilirlik derecesi belirlenmi olur.
61
4.3.3.4. Risk ncelik Saysnn Hesaplanmas Risk ncelik Says (RS), belirlenen ortaya kma (O), arlk (A) ve saptama (S) deerlerinin arplmas sonucu elde edilen bir deerdir (Ford Motor Company, 1998:9). RS deerinin hesaplanmasnda, szel veya olaslksal olarak tanmlanan risk faktrlerinin belirli bir say aralnda atanan deerleri alnr. RS ile her bir hata tr (nedeni) iin riskler tanmlandndan en byk RSye sahip olandan balayarak uzun dnemde ortadan kaldrlmas ksa dnemde en aza indirilmesi iin alnacak dzeltici nlemler belirlenir (Aydn, 2006:1). Deiik uygulamalarda RS deerini hesaplamak iin farkl risk faktrlerinin de kullanld grlmtr. Ancak RS deeri hesaplanrken vazgeilemeyecek iki risk faktr ortaya kma ve arlktr. Bir FMEA almasnda, grup yeleri nceliklerin oluturulmasnda bu iki faktr dnda baka faktrleri de gz nnde bulundurmak isteyebilir. Bu faktrler unlar olabilir (Stamatis, 1995:25): Hatann mteri beklentilerindeki etkisi, Hatann i maliyetlerdeki etkisi, alanlarn tecrbesiz olma olasl, Hatann iletmenin dier proseslerindeki etkisi.
Faktrler saptandktan sonra RS deerinin hesabnda kullanlacak yntem yine grup tarafndan belirlenebilmektedir.
62
4.3.3.5. FMEA Formu FMEA almasnda elde edilen bilgileri dzenli olarak tutabilmek ve FMEA srecini kolaylatrmak iin FMEA formlarndan yararlanlr. FMEA formlarnda, FMEA tr FMEA nosu FMEA sorumlusu rn/Sistem/Servis ad FMEA tarihi Revizyon no Hazrlayann ad Proses Fonksiyonu Olas hata tr Olas hata etkileri Olas hata nedenleri Mevcut kontroller Arlk Ortaya kma Saptama RS nerilen faaliyetler nlemlerin sonular
gibi balklar bulunur. rnek bir FMEA formu aada verilmitir (http:// www. altisigma. com/modules.php?name=News&file=article&sid=28).
ekil 4.3. FMEA Formu rnei (Scipioni ve dierleri, 2002)
63
4.3.4. Risk ncelik Saysnn Deerlendirilmesi Risk ncelik saylar bulunduktan sonra hatalar bu deere gre sralanr. Sonu olarak hatalar kritikliklerine gre sralanmtr. Bu aamadan sonra, RS deerleri deerlendirilerek nlem alnacak hata trleri ve Alnacak nlemler belirlenir. 4.3.4.1. nlem Alnacak Hata Trlerinin Belirlenmesi RS deerleri belirlenip hata trleri buna gre sralandktan sonra cevap verilmesi gereken soru ncelikleri belirlenmi bu hatalardan hangileri iin nlem alnmaldr? sorusudur. Bu amala uygulanan bir yntemlerden bir tanesi RS deerleri iin snf aralklar oluturarak bu snflar iin bir histogram izmektir. Bylelikle RS deerlerinin hangi aralklarda younlat ve RS deerlerinin bariz olarak ayrld noktalar belirlenebilir. Daha sonra bu ayrmlara gre ncelikli olarak nlem alnmas gereken hata trleri saptanr. Ford Motor irketi (1998:15), FMEA uygulamalarnda RS deerlerine gre dzeltici nlem alma kararlar u ltlere gre yaplmaktadr; RS < 40 ise nlem almaya gerek yoktur. 40 RS 100 nlem alnmasnda fayda vardr. RS > 100 ise mutlaka nlem alnmas gerekir. Renaultda yaplan uygulamalarda ise RS > 100 olan hatalar dzeltici nlem alnmas gereken risk tayan hatalardr. 100n zerindeki en byk deer en fazla risk tayacandan ncelikle ele alnacak hatay verir.
64
Uygulamalarda RS ile ilgili rastlanan durumlardan biri de farkl hatalarn ayn RS deerine sahip olmasdr. Ayn RS deerine sahip iki veya daha fazla hata varsa, ncelikle arl ve sonra da saptama deeri yksek olan ele alnmaldr. Arl yksek olan hata nceliklidir, nk bu deer hatann etkisini gstermektedir. Saptama, ortaya kma deerinden daha nemlidir nk burada sz konusu olan hatann mteriye ulamasdr. Mteriye ulaan hatalara, sk ulaan hatalardan daha ncelikli olarak yaklalmaldr (Stamatis, 1995:26). 4.3.5. nlemlerin Uygulanmas nlemlerin uygulamaya konmas, FMEAnn dinamik aamasn oluturur. Hata Tr ve Etki Analizi nleyici faaliyetleri dikkate almaktadr; hatalar gerekletikten sonra mteri tatminini salamaya ya da kalite belgesi almaya ynelik faaliyetleri iermemektedir (Ylmaz, 2000:6). ncelikle nlemleri uygulayacak kiiler ve bunlar ne kadar srede uygulamaya koyacaklar belirlenir. Daha sonra ngrlen nlemlerin yeterli etkinlikte uygulamaya alnp alnmadklar belirlenir. nlemlerin devreye alnmas ok nemlidir. Bu aamada kritik RS deerleri ortadan kaldrlncaya kadar zmler incelenir ve deerlendirilir. RS deerinin istenilen dzeylere drlmesi hedefine ulaldnda yeni RS deerlerini bulmak, baz durumlarda da ortaya kabilecek yeni hata trlerini saptamak iin yeni bir FMEA uygulamasna balanabilir. Dzeltici nlemler, olas hata trlerini veya nedenlerini ortadan kaldrmak ya da olumsuz etkilerini minimize etmek iin tasarm, retim sreci, malzeme, retim yntemi gibi eitli unsurlarda yaplacak iyiletirme faaliyetleridir (Usu, 2002:61). Dzeltme nlemlerinin hangi hatalar iin ncelik tadn belirleyebilmek amacyla FMEA
65
hatalarn meydana gelme, iddet, kefedilebilirlik deerleri ile R..S kullanlr (Ulusoy, 1996:24). 4.4. FMEANIN ETLER lk FMEA uygulamalar donanma ynelik olarak yaplmtr. Metot
yaygnlatka fonksiyonel olarak prosesteki olas hatalarn belirlenip bunlarn giderilmesi iin kullanlmaya balamtr. FMEA, daha sonralar tasarm ve hizmet alanlarnda da uygulama bulmutur. Gnmzde genel olarak 4 eit FMEA olduundan sz edilebilir. Bunlar (Sankar ve Prabhu, 2001): Sistem FMEA, Tasarm FMEA, Proses FMEA ve Servis FMEAdr.
Ancak temel olarak bir ayrm yapmak gerekirse FMEA almalar; Tasarm FMEA Proses FMEA
olarak ikiye ayrlabilir. FMEA eitleri arasndaki iliki ekil 4.4de ele alnmtr. Bu drt FMEA eidi aada ayrntl olarak anlatlmaktadr.
66
4.4.1. Sistem FMEA Sistem FMEAda hedef; operasyonel (etkinlik ve performans) faktrler ile ekonomik faktrler arasnda uygun bir denge tanmlamak ve oluturmaktr. Bu hedefe ulamak iin sistem FMEA; mterinin belirlenmi ihtiya, istek ve beklentileri dikkate alnarak yaplmaldr. Sistem FMEA tasarm ve ilk konsept belirlemede sistem ve alt sistemlerin analiz edilmesinde kullanlr. Bir sistem FMEA almas, sistem yetersizliklerinden kaynaklanan sistemin fonksiyonlar arasndaki potansiyel hata trlerine odaklanr. Sistemler aras ilikileri ve sistemin elemanlarn da kapsar. (Stamatis, 1995:16).
67
Sistem
Tasarm
Proses
Servis
Bileenler Alt sistemler Ana sistemler
Bileenler Alt sistemler Ana sistemler
nsan gc Makina Metot Malzeme l evre
nsan gc nsan kaynaklar Makine Metot Malzeme l
makinalar
nsan kaynaklar
Takmlar istasyonlar retim hatlar Prosesler lm aletleri Operatr eitimleri
lem istasyonlar Servis hatlar Performans Operatr eitimleri
Odak:Sistemce hata etkilerini minimize etmek. Ama/Hedef:Si stem kalitesini, gvenilirliini, maliyetini ve bakm yaplabilirliini arttrmak
Odak:Tasarmd a hata etkilerini minimize etmek. Ama/Hedef:T asarm kalitesini, gvenilirliini, maliyetini ve bakm yaplabilirliini arttrmak
Odak:Proses hatalarnn tm proses (sistem) zerindeki etkilerini minimize etmek. Ama/Hedef:T m proses (sistem) kalitesini, gvenilirliini, maliyetini ve bakm yaplabilirliini arttrmak
Odak:Servis hatalarnn tm organizasyon zerindeki etkilerini minimize etmek. Ama/Hedef: Kalite, gvenilirlik ve hizmet yoluyla mteri memnuniyetini maksimize etmek
ekil 4.4. FMEA eitleri (Stamatis, 1995)
68
Sistem FMEAnn faydalar unlardr (http: //www. altisigma. com/modules. php?name =News&file=print&sid=28); Potansiyel problemlerin bulunabilecei alanlar daralr, Sistem seviyesindeki Tehis prosedrleri iin bir temel oluturulmasna
yardmc olur, Fazlalklarn tespit edilmesine yardm eder, Optimum sistem tasarm alternatiflerinin seilmesinde yol gsterir.
Sistem FMEA etkin bir ekilde uygulandnda; hata tr ile gvenlik konularn ortadan kaldracak ve hatalar azaltacak potansiyel tasarm faaliyetlerinin listesi, potansiyel hata trlerinin RS tarafndan arlklandrlm bir liste ve ayn zamanda potansiyel hata trlerini tespit edebilecek potansiyel sistem fonksiyonlarnn bir listesi elde edilebilir (TV Sdwest FMEA Seminer Notlar, 2002). 4.4.2. Tasarm FMEA Tasarm FMEA, rnlerin retim karar verilmeden nce uygulanr. Tasarmdaki hatalardan dolay hizmet veya imalat aamalarnda ortaya kabilecek olas rn hata ekillerini ele alr. Tasarm btnln srekli klmak amac dorultusunda, tasarm aamas dnda imalatta, montajda, donanmda ve mterinin kt kullanmndan dolay rnde oluacak tasarmla ilgili sorunlar tanmlar. Bu teknik ile sistem veya bileenlerin gvenilirlik riskleri yazl hale getirilir, her hata trnn etkisi analiz edilir ve dzeltici faaliyetler yani tasarm deiiklikleri tanmlanr (Ylmaz, 1997). Ksacas tasarmda mmkn olan tm hatalarn belirlenmesi ve fiziksel olarak tanmlanmas aamasdr (Dzgner, 2002:50).
69
Tasarm FMEA tekniinde iki yaklam sz konusudur. Birinci yaklamda, sistem ya da rn bir btn olarak ele alnarak balanr ve en alt birime kadar analiz edilir. kincisinde ise, para, bileen gibi sistemlerin en alt dzeyindeki birimlerden balanr, alt montaj, alt sistem gibi aamalar geerek sistemin ya da rnn en son dzeyine kadar ilerlenir. Bu yaklamlardan birinin seimi, sistemin ve sorunun byklne bal olacaktr. Uygulamada kabul gren ikinci yaklamdr (Ylmaz, 1997). Tasarm FMEA u konular kapsamaldr (Gl, 2001:35): Btn yeni paralar Eski paralarn yeni uygulamalarn Para deiiklikleri, rnein satn alnan veya imal edilen paralardaki
gelitirmeleri Tasarm FMEA almas, kalite gvence blmleri, retim blmleri ve yan sanayilerden salanan bilgilere dayanarak, prototip izimleri yaynlanmadan hemen nce sratle yaplmaldr. Tasarm FMEAnn deneme safhasndan nce, tasarm esnasnda yaplmas gerekirken karmak rnlerdeki ana riskli blgeleri bulup ortaya karmak iin sistem gelitirilmesi esnasnda veya baz durumlarda rn fizibilite almas esnasnda dahi yaplmas tavsiye edilebilir (Gl, 2001:35). Tasarm FMEA srekli yaayan bir belgelendirme srecidir ve tasarm kavramnn tamamlanmasyla balatlmal, rnn gelitirilme evrelerindeki
deiikliklerle srekli olarak gncelletirilmeli ve son izimlerle de tamamlanmaldr.
70
Tasarm FMEAnn ktlar unlardr (zkl, 2006:138): Risk ncelik Saysna gre sralanm potansiyel hata trleri listesi, Kritik ve/veya nemli hata karakteristiklerinin potansiyel listesi, Hata trlerini ortadan kaldracak, gvenlik konularn n plana karacak ve
ortaya kmay azaltacak potansiyel tasarm nlemlerinin listesi, Uygun test etme, muayene ve/veya hata yakalama nlemleri parametrelerinin
potansiyel listesi, Kritik ve nemli karakteristikler iin nerilen potansiyel nlemlerin
listesidir. Tasarm FMEAnn yararlar da yle sralanabilir (zkl, 2006:138): Tasarm iyiletirme almalar iin ncelikleri belirler. Potansiyel hatalarn tasarm aamasnda iken belirlenmesini salar. Potansiyel gvenlik sorunlarnn belirlenerek ortadan kaldrlmasna yardm
eder ve deiiklik iin aklamalarn kaydedilmesini salar. nemli ve kritik zelliklerin belirlenmesine yardm eder.
4.4.2.1. Tasarm FMEA alma Ekibi FMEA almasna karar verildikten sonra tasarm, retim, montaj, kalite ve gvenilirlik konularnda uzman mhendislerden oluan bir ekip meydana getirilir. Ekip yeleri ierisinde satn alma, servis, yan sanayiler ve konuya uygun dier uzmanlar da bulunabilir. apraz fonksiyonel ekip yaklam farkl gr alarnn ifade edilmesini ve gz nne alnmasn salar. Ekip yelerinden en az birisi, FMEAnn tm
71
zelliklerini ve detaylarn bilmelidir. Bu kii ayn zamanda almada ynlendirici grevini de stlenir (Duman, 2001:72). Ekip lideri toplantlar organize eder, ekibin sekreterlik grevini yapar, ekibi ynetir ve ynlendirir, zaman kaybn nlemeye alr, ekibi srekli kontrol altnda bulundurur. Ekip lideri tasarm FMEA almasnn baarl bir ekilde yrtlp tamamlanmas iin aadaki bilgi ve dokmanlarn hazrlanmasndan sorumludur (Gl, 2001:37): Para tanm (artnamelere gre) Mterilerdeki rnlerin hata verileri (mteri ikayetleri, garanti dahili
deitirmeler, hatalar ve bunlarn miktarlar) Hata trleri Kontrol planlar (dnlen/var olan kontrol nlemleri) lgili detayl teknik izimler, emalar, resimler, artnameler ve talimatlar Proses ve montaj ak emalar Laboratuar testleri ve talimatlar Para numunesi (model veya prototip) Bir hata numunesi
4.4.2.2.Tasarm FMEAda Hata Tr Tasarm FMEAda hata tr tanmlanrken rn/para grevini tam olarak nasl yerine getiremez veya baaramaz? sorusuna yant aranr. Hata trnden kastedilen, bir
72
rn veya parann mr boyunca beklenen performansn salayamamasdr. Tasarm FMEAda sadece rn veya paralarn hatalar incelenir (Gl,2001:38). Bir para iin hangi durumda olursa olsun tasarm yararlarn, performans gereksinimlerini ve /veya mteri beklentilerini salamayan husus, olas hata tr olarak tanmlanr. En basit anlamda bir hata; bir parann veya sistemin tasarmndaki ama ile kendisine verilen fonksiyonu yapmamas veya eksik yapmasdr. Hata trleri listelenirken, benzer rnlerdeki deneyimlerden, benzer rnlerden toplanan verilerden yararlanlr. Eer yeni bir rnse, ekiptekilerin teknik dnceleri devreye girer. Belirli bir parann her bir fonksiyonu iin hata trleri listelenir. Varsaym olarak, hatann mutlaka meydana gelmesi gerekmez, fakat meydana gelebilir eklinde dnlr. Hata trleri olas performans trlerini tanmlar. Bir balang olarak da benzer paralar iin gemite yaplan FMEA almalarnn, kalite raporlarnn dayankllk ve gvenilirlik sorunlarnn, mr testlerinin ve ekip beyin frtnasnn incelenmesi ve yaplmas uygundur. Belirli alma koullarnda (scak, souk, slak, kuru, tozlu vs.) ve belirli kullanma koullarnda (ortalama mrn zerinde, uygun olmayan artlarda vb.) ortaya kabilecek hata trleri de gz nne alnacaktr. Olas trleri, fiziksel veya teknik ifadelerle tanmlanmal, mteri tarafndan fark edilen bir arza belirtisi olarak tanmlanmamaldr (Gl,2001:39). 4.4.2.3.Tasarm FMEAda Hata Etkisi Hata meydana geldiinde mteri zerine ne tr bir etki yarataca tanmlanr. Her bir hata tr iin bir etki veya sonu tanmlanr. Hata meydana geldiinde, mterinin neyi fark edebilecei veya bana ne gelecei tanmlanr. Bunlar daima sistem veya rn performans asndan ifade edilmelidir. Eer hata sonular yasal gereksinimleri karlamyorsa bu doru bir not halinde belirtilmelidir (Gl, 2001:39).
73
4.4.2.4.Tasarm FMEAda Hata Nedenleri Hata nedeni, sonuta bir hata trne neden olacak, tasarm zayflnn bir gstergesi eklinde tanmlanr. Her bir hata trne neden olabilecek btn olas nedenler liste halinde sralanmaldr. Ana hata sebebi yle aklanmaldr ki; hatalarn nlenmesine veya ortaya kma ihtimalinin azaltlmas iin gerekli iyiletirme nlemlerinin uygulanmasna imkan salamaldr (Dzgner, 2002:57). 4.4.2.5.Tasarm FMEAda Kontrol nlemleri Kontrol nlemleri rn hatalarnn mteriye giderek bir zarar vermemesi iin retici irket tarafndan konulan ortaya karma nlemidir. Her bir hata sebebi iin bu nlemler liste halinde yazlmaldr. Olas hatalarn tasarm sebeplerinin oluumunu ve sonu hata trn nlemek veya ortaya karmak iin uygulanacak btn kontroller listelenmelidir. Bu mevcut kontroller (mhendislik talimatlar, tasarmn gzden geirilmesi kalite kontrol talimatlar, laboratuar test talimatlar, prototip testleri, saha testleri, satn alma talimatlar ve standartlar vs.) daha nce ayn veya benzer paralar zerinde uygulanm veya uygulanmakta olan kontrol trleridir. Balang olaslk ve kefedilebilirlik, kullanlacak prototip ve modellerin temsili gz nne alnarak, bu kontrollere dayandrlacaktr. Listelenen kontroller, dorudan doruya hatann zel sebeplerini nlemeye veya ortaya karmaya ynelik olmaldr (Gl, 2001:40). Tasarmc, Tasarm FMEAda uygulanacak tm listelenen kontrol sistemlerinin geerliliinin dier blmlerden ve yan sanayiden teyidini salamaldr. Ayn zamanda FMEA gelitirmesine yardmc olmak zere benzer paralar iin gerekletirilen proses evrimleri ve kontrol yntemlerine aina olmaldr.
74
Tasarm FMEAda kontrol nlemleri; laboratuar testleri, gvenilirlik kontrol, tasarmn gzden geirilmesi kontrol, sahada deneme veya kyaslama analizi vb. olabilir. 4.4.3. Proses FMEA Proses FMEA, imalat ve montaj srelerini analiz etmede kullanlr. Proses veya montaj yetersizliklerinden kaynaklanan hata trleri zerinde odaklanr. FMEA sonucu, proseste yaplan iyiletirmeler, bu tekniin ayn zamanda proses gelitirme yaklam olarak tanmlanmasn salar. Proses FMEA, kusursuz rnler retmek iin analizcilere montaj ve imalat proseslerinde kullandklar makineleri, aletleri, prosesleri ve insan gcnn etkilerini analiz ederek, imalat proseslerini deerlendirebilme yani zayf noktalarn belirleme olanan verir (Ylmaz, 1997:41). Donanm hatalar, alanlarn hatalar, uygun olmayan malzeme ve yntemlerin kullanm sonucu oluan hatalar proses FMEA ile rn retime girmeden nce belirleneceinden kusurlar dzeltmek kolay olacaktr. Ancak, makine, malzeme, insan, yntem, lme ve evre olarak tanmlanan retim bileenleri arasnda etkileimlerin olmas proses FMEAnn daha zor ve zaman alc olarak tanmlanmasna neden olmaktadr (Stamatis, 1995:15). Proses FMEAnn ktlar unlardr (www. odevsitesi. com /odevler /2005_6 / 114500- hata-turu-analizi-ve-etkileri.htm - 7k - Ek Sonu): Risk ncelik Saysna gre sralanm potansiyel hata trleri listesi, Kritik ve/veya nemli hata karakteristiklerinin potansiyel listesi, Kritik ve nemli karakteristikler iin nerilen potansiyel nlemlerin listesi,
75
Hata trlerinin nedenlerini ortadan kaldracak, ortaya kmalarn azaltacak
ve saptanma dzeylerini iyiletirecek potansiyel nlemler listesi. Proses FMEAnn yararlar olarak da unlar sralanabilir (http: //www.altisigma. com/modules.php?name=News&file=print&sid=28): Proses yetersizliklerini belirler ve dzeltici ve nleyici faaliyetler plan
nerir. Kritik ve/veya nemli karakteristikleri saptar ve kontrol planlar gelitirmede
yardmc olur. Dzeltici ve nleyici faaliyetler iin ncelik srasn verir. malat veya montaj srelerinin analizinde yardmcdr. Deiiklerin ne amala yapldn dokmante eder.
Proses FMEA aadakilere ait retim proseslerini kapsamaldr (Gl, 2001:50): Btn yeni rnler/paralar Deiiklik yaplan rnler/paralar Yeni retim teknolojilerinin uyguland bilinen rnler/paralar
Proses FMEA almasna balamadan nce, retim prosesini hangi ksmnn gz nne alnaca tam olarak kararlatrlmaldr. Verilen bir rn veya para iin tm retim prosesini kapsayacak ekilde FMEA almas yapmak gerekmez. Dier taraftan, bir rnn retim prosesi olarak genelde deiik makinelerle ileme, ekillendirme, montaj ve muayene gibi hammadde halinden tamamlanm rn oluncaya kadar geen tm aamalar anlalr. Bir proses FMEA almasnn bu kadar geni faaliyet alanlarn kapsamas olanakszdr. retim prosesi, her birinin rne belirli bir zellik verdii
76
bamsz temel faaliyetler veya kademelere blnr. Eer rn bir tam sistem veya ana grup ise, onu kk paralara blmek gerekebilir. Para analizi, grubu teknolojik olarak basit elemanlara blnerek gerekletirilir. Sadece bu yolla retim prosesi iin arzu edilen ayrnt derecesine ulamak mmkndr (Gl, 2001:50). Proses FMEA, retim tehizatnn tanmnn yapld, fakat henz bunlarn imalatnn yaplmad anda yaplmaldr ki; bylece rn zelliklerinin yerine getirilmesinde daha iyi bir gvenilirlik salansn. Proses FMEA, prosesin bir ak emas ile balamaldr. Bu ak emas, her bir ilemde retilecek olan rn zelliklerini belirlemelidir. Baz etkilerin belirlenmesi ve baz iddet deerlerinin tahmini sorumlu tasarm mhendisinden veya eer elde mevcut ise ilgili Tasarm FMEA almasndan salanabilir. Proseste ardk gelen bir ok ilem varsa ve farkl olas hata trlerine sahipseler, bu ilemlerin her birinin ayr prosesler gibi listelemek uygun olabilir. rn/parann dzgn olarak retilmesi veya montaj iin gereken btn proses aamalar bir ak emas izilerek en iyi ayrntsna kadar incelenir. 4.4.3.1. Proses FMEA alma Ekibi Proses FMEA ekibinin bir prosesi incelerken retim, kalite ve servis blmlerinden gerekli verileri toplamas gerekmektedir. Bu nedenle ekibin prosesi iyi tanyan kiilerden olumas gerekmektedir. Mteri tanmnn, normalde son kullanc olarak grlmesine karlk, bir proses FMEAda mteri; daha sonra retim veya montaj ilem ve kademeleri olabilecei gibi servis faaliyetleri de olabilir.
77
Proses FMEA ekibine retim mhendisinin liderlik yapmas almay daha doru yne gtrecektir. Ekip lideri almann baarl olmas iin aadaki bilgi ve dokmanlarn hazrlanmasndan sorumlu olmaldr (Gl, 2001:52): Detayl teknik izim ve resimler Prosesin ak emalar Tama ekli ve yaps Muayene plan (kontrol nlemlerini gz nne alan) ve mhendislik
talimatlar Yeni bir para numunesi Kusurlu bir para numunesi
4.4.3.2. Proses FMEAda Hata Tr Proses FMEAda hata tr tanmlanrken cihaz / tezgah / kalp grevini tam olarak nasl yerine getiremez veya baaramaz? sorusuna yant aranr. Hata trnden kastedilen, bir proses veya ilemin hedeflere gre almamas veya tasarma uygunluunu salayamamasdr. Proses FMEAda sadece proses tarafndan neden olunan hatalar incelenir.(bunun anlam tasarmla ilgili ortaya kabilecek kritik durumlar zerinden almann mmkn olmayaca demek deildir.) rnn sadece mteriye teslim edilmeden hemen ortaya kabilecek hatalar deil, rnn mr boyunca kabilecek hatalar gz nne alnmaldr. Her bir proses fonksiyonu iin, btn olas hata trleri ortaya kma olaslndan bamsz olarak sralanrlar. Proses problemi veya hata trnn anlam, bir kademe (veya tm makine) almyor veya retim prosesi tasarm beklentilerini karlamyor demektir. Hata, prosesin uygunsuzluu
78
olarak varsaylr.Prosesin belirlenen hedeflerini karlamyor olmasdr. Olas hata tr, bir para veya grubun belirlenen mhendislik gereksinimleri veya zel proses gereksinimlerini karlamada baarsz olabilecei bir tavr olarak tanmlanr. Bu reddin sebebinin bir tanmdr. Bir sonraki ilemdeki olas hata tr ile yakndan ilikisi olan bir sebep veya bir nceki ilemdeki hata tr ile yakndan ilikisi olan bir sonu olabilir. Bununla beraber FMEAnn hazrlanmasnda, gelen parann /malzemenin doru olduu varsaylmaktadr. Ekibin yaklam, btn durumlarn doruluunu gvence altna almada kullanlmaldr (Gl, 2001:53). Belirli bir iletmede bir para veya prosesin fonksiyonlar ynnden btn olas hata trleri liste olarak yazlr. Varsaym olarak, hatann olabilecei, fakat mutlaka olmasnn gerekmediidir. Proses mhendisi u sorulara cevap verebilecek durumda olmaldr: artnameleri karlama durumunu para nasl baaramaz? Mhendislik talimatlarn nemsemeksizin, mteri (son kullanc, bir
sonraki aamadaki montaj veya servis) neyi kt olarak dnebilecektir? Benzer proseslerle bir kyaslama veya benzer paralarla ilgili mteri (son kuulanc veya bir sonraki aama) ikayetlerinin, kalite, dayankllk ve gvenilirlik sorunlarnn tekrar gzden geirilmesi nerilen bir balang noktasdr. lave olarak, tasarmn amacnn bilinmesine de gereksinim vardr. Proses hata tr, proses nasl yanl gidebilir? sorusunu cevaplandrr. retim prosesi hatas aadaki kademelerin herhangi birinden meydana gelebilir (Gl, 2001:55): Hammaddeler,
79
Stok veya yar bitmi rn Prosesleme (presle ekillendirme, makinede ileme, yzey kaplama, kaynak,
sl ilem vs.) Montaj Muayene/test (retim prosesinin btn aamalarnda) Tama, nakliye ve depolama
retim prosesi hata trlerini listelemeden nce, belirtilen problemlerin pek ounun bir tasarm FMEAda rn hata trlerinin sebepleri olarak tanmlanabileceine dikkat edilmelidir. Bunun nedeni retim prosesi problemlerinin rn hata trlerine sebep olmasdr. 4.4.3.3. Proses FMEAda Hata Etkisi Hatann olabilecek sonular, hata trnn mteriler zerindeki etkileri olarak tanmlanrlar. Bu balamda mteriler, gelecek ilemde veya konumda, bayi ve/veya rnn kullanclar olabilir. Hatann olas etkisi deerlendirilirken her biri gz nnde bulundurulmaldr. Hatann sonular, mterilerin nelere dikkat edecekleri veya balarna neler gelecei ynnde tanmlanr. Son kullanc iin sonular daima rn veya sistem performans ynnden gz nne alnmaldr. Eer mteri retimin bir sonraki veya daha sonraki ilemi/konumu ise, sonular proses/ileme performans ynnden ifade edilmelidir (Gl, 2001:55). rn hata trlerinin bazlar, Tasarm FMEA tarafndan dier yntemler kullanlarak belirlenenlerin aynlar olabilir. rn mhendisi ile tasarmc,
80
iyiletirmeleri nerirken her ne kadar farkl yollar izleseler de, her iki teknik arasnda belirli oranda akma olduu gereinden hareket ederek, tasarm, retim ve kalite gvence arasnda yakn ibirlii gerekmektedir. 4.4.3.4. Proses FMEAda Hata Nedenleri Hatann olas nedeni olarak, dzeltilebilecek veya kontrol edilebilecek eyler ynnden hata trnn nasl oluabilecei tanmlanabilir. Her bir hata trne sebep olabilecei dnlen olas btn nedenler sralanmaldr. Tanmlar zl fakat olabildiince tam yaplarak, nedenlerle dzeltici faaliyetler arasnda doru olarak ilikilendirilmeleri salanr. Hata nedeni, proses esasnda hangi problemlerin meydana gelebilme nedenlerini gsterir. Neden, hedeflere, bir kusur veya hasara kar korumaszlk ynnden retim prosesinin bir yetersizlii olarak grlmelidir. Nedenlerin pek ou hata ile karlkl dorudan ilikili olmadndan ve nedeni dzeltmek veya kontrol etmek iin, rnein bir deney tasarm, hangi ana nedenlerin esas etkileyici olduklar ve hangilerinin en kolay ekilde kontrol edilebileceine karar vermek iin gz nne alnabilir (Gl, 2001:56). 4.4.3.5. Proses FMEAda Kontrol nlemleri Kontrol nlemleri, hata trnn meydana gelmesini nleyen veya kabilecek hata trnn kefeden kontroller olarak tanmlanrlar. Bunlar, statistiksel Proses Kontrol gibi prosesle ilgili kontroller olabilecei gibi proses sonras muayene/testler de olabilirler. Muayene/denemeler sz konusu ilemde yaplabilecei gibi, sz konusu hata trn ortaya karabilecek daha sonraki ilemlerde de olabilir.
81
Hata nedenlerini nlemek iin benimsenen (yeni retim prosesleri iin) veya halen kullanlan (mevcut retim prosesleri iin) nlemler sralanrlar ki; bununla hata trleri ve etkileri belirlenebilirler. Yeni bir retim prosesi iin, kontrol (rnein: mhendislik talimatlar, proses evrimleri, kalite kontrol sistemleri) normal olarak benzer proseslerdekilerle tamamlanr veya yerine getirilirler. Dier bir deyile, onlar hatann belirli nedenlerini nleme ve/veya belirleme nlemleridir. Balang olasl ve kefedilebilirlik deerlerinin tahmini bu nlemlere dayandrlarak yaplrlar (Gl, 2001:57). Proses FMEAda kontrol nlemleri: kabul kontrolleri, rn kontrolleri, proses kontrolleri, son kontroller vb. olabilir. 4.4.4. Servis FMEA Mteriye servis henz ulamadan analiz edilmesinde yardmc olur. Bu analizin uygulanmasyla; gelitirme faaliyetleri arasnda nceliklendirme yaplmas ve deiiklik iin aklamalarn kaydedilmesi salanr. aknn, sistem ve proses analizinin etkin bir ekilde yaplmasnda, iteki hatalarn ve kritik nemli ilerin belirlenmesinde ve kontrol planlarnn oluturulmasnda yol gstermesi gibi avantajlar salar.
Analizin uygulanmasyla sistem ve prosesi takip etmek iin liste oluturularak, potansiyel kritik veya nemli i ve proseslerin RS ile arlklandrlm listesi yardmyla snrdaki potansiyel servis ile ilgili hatalarn yok edilmesinin salanmas mmkn olmaktadr. Tasarm FMEAsnn tamamlanm olarak kabul edilebilmesi, ancak retim iin onay ve bir balang tarihinin verilmesi ile olabilir.
Proses FMEAsnn tamamlanm olarak kabul edilebilmesi iin btn
82
operasyonlarn belirlenerek deerlendirilmesi ve kontrol planlarnda ise kritik olan baz nemli zelliklerin oluturulmas ile mmkn olabilir (TV Sdwest FMEA Seminer Notlar, 2002). FMEA bir defa baladktan sonra yaayan bir dokman olmakta ve tasarm ile proseste nemli saylabilecek deiiklikler olduunda ise bu deiikliklerle uyum salanarak aktel duruma tekrar uyarlanmaktadr. Bu sz edilen deiikliklerin rn zerindeki etkiler de srekli deerlendirilerek retim ile montaj prosesi yetersizliklerin tespitine allmaktadr. Proses FMEA, proseste yaplan deiikliklerde, mevcut proseste nemli hatalar grldnde ve her yeni proseste tekrardan balatlr. En etkili haliyle bir FMEA, bir prosesin gelitirilmesinde mhendislerin dncelerinin zetlenmesidir. Bunu yaparken, gemi tecrbelerden yararlanlarak yanl gidilebilecek her nokta tek tek analiz edilecektir. Bu sistematik yaklam, proses artlarn gelitirirken izledii dnce disipliniyle ayn paraleldedir. Proses FMEAlar ayn zamanda yeni bir makine veya ekipman proseslerinin gelitirilmesinde de yardmc olur. Bu durumda kullanlacak olan metot ayn olup, yalnzca dizayn edilmekte olan makine veya ekipman, mamul kabul edilmelidir (TV Sdwest FMEA Seminer Notlar, 2002). Servis FMEAnn ktlar unlardr (www. odevsitesi. com /odevler/ 2005_6/ 114500-hata-turu-analizi-ve-etkileri.htm - 7k - Ek Sonu): Risk ncelik Saysna gre sralanm potansiyel hata trleri listesi, Kritik veya nemli proses veya ilemlerin potansiyel listesi, Darboaz yaanan proses veya ilemlerin potansiyel listesi, Hatalar ortadan kaldracak potansiyel nlemler listesi,
83
Gzlenecek sistem veya proses fonksiyonlarnn potansiyel listesidir.
Servis FMEAnn salad faydalar yle sralanlabilir (http://www.altisigma. com /modules.php?name=News&file=print&sid=28): aknn analiz edilmesinde yardmcdr. Sistem ve/veya proseslerin analiz edilmesinde yardmcdr. lem yetersizliklerini belirler. Kritik veya nemli ilemleri belirler ve kontrol planlarnn gelitirilmesinde
yardmc olur. yiletirme almalar iin ncelikleri ortaya koyar. Deiiklerin ne amala yapldn dokmante eder.
84
5. UYGULAMA 5.1. UYGULAMANIN YAPILDII LETMENN TANITIMI 5.1.1. Adres ve letiim Bilgileri irket Ad: Yenmak Piston&Segman San. Ve Tic. A.. Adres: 2. Organize Sanayi Blgesi Krm Caddesi Sariek Sokak No:12 KONYA. Telefon: 0. 332. 239 01 35 Fax: 0. 332. 239 01 36 Web Adresi: www.yenmak.com.tr E-mail Adresi: yenmak@yenmak.com.tr 5.1.2. Misyon ve Vizyon YENMAK A.. srekli gelimenin mteri memnuniyeti ile salanabileceini kabul etmi ve tm faaliyetlerini mteri memnuniyetinin artrlmasna odaklam bir kurulutur. Mteri memnuniyetini srekli artrmak amacyla Toplam Kalite Ynetimi felsefesini bir ynetim ekli olarak benimsemitir. Kurulan Kalite Ynetim Sisteminin amac, btn faaliyetleri planl ve uyumlu bir ekilde yrtmek, kaliteden dn vermeyerek her trl mteri
memnuniyetsizliinin nne gemek, katma deer katks olmayan faaliyetleri minimize edip maliyetleri drmek ve rekabet ansn artrmak iin etkin bir ynetim anlayn yerletirmektir (TS-EN-ISO 9001:2000).
85
5.1.3. Tarihe ve irket Tantm YENMAK Piston & Segman Sanayi Ve Ticaret A.. 1995 ylnda Konyann 2. Organize Sanayi blgesinde , Btn aralar iin piston ve pim retmek amac ile kurulmu olup EN ISO 9001:2000 standardna gre kurulan kalite ynetim sistemi kapsamnda retimini devam ettirmektedir. irket 10.000 metrekarelik alan zerine yerletirilmitir. Kuruluta bugne kadar gelinen noktada pistonu; kendi bnyesindeki dkmhanesinde spektrometrik kontrol altnda indksiyon ocaklarda hazrlanm alaml maddenin kokil kalplarda montaj tasarmna uygun ekilde dklmesinden elde etmektedir. Gerekli Giri Kalite Kontrollerinden sonra modern Computerized Numerical Control (CNC) makineler ile donatlm ileme blmnde ekillenen pistonlar son kalite kontrollerden geerek mterisine sunulmaktadr. 2002 yl kaytlarna gre yllk 320.000-350.000 adet arasnda piston ve pim retilerek yurtiinde bayileri vastas ile datlmakta ve bata Avrupa olmak zere yurtd lkelere ihra edilmektedir. 5.1.4. Personel Durumu irkettin personel says toplam 175 kiidir. Bunlarn 150si mavi yakal 25i beyaz yakal personeldir. 5.1.5. letmede retilen rnler letmede piston pim ve segman retimleri yaplmaktadr.
86
5.1.5.1. Dizel Ve Benzinli Aralardaki Pistonlar Piston ve silindir ilk olarak buhar gcyle alan motorun bulunmasndan sonra grlmtr. 1765 ylnda James Watt (1736-1819), buhar gcyle alan pistonun ileri-geri veya aa-yukar hareketi nedeniyle meydana gelen ar snmann soutulmasn ve pistonun krank milini ekseni etrafnda dndrecek ekilde almasn baarmtr (http://www.tayyareci.com/akademi/motor.asp). Bir asr sonra, 1876da Alman mucit makine mhendisi Nicolaus Otto ve Gottlieb Daimler ateleme ve yanmann silindir iinde yapld, benzinle alan, gnmzdeki otomobil motorunun ilk rneini yapt. Benzinle alan bu motor; buhar motoruna gre ok hafif, daha gvenli, altrlmas ve kullanlmas daha kolayd (http: //www.tayyareci.com/akademi/motor.asp). ten yanmal ilk motor, 1860 ylnda yanabilen bir gazn hava ile birlikte tututurulmas ile pistonlarn hareket etmesini salayan Fransz mhendis, Alphonse de Rochas tarafndan gelitirildi. Nicolaus August Otto (1832-1891) 1860'l yllarda motorlar ile ilgilenmeye balayan gezgin bir Alman satcyd. Tasarlad iten yanmal motorun kendinden nceki rneklerinden en nemli fark, hava ve gaz karmn atelemeden nce sktrarak alnan verimi artrmas ve bylece motorlarn kullanm alanlarn eitlendirmesidir (www. ttgv. org. tr / tur / 07_gencler_icin / 73082001. htm - 23k -). Motor yapmak ve gelitirmek iin bir fabrika kuran Otto'nun motorlarnn, ilevsellii, gvenilirlii ve sessiz olmas sebebiyle gelen youn talep zerine sonraki on yl iinde 30,000 motor retilmitir. Otto motoru otomobil ve motorsikletlerin yapmn kolaylatrm, uaklarn yaplmasna imkan salam ve bu motorun toplum,
87
yaam biimleri ve evre zerindeki etkisi ok byk olmutur (www. ttgv.org.tr /tur/ 07_gencler_icin/73082001.htm - 23k -). 5.1.5.2. Pistonlar , Pimler Ve Segmanlar Piston yakttaki potansiyel enerjiyi krank eviren kinetik enerji haline getirir. Piston motor silindirinde aa yukar hareket eden silindir eklinde ii oyuk bir paradr. Etrafnda segmanlarn bulunduu kanallalar vardr. Pistonlar silindire kolayca girecek ekilde tasarlanmtr. Bu sk ve tam gemeyi segmanlar salarlar. Pistona iini yapmas iin 4 hareket gereklidir (ikisi yukar ikisi aa). Birincisi emme hareketidir. Bu aa doru bir hareket olup silindiri yakt ve hava karm ile doldurur. kincisi yukar doru olup karm sktrmaya yarar. Piston silindirin iinde gelebilecei maksimum ykseklie gelmeden bujiler kvlcmla yakt ateler. Bu pistonun nc hareketini aa doru yapmasna sebep olur. ncye yanma hareketi de denir. Drdnc ve de egzoz hareketinde yanm gazlar egzoz sistemi ile dar atlr (www.otoyedekleri.com/v8motor.html - 16k -). Pimler pistonu piston kollarna balar. Piston kolu pistonun iindeki oyuktan yukar doru gelir. Pistonla biyel kolunu balayarak, Piston kuvvetini biyel koluna tar. Biyel kolundaki piston pimi burlar ile pistondaki pim yuvalar arasnda balant grevi yapar. Piston piminin sert , ypranmaa dayankl bir yzeye ve zl bir i yapya sahip olmas gerekir (odevsitesi. com/default.asp? islem=dok_indir & odevno =129566 - 72k -). Pistonlar hafif ve sy iyi geirdikleri iin alminyumdan yaplmtr. Pistonlarn eitli fonksiyonlar vardr. ncelikle patlamann salad kuvveti kranka aktarrlar, bylece krankn dnmesi salanm olur. Pistonlar ayrca hareketli bir sktrc vazifesi
88
grrken patlamay silindirin iinde tutarlar. Ayrca piston kolunun kk kenar iin rulman gibi alr. En zor i ise patlamadan doan sdan kurtulup baka yere gitmesini salamaktadr. Pistonun ba yada tac patlayc kuvvetle kar karya kalan ksmdr. Dz, ibkey, dbkey yada trblans ilerletmek zere veya patlamay kontrol iin herhangi bir ekilde olabilir (www.otoyedekleri.com/v8motor.html - 16k -). 5.1.5.3. Piston Hareketi Pistonlar ayn bisiklet pedaln eviren bacaklar gibidirler. Bacaklarnz piston gibi dnn, pedallarn zerinde aa yukar gider gelirler. Pedallar ise piston kollar gibidirler, bacaklarnza "balanmtr". Pedallar ise tekerleri dndren bisiklet krankna baldrlar. Otomobilin bulunmasnda bisikletin rol ok byk olmutur, hatta Henry Ford'un ilk otomobilini "Quadrisiklet" (drt tekerlekli bisiklet) diye adlandrmlardr (www.otoyedekleri.com/v8motor.html - 16k -). 5.1.5.4. Piston Motorun almas Piston silindir iinde aa yukar hareket eder. Bu hareket piston kolu ile krank miline aktarlr ve krank milinin ekseni etrafnda dnmesini salar.
89
ekil 5.1. ten Yanmal Motorun Bir Silindirinde Bulunan Ana Paralar (http://www.tayyareci.com/akademi/motor.asp) Bir motorda gcn salanmas drt aamada gerekleir (http:// www. tayyareci. com/akademi/motor.asp). Birinci aama: Piston silindirin st seviyesinden aaya doru hareket etmeye baladnda emme supab alarak yanma odasna benzin / hava karm alnr. kinci aama: Emme supab kapandktan sonra piston yukar hareket ederek benzin / hava karmn sktrr. nc aama: Sktrmann en st seviyesinde bujinin kard kvlcmla benzin / hava karm atelenir. Benzin / hava karmn yanmasyla meydana gelen genleme nedeniyle piston hzl aa hareket eder. Drdnc aama: Piston tekrar yukar harekete baladnda eksoz supab alarak yanm karm dar atlr. Bu ekilde alan motorlar, drt zamanl motor olarak adlandrlr.
90
5.2. BULGULAR 5.2.1. FMEA Uygulamas YENMAK Piston&Segman San.Ve Tic. A.de gerekletirilen FMEA uygulamas temel olarak 5 aamadan olumaktadr: letmenin, rnn ve retim srecinin incelenmesi Proseste meydana gelen hatalarn, hata nedenlerinin, hata etkilerinin ve bu hatalar nlemede kullanlan mevcut kontrollerin saptanmas Ortaya kma, saptama ve arlk deerlerinin atanmas, Risk ncelik Saysnn hesab Hatalarn RSe gre sralanp nlem alnmas gereken hatalarn ve nlemlerin saptanmas ngrlen nlemler sonras iin ortaya kma, saptama ve arlk deerlerinin bulunup yeni RS deerlerinin hesaplanmas
91
PSTON MALATI
DKMHANE
PSTON BEKLEME BLGES SEVK PSTON EMR AILMASI KABA TORNA YT07-YT08-YT11
MERKEZLEME
YC08 YALAMA DEL YT19-YT29-YT48 KANAL AMA YC01-YC02 -YC09YC03-YC12-YT13 KANAL + HCRE YC01-YC02 -YC09YC03-YC12-YT13
ST DELK YT17-YT18-YT20
HCRE YC04-YC03KABA DELK YT16 DELK FN YC05-YC07-YC14-
HCRE YT22
EMNYET SEGMANI YT15-YC05-YC07-
SUPAP YATAKLARI
YT22
YARGI YT21
PALET YT22
FN
YC06-YC11
KALTE KONTROL BEKLEME BLGES
ekil 5.2. Piston Ak emas
92
Proses Aklamalar Dkmhanede dkm gerekletirilen pistonlar, piston bekleme blgesine sevk edilir ve piston i emri alarak imalat atlyesinde aada gsterilen srada ilem grmeye balar: D ap Tornalama: Dkmhaneden ilenmek zere imalat atlyesine gelen pistonlarn ilk olarak tabi olduu operasyon d ap tornalamadr. Bu operasyonda pistonun d ap +0,50/-0,10 toleranslar dahilinde ilem grr. Merkezleme: D ap tornalama operasyonundan sonra pistonlar merkezleme operasyonuna tabi tutulur. Bu operasyonda pistonun flan ap, flan derinlii, merkezleme derinlii lleri, Ek-1de gsterilen teknik resimdeki l ve toleranslar dahilinde ilenmektedir. Kanal Ama: Merkezleme operasyonu tamamlanan pistonlar kanal ama operasyonu iin ilgili tezgahlara gnderilir. Kanal ama operasyonunda pistonlarn; piston tepe blgesi d ap, piston etek blgesi d ap, segman kanal dip aplar, piston tam boyu, piston kanal z mesafesi lleri ve piston segman genilikleri teknik resimdeki gsterilen l ve tolerans dahilinde ilenmektedir. Yalama Delii: Kanal ama operasyonundan geen pistonlar, ya delii aplar ve ya delii-etek ucu aras mesafesi ilemleri iin ilgili tezgahlara gnderilir. Kaba Delik: Kanal ama ve yalama delii operasyonlar tamamlanan pistonlar kaba delik operasyonu iin ilgili tezgahlara gnderilir. Bu operasyon dahilinde pistonun pim delik ap, kompresyon ykseklii ve pim delii eksen kakl lleri teknik resimde gsterilen l ve tolerans dahilinde ilenmektedir.
93
Hcre Ama: Kaba delik operasyonundan geen pistonlar hcre ama operasyonunun gerekletirilmesi iin ilgili tezgahlara gnderilir. Bu operasyonda, hcre az ap, hcre eksen kakl, hcre derinlikleri ve hcre ukur radsleri teknik resimde gsterilen l ve tolerans dahilinde ilenmektedir. Delik Fini: Kaba delik operasyonundan geen pistonlar, pim deliinin son olarak ilenildii operasyon olan delik fini operasyonu iin ilgili tezgahlara gnderilir. Burada pistonun pim delik ap, kompresyon ykseklii ve pim delii eksen kakl lleri tam toleranslarda ilenmektedir. Emniyet Segman Kanal Ve Hava Ama: Bu operasyonda emniyet segman kanal genilikleri, pim emniyet kanallar aras mesafe, d hava ap ve emniyet segman kanal dip aplar teknik resimde gsterilen l ve tolerans dahilinde ilenmektedir. Frezeleme (Palet, Yarg, Subap): Bu operasyonda, pistonda segmanlarn takld blgelerde, i blge radiusu ve i blge geniliinin verilmesi amal ileme yaplmaktadr. Fini: Piston imalatnn son aamasdr. Bu operasyon; pistonun motorda tam olarak grevini yerine getirmesi iin, piston d aplar (koniklik a,b,c kontrol) ve piston d aplar (ovallik a,b,c kontrol) llerinin toleranslar dahilinde ilenmesinden ibarettir. Tm operasyonlar tamamlanan pistonlar son kontrollerinin yaplmas iin Final Kalite Kontrol blmne gnderilir ve ambalajlama ilemleri yaplr.
94
5.2.1.1. Balang almalar FMEA kapsam olarak piston imalatnn tamam belirlenmitir. Daha nce de belirtildii zere FMEA bir ekip almasdr. YENMAK Piston&Segman San. Ve. Tic. A.de gerekletirilen bu almann ekip yeleri unlardr: FMEA Proje Lideri Kalite Gvence Mdr malat Mdr Dkmhane Mdr Kalite Mhendisi Kalp Formeni
FMEA ekibi ilgili konularda beyin frtnas yaparak problemi incelemektedir. 5.2.1.2. Piston retim Srecinde Meydana Gelebilecek Hatalar, Nedenleri, Etkileri ve Mevcut Kontroller Yaplan kapsaml inceleme sonucunda piston retiminde meydana gelebilecek 10 hata bulunmutur. Bu hatalarla ilgili bilgi aada verilmektedir: 1. Merkezleme Derinliinin tolerans dahilinde olmamas (Tolerans D): Hatann olumasna; dkm esnasnda maalarn olmas gereken yerden aada veya yukarda oturmas ve kaba torna operasyonunda pistonun salgl ilenmesi neden olabilir. Bu hatann potansiyel etkisi; merkezleme farkndan dolay pistonlarn istenen arlkta olmamas ve farkl arlkta olan pistonlarn motora taklmas durumunda motorun grltl almasna neden olmasdr. Kontrol nlemleri olarak; mevcut
95
dkm proses kontrollerinin Ek-2 de gsterilen numune alma yntemine gre alnmas karmza kmaktadr. 2. Hcre Eksen Kakl: Hatann olumasna; dkm srecinde alt flann ters balanmas, operatr, resim ve l hatas neden olabilir. Bu hatann potansiyel etkisi; enjektr pskrtmesinin istenen yerde olmamas ve pistonun aa yukar hareketinde kasnt geirmesine neden olmasdr. Kontrol nlemleri olarak; mevcut dkm proses kontrollerinin numune alma yntemine gre alnmas karmza kmaktadr. 3. Hcre Derinliinin Tolerans Dahilinde Olmamas (Tolerans D): Hatann olumasna; operatr, resim, l hatas neden olabilir. Bu hatann potansiyel etkisi; motordaki gcn azalmasna veya yakt tketiminin fazla olmasna neden olmasdr. Kontrol nlemleri olarak; mevcut dkm proses kontrollerinin numune alma yntemine gre alnmas karmza kmaktadr. 4. Alfin Birleme Hatas: Hatann olumasna dkm esnasnda alfinin yeterince stlmadan ve yzey przll giderilmeden kalba yerletirilmesi veya talal imalatta kaba tornalama ilemi srasnda operatrn; takm, paraya yksek hzda yaklatrmas neden olabilir. Bu hata pistonun motora takldktan sonra pistonun tepe blgesinin kopmasna neden olur. Hata iin kontrol nlemi olarak ultrason cihaz ile kontroller sklatrlmaldr. 5. Kanal ap Ve Geniliklerinin Tolerans Dahilinde Olmamas (Tolerans D): Hatann olumasna; tezgah, u, hatal lm neden olabilir. Bu hatann potansiyel etkisi; kanal ap ve genilikleri istenen deerlerden fazla ise; ya yakmasna, az ise segmann yuvaya oturmayarak, grevini yapamaz hale gelmesine neden olmasdr.
96
Kontrol nlemleri olarak; lm onaylanm referans numune kullanlmas gerekmektedir. 6. Strok Yksekliinin Tolerans Dahilinde Olmamas (Tolerans D): Hatann olumasna; dkm srecinde alt flann olmas gereken yerden yksek veya alak yerletirilmesi delik finite hatal ileme neden olabilir. Bu hatann potansiyel etkisi; strok boyu istenen deerden uzunsa pistonun st kapaa vurmasna ve blou atlatmasna; ksa ise; yaktn fazlalamasna ve gcn azalmasna neden olmasdr. Kontrol nlemleri olarak; lm onaylanm referans numune kullanlmas gerekmektedir. 7. Pim Delik apnn Tolerans Dahilinde Olmamas (Tolerans D): Hatann olumasna; tezgah, u, operatr, l aleti neden olabilir. Bu hatann potansiyel etkisi; biyel kolunun atlamasna, perno yalamasnn sorunlu olmasna, pernonun
taklamamasna, vuruntu olmasna neden olmasdr. Kontrol nlemleri olarak; kontrollerin sk tutulmas, lm onaynn yaplmas gerekmektedir. 8. Koniklik-Ovallik lsnn Tolerans Dahilinde Olmamas (Tolerans D): Hatann olumasna; ucun anmas, tezgahn uygun parametreye gre ilememesi neden olabilir. Bu hatann potansiyel etkisi; l toleranstan bykse piston krepaj yapmasna, kkse silindire vurup, ses karmasna neden olmasdr. Kontrol nlemleri olarak; kontrollerin sk tutulmas, lm onaynn yaplmas gerekmektedir. 9. Pistonlarda Isl lem Uygulamasnda Sertlik Dalmnn Homojen Olmamas: Hatann olumas sl ilem cihazndaki teknik bir sorundan veya sl ilem sresinden kaynaklanmaktadr. Olas hata, pistonun yksek slarda alyorken piston yzeylerindeki genleme oranlarnn farkl olmasna, motorun ya yakmasna, motor
97
gmleinin anmasna ve pistonun krepaj yapmasna neden olur. Hatann kontrol nlemi olarak, laboratuar sertlik lm numune says arttrlmaldr. 10. Ergitmede Alamn zelliklerinin stenen Deerde Olmamas: Hatann olumasna gerekli alamn hazrlanmas iin kullanlacak maden oranlarnda operatr tarafndan yanllk yaplmas neden olmaktadr. Bu olas hata; pistonun motor ierisindeki yksek slarda -alamndaki hata nedeninden dolay- erimesine ve belirli blgelerinin kopmasna motorun zarar grmesine neden olur. Hatann kontrol nlemi olarak ocak arj talimatlarna uyulmasnn salanmas, numunelerini sklatrlmas ve spektrometre gerekmektedir. 5.2.1.3. Ortaya kma, Arlk ve Saptama Deerlerinin Belirlenmesi ve Risk ncelik Says Hesab Ortaya kma, saptama ve arlk deerlerini belirlemek zere 10luk skala kullanlmtr. Deerler saptanrken mmkn olduunca gemi verilerden cihaz analiz sonularnn gerek deerlerle karlatrlmas
yararlanlmaya allm, ortaya kma arlk deerleri ve saptama deerleri ekip yeleri tarafndan belirlenmitir. RS deeri hesaplanrken arpma ile RS Hesab yntemi kullanlmtr. Yaplan uygulamann FMEA formu Ek-2de verilmitir. 5.2.1.4. Hatalarn RS Deerlerine Gre Sralanmas ve ncelikle nlem Alnacak Hatalarn Belirlenmesi ekil 5.3deki grafikten de grlebilecei zere ilk srada yer alan hatalar dierlerinden bariz bir ekilde ayrlmaktadr. ncelikli olarak bu hatalar iin nlemler saptanmaldr. FMEA uygulamalarnda genel uygulama RS 100 olan hatalar iin ncelikli olarak nlem almaktr. Ancak uygulama kk lekte bir iletmede yapld
98
iin bu ekilde bir yol izlenmesine karar verilmitir. Aada bahsedilen hatalarn RS deerleri tablosu yer almaktadr: Tablo 5.1. RS Deerlerine Gre Sralanm Hatalar Sra No 1 2 3 4 5 6 7 8 Hata Merkezleme Derinliinin tolerans dahilinde olmamas Hcre Eksen Kakl Hcre Derinliinin Tolerans Dahilinde Olmamas Alfin Birleme Hatas Kanal ap Ve Geniliklerinin Tolerans Dahilinde Olmamas Strok Yksekliinin Tolerans Dahilinde Olmamas Pim Delik apnn Tolerans Dahilinde Olmamas Koniklik-Ovallik lsnn Tolerans Dahilinde Olmamas Pistonlarda Isl lem Uygulamasnda Sertlik Dalmnn 9 10 Homojen Olmamas Ergitmede Alamn zelliklerinin stenen Deerde Olmamas 32 42 RS 84 56 54 160 42 42 140 120
nlem saptamak ve nlemleri uygulamak iin hazrlanan plan u ekildedir: 1. Aamada nlem Uygulanacak Hatalar: Alfin Birleme Pim Delik apnn Tolerans Dahilinde Olmamas (Tolerans D) Koniklik-Ovallik lsnn Tolerans Dahilinde Olmamas (Tolerans D) 2. Aamada nlem Uygulanacak Hatalar: Merkezleme Derinliinin tolerans dahilinde olmamas (Tolerans D
99
Kanal ap Ve Geniliklerinin Dahilinde Olmamas (Tolerans D) Hcre Eksen Kakl Hcre Derinliinin Tolerans Dahilinde Olmamas (Tolerans D) Strok Yksekliinin Tolerans Dahilinde Olmamas (Tolerans D) Ergitmede Alamn zelliklerinin stenen Deerde Olmamas Pistonlarda Isl lem Uygulamasnda Sertlik Dalmnn Homojen Olmamas Yukarda verilen hatalar iin saptanan nlemler uygulanmaya baladktan ve bu
nlemler RS zerinde beklenilen derecede dme saladktan sonra yeniden bir FMEA yaplacak bylece yeni durum iin hata ncelikleri bulunacaktr. Ama daha nce de belirtildii zere srekli iyiletirme ile arzulanan kalite seviyesine ulamaktr. Birinci aamada ele alnacak hatalar iin ngrlen nlemler yledir: 5.2.1.4.1. Alfin Birleme Yaplan FMEA analizi sonucunda RS deeri yksek bulunan alfin birleme hatasnn saptama olasl yksektir ve alfin birlemeden oluan hatann iddeti yksek oluu iin bu hatann RS deerini drebilmek iin, saptama olasln drmek amalanmtr. Bu amala alfin birleme hatasn tespit edebilme kabiliyetine sahip ultrason cihaz alnmas kararlatrlmtr. Bu cihaz teknik zellikleri sayesinde pistondaki alfin birleme hatalarn tespit edilebilmektedir. Ayrca ultrason cihaz alfin hatasnn dkm prosesinden mi yoksa talal imalatta m gerekletii hususunda bize bilgi vermektedir. Ultrason cihaz pistonun alfin hatasn ve hataya sebebiyet veren nedenlerini tespit edebilmektedir ve tespit edilen bu nedenler zerinde iyiletirme
almalar yaplabilmesine imkan vermektedir. Bylelikle ultrason cihaz retilen
100
pistonlarn kalitesini artracaktr ve bu konudaki mteri ikayetlerinin ortadan kalkmasna yardmc olacaktr. 5.2.1.4.2. Pim Delik apnn Toleranslar Dahilinde Olmamas Bu hatann tespit edilememesi sonucunda firmay urataca zararlarn yksek olmas nedeni ile iddeti yksektir. Ayrca bu hata konusunda da firma sk sk sorun yaam ve mteri ikayetleri ile karlamtr. FMEA ekibinin yapm olduu alma sonucu firma ierisinde delik fini operasyonunda yaplan rnekleme teknii ile alnan numunelerin delik aplarn lmek iin kullanlan cihazlarn yeterli hassasiyete sahip olmamas nedeni ile hatann tespit edilemedii grlmtr. Bu konuda yaplan aratrma sonucu 1/100000 hassasiyete sahip haval etamik cihaznn alnmas ve kontrol numunelerinin sklatrlmasna karar verilmitir. Yapln kontrol nlemi sonucunda retimi yaplan pistonlarn delik aplarnn istenilen ller ierisinde
olmas ve hatann tespit edilememe olaslnn azaltlmas salanacaktr. Bu sayede hatann RS deeri decektir. 5.2.1.4.3. Piston Koniklik ve Ovallik lsnn Toleranslar Dahilinde Olmamas Bu hatann nlenebilmesi iin koniklik ve ovallik lm noktalarnn arttrlmasna karar verilmi ancak eldeki cihazlarn yetersizlii, eitimli personel eksiklii ve bu kontrol ileminin uzun srmesi nedeni ile maliyetlerin ykselecei retim performansnn decei FMEA ekibi tarafndan tespit edilmitir. Bu amala yaplan aratrma sonucu koniklik ve ovallik llerinin kontrol iin morposs cihaz alnmasna karar verilmitir. Ayrca marposs cihaznn birok noktay ayn anda lebilmesi zellii sayesinde hem retim performans artacak hem de zaman kayb
101
azaltlm olacandan maliyetlerde d salanacaktr. Morposs cihaznn 1/1000 hassasiyette olmas proses toleranslar ile firma tarafndan istenilen toleranslarn
dengelenmesine imkan verecektir. Bu sayede firma tarafndan retilen pistonlarn kalitesi dnya standartlar seviyesine gelecek ve mterilerden gelebilecek ikayetler nlenmi olacaktr. Bu hatalara kar alnan nlemler sonucu hata RS deeri azaltlabilecektir. 5.2.1.5 ngrlen nlemler Sonras in Ortaya kma, Arlk ve Saptama Deerlerinin Bulunup Yeni RS Deerlerinin Hesaplanmas ncelikli belirlenen 3 hata iin saptanan nlemler uygulandnda RS faktrlerinde aadaki deimelerin olaca ngrlmtr: Alfin Birleme Hatas ! Saptama 2ye decektir. RS = 64 Pim delik apnn toleranslar dahilinde olmamas ! Saptama deeri 2e decektir. RS = 56 Piston Koniklik ve Ovallik lsnn toleranslar dahilinde olmamas ! Saptama deeri 3e decektir. RS = 72 Grld zere en nemli hata iin saptanan nlemlerin uygulanmas durumunda RS deerleri 100n altna dmekte ve yeterli bir iyileme salanmaktadr. Yaplan FMEA analizine ait form Ek-3de verilmitir. FMEA almas sonucu alt aylk mteri ikayetleri saylarnda %52 azalma gzlenmitir. Ayrca alfin birleme hatasndan kaynaklanan mteri ikayetlerinde %62, pim delik ap ve koniklik ovallik llerinden kaynaklanan mteri ikayetlerinde ise %53 azalma gzlenmitir. Mteri ikayetlerine ait formlar Ek-4 ve Ek-5de verilmitir.
102
6. SONULAR VE NERLER Kalitenin znde yer alan mteri tatmininin en st dzeye karlmas ve mterinin gereksinimlerinin eksiksiz karlanmas, mteriye hatasz rnlerin sunulmasyla salanabilir. Amac, mterilere sunulacak bir rnde ortaya kabilecek hatalarn henz gereklemeden ve rn mteriye ulamadan belirlenmesi ve nlenmesi olan Hata Tr ve Etki Analizi uyguland iletmelerde yksek bir kalite standard ve yksek dzeyde mteri tatmini salamaktadr. FMEA teknii pazarda firmalarn yksek gvenilirlie sahip, kaliteli rnleri dk maliyet ile tasarlanmasn ve retmesini salamakta; ktye giden operasyon maliyetlerini kontrol altna alarak hatalarn mteriye yansmadan en erken biimde nlenmesini salamaktadr. Bu teknik gelitirdii dokmantasyon yapsyla srekli olarak gncelletirilebildiinden srekli bir kalite geliimi ve mteri memnuniyetini de beraberinde uygulayc firmalara kazandrmaktadr. Unutulmamaldr ki ancak sonuna kadar getirilmi bir FMEA baarya ulaabilir. Bunun iin de st ynetimin destei ve alanlarn motive edilmesi gerekmektedir. Bu almaya konu olan FMEA uygulamas, Yenmak Piston&Segman San. Ve Tic. A..de gerekletirilmitir. Piston retiminde bir ok firma ile rekabet etmek zorunda olan Yenmak Piston&Segman San. Ve Tic. A.., rettii rnlerde yakalayaca kalite ve retim verimlilii ile rekabet gcn arttrmay hedeflemektedir. Piston, motor performansn etkileyen nemli aksamlardan biridir. Piston retiminde istenilen zellik; dayankllk ve dnya standartlarnda bir retim kalitesidir. Otomobil ve motor reticileri, motor pistonlarn kendileri retmek yerine yedek para retimi yapan kurululardan temin etmeyi yelerler. Otomobil firmalar bu tedarikilerini sk denetimlerden geirmekte ve istenilen kalitenin yakalanmas iin yaptklar almalar
103
kontrol etmektedirler. Bu yzden Yenmak Piston&Segman San. Ve Tic. A.. retimde kaliteyi yakalayabilmek iin kurulan kalite ynetim sisteminin iler halde olmas iin gerekli almalar yapmaktadr. Yaplan almada piston imalat incelenmi ve 10 hata tr bulunmutur. Bu hata trlerinin etkileri, nedenleri ve bu hata trlerini mteriye ulamadan saptamak iin alnan mevcut kontroller dikkate alndnda 10 risk ncelik says hesaplanmtr. Bu deerlerin 3 tanesi 100 kriterini salad iin bunlarn ncelikli olarak ele alnmas gerektiine karar verilmitir. Bu nedenle RS deeri dierlerinden bariz ekilde ayrlan ilk hatann ilk aamada, kalan 7 hatann da ikinci aamada ele alnmasna karar verilmitir. Bylelikle ilk aamada elde edilecek olumlu sonularn, iletmede FMEA almasna olan inanc arttraca dnlmtr. lk hata iin belirlenen nlemler sonunda RS deerleri 100n altna drlmtr. Yaplan FMEA almas sonucunda mteri ikayetlerinde ortalama %52 orannda bir d salanmtr. Ayrca ncelikli olarak nlem alnmas gereken 3 hatada ise; %62, %53 ve %53 oranlarnda azalmalar gzlenmitir. Yaplan alma firmann kalite iyiletirme srecinde byk bir neme sahiptir. Ancak bilindii gibi kalite iyiletirme sreklilik arz eden bir sretir. Bu yzden FMEA teknii ile kontrol nlemleri alnan operasyonlarn PK teknikleriyle izlenmesi ve desteklenmesi yararl olacaktr.
104
KAYNAKLAR Akn, B. (1998), ISO 9000 Uygulamasnda letmelerde Hata Tr ve Etkileri Analizi, Bilim Teknik Yaynevi, stanbul. Argden,Y. (2003), Kalite Nedir 10 Mays 2006. (www.arge.com/default.aspx?pgID=570&clt=1 - 73k) Aydn, .., Kalitede Mkemmellik in: Hata Tr ve Etkileri Analizi (FMEA) 15 Eyll 2006. (http://www.ikademi.com/showthread.php?p=816) Bellomo P., C.E. Rago, C.M. Spencer and Z.J. Wilson (2000), "Novel Approach To Increasing The Reliability Of Accelerator Magnets", IEEE Transaction on Applied Superconductivity, 10(1): 284-287. Ben-Daya, M. and R. Abdul (1996), "A Revised Failure Mode And Effects Analysis Model", International Journal of Quality and Reliability Management, p.43-47. Bolat, T. (2000), Toplam Kalite Ynetimi (Konaklama letmelerinde Uygulanmas), Beta Basm Yaym Da tm A. ., stanbul, s. 74. Bozkurt, R. ve N. Asil (1995), Kalite Politikas Oluturma Sreci, MPM Verimlilik Dergisi, Cilt 24, Say 3, Sayfa 32-33. Chang, R. I. (1993), Total Quality Management Goes Nowhere, Training and Development, January, p. 23-29. Chorn, N. H. (1991), Total Quality Management: Panacea or Pitfall?, International Journal of Physical Distributions and Logistics Management, Vol. 21(8): 31-35. Crosby, P. B. (1979), Quality is Free: The Art of Making Quality Certain, New York, New American Library.
evik, O. (2001), Toplam Kalite Ynetimi, GaziOsmanPaa niversitesi ..B.F
105
Yaynlar, No:05, Aratrma Serisi No:04 sayfa 11. etinerler, E., Uak Pistonlar 17 Mays 2006. (http://www.tayyareci.com/akademi/motor.asp) idem, S. (1994), Hata Tr ve Etkileri Analizi, Ko Holding A.. Eitim ve Gelitirme Merkezi, stanbul. Dale, B. G and P. Shaw (1990), Failure Mode and Effects Analysis in the U.K. Motor Industry (A State-of-the-art Study), Quality and Reliability Engineering International, 6(1): 179-188. Duman, E. (2001), Hata Tr Ve Etkileri Analizi, yaynlanmam yksek lisans tezi, stanbul Teknik niversitesi Fen Bilimleri Enstits, stanbul. Dzgner, E. (2002), rn Gelitirme Srecinde nleyici Kalite Gvence: FMEA Metodu Ve Bu Metodun Bir Sanayi letmesindeki Uygulamas, yaynlanmam yksek lisans tezi, Erciyes niversitesi Sosyal Bilimler Enstits, Kayseri. Elliott, J.B. (1998), Risk Analysis - Two Tools You Can Use to Assure Product Safety and Reliability, The Validation Consultant, Booth Scientific Inc., p.12. Engin, O. ve . Kaya (2004), Trafik Kazalarnn nlenmesinde Hata Modu Ve Etkileri Analizi (HMEA) Modeli, Polis Bilimleri Dergisi, Cilt: 6 Say:1-2. Eryrek, .F. ve M. Tanya (2003), Hata Tr Etkileri Analizi Ynteminde Maliyet Odakl Yeni Bir Karar Verme Yakla m, T Mhendislik Dergisi, 2(6): 31-40. Feigenbaum, A.V. (1983), Total Quality Control, Third Edition, New York: McGraw-Hill.
Filiz, A., Hata Tr Ve Etkileri Analizi 25 Temmuz 2006
(www.bilgiyonetimi.org/cm/pages/mkl_gos.php?nt=654 - 32k).
106
Filiz, A. (2003), Kalitesizliin maliyeti, 26 Temmuz 2006 (www.bilgiyonetimi.org/cm/pages/mkl_gos.php?nt=520 - 32k) Ford Motor Company, (1998), FMEA Training Handbook, Version-2. General Motors, (1998), FMEA Reference Manual, General Motors Corporation, Detroit, Michigan. Gilchrist, W. (1993), Modelling failure Modes and Effects Analysis, International Journal of Quality and Reliability Management, Bradford, p. 16-23. Gl, B. (2001), Kalite Ynetiminde Hata Tr Ve Etkileri Analizi, yaynlanmam yksek lisans tezi, Gazi niversitesi Fen Bilimleri Enstits, Ankara. Huang, G.Q. (2000), Failure Mode And Effect Analysis (FMEA) Over The www, International Journal of Advanced Manufacturing Technology, 16 (8): 603-608. Higgins, J. and J. Vincze (1993), Strategic Management (Fifth Ed), Forthworth: The Dryden Press. Juran, J. M. (1989), Jurans Quality Control Handbook, McGraw-Hill: New York. Juran, J. M. (1989), Juran On Leadership For Quality, Free Press: New York. Juran, J. M. (1991), Strategies for World-Class Quality, Quality Progress. (March), p. 81-85. Ishikawa, K. (1985), What Is Total Quality Control: The Japanese Way, London: Printece-Hall. Kantarc, H. (1993), Toplam Kalite Kontrol ve Endstri likileri le Etkileimi, nce Kalite, 1(2): 12.
Kantarc, H. (1994), Sanayide Toplam Kalitenin Yaama Geirilmesi, Toplam Kalite Ynetiminde Trkiye Perspektifi, stanbul, TKY ArKom. s. 33-39. Kara-Zaitri C., A. Keller and P. Fleming (1992), "A Smart Failure Mode And Effect
107
Analysis Package", Proc. Annual Reliability and Maintainability Symposium, p.414-421. Kara-Zaitri, C. and P.V. Fleming (1997), Applications of Fuzzy Inference Methods to Failure Modes Effects and Criticality Analysis, International Conference on Safety And Reliability, p. 2403-2414. Kasa, H. ve S. Boran (1993), FMEA Ve Toplam Kalite Ynetimi in nemi, YA/EM93 Yneylem Aratrmas Endstri Mhendislii 15. Ulusal Kongresi "Kreselleme Ve Trk Endstrisi" Bildiriler Kitab, s. 87. Kavrakolu, . (1992), Toplam Kalite Ynetimi, stanbul, Kalder Yaynlar No:1. Knapp, C. (1999), Projekt-FMEA-Know-how-Sicherung, Durch Systematisches Methodeneinsatz bei Entwicklungsprojekten, Konferenz-Einzelbericht: Deutsches Projektmanagement Forum, p.148-158. Kseolu, M. (1997), TKY ve Verimlilik Arasndaki liki, Kalknmada Anahtar Verimlilik, 9(97), s. 4-5. Kusiak, A. (1993), Concurrent engineering, John Wiley and Sons, Inc., New York. Legg, J.M. (1978), Computerized Approach For Matrix-Form FMEA, IEE Transactions on Reliability, R-27(4). Mazur, G. H. (1993), Qfd For Service ndustries: From Voice Of Customer To Task Deployment, The Fifth Symposium on Quality Function Deployment: Novi, Michigan.
MIL STD 1629A (1984), Procedures For Performing A Failure Mode Effects And Criticality Analysis, ABD Savunma Bakanl. Musubeyli, E. N. (1999), rnn nemli Kalite Karakteristiklerinin Belirlenmesinde
108
Tasarm Hata Tr Ve Etkileri Analizi le Kalite Evinin Birlikte Kullanlmas, yaynlanm doktora tezi, Osmangazi niversitesi Fen Bilimleri Enstits, Eskiehir. Omdahl, T.P. (1988), Reliability, Availability, And Maintainability Dictionary, Milwaukee: ASQC Quality Pres. ndemir, ., C. G. en ve H. Baral (2004), Hata Tr Ve Etkileri Analizinde Bulank Mantk Yaklamnn Kullanlabilirlii, Yneylem Aratrmas / Endstri Mhendislii - XXIV Ulusal Kongresi, 15-18 Haziran 2004, Gaziantep Adana. zkl, ., Sal Ve Gvenlii, Ynetim Sistemleri Ve Risk Deerlendirme Metodolojileri 10 Eyll 2006. (www.tisk.org.tr/download/yayinlar/is_sagligi_veguvenligi_metodolojileri.pdf) Peker, . (1993), Toplam Kalite Ynetimi ve TS-9000 Standartlar, Verimlilik Dergisi (TKY zel says ), s. 47-61. Pekirciolu, N. (1994), Toplam Kalite Ynetimi Sistemi ve ISO 9000 Standartlar, MPM Verimlilik dergisi, 23(1): 104. Pillay, A. and J. Wang (2003), Modified Failure Mode And Effects Analysis Using Approximate Reasoning, Reliability Engineering and System Safety, 79(1): 6985.
Pinna T., R. Caporali, G. Cambi, L. Burgazzi, A. Poucet and M.T Porfiri (1998), "Failure Mode and Effect Analysis on ITER Heattransfer Systems", Fusion Engineering and Design, 42(1): 431-436. Prasad, B. (1996), Concurrent Engineering Fundamentals Volume I, Prentice-Hall Inc.:
109
New Jersey. Price, C. J., J. Michael, and E. Eva Chen (1993), Total Quality Management in a Small, High-Technology Company, California Management Review. I Spring. p. 96-117. Price C.J., N. Snooke, D.R. Pugh, J.E. Hunt and M.S. Wilson (1997), "Combining Functional And Structural Reasoning For Safety Analysis Of Electrical Designs", The Knowledge Engineering Review, 12(3): 271-287. Price C.J. (1998), Function-Directed Electrical Design Analysis, Artificial Intelligence in Engineering, p. 445-456. Price, C. J. and N. S. Taylor (2001), Automated Multiple Failure FMEA, Reliability Engineering and System Safety, 76(1): 110. Sankar N.R. and B.S. Prabhu (2001), "Application Of Fuzzy Logic To Matrix FMECA", Review of Progress in Quantitative Non-destructive Evaluation, 20(1): 1987-1994. Schiegg, H., vd., Early, n-Process FMEA Application, Qualitat Zyverlassigkeit, 44(7): 879-882,884. Scipioni, A., G. Saccarola, A. Centazzo and F. Arena (2002), FMEA Methodology Design, mplementation And ntegration With Haccp System n A Food Company, Food Control, 13(1): 495501.
Shiba, S. (1987), New Dimension of Quality Management, Statistical Process Control, Proceedings of the Ist. International Conference, June, London. Stamatis, D. H. (1995), Failure Mode And Effects Analysis FMEA from Theory To Execution, ASQC Quality Pres, Wisconsin. imek, M., Toplam Kalite Ynetimi 14 Mays 2006.
110
(www.angelfire.com/dragon/asif/T.HTM - 732k) Tatan, M., Toplam Kalite Ynetimi 15 Eyll 2006. (http://www.humanresourcesfocus.com/tky.asp) Tayrek, M., Hata trleri ve etkileri analizi 29 Kasm 2006. (http://www.fisek.org.tr/projeler) TS-EN-ISO 9001:2000, (2006), Kalite Ynetim Sistemi, Yenmak Piston&Segman San. Ve Tic. A.. Trkel, A., Kalite Kavramnn Tarihsel Geliimi 12 Mays 2006. (www.istanbul.meb.gov.tr/kalitekurulu/tky_klavuz_aciklama/kavramlar/kavram _09.htm - 25k -) Trkmen, . (1995), Toplam Kalite Ynetimine Gei ve Uygulamada Baary Engelleyen Faktrler, MPM Verimlilik Dergisi zel Say, s. 146. Ulusoy, G. (1996), FMEA Eitim Notlar, Erkunt Sanayi A.., Ankara. Usu, C. (2002), Hata Trleri Ve Etkileri Analizi (HTEA) Ve retim Ve Hizmet Sektr Uygulamalar, yaynlanmam yksek lisans tezi, Marmara niversitesi Sosyal Bilimler Enstits, stanbul.
Uz, M.H. (1995), Temel Salk Hizmetlerinde Kalitenin Srekli yiletirilmesi iin Gereken nkoullar ve Bu konudaki Danimarka Tecrbeleri. Salk
Hizmetlerinde Toplam Kalite Ynetiminin Yeri, ed. ORUH, M. Haberal Eitim Vakf Ankara, 1995, s. 49-55. Varol, K. . (1993), Topyekn Kalite Ynetimi, Gr , s. 26-30.
111
Vandenbrande, W.W. (1998), How To Use FMEA To Reduce The Size Of Your Quality Toolbox, Quality Progress, p. 97-100. VDA, (1996), Quality Management in the Automotive Industry, Quality Assurance Before Series Production, 4(2): 5. Vollrath, M. (2000), FMEA requieres Methodical Know-How And Support By The Management, Qualitat und Zuverlassigkeit, 46(1):65-68. Yazga, E. (1993), Toplam Kalite, Ko Holding Malzeme ve kmal Koordinatrl , stanbul. Ylmaz, A. (1997), Hata Tr Ve Etki Analizi, yaynlanmam yksek lisans tezi: T Fen Bilimleri Enstits, stanbul. Ylmaz,B.S. (2000), Hata Tr Ve Etki Analizi, Dokuz Eyll niversitesi Sosyal Bilimler Enstits Dergisi Cilt 2, Say:4. Zebedin, H. (1998), FMEA From The Standpoint Of An Engine Developer, The practical aplication of a designrelated FMEA and evaluation in an FMEA database, Qualitaet und Zuverlaessigkeit, 43(7): 826-828, 830-832. Failure Mode and Effect Analysis 19 Temmuz 2006. (http://www.fmeca.com) Hata Trleri Ve Etkileri Analizi11 Nisan 2006. (http://www.inoteconline.com/main/consult/inova/inv06.asp) Hata Trleri Ve Etkileri Analizi 12 temmuz 2006 (http://www.inoteconline.com/main/train/course/einv0600.asp) Pistonlar, Segmanlar Ve Pimler 25 Austos 2006. (www.otoyedekleri.com/v8motor.html - 16k -) Piston Pimi 26 Austos 2006
112
(odevsitesi.com/default.asp?islem=dok_indir&odevno=129566 - 72k -) Teknoloji Tarihinde Bu Ay 20 Nisan 2006. (www.ttgv.org.tr/tur/07_gencler_icin/73082001.htm - 23k) TV Sdwest FMEA Seminer Notlar 2002 stanbul, 10 Austos 2006. (http://www.altisigma.com/modules.php?name=News&file=print&sid=28)
EKLER EK-1 PSTON MALATINA AT TEKNK RESMLER
113
124.600.05
.00 R4
87.25+0.05 -0.00
23.50 0.05
50.00
125.200.05
12.000.05
115.200.05 X X1 X
.05
2.000.05
MERKEZLEME DERNL ' X ;X1' ARETL YERLERDEN ALINACAKTIR.
6 5.0 0 0
86.100.05 95.800.05 97.100.05
X=98.10 +0.30 -0.20
6.000.05
I II III
L 3.00 3.00 6.00
AIKLAMA :
MERCEDES OM-303
ZEN A.GLEN KONT.ONAY A.TEKMAN 04 REVZYON NO 11.04.2006 REVZYON TARH YENMAK KODU RESM NO YAYIN TARH OPERASYON ADI 1643 KALIP NO YP-MR-10305001.00 SAYFA NO LEK 10.10.1999 DKM 10305 01 1/1
X1=98.20+0,30 -0,20
KANAL APLARI 113.80+0,00 -0,10 112.65+0,00 -0,10 112.65+0,00 -0,10
108.000.10 110.000.05 115.000.10
46 .00
+0.05 137.25-0.00
114
127.00+0,50 -0,10
AIKLAMA :
ZEN A.AYDENZ KONT.ONAY A.TEKMAN 01 REVZYON NO 22.06.2005 REVZYON TARH
MERCEDES OM-303 125
YENMAK KODU RESM NO YAYIN TARH
OPERASYON ADI 1643 OPERASYON NO YP-MR-10305001.00 SAYFA NO LEK 10.10.1999
KABA DELK 01 01 1/1
115
3.00
23.50
(1)X=98.10 +0.30 -0.20
(2)X1=98.20+0,30 -0,20
110.00
12.000.10
7.750.10
6.500.10
137.25
115.200.05 116.700.05
X1
MERKEZLEME DERNL ' X;X1 ' ARETL YERLERDEN ALINACAKTIR. AIKLAMA : TOLERANSSIZ LLER BLG AMALI VERLMTR ZEN A.GLEN KONT.ONAY A.TEKMAN 03 REVZYON NO 11.04.2006 REVZYON TARH
MERCEDES OM-303 125
YENMAK KODU RESM NO YAYIN TARH
OPERASYON ADI 1643 OPERASYON NO YP-MR-10305001.00 SAYFA NO LEK 10.10.1999
MERKEZLEME 02 01 1/1
(1)X=97.60 -0.20 (2)X1=98.10-0,20
+0.30
+0,30
116
124.600.05
125.200.05
124.800.05 113.80+0,00 -0,10 124.70+0.00 -0.05 124.70+0.00 -0.05 124.850.05 112.65+0,00 -0,10 112.65+0,00 -0,10 125.050.05 I II III L 3.00 3.00 6.00 GEER GEMEZ KONK KANAL +0.05 +0.07 +0.03 +0.05
I II III
121.600.05 124.850.05
A-DETAYI
AIKLAMA : TOLERANSSIZ LLER BLG AMALI VERLMTR. ZEN A.AYDENZ KONT.ONAY A.TEKMAN 02 REVZYON NO 22.06.2005 REVZYON TARH
MERCEDES OM-303
YENMAK KODU RESM NO YAYIN TARH OPERASYON ADI 1643 OPERASYON NO YP-MR-10305001.00 SAYFA NO LEK 10.10.1999 KANAL AMA 03 01 1/1
86.100.05
95.800.05 97.100.05 108.000.10 110.000.05 115.000.10
+0.05 137.25-0.00
117
3 .50 +0,1
-0,0 0 0
AIKLAMA:
ZEN A.AYDENZ KONT.ONAY A.TEKMAN 01 REVZYON NO 22.06.2005 REVZYON TARH
MERCEDES BENZ OM 303
YENMAK KODU RESM NO YAYIN TARH
OPERASYON ADI 1643 OPERASYON NO YP-MR-10305001.00 SAYFA NO LEK 10.10.1999
25
89.00 0.05
25
YALAMA DEL 04 01 1/1
118
.00 R4
23.50 +0.00 -0.10
6 5.0 0
0.0 5
6.000.05 AIKLAMA : TOLERANSSIZ LLER BLG AMALI VERLMTR. ZEN A.AYDENZ KONT.ONAY A.TEKMAN 02 REVZYON NO 22.06.2005 REVZYON TARH
MERCEDES BENZ OM 303
YENMAK KODU RESM NO YAYIN TARH
OPERASYON ADI 1643 OPERASYON NO YP-MR-10305001.00 SAYFA NO LEK 10.10.1999
2.000.05
HCRE 05 01 1/1
119
87.25+0.05 -0.00
-0,2 0
AIKLAMA :
50.00
ZEN A.AYDENZ KONT.ONAY A.TEKMAN 01 REVZYON NO 22.06.2005 REVZYON TARH
MERCEDES OM-303 125
YENMAK KODU RESM NO YAYIN TARH
OPERASYON ADI 1643 OPERASYON NO YP-MR-10305001.00 SAYFA NO LEK 10.10.1999
137.25 KABA DELK 06 01 1/1
4 4.5 + 0 0,30
120
87.25+0.05 -0.00
0.0 8 12
AIKLAMA :
50.00
ZEN A.AYDENZ KONT.ONAY A.TEKMAN 01 REVZYON NO 02.06.2004 REVZYON TARH
MERCEDES OM-303 125
YENMAK KODU RESM NO YAYIN TARH
OPERASYON ADI 1643 OPERASYON NO YP-MR-10305001.00 SAYFA NO LEK 10.10.1999
137.25 DELK FN 07 01 1/1
4 6.0 + 0+ 0.00
121
1.00x45 48.50+0,25 -0,00 1.85+0,20 -0,00 97.00+0,10 -0,00 1.85+0,20 -0,00 AIKLAMA : ZEN A.AYDENZ KONT.ONAY A.TEKMAN 01 REVZYON NO 22.06.2005 REVZYON TARH
MERCEDES OM-303 125
YENMAK KODU RESM NO YAYIN TARH
OPERASYON ADI 1643 OPERASYON NO YP-MR-10305001.00 SAYFA NO 10.10.1999 LEK
EMN.SEGMANI 08 01 1/1
122
1.00x45 48.50+0,25 -0,00 1.85+0,20 -0,00 97.00+0,10 -0,00 1.85+0,20 -0,00 AIKLAMA : ZEN A.AYDENZ KONT.ONAY A.TEKMAN 01 REVZYON NO 22.06.2005 REVZYON TARH
MERCEDES OM-303 125
YENMAK KODU RESM NO YAYIN TARH
OPERASYON ADI 1643 OPERASYON NO YP-MR-10305001.00 SAYFA NO LEK 10.10.1999
EMN.SEGMANI 08 01 1/1
123
3.000.05
43.000.05
43.000.05
45.00
AIKLAMA : TOLERANSSIZ LLER BLG AMALI VERLMTR. ZEN KONT.ONAY REVZYON NO REVZYON TARH A.AYDENZ A.TEKMAN 02 22.06.2005
MERCEDES BENZ OM 303
YENMAK KODU RESM NO YAYIN TARH 1643 YP-MR-10305001.00 10.10.1999
62.00
OPERASYON ADI OPERASYON NO SAYFA NO LEK
4.000.05
5 1 .00
54.00
SUPAP 10 01 1/1
124
R1 3.0 0
10.000.05
AIKLAMA :
ZEN A.AYDENZ KONT.ONAY A.TEKMAN 01 REVZYON NO 02.06.2004 REVZYON TARH
MERCEDES OM-303 125
YENMAK KODU RESM NO YAYIN TARH
7.000.05
OPERASYON ADI 1643 OPERASYON NO YP-MR-10305001.00 SAYFA NO LEK 10.10.1999
PALET 09 01 1/1
125
124.21 124.41 124.42 124.44 124.46
124.29
+5.00 -0.302 -0.280
124.49 -22.00 -0.180 124.50 -29.00 -0.175 124.52 -37.00 -0.165 124.54 -45.00 -0.155 -49.00 -0.100
-0.040
124.32 -0.190
124.70 -52.00 -0.075 124.73 -57.50 -0.060 124.77 -62.00 -0.040 124.79 -68.00 -0.030 124.82 -75.00 -0.015 124.84 -84.00 -0.005 124.85 -94.00 -0.000
-0.150 124.55 124.85 -123.00 -0.000 124.82
-140.00 -0.015 OVALLK
-5.00 -0.025 124.70 -21.80 -22.00 124.40 -23.00 -24.00 -29.00 124.45 -29.20 -0.025 -0.025 -0.150 -0.125 -0.125 -0.025 -0.000
124.32 124.37
-0.040 -0.000
STD AP=125.00 mm SP=0.15 (124.85) mm Y=124.85/2-0.302=62.123 mm
AIKLAMA :
Y'=124.70/2-0.275=62.325 mm
ZEN M.ERSZ KONT.ONAY A.TEKMAN 03 REVZYON NO 04.08.2005 REVZYON TARH
MERCEDES BENZ OM 303
YENMAK KODU RESM NO YAYIN TARH
OPERASYON ADI 1643 OPERASYON NO YP-MR-10305001.00 SAYFA NO LEK 10.10.1999
FN 11 01 1/ 1
126
EK-2 YENMAK PSTON&SEGMAN A. NUMUNE ALMA TALMATI
1. 2. 3. 3.1 3.2 3.3 3.4 3.5 AMA VE KAPSAM : Girdi, retim aamas ve nihai rn kalite planlarnda belirtilen izleme ve lmeler iin numune alma ynteminin belirlenmesidir. UYGULAMA SORUMLUSU : lgili planda belirtilen numune alma ve/veya izleme ve lme sorumlular. UYGULAMA Emri alan her rn miktarn bir parti olarak kabul et. Numune alnacak rn partisini oluturan rnler ambalajl ise ambalaj saysn parti bykl olarak kabul et. Alnacak numune saysn ve muayene seviyesini ilgili kontrol plan, kalite plan veya talimatta aksi belirtilmiyor ise aadaki normal muayene tablosundan belirle. Numune alrken; alnan numunelerin partiyi temsil etmesi iin partinin n/orta/arka veya alt/orta/st ksmlarna yakn yerlerden veya retim aamasnda 1. /2. /3. vardiyada retilen rnlerden eit arlkta olacak biimde numune almaya dikkat et. Yaplan muayene ve deneylerde herhangi bir zellii uygun kmayan rn says aadaki tabloda sfr hata olarak belirtilen Kabul Edilebilir Kusurlu rn Says na eit ise partiyi kabul et. Aksi halde partiyi %100 kontrol et ve rnleri se. 1. Tip Muayene Seviyesi (Gevek Muayene) Numune Alma Tablosu Parti Bykl Numune Says Kabul Edilebilir Kusurlu rn Says 2-25 2 0 26-150 3 0 151-1200 5 0 1201-35.000 8 0 35.001-500.000 13 0 TS 2756-1/Nisan 1995 Muayene Seviyesi S2, Tekli, Normal Muayene, AQL=0,65 2. Tip Muayene Seviyesi (Normal Muayene) Numune Alma Tablosu Parti Bykl Numune Says Kabul Edilebilir Kusurlu rn Says 2-15 2 0 16-50 3 0 51-150 5 0 151-500 8 0 500-3.200 13 0 3.201-35.000 20 0 TS 2756-1/Nisan 1995 Muayene Seviyesi S3, Tekli, Normal Muayene, AQL=0,1 3. Tip Muayene Seviyesi (Sk Muayene) Numune Alma Tablosu Parti Bykl Numune Says Kabul Edilebilir Kusurlu rn Says 2-15 2 0 16-25 26-90 91-150 151-280 281-500 501-1.200 1.201-3.200 3.201-10.000 3 5 8 13 20 32 50 80 0 0 0 0 0 0 0 0
127
Ek 3 FMEA FORMU FMEA No: Tip: Model: Sayfa: Hazrlayan: Orijinal FMEA Tarihi:......./...../......Rev.No:.......
rn: Marka: FMEA Ekibi:
Madde Olaslk(O) iddet() Hatann Potansiyel Oluum Mekanizmas Mevcut Proses Kontrolleri (nleme) RS
metalin alfin
Potansiyel Hata Tr
Hatann Potansiyel Etkileri
Kontrol nlemleri
Sorumluluk ve Termin
RS T.E.
Tespit E. (TE)
Fonksiyon 8 yzeyini
kaplamamas lmas ve kaba torna minin sresinin uzat
Dkm
Alfin ve Piston
piston sarar
4 Alfin kumlama ile
5 160 lm cihaznn yenilenmesi
2 64
ve
yzeyi arasnda
kaba
boluk olumas
tornalama
ileminin ba blge sinden etek blge sine doru yaplmas 7 tezgah,uc, operatr,l aleti 8 ucun anmas, yanl parametre 4 Kontrollerin sk tutulmas, lm onaynn yaplmas 3 Kontrollerin sk tutulmas, 5 140 lm cihaznn yenilenmesi
Dkm Mdr Tuna Tomakin malat Mdr Seyfettin Ku
Delik Fini
Pim delik apnn
alma hatas, vuruntu tolerans dahilinde olmas olmamas
malat Mdr
5 56
Fini
krepaj yapar;
5 120 lm cihaznn yenilenmesi
Seyfettin Ku Kalite Polisleri Ylmaz Tan malat Mdr Seyfettin Ku
3 72
Koniklik-ovallik lsnn tolerans dahilinde olmamas 00
ses yapar.
Revizyon No:
lm onaynn yaplmas Revizyon Tarihi:
Kalite Polisleri Ylmaz Tan Sayfa No:
..../.....
128
EK 4 2005 Yl II. Alt Aylk Mteri ikayet-neri Listesi
SIRA NO TARH 07.07.2005 09.07.2005 27.07.2005 11.08.2005 17.08.2005 17.08.2005 17.08.2005 23.08.2005 23.08.2005 24.08.2005 31.08.2005 31.08.2005 31.08.2005 05.09.2005 05.09.2005 10.10.2005 07.11.2005 07.11.2005 20.11.2005 Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 2163.080 1879.000 1372.000 1512.000 1961.000 1961.000 2030.000 1480.000 41832494 1512.000 1480.000 2202.000 20-9800 1670.000 1674.000 1877.000 2202.000 1904.000 1512.000 HT-04 HT-04 HT-08 HT-01 HT-10 HT-07 HT-12 HT-07 HT-11 HT-04 HT-04 HT-07 HT-08 HT-03 HT-01 HT-04 HT-08 HT-08 HT-07 MTER ADI RN KODU
HATA KODU
001 002 003 004 005 006 007 008 009 010 011 012 013 014 015 016 017 018 019
KAYET NER NO 2005-105 2005-106 2005-110 2005-113 2005-116 2005-118 2005-119 2005-120 2005-122 2005-123 2005-124 2005-125 2005-127 2005-139 2005-139 2005-155 2005-159 2005-162 2005-165
Not:Firmann ticari karlar iin mteri isimleri verilmemitir.
129
Ek 5 2006 Yl I. Alt Aylk Mteri ikayet-neri Listesi
SIRA NO TARH 02.02.2006 15.02.2006 21.02.2006 27.02.2006 07.03.2006 07.03.2006 07.03.2006 10.03.2006 29.03.2006 18.04.2006 20.04.2006 06.05.2006 Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri Mteri 1 2 3 4 5 6 7 8 9 10 11 12 1372.000 2120.000 1408.000 1397.060 1961.000 1961.000 1851.000 1340.000 1430.000 1664.000 1420.000 1409.000 HT-07 HT-05 HT-04 HT-06 HT-09 HT-11 HT-12 HT-01 HT-08 HT-03 HT-02 HT-01 MTER ADI RN KODU
HATA KODU
001 002 003 004 005 005 005 006 007 008 009 010
KAYET NER NO 2006-191 2006-194 2006-195 2006-198 2006-199 2006-199 2006-199 2006-201 2006-202 2006-207 2006-213 2006-219
nlem alndktan sonraki hata yzdeleri HT-04 azalma oran % 62 H7-04 azalma oran % 53 H8-04 azalma oran % 53 Hata saylarndaki azalma oran % 52 HT-04 % 10 HT-07 % 10 HT-08 % 10
130
ZGEM 1982 ylnda Erzurumda dodu. lk renimini Samsunda, orta ve lise renimini ise, Tokatta tamamlad. 2000 ylnda Seluk niversitesi Mhendislik Mimarlk Fakltesi Endstri Mhendislii Blmn kazand. 2004 ylnda
niversiteden mezun oldu. Ayn yl Gaziosmanpaa niversitesi ktisadi dari Bilimler Fakltesi letme Anabilim Dalnda yksek lisans eitimine balad. 2005 ylnda 8 ay Konyada otomotiv sektrnde faaliyet gstermekte olan bir firmada Endstri Mhendisi olarak alt. Halen Etimesgut-Ankara Hava Lojistik Komutanlnda Endstri Mhendisi olarak almaktadr.
You might also like
- Ki̇şi̇sel Zaman Yöneti̇mi̇Document50 pagesKi̇şi̇sel Zaman Yöneti̇mi̇otektoidNo ratings yet
- Yönetim Sistemleri Tetkik KılavuzuDocument50 pagesYönetim Sistemleri Tetkik KılavuzuÖZGUR ÇOMNo ratings yet
- Iso 9001 Egitimi PDF SunumuDocument30 pagesIso 9001 Egitimi PDF SunumuAli Can ŞahanNo ratings yet
- 2020 - Ürün Ağaci Ve Konfi̇gürasyon Yöneti̇mi̇Document71 pages2020 - Ürün Ağaci Ve Konfi̇gürasyon Yöneti̇mi̇Sübhan NiftaliyevNo ratings yet
- Kalite Kayitlarinin Kontrolu ProseduruDocument3 pagesKalite Kayitlarinin Kontrolu ProseduruFurkan ÖztürkNo ratings yet
- Risk Analizi GESDocument27 pagesRisk Analizi GESmaho52er100% (1)
- Dokumanlarin Kontrolu ProseduruDocument6 pagesDokumanlarin Kontrolu Proseduruosman osmanNo ratings yet
- Tesis Özel Güvenlik El Kitabı TaslağıDocument45 pagesTesis Özel Güvenlik El Kitabı Taslağıeren_muhNo ratings yet
- Süreç Yönetimi1Document49 pagesSüreç Yönetimi1Serkan KeçeNo ratings yet
- As9100 IçindekilerDocument8 pagesAs9100 IçindekilerGülnur Kınalı100% (1)
- TR As9100 As9120Document2 pagesTR As9100 As9120InnoviaNo ratings yet
- Süreç Yönetimi El Kitabı - 0Document467 pagesSüreç Yönetimi El Kitabı - 0bekir EMEKNo ratings yet
- Havacilik Sektorunde As 9100 Kalite Standardi IsoDocument11 pagesHavacilik Sektorunde As 9100 Kalite Standardi IsoozlmctnNo ratings yet
- Dokumanlarin Kontrolu ProsesiDocument4 pagesDokumanlarin Kontrolu ProsesiHasan PaksuNo ratings yet
- Surec Yonetimi - Süreç NedirDocument68 pagesSurec Yonetimi - Süreç NedirnecmettinsengunNo ratings yet
- Konfigürasyon Yönetimi SunumuDocument24 pagesKonfigürasyon Yönetimi Sunumuhsen2005100% (1)
- SEO 2016 Icindekiler PDFDocument18 pagesSEO 2016 Icindekiler PDFdavidNo ratings yet
- Otomoti̇v Sanayi̇ne Kablo Üreten Bi̇r İşletmede İler Ürün Kali̇te Planlamasi UygulamasiDocument165 pagesOtomoti̇v Sanayi̇ne Kablo Üreten Bi̇r İşletmede İler Ürün Kali̇te Planlamasi Uygulamasiyasin çakırNo ratings yet
- CEVRE ISO 9001-ISO 10002 C Denetim Soru ListesiDocument11 pagesCEVRE ISO 9001-ISO 10002 C Denetim Soru ListesiAhmetNurhakEroğlu50% (2)
- 8.0 Operasyon MaddesiDocument15 pages8.0 Operasyon MaddesiGülnur KınalıNo ratings yet
- TS en Iso 19011Document60 pagesTS en Iso 19011s_agali2413No ratings yet
- Denetim Raporlarinin HazirlanmasiDocument16 pagesDenetim Raporlarinin HazirlanmasiotektoidNo ratings yet
- Aiag Vda Fmea (Yeni̇)Document6 pagesAiag Vda Fmea (Yeni̇)mmmNo ratings yet
- Stratejik Yönetim Ve İşletme Politikası-Man505iyltrDocument3 pagesStratejik Yönetim Ve İşletme Politikası-Man505iyltrBurak Çiğdem BakarNo ratings yet
- ISO 19011 2018 Yönetim Sistemleri Tetkik RehberiDocument30 pagesISO 19011 2018 Yönetim Sistemleri Tetkik Rehberideniz ümit bayraktutar100% (1)
- IATF Zorunlu Dokümanlar ListesiDocument3 pagesIATF Zorunlu Dokümanlar ListesiSÜMME AÇIKGÖZ100% (1)
- Kys ProsesDocument61 pagesKys ProsesBeytullah KurnalıNo ratings yet
- Uçak Tasarım Uygulamaları IIDocument59 pagesUçak Tasarım Uygulamaları IISeyfettin GökmenNo ratings yet
- Tzy Ve Scor ModeliDocument43 pagesTzy Ve Scor ModelifadfadfadfadNo ratings yet
- UYGUNSUZLUKLARDocument18 pagesUYGUNSUZLUKLARotektoidNo ratings yet
- Risk Degerlendirmesi YontemleriDocument99 pagesRisk Degerlendirmesi Yontemlerihalilozsen100% (1)
- PR.07.08. Değişikliklerin Kontrolü Prosedürü. Rev01Document7 pagesPR.07.08. Değişikliklerin Kontrolü Prosedürü. Rev01BARIŞ ARIKSOYNo ratings yet
- Fmea Türkçe Kaynak PDFDocument25 pagesFmea Türkçe Kaynak PDFGokhan CengizNo ratings yet
- Iso 16949 1Document35 pagesIso 16949 1mctkrdgNo ratings yet
- GTAG 3 Continuous-Auditing-TurkishDocument36 pagesGTAG 3 Continuous-Auditing-TurkishGurcan KarayelNo ratings yet
- YÖN - PR.01 Döküman Kontrolü Ve Kurumsal Bilgi ProsedürüDocument9 pagesYÖN - PR.01 Döküman Kontrolü Ve Kurumsal Bilgi ProsedürüGözde100% (1)
- Güvenilirlik Merkezli BakımDocument49 pagesGüvenilirlik Merkezli BakımEfari BahchevanNo ratings yet
- ISO 19011 SunumDocument35 pagesISO 19011 SunumSelçuk ÇelikNo ratings yet
- 9001 2015 Dokümantasyon EğitimiDocument47 pages9001 2015 Dokümantasyon Eğitimieaglesun0318No ratings yet
- IPC A 620A Türkçe - Çeviri 4Document87 pagesIPC A 620A Türkçe - Çeviri 4ebru00178No ratings yet
- Dokuman Ve Kayitlarin Kontrolu ProseduruDocument8 pagesDokuman Ve Kayitlarin Kontrolu ProseduruBurak DemirciNo ratings yet
- Aqap 2000Document37 pagesAqap 2000Sinem ÖzgülerNo ratings yet
- Fmea Tekni̇ği̇Document15 pagesFmea Tekni̇ği̇mustafa Sergin100% (1)
- Poka Yokelar2019 PDFDocument10 pagesPoka Yokelar2019 PDFfbahsiNo ratings yet
- ISO 9001-2015 Eğitim Testi 2Document2 pagesISO 9001-2015 Eğitim Testi 2Hudaverdi MuradhudaverdiNo ratings yet
- Iso 9001 Dokuman Hazirlama ProseduruDocument3 pagesIso 9001 Dokuman Hazirlama ProseduruTolgaNo ratings yet
- Entegre Lojistik Destek TezDocument153 pagesEntegre Lojistik Destek TezTalha AkınNo ratings yet
- PL-04 Veri Analizi PlanıDocument1 pagePL-04 Veri Analizi PlanıHakan Kale0% (1)
- Ornek Cevre Boyutlari Risk AnaliziDocument3 pagesOrnek Cevre Boyutlari Risk AnalizirecaiNo ratings yet
- ISO 9001 Egitim ProsesiDocument2 pagesISO 9001 Egitim Prosesiremeus100% (1)
- ISO 14001-2015 Zorunlu Belgelerin Kontrol ListesiDocument9 pagesISO 14001-2015 Zorunlu Belgelerin Kontrol ListesiÜmran KoyuncuNo ratings yet
- Aqap 2131Document9 pagesAqap 2131Sinem ÖzgülerNo ratings yet
- Asgari̇ Tse Kali̇te Yöneti̇m Si̇stem Şartlari.2018Document4 pagesAsgari̇ Tse Kali̇te Yöneti̇m Si̇stem Şartlari.2018ilhantuNo ratings yet
- 4.1.dokuman Ve Kayitlarin Kontrolu ProseduruDocument7 pages4.1.dokuman Ve Kayitlarin Kontrolu ProseduruMeltem PolatNo ratings yet
- Bilimsel Anketler Icin Orneklem Sayisi HesaplamaDocument4 pagesBilimsel Anketler Icin Orneklem Sayisi HesaplamacanertrNo ratings yet
- Bilgi Güvenliği Politikası Oluşturma KılavuzuDocument13 pagesBilgi Güvenliği Politikası Oluşturma KılavuzuSenol CakirNo ratings yet
- 9100 Çalışma DetaylarıDocument2 pages9100 Çalışma DetaylarıertNo ratings yet
- PR-18 Risk Analizi ProsedürüDocument9 pagesPR-18 Risk Analizi ProsedürüMesut DenizNo ratings yet
- Lda TezDocument167 pagesLda TezTalha AkınNo ratings yet
- Ziyaretçi Isg TalimatıDocument1 pageZiyaretçi Isg TalimatıMuhammet Bursalı100% (1)
- 10.3onaylanmiå Bakim Kuruluå Lari Shy 145Document83 pages10.3onaylanmiå Bakim Kuruluå Lari Shy 145İrem Gönül İNALNo ratings yet
- yokAcikBilim 359872Document78 pagesyokAcikBilim 359872SÜMME AÇIKGÖZNo ratings yet
- Otomoti̇v Endüstri̇si̇ İçi̇n Kali̇te Yöneti̇mDocument211 pagesOtomoti̇v Endüstri̇si̇ İçi̇n Kali̇te Yöneti̇mjerojof703No ratings yet
- Döküm Prensipleri $ Adem ŞahinDocument34 pagesDöküm Prensipleri $ Adem ŞahinotektoidNo ratings yet
- HIDROLIKSISTEMLERDocument152 pagesHIDROLIKSISTEMLERgrcannNo ratings yet
- 3 Yr App OrnekDocument54 pages3 Yr App OrnektuzruhiNo ratings yet
- Çevre KanunuDocument9 pagesÇevre KanunuotektoidNo ratings yet
- Çevre Cezaları Ve Tahsili YönetmeliğiDocument7 pagesÇevre Cezaları Ve Tahsili YönetmeliğiotektoidNo ratings yet
- Denetim PlanlamaDocument19 pagesDenetim PlanlamabrunetblueNo ratings yet
- Bet OnDocument14 pagesBet OnotektoidNo ratings yet
- Denetim TurleriDocument20 pagesDenetim TurleriotektoidNo ratings yet