You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- ITC 215: Data Structure and Algorithm Module ObjectivesDocument3 pagesITC 215: Data Structure and Algorithm Module Objectiveskarthikeyan50700HRNo ratings yet
- Honda CRF250L Wiring DiagramDocument1 pageHonda CRF250L Wiring Diagramนายโจ รักกาแฟ80% (5)
- Learjet 45 Pilot Traning Manual Volumen 2Document539 pagesLearjet 45 Pilot Traning Manual Volumen 2Agustin Bernales88% (8)
- LTE UMTS GSM Network OptimizationDocument44 pagesLTE UMTS GSM Network OptimizationAvi Shetty100% (1)
- Tesla CSRDocument15 pagesTesla CSRM.Bhaskar0% (1)
- HRIS1Document24 pagesHRIS1UMESH VINAYAK ARVINDEKARNo ratings yet
- Hospital Building Civil ProjectDocument128 pagesHospital Building Civil ProjectArun Ragu100% (6)
- Pic18f2525 2620 4525 4620Document390 pagesPic18f2525 2620 4525 4620api-19831863No ratings yet
- Tokyohypower Hl110v ManualDocument9 pagesTokyohypower Hl110v Manualนายโจ รักกาแฟNo ratings yet
- Hyg Dx77a ManualDocument14 pagesHyg Dx77a Manualve7eoeNo ratings yet
- 6M HO LoopDocument11 pages6M HO Loopนายโจ รักกาแฟNo ratings yet
- Throttle BoosterDocument1 pageThrottle Boosterนายโจ รักกาแฟNo ratings yet
- Best Products to Buy in 2022Document48 pagesBest Products to Buy in 2022นายโจ รักกาแฟNo ratings yet
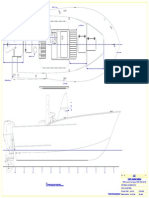
- Smith Marine Design: 9200 N. Lennox Ter, Citrus Springs, FL 34434 (352) 465-3123Document1 pageSmith Marine Design: 9200 N. Lennox Ter, Citrus Springs, FL 34434 (352) 465-3123นายโจ รักกาแฟNo ratings yet
- 302 01103 0 Mar 1SMDocument2 pages302 01103 0 Mar 1SMนายโจ รักกาแฟNo ratings yet
- 4cx250 2mtr AmpDocument15 pages4cx250 2mtr Ampนายโจ รักกาแฟNo ratings yet
- 6M3 SSDocument7 pages6M3 SSนายโจ รักกาแฟNo ratings yet
- Shimano Catalog 2012Document144 pagesShimano Catalog 2012นายโจ รักกาแฟNo ratings yet
- Throttle BoosterDocument1 pageThrottle Boosterนายโจ รักกาแฟNo ratings yet
- 1 N 5365Document3 pages1 N 5365นายโจ รักกาแฟNo ratings yet
- Penguin B 3dDocument1 pagePenguin B 3dMohamed Ghazy Jr.No ratings yet
- 807 E. Parkridge Ave. - Corona, CA 92879 1-888-ACCU-372 - 951-479-0909 - Fax: 951-479-0305Document12 pages807 E. Parkridge Ave. - Corona, CA 92879 1-888-ACCU-372 - 951-479-0909 - Fax: 951-479-0305นายโจ รักกาแฟNo ratings yet
- 1100cc Engine Parts CatalogueDocument39 pages1100cc Engine Parts CatalogueSimon placenciaNo ratings yet
- Open-Ended CG Experiments Spark CreativityDocument9 pagesOpen-Ended CG Experiments Spark CreativityArjun ShettyNo ratings yet
- Manual, contact info and schematic for GSM moduleDocument10 pagesManual, contact info and schematic for GSM modulethaiNo ratings yet
- 220 KV GSS, HeerapuraDocument56 pages220 KV GSS, Heerapurapikeshjain33% (3)
- VisQ Queue Manager System Guide Version 10.3Document27 pagesVisQ Queue Manager System Guide Version 10.3MSC Nastran Beginner100% (1)
- Final ProjectDocument27 pagesFinal ProjectMohit KeshriNo ratings yet
- Assignment OracleDocument4 pagesAssignment OracleKyle Austin PabustanNo ratings yet
- Oops (Object Oriented Programming System)Document3 pagesOops (Object Oriented Programming System)shamagondalNo ratings yet
- Shallow Foundation Assignment 1 (Finals)Document2 pagesShallow Foundation Assignment 1 (Finals)Lensearfwyn NamocatcatNo ratings yet
- DevelopmentThatPays ScrumToScrumban CheatSheet 2 - 0Document1 pageDevelopmentThatPays ScrumToScrumban CheatSheet 2 - 0tarikNo ratings yet
- Reaction Paper The Flight From ConversationDocument4 pagesReaction Paper The Flight From ConversationJoe NasalitaNo ratings yet
- FREE UX Books @UXlinksDocument4 pagesFREE UX Books @UXlinksSyaifudin MashuriNo ratings yet
- Sat - RPMSDocument4 pagesSat - RPMSAeroz RednaxelaNo ratings yet
- Stock PartDocument20 pagesStock PartGReyNo ratings yet
- Mistika SGCDocument17 pagesMistika SGCflameadgNo ratings yet
- Wireless DoorbellDocument20 pagesWireless Doorbellmujahed1987No ratings yet
- Lot Inspection Report For LPG New CylindersDocument3 pagesLot Inspection Report For LPG New CylindersJagannath MajhiNo ratings yet
- Nokia 7368 ISAM ONT G-010G-A For Optical LAN Data Sheet enDocument3 pagesNokia 7368 ISAM ONT G-010G-A For Optical LAN Data Sheet enMirado AndriamihasinoroNo ratings yet
- Fiedler's Contingency Model of Leadership Effectiveness: Background and Recent DevelopmentsDocument24 pagesFiedler's Contingency Model of Leadership Effectiveness: Background and Recent DevelopmentsEdielyn Gonzalvo GutierrezNo ratings yet
- Project calculation sheet for pull-out capacity of holding down boltsDocument1 pageProject calculation sheet for pull-out capacity of holding down boltsKhalid ElazharyNo ratings yet
- Technology in Supply Chain ManagementDocument8 pagesTechnology in Supply Chain ManagementjasmineNo ratings yet
- Gas LiftDocument35 pagesGas LiftHìnhxămNơigóckhuấtTimAnh100% (1)
- Meteor Burst Communications. Request For Expertise, Russian Fed, Ukraine, Etc DCSTDocument3 pagesMeteor Burst Communications. Request For Expertise, Russian Fed, Ukraine, Etc DCSTSkybridge Spectrum FoundationNo ratings yet
- Restaurant Pub VIP Lounge Camp Pune SaleDocument4 pagesRestaurant Pub VIP Lounge Camp Pune SaleChandrashekhar Naikare0% (1)