You might also like
- How to Get Nigeria Passport in 40 StepsDocument42 pagesHow to Get Nigeria Passport in 40 Stepsgynn100% (1)
- Material Selection 1Document21 pagesMaterial Selection 1yulianus_srNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- PIPING QUESTIONAIRE (Interview) - Google Groups PDFDocument11 pagesPIPING QUESTIONAIRE (Interview) - Google Groups PDFKurian Jose100% (1)
- Fabrication SetupDocument47 pagesFabrication SetupGamble100% (2)
- Acoustically Induced Vibration (Aiv) & Flow Induced Vibration (Fiv) Analysis For The High Pressure Reducing Systems Using Energy Institute GuidelinesDocument4 pagesAcoustically Induced Vibration (Aiv) & Flow Induced Vibration (Fiv) Analysis For The High Pressure Reducing Systems Using Energy Institute GuidelinesJournal 4 ResearchNo ratings yet
- Acoustically Induced Vibration (Aiv) & Flow Induced Vibration (Fiv) Analysis For The High Pressure Reducing Systems Using Energy Institute GuidelinesDocument4 pagesAcoustically Induced Vibration (Aiv) & Flow Induced Vibration (Fiv) Analysis For The High Pressure Reducing Systems Using Energy Institute GuidelinesJournal 4 ResearchNo ratings yet
- Acoustically Induced Vibration (Aiv) & Flow Induced Vibration (Fiv) Analysis For The High Pressure Reducing Systems Using Energy Institute GuidelinesDocument4 pagesAcoustically Induced Vibration (Aiv) & Flow Induced Vibration (Fiv) Analysis For The High Pressure Reducing Systems Using Energy Institute GuidelinesJournal 4 ResearchNo ratings yet
- Acoustically Induced Vibration (Aiv) & Flow Induced Vibration (Fiv) Analysis For The High Pressure Reducing Systems Using Energy Institute GuidelinesDocument4 pagesAcoustically Induced Vibration (Aiv) & Flow Induced Vibration (Fiv) Analysis For The High Pressure Reducing Systems Using Energy Institute GuidelinesJournal 4 ResearchNo ratings yet
- Acoustically Induced Vibration (Aiv) & Flow Induced Vibration (Fiv) Analysis For The High Pressure Reducing Systems Using Energy Institute GuidelinesDocument4 pagesAcoustically Induced Vibration (Aiv) & Flow Induced Vibration (Fiv) Analysis For The High Pressure Reducing Systems Using Energy Institute GuidelinesJournal 4 ResearchNo ratings yet
- PIPING SYSTEM R1 (13-07-2010) Part-1 PDFDocument78 pagesPIPING SYSTEM R1 (13-07-2010) Part-1 PDFyogNo ratings yet
- Piping Interview Questionnaire 5Document2 pagesPiping Interview Questionnaire 5Valli RajuNo ratings yet
- QC General NotesDocument21 pagesQC General NotesBilly Kurniawan100% (2)
- Why Insulate Pipes: 3 Key Benefits of InsulationDocument13 pagesWhy Insulate Pipes: 3 Key Benefits of InsulationnguyenNo ratings yet
- Gasket FactorsDocument7 pagesGasket Factorsbalumagesh1979100% (2)
- Type 6B flange dimensions for various pressure ratingsDocument63 pagesType 6B flange dimensions for various pressure ratingsNaeem NematiNo ratings yet
- Fundamentals of Piping Design & MaterialDocument57 pagesFundamentals of Piping Design & MaterialGunturMudaAliAkbarNo ratings yet
- Piping Training CourseDocument446 pagesPiping Training CourseJose Luis Roca CordovaNo ratings yet
- Steel Pipe Design Calculation For SeamlessDocument4 pagesSteel Pipe Design Calculation For SeamlessA SubinNo ratings yet
- Pipe Rack CalculationDocument51 pagesPipe Rack Calculationbalumagesh1979100% (2)
- Piping BasicsDocument10 pagesPiping Basicstulasirao.nammiNo ratings yet
- Typical Questions For Piping EngineerDocument6 pagesTypical Questions For Piping EngineerVenkataratnam Gollapalli100% (1)
- Codes and Standards: ASME B31 Piping CodesDocument44 pagesCodes and Standards: ASME B31 Piping CodesMuthukumar ThangaiahNo ratings yet
- Whats Different in B31.1 PDFDocument30 pagesWhats Different in B31.1 PDFhirenkumar patel100% (2)
- Piping Engineering Technical Interview QuestionDocument22 pagesPiping Engineering Technical Interview Questionmohamed faragNo ratings yet
- Basics of Pipe For Oil & Gas EngineerDocument12 pagesBasics of Pipe For Oil & Gas EngineerMannuddin KhanNo ratings yet
- Piping Presentation MasterDocument61 pagesPiping Presentation MasterQC NGUYEN100% (2)
- PipingDocument28 pagesPipingSalim ChohanNo ratings yet
- Corporate Piping SpecDocument56 pagesCorporate Piping Specamanojp100% (2)
- Curriculum Vitae: Muhammad IlyasDocument5 pagesCurriculum Vitae: Muhammad IlyasManan IFtikharNo ratings yet
- PipeDocument47 pagesPipemohanNo ratings yet
- PIPING Isometric DrawingsDocument8 pagesPIPING Isometric DrawingsKUMAARRRNo ratings yet
- Electrode Consumption PDFDocument1 pageElectrode Consumption PDFharold_bhieNo ratings yet
- Oil & Gas Piping Fundamentals Knowledge PlatformDocument153 pagesOil & Gas Piping Fundamentals Knowledge PlatformKalaiYarasanNo ratings yet
- Piping Presentation Components and DesignDocument52 pagesPiping Presentation Components and Designmayank pandya100% (2)
- Piping Guide BookDocument15 pagesPiping Guide BookJagankumar100% (1)
- PIPING Engineering Interview Questions:-: Isolation, Regulation, Non-Return and Special PurposesDocument21 pagesPIPING Engineering Interview Questions:-: Isolation, Regulation, Non-Return and Special PurposesAdil KhawajaNo ratings yet
- Polypropylene: Section GuideDocument55 pagesPolypropylene: Section GuideKarthik RajNo ratings yet
- Piping Engineers Interview QuestionsDocument16 pagesPiping Engineers Interview Questionsashish2086100% (2)
- American Society of Mechanical Engineers (ASME) CodesDocument11 pagesAmerican Society of Mechanical Engineers (ASME) CodesfrdnNo ratings yet
- 2150 Attachment 13 - Minimum Piping DesiDocument24 pages2150 Attachment 13 - Minimum Piping Desidimdaliak_985662241100% (1)
- Pghu Eh Lspds 002004 Rev 0Document43 pagesPghu Eh Lspds 002004 Rev 0BhoyPachoNo ratings yet
- PipingDocument21 pagesPipingsubashNo ratings yet
- Piping Interview Questions 1Document3 pagesPiping Interview Questions 1mithunjobs80% (5)
- Hot TapingDocument61 pagesHot TapingMuzaffar100% (1)
- Piping Overview 01Document18 pagesPiping Overview 01Rajkumar ANo ratings yet
- 903-10004-SPC-M-001 Piping Material SpecificationDocument15 pages903-10004-SPC-M-001 Piping Material SpecificationChitradeep FalguniyaNo ratings yet
- Codes and Standards: Piping EngineeringDocument23 pagesCodes and Standards: Piping EngineeringAnnieMalikNo ratings yet
- Piping PresentationDocument113 pagesPiping PresentationAsif KaliyadanNo ratings yet
- Vertical Vessel Design LessonsDocument43 pagesVertical Vessel Design Lessonskhorzoo100% (1)
- Piping Fundamentals:: M.N.RaghuDocument26 pagesPiping Fundamentals:: M.N.RaghuAlex Salvin100% (2)
- 35 Common Piping Interview Questions AnsweredDocument8 pages35 Common Piping Interview Questions AnsweredEzhil ArasanNo ratings yet
- Vessel Module Sans RH GoodDocument24 pagesVessel Module Sans RH GoodThaksenNo ratings yet
- AP-NozzleTutorial R01 PDFDocument31 pagesAP-NozzleTutorial R01 PDFbalumagesh1979No ratings yet
- Quick Check On Piping FlexibilityDocument8 pagesQuick Check On Piping Flexibilitysateesh chandNo ratings yet
- 0: at J P Z 'Abcdededededededefghij: Your Account at A GlanceDocument4 pages0: at J P Z 'Abcdededededededefghij: Your Account at A Glancethihakoko100% (2)
- Typical Questions For Piping EngineerDocument15 pagesTypical Questions For Piping EngineeranappanNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Energy Efficiency Existing Ship Index (Eexi) : Regulatory DebriefDocument8 pagesEnergy Efficiency Existing Ship Index (Eexi) : Regulatory DebriefSalomonlcNo ratings yet
- Piping Interview Q&ADocument12 pagesPiping Interview Q&AMelvin MagbanuaNo ratings yet
- Plant Piping Pressure Testing: (Exam For Inspectors Performing Test PKG & Sis Sheet Calculation Reviews)Document3 pagesPlant Piping Pressure Testing: (Exam For Inspectors Performing Test PKG & Sis Sheet Calculation Reviews)aslam.ambNo ratings yet
- Types of Flanges-Definition of FlangesDocument4 pagesTypes of Flanges-Definition of FlangesindikumaNo ratings yet
- Cosasco Access FittingsDocument2 pagesCosasco Access FittingsE_Rodriguez20No ratings yet
- Pipefitter/WelderDocument2 pagesPipefitter/Welderapi-122242190No ratings yet
- Certified QA QC Inspector PipingDocument5 pagesCertified QA QC Inspector Pipingamit84indNo ratings yet
- WPS SummaryDocument33 pagesWPS SummaryMidhun K ChandraboseNo ratings yet
- Sample Shutdown Schedule For Heat Exchanger Cleaning and InspectionDocument3 pagesSample Shutdown Schedule For Heat Exchanger Cleaning and Inspectionman alamNo ratings yet
- API 570 PIPING INSPECTOR CERTIFICATION COURSEDocument9 pagesAPI 570 PIPING INSPECTOR CERTIFICATION COURSEINSTECH ConsultingNo ratings yet
- Valve DetailDocument5 pagesValve DetailRakesh RanjanNo ratings yet
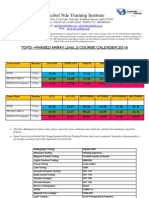
- Decibel Nde Training Institute Offers NDT CoursesDocument1 pageDecibel Nde Training Institute Offers NDT CoursesSangeeth.KpNo ratings yet
- Best Uses and Production of Polyurethane Pipe InsulationDocument24 pagesBest Uses and Production of Polyurethane Pipe InsulationdzungNo ratings yet
- Spectacle Blind FlangeDocument3 pagesSpectacle Blind Flangemaniastur365No ratings yet
- Piping Standard and Specification For Piping Material PresentationDocument62 pagesPiping Standard and Specification For Piping Material PresentationDuy Hiệp LâmNo ratings yet
- Pipe Schedule and Thickness PDFDocument2 pagesPipe Schedule and Thickness PDFskychurch100% (1)
- Legendre's Polynomial Her Mite's Polynomial Bessel's Equations General Form Polynomial of Degree N'Document1 pageLegendre's Polynomial Her Mite's Polynomial Bessel's Equations General Form Polynomial of Degree N'balumagesh1979No ratings yet
- Design Installation GuideDocument36 pagesDesign Installation Guidebalumagesh1979No ratings yet
- Application of WRC Bulletins 107, 297, 368Document3 pagesApplication of WRC Bulletins 107, 297, 368shivabtowin3301100% (3)
- Application of WRC Bulletins 107, 297, 368Document3 pagesApplication of WRC Bulletins 107, 297, 368shivabtowin3301100% (3)
- Application of WRC Bulletins 107, 297, 368Document3 pagesApplication of WRC Bulletins 107, 297, 368shivabtowin3301100% (3)
- BoltDocument4 pagesBoltbalumagesh1979No ratings yet
- Excel Short KeysDocument1 pageExcel Short Keysbalumagesh1979No ratings yet
- Duratone eDocument1 pageDuratone eandreinalicNo ratings yet
- Grate Inlet Skimmer Box ™ (GISB™ ) Suntree Technologies Service ManualDocument4 pagesGrate Inlet Skimmer Box ™ (GISB™ ) Suntree Technologies Service ManualOmar Rodriguez OrtizNo ratings yet
- Statement of Purpose Lanka Venkata Raghava Ravi TejaDocument2 pagesStatement of Purpose Lanka Venkata Raghava Ravi TejaRavi Teja LvrNo ratings yet
- Alcalel-Lucent WLAN OmniAcces StellarDocument6 pagesAlcalel-Lucent WLAN OmniAcces StellarJBELDNo ratings yet
- The Problem and Its SettingDocument36 pagesThe Problem and Its SettingRodel CamposoNo ratings yet
- Chapter 7 - Trade and Investment EnvironmentDocument7 pagesChapter 7 - Trade and Investment EnvironmentMa. Cristel Rovi RibucanNo ratings yet
- bq76pl455 RegistersDocument132 pagesbq76pl455 RegistersAhmet KARANo ratings yet
- Oteco 3Document12 pagesOteco 3VRV.RELATORIO.AVARIA RELATORIO.AVARIANo ratings yet
- Washington State Employee - 4/2010Document8 pagesWashington State Employee - 4/2010WFSEc28No ratings yet
- Parents Day Script - PDF - Schools - LeisureDocument17 pagesParents Day Script - PDF - Schools - LeisureNAIDU SHAKEENANo ratings yet
- Chapter 4-Ohm's LawDocument12 pagesChapter 4-Ohm's LawErin LoveNo ratings yet
- Circulation in Vacuum Pans: January 2004Document18 pagesCirculation in Vacuum Pans: January 2004REMINGTON SALAYANo ratings yet
- Asset-V1 RICE+46 6 4010+2021 Q1+type@asset+block@MCQs For HO SDH New WBCS 2nd SM 2nd Class Constitution QDocument5 pagesAsset-V1 RICE+46 6 4010+2021 Q1+type@asset+block@MCQs For HO SDH New WBCS 2nd SM 2nd Class Constitution QSourin bisalNo ratings yet
- Regulations 2020: Mechanical Engineering CurriculumDocument162 pagesRegulations 2020: Mechanical Engineering CurriculumdsathiyaNo ratings yet
- Ade.... Data Analysis MethodsDocument2 pagesAde.... Data Analysis MethodszhengNo ratings yet
- Circuit Project Electronic: Simple Pulse Generator by IC 555 TimerDocument1 pageCircuit Project Electronic: Simple Pulse Generator by IC 555 TimerM Usman RiazNo ratings yet
- HTTP://WWW - Authorstream.com/presentation/kunalcmehta 1123128 Exim PolicyDocument2 pagesHTTP://WWW - Authorstream.com/presentation/kunalcmehta 1123128 Exim PolicyPranesh KumarNo ratings yet
- Autocad 2016Document59 pagesAutocad 2016Kaye OleaNo ratings yet
- Risk Assessments-These Are The Risk Assessments Which Are Applicable To Works Onsite. Risk Definition and MatrixDocument8 pagesRisk Assessments-These Are The Risk Assessments Which Are Applicable To Works Onsite. Risk Definition and MatrixTimothy AziegbemiNo ratings yet
- People VS Yancon-DumacasDocument2 pagesPeople VS Yancon-Dumacasvincent nifasNo ratings yet
- QPMC Rate CardsDocument9 pagesQPMC Rate CardsTarek TarekNo ratings yet
- EasementDocument10 pagesEasementEik Ren OngNo ratings yet
- SOLUTIONS : Midterm Exam For Simulation (CAP 4800)Document14 pagesSOLUTIONS : Midterm Exam For Simulation (CAP 4800)Amit DostNo ratings yet
- Akriti Shrivastava CMBA2Y3-1906Document6 pagesAkriti Shrivastava CMBA2Y3-1906Siddharth ChoudheryNo ratings yet
- The Importance of Personal Protective Equipment in Pesticide App 2018Document4 pagesThe Importance of Personal Protective Equipment in Pesticide App 2018Anees MalikNo ratings yet
- Rohini 43569840920Document4 pagesRohini 43569840920SowmyaNo ratings yet
- Costs-Concepts and ClassificationsDocument12 pagesCosts-Concepts and ClassificationsLune NoireNo ratings yet