You might also like
- Flotation Release AnalysisDocument12 pagesFlotation Release AnalysiswitkerzNo ratings yet
- Confined Fluid Phase Behavior and CO2 Sequestration in Shale ReservoirsFrom EverandConfined Fluid Phase Behavior and CO2 Sequestration in Shale ReservoirsNo ratings yet
- 2007-The Development of Centrifugal Flotation SystemsDocument17 pages2007-The Development of Centrifugal Flotation SystemsiastraNo ratings yet
- A Parametric Study of Froth Stability and Its EffectDocument19 pagesA Parametric Study of Froth Stability and Its EffectJuan OlivaresNo ratings yet
- Cerro Corona Testwork Report May09.2Document4 pagesCerro Corona Testwork Report May09.2Freck Pedro OliveraNo ratings yet
- CPT Cavitation SystemDocument9 pagesCPT Cavitation SystemLuis Gutiérrez AlvarezNo ratings yet
- PowderDocument10 pagesPowder1977julNo ratings yet
- Froth Processes and The Design of Column Flotation CellsDocument7 pagesFroth Processes and The Design of Column Flotation CellsNataniel LinaresNo ratings yet
- Factors Affecting Gold Cyanide Leaching and Carbon AdsorptionDocument11 pagesFactors Affecting Gold Cyanide Leaching and Carbon AdsorptionKara IkanengNo ratings yet
- HydroFloat CPF - Cu ApplicationDocument34 pagesHydroFloat CPF - Cu ApplicationNicolas PerezNo ratings yet
- Sgs Min Tp2002 04 Bench and Pilot Plant Programs For Flotation Circuit DesignDocument10 pagesSgs Min Tp2002 04 Bench and Pilot Plant Programs For Flotation Circuit DesignevalenciaNo ratings yet
- UNICEL Vertical Gas Flotation PDFDocument2 pagesUNICEL Vertical Gas Flotation PDFJessika LópezNo ratings yet
- FlotationDocument7 pagesFlotationArif HışırNo ratings yet
- Maelgwyn Imhoflot (Chile)Document0 pagesMaelgwyn Imhoflot (Chile)crazymax90No ratings yet
- Flotation: Hydrophobicity and HydrophilicityDocument19 pagesFlotation: Hydrophobicity and HydrophilicitydiRkdARyLNo ratings yet
- Modelamento MatemáticoDocument4 pagesModelamento MatemáticoDaniella Gomes RodriguesNo ratings yet
- Recent Developments in Preconcentration Using Dense Media SeparationDocument13 pagesRecent Developments in Preconcentration Using Dense Media Separationcarlos0s0nchez0aliagNo ratings yet
- The Link Between Operational Practice and Maximising The Life of Stainless Steel Electrodes in Electrowinning and Electrorefining ApplicationsDocument14 pagesThe Link Between Operational Practice and Maximising The Life of Stainless Steel Electrodes in Electrowinning and Electrorefining ApplicationskianNo ratings yet
- Improved Cleaner Circut Performance at The Degrussa Copper Mine With An in Situ Column Sparging System PDFDocument9 pagesImproved Cleaner Circut Performance at The Degrussa Copper Mine With An in Situ Column Sparging System PDFAllen GaoNo ratings yet
- Flotation ProcessDocument1 pageFlotation ProcessnomanhaimourNo ratings yet
- Flygt Jetmixers Mixing PDFDocument8 pagesFlygt Jetmixers Mixing PDFJaison JoseNo ratings yet
- High Intensity Conditioning and The Carrier Flotation of Gold Fine ParticlesDocument13 pagesHigh Intensity Conditioning and The Carrier Flotation of Gold Fine ParticlesHuseyin HüseyinNo ratings yet
- The Effect of External Gasislurry Contact On The Flotation of Fine ParticlesDocument130 pagesThe Effect of External Gasislurry Contact On The Flotation of Fine ParticlesOmid VandghorbanyNo ratings yet
- Copper 2019 StackCell Presentation - FinalDocument19 pagesCopper 2019 StackCell Presentation - FinalFelipe AlexNo ratings yet
- Flotation Circuit Design Using A Geometallurgical ApproachDocument10 pagesFlotation Circuit Design Using A Geometallurgical ApproachNataniel LinaresNo ratings yet
- Centr CalDocument32 pagesCentr CalatenciajNo ratings yet
- Benefits of Column FlotationDocument5 pagesBenefits of Column FlotationMohamed DraaNo ratings yet
- Design Development of The Jameson Cell Complete PaperDocument24 pagesDesign Development of The Jameson Cell Complete PaperVictorNo ratings yet
- Centrifuge: (January 2009)Document11 pagesCentrifuge: (January 2009)hamadadodo7No ratings yet
- Scope:: About The Ballbal - Direct Spreadsheet ..Document14 pagesScope:: About The Ballbal - Direct Spreadsheet ..alonsogonzalesNo ratings yet
- GOLDEN FIRESTONE SAG MILLDocument5 pagesGOLDEN FIRESTONE SAG MILLNovei Almane GorresNo ratings yet
- Recovery of Ultra FinesDocument28 pagesRecovery of Ultra FinesBelen TapiaNo ratings yet
- Mineral Processing UG2 Concentrator Process Flow ReportDocument41 pagesMineral Processing UG2 Concentrator Process Flow ReportPortia ShilengeNo ratings yet
- Strategies for Instrumentation and Control of ThickenersDocument21 pagesStrategies for Instrumentation and Control of ThickenersPablo OjedaNo ratings yet
- Fundamental properties of flotation frothers and their effect on flotation performanceDocument8 pagesFundamental properties of flotation frothers and their effect on flotation performanceJose Luis Barrientos RiosNo ratings yet
- Industrial Crystallization - Developments in Research and TechnologyDocument4 pagesIndustrial Crystallization - Developments in Research and TechnologyaeddisonNo ratings yet
- Comprehensive Range of Pilot PlantsDocument22 pagesComprehensive Range of Pilot PlantsKannan RamanNo ratings yet
- Centrifuge: Separate substances by centrifugal forceDocument5 pagesCentrifuge: Separate substances by centrifugal forcesiva1974No ratings yet
- The Effect of Temperature On The Desorption of GoldDocument15 pagesThe Effect of Temperature On The Desorption of Goldcuberbill1980No ratings yet
- The Mechanism of Gold Cyanide of Elution From Activated CarbonDocument2 pagesThe Mechanism of Gold Cyanide of Elution From Activated CarbonwandadwilestariNo ratings yet
- Celdas Autoaspirantes OutotecDocument25 pagesCeldas Autoaspirantes OutotecfbaxterNo ratings yet
- Top SAG Mill ManufacturersDocument2 pagesTop SAG Mill ManufacturersRodrigo GarcíaNo ratings yet
- 3M3 Drag On A Sphere F18!08!2007Document9 pages3M3 Drag On A Sphere F18!08!2007Valentin MoldovanNo ratings yet
- Development of a Vanadium Redox Flow Battery for Energy StorageDocument90 pagesDevelopment of a Vanadium Redox Flow Battery for Energy StoragepokygangNo ratings yet
- Jntuworld: R07 Set No. 2Document6 pagesJntuworld: R07 Set No. 2Dolly PriyaNo ratings yet
- Dense Medium SeparationDocument20 pagesDense Medium SeparationKatleho MohonoNo ratings yet
- RANDOL AAC PumpcellDocument9 pagesRANDOL AAC PumpcelljadetorresNo ratings yet
- CH 11 CrushingDocument36 pagesCH 11 CrushingWilliam CurieNo ratings yet
- Jameson Brochure PDFDocument12 pagesJameson Brochure PDFrey740No ratings yet
- From Air Sparged Hydrocyclone To Gas Energy Mixing (GEM) Floration, Clean Water TechnologyDocument18 pagesFrom Air Sparged Hydrocyclone To Gas Energy Mixing (GEM) Floration, Clean Water TechnologyCamille Nunes LeiteNo ratings yet
- Coal Flotation-Technical ReviewDocument3 pagesCoal Flotation-Technical Reviewrajeevup2004No ratings yet
- Mechanism of Elution of Gold Cyanide from Activated CarbonDocument10 pagesMechanism of Elution of Gold Cyanide from Activated CarbonDiegoNo ratings yet
- A New Empirical Model For The Hydrocyclone Corrected EfficiencyDocument6 pagesA New Empirical Model For The Hydrocyclone Corrected EfficiencyTsakalakis G. Konstantinos100% (4)
- T Exeter Hydrocyclonemodel2 PDFDocument7 pagesT Exeter Hydrocyclonemodel2 PDFqweNo ratings yet
- Carbon Stripping Methods for Gold RecoveryDocument13 pagesCarbon Stripping Methods for Gold RecoveryFrankulloa31No ratings yet
- Safety Challenges in R&D & Pilot PlantsDocument11 pagesSafety Challenges in R&D & Pilot PlantsjeyalaljNo ratings yet
- HAUS Milk Separator PDFDocument8 pagesHAUS Milk Separator PDFSupatmono NAINo ratings yet
- The Use of Heavy-Medium Separation in The Processing of Iron OresDocument4 pagesThe Use of Heavy-Medium Separation in The Processing of Iron OresaghilifNo ratings yet
- Clays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaFrom EverandClays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaS. W. BaileyNo ratings yet
- Physics Grade 10Document228 pagesPhysics Grade 10Jan92% (26)
- Cerium Four and ThreeDocument3 pagesCerium Four and ThreewitkerzNo ratings yet
- Physics Grade 10Document228 pagesPhysics Grade 10Jan92% (26)
- Energey Balance - HandoutDocument37 pagesEnergey Balance - HandoutwitkerzNo ratings yet
- Thorium RecoveryDocument45 pagesThorium Recoverywitkerz50% (2)
- Will KitDocument9 pagesWill KitwitkerzNo ratings yet
- Ce ModifierDocument9 pagesCe ModifierwitkerzNo ratings yet
- Evaporation Figures Jan Feb Mar Apr May June Rainfall (MM) 2.3 3.3 7.1 9.6 19.3 26 A-Pan Evaporation (MM) 328.6 271.6 254.2 177 130.2 108Document2 pagesEvaporation Figures Jan Feb Mar Apr May June Rainfall (MM) 2.3 3.3 7.1 9.6 19.3 26 A-Pan Evaporation (MM) 328.6 271.6 254.2 177 130.2 108witkerzNo ratings yet
- Excel Sheet For Mass Balance CalcsDocument13 pagesExcel Sheet For Mass Balance Calcswitkerz100% (1)
- An Overview of Optimizing Strategies For Flotation BanksDocument14 pagesAn Overview of Optimizing Strategies For Flotation BankswitkerzNo ratings yet
- Table of RadionuclidesDocument8 pagesTable of RadionuclidesMariana VillagomezNo ratings yet
- ICP AnalysisDocument9 pagesICP AnalysiswitkerzNo ratings yet
- Optimizing SAG Mill Product Size in SAG and Ball Mill CircuitsDocument6 pagesOptimizing SAG Mill Product Size in SAG and Ball Mill CircuitsAgie FernandezNo ratings yet
- DC Arc Smelting - Conroast SAIMM 2004Document4 pagesDC Arc Smelting - Conroast SAIMM 2004witkerzNo ratings yet
- SX - Bateman Case Study of 3 Different SX Circuits Cobalt and Nickel SeparationDocument13 pagesSX - Bateman Case Study of 3 Different SX Circuits Cobalt and Nickel SeparationwitkerzNo ratings yet
- Flot and Gravity SeparationDocument24 pagesFlot and Gravity SeparationwitkerzNo ratings yet
- Liquid LiquidDocument20 pagesLiquid LiquidjoiyyaNo ratings yet
- Excel Sheet For Mass Balance CalcsDocument13 pagesExcel Sheet For Mass Balance Calcswitkerz100% (1)
- Davis Magnetic Tube SeparatorDocument3 pagesDavis Magnetic Tube SeparatorwitkerzNo ratings yet
- Mass Transfer OperationDocument22 pagesMass Transfer Operationneerajtrip123No ratings yet
- Atmospheric Pressure and the Hydrostatic EquationDocument76 pagesAtmospheric Pressure and the Hydrostatic EquationSathiyaseelan RengarajuNo ratings yet
- Davis Magnetic Tube SeparatorDocument3 pagesDavis Magnetic Tube SeparatorwitkerzNo ratings yet
- Free Air DeliveryDocument6 pagesFree Air DeliveryParmasamy SubramaniNo ratings yet
- Grinding Control Strategy On TheDocument4 pagesGrinding Control Strategy On ThedaniaticoNo ratings yet
- Solution Colligative PropertiesDocument10 pagesSolution Colligative PropertieswitkerzNo ratings yet
- Solution Colligative PropertiesDocument10 pagesSolution Colligative PropertieswitkerzNo ratings yet
- Penetration Theory 1Document29 pagesPenetration Theory 1witkerzNo ratings yet
- Penetration Theory 1Document29 pagesPenetration Theory 1witkerzNo ratings yet
- Concept PaperDocument6 pagesConcept Paperapple amanteNo ratings yet
- Hydropad InstructionsDocument2 pagesHydropad Instructionsmohamed hindawiNo ratings yet
- 432 HZ - Unearthing The Truth Behind Nature's FrequencyDocument6 pages432 HZ - Unearthing The Truth Behind Nature's FrequencyShiv KeskarNo ratings yet
- BOD FormatDocument4 pagesBOD FormatSkill IndiaNo ratings yet
- Siemens SIVACON S8, IEC 61439 Switchgear and Control PanelDocument43 pagesSiemens SIVACON S8, IEC 61439 Switchgear and Control PanelGyanesh Bhujade100% (2)
- Kidde Ads Fm200 Design Maintenance Manual Sept 2004Document142 pagesKidde Ads Fm200 Design Maintenance Manual Sept 2004José AravenaNo ratings yet
- Arecaceae or Palmaceae (Palm Family) : Reported By: Kerlyn Kaye I. AsuncionDocument23 pagesArecaceae or Palmaceae (Palm Family) : Reported By: Kerlyn Kaye I. AsuncionNamae BacalNo ratings yet
- Causes of Failure of Earth DamsDocument11 pagesCauses of Failure of Earth DamsThéoneste NSANZIMFURANo ratings yet
- Ionic Equilibrium - DPP 01 (Of Lec 02) - Arjuna JEE 2024Document2 pagesIonic Equilibrium - DPP 01 (Of Lec 02) - Arjuna JEE 2024nrashmi743No ratings yet
- Catalogo Unidad Enfriadora Trane R-407C PDFDocument8 pagesCatalogo Unidad Enfriadora Trane R-407C PDFJUAN FRANCISCO AYALANo ratings yet
- Charlotte's Web: SynopsisDocument6 pagesCharlotte's Web: SynopsisAmbrosio MéndezNo ratings yet
- Seguridad Boltec Cable PDFDocument36 pagesSeguridad Boltec Cable PDFCesar QuintanillaNo ratings yet
- AnxietyDocument5 pagesAnxietydrmadankumarbnysNo ratings yet
- Requirement & Other Requirement: 2.311 Procedure For Accessing Applicable LegalDocument2 pagesRequirement & Other Requirement: 2.311 Procedure For Accessing Applicable Legalkirandevi1981No ratings yet
- Abdul Khaliq - Good Governance (GG)Document15 pagesAbdul Khaliq - Good Governance (GG)Toorialai AminNo ratings yet
- Ups Installation Method StatementDocument197 pagesUps Installation Method StatementehteshamNo ratings yet
- Vietnam Snack Market Grade BDocument3 pagesVietnam Snack Market Grade BHuỳnh Điệp TrầnNo ratings yet
- Risk Management in Educational InstitutionsDocument8 pagesRisk Management in Educational InstitutionsBhoxszKurtjusticePascualNo ratings yet
- Small Gas Turbines 4 LubricationDocument19 pagesSmall Gas Turbines 4 LubricationValBMSNo ratings yet
- Adolescent and Sexual HealthDocument36 pagesAdolescent and Sexual Healthqwerty123No ratings yet
- Restaurant Supervisor Job Description Job SummaryDocument3 pagesRestaurant Supervisor Job Description Job SummaryKumarSvNo ratings yet
- SAP Technical Consultant resumeDocument11 pagesSAP Technical Consultant resumeKallol BhowmickNo ratings yet
- Sunflower Herbicide ChartDocument2 pagesSunflower Herbicide ChartpapucicaNo ratings yet
- Joyforce SDS - PVA Pellet - r2.ENDocument3 pagesJoyforce SDS - PVA Pellet - r2.ENjituniNo ratings yet
- Informática Ejercicios IDocument10 pagesInformática Ejercicios IAlejandroMendezNo ratings yet
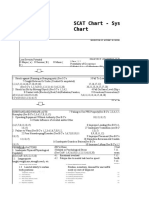
- SCAT Chart - Systematic Cause Analysis Technique - SCAT ChartDocument6 pagesSCAT Chart - Systematic Cause Analysis Technique - SCAT ChartSalman Alfarisi100% (1)
- Homework 5 - 2020 - 01 - v3 - YH (v3) - ALV (v2)Document5 pagesHomework 5 - 2020 - 01 - v3 - YH (v3) - ALV (v2)CARLOS DIDIER GÓMEZ ARCOSNo ratings yet
- Generate Profits from Bottled Water Using Atmospheric Water GeneratorsDocument20 pagesGenerate Profits from Bottled Water Using Atmospheric Water GeneratorsJose AndradeNo ratings yet
- EDSP Quantitative and Qualitative FormDocument2 pagesEDSP Quantitative and Qualitative FormTalal SultanNo ratings yet
- 4Document130 pages4Upender BhatiNo ratings yet