You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- FUSION MANUAL - Rev IllustrationsDocument36 pagesFUSION MANUAL - Rev IllustrationsMehmet SoysalNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Ejector BrochureDocument8 pagesEjector Brochurebabis1980No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- 1220 Butt Fusion Electrofusion and Socket Fusion Welder February 2013Document2 pages1220 Butt Fusion Electrofusion and Socket Fusion Welder February 2013babis1980No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Plastic Pipe - PE - Chapter01Document9 pagesPlastic Pipe - PE - Chapter01garisa1963No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Ati 317Document13 pagesAti 317babis1980No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Orifice Plate Flow MetersDocument8 pagesOrifice Plate Flow MetersGaurav Dhiman100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- FRL SIF 618 CompressedAirDryingDocument36 pagesFRL SIF 618 CompressedAirDryingbabis1980No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- GF Type 546 BallDocument10 pagesGF Type 546 Ballbabis1980No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Condensate, The Boiler Feed, and Their Auxiliary SystemsDocument70 pagesThe Condensate, The Boiler Feed, and Their Auxiliary Systemsbabis1980100% (1)
- P&IDDocument18 pagesP&IDhectornicolauNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- White Paper RBIDocument12 pagesWhite Paper RBImahesh070No ratings yet
- Sa 312Document1 pageSa 312babis1980No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Non-Circular Pressure Vessels SquareDocument27 pagesNon-Circular Pressure Vessels SquareAbhilash Kurian100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- How To Select A Pump-By Majid HamedyniaDocument72 pagesHow To Select A Pump-By Majid Hamedyniamajid100% (2)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- StainlessSteelinWatersGalvanicCorrosionandit PreventionAEBauerDocument14 pagesStainlessSteelinWatersGalvanicCorrosionandit PreventionAEBauerbabis1980No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- PPG Minimizing The Effects of CorrosionDocument9 pagesPPG Minimizing The Effects of Corrosionbabis1980No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Brochure ACCDocument8 pagesBrochure ACCbabis1980No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Galvanic CorrosionDocument2 pagesGalvanic CorrosionkeronsNo ratings yet
- Veizades Gas Removal Systems Liquid Ring VPDocument3 pagesVeizades Gas Removal Systems Liquid Ring VPVenkatespatange RaoNo ratings yet
- Fundamentals of Vacuum Technology: 00.200.02 Kat.-Nr. 199 90Document199 pagesFundamentals of Vacuum Technology: 00.200.02 Kat.-Nr. 199 90Anshul JainNo ratings yet
- Tech Manual Electrical Power Plant DesignDocument135 pagesTech Manual Electrical Power Plant Designd_kabulpuriaNo ratings yet
- Chapter IIIDocument19 pagesChapter IIIghostamirNo ratings yet
- Energy Saving in Steam Systems.Document34 pagesEnergy Saving in Steam Systems.babis1980No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- What's New in API 610 11th EditionDocument4 pagesWhat's New in API 610 11th Editionshyam_anupNo ratings yet
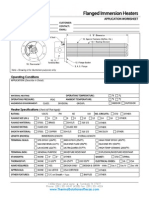
- Flanged Immersion Heaters: Operating ConditionsDocument1 pageFlanged Immersion Heaters: Operating Conditionsbabis1980No ratings yet
- Advanced GE CCPPDocument20 pagesAdvanced GE CCPPR Krishna KumarNo ratings yet
- Ideal Bearing Temp LimitsDocument1 pageIdeal Bearing Temp Limitsbabis1980No ratings yet
- ATEX Reference GuideDocument2 pagesATEX Reference Guidebabis1980No ratings yet
- Introduction To Gas Turbines For Non-EngineersDocument9 pagesIntroduction To Gas Turbines For Non-EngineersKrishna MyakalaNo ratings yet
- 4.24 Drains Systems Design PhilosophyDocument8 pages4.24 Drains Systems Design Philosophybabis1980No ratings yet
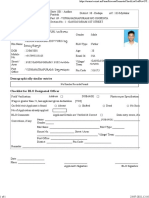
- Demographically Similar EntriesDocument1 pageDemographically Similar EntriesTahsildar MydukurNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Acsomega 9b01541Document9 pagesAcsomega 9b01541Benedictus EduardoNo ratings yet
- NTP35N15 Power MOSFET Features and SpecificationsDocument7 pagesNTP35N15 Power MOSFET Features and SpecificationsChristine GomezNo ratings yet
- Beumer - Pipeconveyor TechnologyDocument51 pagesBeumer - Pipeconveyor TechnologyAli AlatasNo ratings yet
- Operator Interface Hmi Touch Screen Cmore - 10Document54 pagesOperator Interface Hmi Touch Screen Cmore - 10QuantumAutomation100% (1)
- Stress-Strain Behaviour of Steel-Fibre-Reinforced Recycled Aggregate Concrete Under Axial TensionDocument16 pagesStress-Strain Behaviour of Steel-Fibre-Reinforced Recycled Aggregate Concrete Under Axial TensionAndrucruz CruzNo ratings yet
- Installing RegCM4.3rc Training Session IDocument11 pagesInstalling RegCM4.3rc Training Session Ijmatias765428100% (1)
- 83 - Detection of Bearing Fault Using Vibration Analysis and Controlling The VibrationsDocument12 pages83 - Detection of Bearing Fault Using Vibration Analysis and Controlling The VibrationsmaulikgadaraNo ratings yet
- Woodson Property Group's Conditional Use Permit ApplicationDocument108 pagesWoodson Property Group's Conditional Use Permit ApplicationShannon GeisenNo ratings yet
- P1 Conservation and Dissipation of Energy Student Book AnswersDocument11 pagesP1 Conservation and Dissipation of Energy Student Book AnswersjoeNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Conventional and Non-Conventional Energy Resources of India: Present and FutureDocument8 pagesConventional and Non-Conventional Energy Resources of India: Present and FutureAnkit SharmaNo ratings yet
- Tabla 1 Engine ControlDocument2 pagesTabla 1 Engine Controljulio montenegroNo ratings yet
- Physics Lab ReportDocument2 pagesPhysics Lab ReportFelix SonsunNo ratings yet
- Power Transmission, Distribution and Utilization: Lecture# 13 &14: Underground CablesDocument29 pagesPower Transmission, Distribution and Utilization: Lecture# 13 &14: Underground CablesPhD EENo ratings yet
- JDA SCE Standard Release NotesDocument3 pagesJDA SCE Standard Release Notesgolcha_edu532No ratings yet
- Stressman Engineering - Brochure Norway 2018-6Document8 pagesStressman Engineering - Brochure Norway 2018-6FelipeNo ratings yet
- CAD1 AssignmentDocument11 pagesCAD1 AssignmentJohn2jNo ratings yet
- Customer Targeted E-CommerceDocument4 pagesCustomer Targeted E-CommercepriyaNo ratings yet
- Permeability: The Key to ProductionDocument30 pagesPermeability: The Key to ProductionDarshak Sakhreliya100% (1)
- Sample Purchase Specification For ClariflocculatorDocument1 pageSample Purchase Specification For Clariflocculatorcontactdevansh1174No ratings yet
- Sap MM LSMWDocument18 pagesSap MM LSMWMani balan100% (1)
- Models - Rf.bowtie Antenna OptimizationDocument14 pagesModels - Rf.bowtie Antenna OptimizationbkmmizanNo ratings yet
- Java Topics To Cover in InterviewsDocument5 pagesJava Topics To Cover in InterviewsHemanth KumarNo ratings yet
- Symfony 2 The BookDocument354 pagesSymfony 2 The BookYamuna ChowdaryNo ratings yet
- TMC 421 PDFDocument82 pagesTMC 421 PDFJamie MooreNo ratings yet
- Smarter and Safer: Cordless Endodontic HandpieceDocument2 pagesSmarter and Safer: Cordless Endodontic Handpiecesonu1296No ratings yet
- Master Opp GaveDocument84 pagesMaster Opp GaveRizki Al AyyubiNo ratings yet
- Motion ReportDocument2 pagesMotion Reportmikeb-erau100% (2)
- Service Menu - SamyGODocument5 pagesService Menu - SamyGOVenkatesh SubramanyaNo ratings yet
- AMS Thread Size ChartDocument4 pagesAMS Thread Size Chartarunvelu_1250% (2)
- The Obesity Code: Unlocking the Secrets of Weight LossFrom EverandThe Obesity Code: Unlocking the Secrets of Weight LossRating: 5 out of 5 stars5/5 (3)
- Why We Die: The New Science of Aging and the Quest for ImmortalityFrom EverandWhy We Die: The New Science of Aging and the Quest for ImmortalityRating: 3.5 out of 5 stars3.5/5 (2)
- This Is Your Brain On Parasites: How Tiny Creatures Manipulate Our Behavior and Shape SocietyFrom EverandThis Is Your Brain On Parasites: How Tiny Creatures Manipulate Our Behavior and Shape SocietyRating: 3.5 out of 5 stars3.5/5 (31)
- When the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisFrom EverandWhen the Body Says No by Gabor Maté: Key Takeaways, Summary & AnalysisRating: 3.5 out of 5 stars3.5/5 (2)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingFrom EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingRating: 5 out of 5 stars5/5 (4)