You might also like
- Handout 3 - MIN 454Document13 pagesHandout 3 - MIN 454rajganguliNo ratings yet
- Sublevel Stoping Method: (Orblastholestoping)Document11 pagesSublevel Stoping Method: (Orblastholestoping)Jóse AntonioNo ratings yet
- 4underground Coal Mining MethodsDocument14 pages4underground Coal Mining MethodsAkhil Sai KrishnaNo ratings yet
- Reading Material On TunnelingDocument35 pagesReading Material On Tunnelingisithkesara23No ratings yet
- Chapter 3 - HeadingDocument18 pagesChapter 3 - Headingrozana luqmanNo ratings yet
- Pete424 Chapter3Document20 pagesPete424 Chapter3Milton Saul Cruz YucraNo ratings yet
- Multilateral Well Technology OverviewDocument18 pagesMultilateral Well Technology OverviewKaouachi Ahmed LouayNo ratings yet
- Chapter 11. Cost Calculations For Highly Mechanized Cut-and-Fill StopingDocument50 pagesChapter 11. Cost Calculations For Highly Mechanized Cut-and-Fill StopingEdward RmzNo ratings yet
- Supported Method1Document19 pagesSupported Method1Kanishka DilshanNo ratings yet
- Multilateral Well (Mohsin)Document10 pagesMultilateral Well (Mohsin)Mohsin ZiaNo ratings yet
- 1mining Through Adit, Incline, Decline and ShaftDocument11 pages1mining Through Adit, Incline, Decline and ShaftAkhil Sai KrishnaNo ratings yet
- 16.shortwall Mining-D M Gokhale, WCLDocument6 pages16.shortwall Mining-D M Gokhale, WCLkatta_sridharNo ratings yet
- Case Studies Kohat TunnelDocument17 pagesCase Studies Kohat TunnelMustafa Zahid100% (1)
- DRLG 6035pDocument24 pagesDRLG 6035pJorge Jiménez100% (2)
- Mining Magazine - Sinking SkilfullyDocument14 pagesMining Magazine - Sinking SkilfullyLehlohonolo MoqekelaNo ratings yet
- Vertical Crater RetreatDocument3 pagesVertical Crater RetreatvinothkhannaNo ratings yet
- Introduction of Directional Drilling in Oil & Gas Indutry - WikipediaDocument5 pagesIntroduction of Directional Drilling in Oil & Gas Indutry - WikipediaFaiz AhmadNo ratings yet
- Shafts DesignDocument14 pagesShafts DesignIslam AhmedNo ratings yet
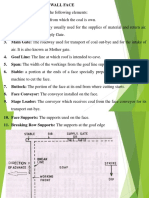
- A Longwall Face Comprises The Following ElementsDocument20 pagesA Longwall Face Comprises The Following ElementsUnknownNo ratings yet
- Subway Construction Using Tripled-Faced Shield Method and RC Seg-Ments in Soft GroundDocument7 pagesSubway Construction Using Tripled-Faced Shield Method and RC Seg-Ments in Soft GroundHarold TaylorNo ratings yet
- Chapter 2: Literature ReviewDocument14 pagesChapter 2: Literature ReviewShahadat HossainNo ratings yet
- Prevent Surface Subsidence with Pillar DesignDocument6 pagesPrevent Surface Subsidence with Pillar DesignDaniel SantanaNo ratings yet
- Examples of Good and Bad Chute DesignDocument7 pagesExamples of Good and Bad Chute DesignAmit BhaduriNo ratings yet
- Drilling and Technology5Document11 pagesDrilling and Technology5Aryan el-BerwarîNo ratings yet
- OPENCAST MINE PLANNING AND DRAGLINE OPTIMIZATIONDocument21 pagesOPENCAST MINE PLANNING AND DRAGLINE OPTIMIZATIONMadhu GovindanNo ratings yet
- Free-Samples - Amie - Chapters - Pillar Mining Methods-Sec-B-EmdDocument31 pagesFree-Samples - Amie - Chapters - Pillar Mining Methods-Sec-B-EmdSouvik RayNo ratings yet
- Bord and Pillar Method of WorkingDocument20 pagesBord and Pillar Method of WorkingSheshu Babu50% (2)
- Shrinkage StopingDocument14 pagesShrinkage StopingWilliam WatersNo ratings yet
- New Tunnel Boring MachineDocument7 pagesNew Tunnel Boring Machinealvaroaac4100% (1)
- Modern Drilling Equipment For Underground ApplicationsDocument5 pagesModern Drilling Equipment For Underground ApplicationsAnkur MandawatNo ratings yet
- Pillar Mining MethodsDocument32 pagesPillar Mining Methodsbongisisa9No ratings yet
- Enlargement of Live Line Tunnel by Drilling and BlastingDocument6 pagesEnlargement of Live Line Tunnel by Drilling and BlastingHarold TaylorNo ratings yet
- Drilling and Technology8Document11 pagesDrilling and Technology8Aryan el-BerwarîNo ratings yet
- ESSENTIAL UNIT OPERATIONS IN MININGDocument10 pagesESSENTIAL UNIT OPERATIONS IN MININGNaveenNo ratings yet
- Lecture Note PPT Lecture Eight Prepared by Zzigwa MarvinDocument22 pagesLecture Note PPT Lecture Eight Prepared by Zzigwa MarvinAthiyo Martin100% (1)
- 14v144g Ok SubterraneoDocument10 pages14v144g Ok SubterraneoMINEXPONNo ratings yet
- Drilling and Technology7Document11 pagesDrilling and Technology7Aryan el-BerwarîNo ratings yet
- D Martin Et Al - Borehole Hoisting SystemsDocument14 pagesD Martin Et Al - Borehole Hoisting SystemsalunpjNo ratings yet
- Pit OptimisationDocument6 pagesPit OptimisationJuan Pablo Henríquez ValenciaNo ratings yet
- Design of Large Diameter Microtunnelling Shafts in Soft GroDocument9 pagesDesign of Large Diameter Microtunnelling Shafts in Soft Grojenshid100% (2)
- Disadvantages and Benefits of Horizontal Wells: T.K. Akhmedzhanov, I. B. Igembaev, D.K. Baiseit, A. S. Abd ElmaksoudDocument4 pagesDisadvantages and Benefits of Horizontal Wells: T.K. Akhmedzhanov, I. B. Igembaev, D.K. Baiseit, A. S. Abd Elmaksoudbagus1313No ratings yet
- 14 Geomechanical Issues in Longwall Mining-An IntroductionDocument22 pages14 Geomechanical Issues in Longwall Mining-An IntroductionRogerio DiasNo ratings yet
- Pique o Rampa 6Document10 pagesPique o Rampa 6Yery SantanderNo ratings yet
- Cut-and-Fill Stoping Cost CalculationsDocument21 pagesCut-and-Fill Stoping Cost CalculationsHubertZenonQuentaCondoriNo ratings yet
- Week2 GEM314e-2012Document36 pagesWeek2 GEM314e-2012Kendal YeltekinNo ratings yet
- Unsupported MethodsDocument21 pagesUnsupported MethodsOgina Lamenta-AbuanNo ratings yet
- SHRINKAGE STOPING MINING METHODDocument6 pagesSHRINKAGE STOPING MINING METHODRiuRiversNo ratings yet
- LONGWALL MINING METHODSDocument22 pagesLONGWALL MINING METHODSUnknownNo ratings yet
- Horizontal Drilling - M. EconomideDocument36 pagesHorizontal Drilling - M. EconomideRosa K Chang HNo ratings yet
- Pit to Plant Trends in In-Pit Crushing and ConveyingDocument6 pagesPit to Plant Trends in In-Pit Crushing and Conveyingretrospect1000No ratings yet
- Drilling and Technology6Document11 pagesDrilling and Technology6Aryan el-BerwarîNo ratings yet
- Block CavingDocument23 pagesBlock CavingNatália AraújoNo ratings yet
- Rump Jalan TambangDocument9 pagesRump Jalan TambangAndre AlistinNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- A Practical Course in Wooden Boat and Ship BuildingFrom EverandA Practical Course in Wooden Boat and Ship BuildingRating: 4 out of 5 stars4/5 (1)
- Permeability of Sandstone and Coal Samples Subjected To ConfiningDocument101 pagesPermeability of Sandstone and Coal Samples Subjected To Confiningkatta_sridharNo ratings yet
- Bridges & StructuresDocument24 pagesBridges & Structureskatta_sridharNo ratings yet
- 25th International Conference On Ground Control in MiningDocument6 pages25th International Conference On Ground Control in Miningkatta_sridharNo ratings yet
- LW Face Supports in Germal Coal Mining CompanyDocument24 pagesLW Face Supports in Germal Coal Mining Companykatta_sridharNo ratings yet
- Experience in Longwall Mining at Coalbrook CollieriesDocument15 pagesExperience in Longwall Mining at Coalbrook Collierieskatta_sridharNo ratings yet
- Pressure Arch Theory (Longwall) : Prepared by P. Vinay CharyDocument23 pagesPressure Arch Theory (Longwall) : Prepared by P. Vinay Charykatta_sridharNo ratings yet
- WATER PROBLEMS ASSOCIATED With Undersea LWDocument20 pagesWATER PROBLEMS ASSOCIATED With Undersea LWkatta_sridharNo ratings yet
- Investigation of Rib Pillar Stability at Ömerler Underground Mine byDocument8 pagesInvestigation of Rib Pillar Stability at Ömerler Underground Mine bykatta_sridharNo ratings yet
- A Study of The Behaviour of Overlying Strata in Longwall Mining and Its Application To Strata Contro 141111171916 Conversion Gate02Document5 pagesA Study of The Behaviour of Overlying Strata in Longwall Mining and Its Application To Strata Contro 141111171916 Conversion Gate02katta_sridharNo ratings yet
- Mine-scale numerical modelling compares longwall extraction methodsDocument11 pagesMine-scale numerical modelling compares longwall extraction methodskatta_sridharNo ratings yet
- NUMERICAL MODELLING OF SURFACE SUBSIDENCE Due To LWDocument12 pagesNUMERICAL MODELLING OF SURFACE SUBSIDENCE Due To LWkatta_sridharNo ratings yet
- Automation in LongwallDocument116 pagesAutomation in Longwallkatta_sridharNo ratings yet
- Manage Ground Risks Gold MineDocument8 pagesManage Ground Risks Gold Minekatta_sridharNo ratings yet
- Pillar in Coal MinesDocument8 pagesPillar in Coal MinesSujit KumarNo ratings yet
- Design of Rib Pillars in LW MiningDocument16 pagesDesign of Rib Pillars in LW Miningkatta_sridharNo ratings yet
- Tiwari InnovationDocument1 pageTiwari Innovationkatta_sridharNo ratings yet
- Export - 2015-09-03 09-05-55Document1 pageExport - 2015-09-03 09-05-55katta_sridharNo ratings yet
- 14EE MiningTechnology-CavingSlopeInteractionModellingDocument9 pages14EE MiningTechnology-CavingSlopeInteractionModellingMezamMohammedCherifNo ratings yet
- 13.hydraulic Mining With Automation - Suresh D. Gharde, WCL HQDocument6 pages13.hydraulic Mining With Automation - Suresh D. Gharde, WCL HQkatta_sridharNo ratings yet
- WATER PROBLEMS ASSOCIATED With Undersea LWDocument20 pagesWATER PROBLEMS ASSOCIATED With Undersea LWkatta_sridharNo ratings yet
- Stress Evolution and Induced Accidents Mechanism in Shallow Coal Seam in Proximity Underlying The Room Mining Residual PillarsDocument7 pagesStress Evolution and Induced Accidents Mechanism in Shallow Coal Seam in Proximity Underlying The Room Mining Residual Pillarskatta_sridharNo ratings yet
- Thick Seam Longwall MiningDocument10 pagesThick Seam Longwall Miningkatta_sridharNo ratings yet
- 15.production and Productivity Improvement Measures at MOIL-MOILDocument8 pages15.production and Productivity Improvement Measures at MOIL-MOILkatta_sridharNo ratings yet
- 14.an Overview of Ug Coal mining-WCL HQDocument30 pages14.an Overview of Ug Coal mining-WCL HQkatta_sridharNo ratings yet
- 16.shortwall Mining-D M Gokhale, WCLDocument6 pages16.shortwall Mining-D M Gokhale, WCLkatta_sridharNo ratings yet
- Deformation Failure and Permeability of Coal Bearing Strata During Longwall Mining 2016 Engineering GeologyDocument12 pagesDeformation Failure and Permeability of Coal Bearing Strata During Longwall Mining 2016 Engineering Geologykatta_sridharNo ratings yet
- 12.challenges in UG Coal mining-CMPDI RanchiDocument7 pages12.challenges in UG Coal mining-CMPDI Ranchikatta_sridharNo ratings yet
- Caving Mechanisms of Loose Top Coal in Longwall Top Coal Caving Mining Method 2014 International Journal of Rock Mechanics and Mining SciencesDocument11 pagesCaving Mechanisms of Loose Top Coal in Longwall Top Coal Caving Mining Method 2014 International Journal of Rock Mechanics and Mining Scienceskatta_sridharNo ratings yet
- 19 Ratnesh Mine ClosureDocument12 pages19 Ratnesh Mine Closurekatta_sridharNo ratings yet
- Strata Behaviors in Extra-Thick Coal SeamsDocument10 pagesStrata Behaviors in Extra-Thick Coal Seamskatta_sridharNo ratings yet