You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- ACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing ConcreteDocument41 pagesACI 304R-00 Guide For Measuring, Mixing, Transporting, and Placing Concretebonnico75% (4)
- AWS QC 10-95 Spec 4 Qualification Certification Entry Level WelderDocument25 pagesAWS QC 10-95 Spec 4 Qualification Certification Entry Level WelderminhnnNo ratings yet
- Aci 117 - 90 Concrete Construction PDFDocument16 pagesAci 117 - 90 Concrete Construction PDFcessare08100% (4)
- ACI 304R-89. Guide For Measuring, Mixing, Transporting, andDocument54 pagesACI 304R-89. Guide For Measuring, Mixing, Transporting, andminhnnNo ratings yet
- Aci 117 R90Document11 pagesAci 117 R90Rafael Elgueta Aravena100% (1)
- QCF101 Compaction Test ReportDocument1 pageQCF101 Compaction Test ReportminhnnNo ratings yet
- Hal Helicopter Division Training ReportDocument41 pagesHal Helicopter Division Training ReportMayank Gupta67% (9)
- 2014 Solution Catalog - American Foundrymen SocietyDocument24 pages2014 Solution Catalog - American Foundrymen Societyoğuz kağanNo ratings yet
- Aws Qc5-91 - Standard For Certification of Welding EducatorsDocument12 pagesAws Qc5-91 - Standard For Certification of Welding Educatorscamelod555No ratings yet
- Aci 304.6R-91Document14 pagesAci 304.6R-91minhnnNo ratings yet
- AWS QC 11-96 Spec 4 Qualification Certification Advanced Level WelderDocument38 pagesAWS QC 11-96 Spec 4 Qualification Certification Advanced Level Welderminhnn50% (2)
- ACI 303.1-97 Standard Specification For Cast-In-Place Architectural ConcreteDocument10 pagesACI 303.1-97 Standard Specification For Cast-In-Place Architectural ConcreteZaki 'Eki' MuliawanNo ratings yet
- Welding EngineerDocument10 pagesWelding EngineerNnamdi Celestine NnamdiNo ratings yet
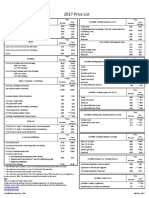
- 2236 Price List 2017 20170306Document1 page2236 Price List 2017 20170306minhnn100% (1)
- Aci 304.2R-96Document25 pagesAci 304.2R-96minhnnNo ratings yet
- 124 2R-94 PDFDocument1 page124 2R-94 PDFfarhadamNo ratings yet
- 126 3R-99 PDFDocument50 pages126 3R-99 PDFfarhadamNo ratings yet
- ACI 304 (1) .3R-96 - Heavyweight Concrete. Measuring, Mixing, TraDocument12 pagesACI 304 (1) .3R-96 - Heavyweight Concrete. Measuring, Mixing, TrawilsonschmittNo ratings yet
- Aci 304.3R-96Document8 pagesAci 304.3R-96minhnnNo ratings yet
- CQC008Document1 pageCQC008minhnnNo ratings yet
- Batching, Mixing and Job-Control of Lightweight ConcreteDocument9 pagesBatching, Mixing and Job-Control of Lightweight ConcreteRonaldo HertezNo ratings yet
- QCF010 Works Inspection Report GeotextileDocument1 pageQCF010 Works Inspection Report GeotextileminhnnNo ratings yet
- QCF009 Insp Report-Precast ConcreteDocument1 pageQCF009 Insp Report-Precast ConcreteminhnnNo ratings yet
- QCF006 Placement & Compaction of Fill MaterialDocument1 pageQCF006 Placement & Compaction of Fill MaterialminhnnNo ratings yet
- QCF005 Survey LogDocument2 pagesQCF005 Survey LogminhnnNo ratings yet
- QCF007 Post Pour Inspection and Concrete RepairDocument1 pageQCF007 Post Pour Inspection and Concrete Repairminhnn100% (1)
- Dung Quat Refinery Project: Works Inspection ReportDocument1 pageDung Quat Refinery Project: Works Inspection ReportminhnnNo ratings yet
- QCF012 Authorisation To BackfillDocument1 pageQCF012 Authorisation To BackfillminhnnNo ratings yet
- QCF011 Asphalt Concrete Site ControlDocument3 pagesQCF011 Asphalt Concrete Site ControlminhnnNo ratings yet
- QC Form Dung Quat Refinery ProjectDocument1 pageQC Form Dung Quat Refinery ProjectminhnnNo ratings yet
- QCF013 Materials Inspection ReportDocument1 pageQCF013 Materials Inspection ReportminhnnNo ratings yet
- QCF102 Concrete Pouring RecordDocument1 pageQCF102 Concrete Pouring RecordminhnnNo ratings yet
- ICorrCED2022York DesmondMakepeaceDocument29 pagesICorrCED2022York DesmondMakepeaceBANNOUR OthmaneNo ratings yet
- Porosity - Lesson LearnDocument17 pagesPorosity - Lesson LearnDong FeiNo ratings yet
- Boliden ODDA - WP Priorities - ZincDocument6 pagesBoliden ODDA - WP Priorities - ZincabrahanNo ratings yet
- Welding Technology SyllabusDocument1 pageWelding Technology SyllabusShankaranarayanan100% (1)
- Soldering and Brazing Principles and PracticeDocument7 pagesSoldering and Brazing Principles and PracticeWilly UioNo ratings yet
- Grade 316 316LDocument9 pagesGrade 316 316LvsajuNo ratings yet
- Top Blowing Rotatory ConvertorDocument4 pagesTop Blowing Rotatory ConvertorVanesa Ramirez CatalanNo ratings yet
- Treatment of Platinum Flotation ProductsDocument8 pagesTreatment of Platinum Flotation Productsmohamed ElsayedNo ratings yet
- 868 WDocument120 pages868 WalanparraNo ratings yet
- (European Coatings TECH FILES) Et Al. - Sander, Jörg - Anticorrosive Coatings Fundamental and New Concepts-Vincentz Network (2014)Document218 pages(European Coatings TECH FILES) Et Al. - Sander, Jörg - Anticorrosive Coatings Fundamental and New Concepts-Vincentz Network (2014)Arthur ThiesenNo ratings yet
- ME8793 Process Planning and Cost EStimation UNIT 5 NotesDocument26 pagesME8793 Process Planning and Cost EStimation UNIT 5 NotesLEO PRAVIN PNo ratings yet
- Ceramic To Metal Joining ReportDocument9 pagesCeramic To Metal Joining ReportmadangkNo ratings yet
- Cathodic protection of steel in concreteDocument53 pagesCathodic protection of steel in concrete00076548No ratings yet
- 22 Civ Su 398 oDocument21 pages22 Civ Su 398 oBhatt100% (1)
- ChosunDocument201 pagesChosunsanketpavi21No ratings yet
- AS NZS 3992-1998 Amdt 1-2000 Pressure Equipment - Welding and Brazing Qualification PDFDocument6 pagesAS NZS 3992-1998 Amdt 1-2000 Pressure Equipment - Welding and Brazing Qualification PDFEsapermana RiyanNo ratings yet
- Standard Info Malleable Fittings PDFDocument6 pagesStandard Info Malleable Fittings PDFKaran AggarwalNo ratings yet
- Gold Process Mineralogy: Objectives, Techniques, and ApplicationsDocument5 pagesGold Process Mineralogy: Objectives, Techniques, and ApplicationsPat SimonNo ratings yet
- f2 PDFDocument14 pagesf2 PDFagus effendyNo ratings yet
- PROVAL Quarter Turn ActuatorsDocument6 pagesPROVAL Quarter Turn ActuatorsjoelNo ratings yet
- Wrought Aluminium and Aluminium Alloy Bars, Rods, Tubes, Sections, Plates and Sheets For Electrical ApplicationsDocument7 pagesWrought Aluminium and Aluminium Alloy Bars, Rods, Tubes, Sections, Plates and Sheets For Electrical ApplicationsRajesh Kumar PachigollaNo ratings yet
- Copper Sulphate Crystallization Plants at Remote LDocument6 pagesCopper Sulphate Crystallization Plants at Remote Lmaría joséNo ratings yet
- TWI Defects PDFDocument26 pagesTWI Defects PDFsukarlan98No ratings yet
- AMP Combined MCQsDocument180 pagesAMP Combined MCQsBalaji JagalpureNo ratings yet
- Cold Forming Glossary of Terms PDFDocument17 pagesCold Forming Glossary of Terms PDFLuis LujanoNo ratings yet
- 1 1 Welding Q A For StudentsDocument10 pages1 1 Welding Q A For StudentsRavinder Antil100% (4)
- Effect-of-cold-rolling-on-recrystallization-and-tensile-behavior-of-a-high-Mn-steel - 2016 - Materials-Characterization Ref 21Document8 pagesEffect-of-cold-rolling-on-recrystallization-and-tensile-behavior-of-a-high-Mn-steel - 2016 - Materials-Characterization Ref 21waldemar medinaNo ratings yet
- Classification of Aluminum AlloysDocument15 pagesClassification of Aluminum AlloysZoran DanilovNo ratings yet