You might also like
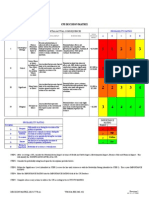
- Decision MatrixDocument12 pagesDecision Matrixrdos14No ratings yet
- Appointment Letter JobDocument30 pagesAppointment Letter JobsalmanNo ratings yet
- Growing Up Psychic by Chip Coffey - ExcerptDocument48 pagesGrowing Up Psychic by Chip Coffey - ExcerptCrown Publishing Group100% (1)
- Lean-7waste, Takt Time, Crew SizeDocument80 pagesLean-7waste, Takt Time, Crew Sizeapi-3770121100% (2)
- Lean Manufacturing Tools Techniques and How To Use ThemDocument245 pagesLean Manufacturing Tools Techniques and How To Use Themhugoferto100% (38)
- Lean Manufacturing Tools Techniques and How To Use ThemDocument245 pagesLean Manufacturing Tools Techniques and How To Use Themhugoferto100% (38)
- Teppi Tevet College Apply 3S: KaizenDocument60 pagesTeppi Tevet College Apply 3S: KaizenPunitha Paul0% (1)
- MF F418 Lean Manufacturing: BITS PilaniDocument31 pagesMF F418 Lean Manufacturing: BITS PilaniAbhijeetNo ratings yet
- SMEDDocument26 pagesSMEDSAURAV KUMARNo ratings yet
- Poka YokeDocument41 pagesPoka Yokefaja2004No ratings yet
- Lean Manufacturing Wastes - MURA, MURI and MUDADocument27 pagesLean Manufacturing Wastes - MURA, MURI and MUDALyne Lerin100% (1)
- Total Productive Maintenance A Complete Guide - 2020 EditionFrom EverandTotal Productive Maintenance A Complete Guide - 2020 EditionNo ratings yet
- Eng Oee Industry StandardDocument30 pagesEng Oee Industry Standardjoseparra100% (1)
- Automotive Industry Cluster TPM Training Material Kobetsu Kaizen Step 0 - 1Document42 pagesAutomotive Industry Cluster TPM Training Material Kobetsu Kaizen Step 0 - 1raghavendrarh6464No ratings yet
- Total Productive Maintenance TPM WCMDocument40 pagesTotal Productive Maintenance TPM WCMVidhya Nalini Subbunarasimhan100% (1)
- Toyota Production System PDFDocument7 pagesToyota Production System PDFZaib RehmanNo ratings yet
- Lost Cost MatrixDocument6 pagesLost Cost MatrixRanjit Bhandari100% (3)
- Customer Pull Cells & Value Streams Visual Systems Lean Principles Continuous ImprovementDocument51 pagesCustomer Pull Cells & Value Streams Visual Systems Lean Principles Continuous Improvementssanik1No ratings yet
- TPM Administration PillarsDocument53 pagesTPM Administration Pillarskingathur26681No ratings yet
- Value Stream MappingDocument54 pagesValue Stream MappingQuynh Chau TranNo ratings yet
- Heijunka: Toyota's Production Leveling Principle. A Key TPS Tool To Increase ProductivityDocument10 pagesHeijunka: Toyota's Production Leveling Principle. A Key TPS Tool To Increase ProductivityRajpandian SelvamNo ratings yet
- A Strategy For Performance ExcellenceDocument75 pagesA Strategy For Performance ExcellenceMark FrancisNo ratings yet
- Improving OEE for an 800-Ton Stamping PressDocument120 pagesImproving OEE for an 800-Ton Stamping PressBhushan KambleNo ratings yet
- Quality CirclesDocument12 pagesQuality CirclesAnonymous ZBMKga2LINo ratings yet
- The Spaghetti DiagramDocument21 pagesThe Spaghetti DiagramBoamina Balondona AurelienNo ratings yet
- Lean Manufacturing Pocket Hand BookDocument42 pagesLean Manufacturing Pocket Hand BookLuis Del Conde100% (1)
- Heijunka 29.3.19Document27 pagesHeijunka 29.3.19rohitNo ratings yet
- Study of JH Implementation ReadyDocument27 pagesStudy of JH Implementation ReadyNaveen Jangid100% (1)
- Total Productive Maintenance: by L Bhargava C Ravi Rakesh Gupta RavvaDocument72 pagesTotal Productive Maintenance: by L Bhargava C Ravi Rakesh Gupta RavvaManikyala RaoNo ratings yet
- Managing OEE To Optimize Factory Performance PDFDocument20 pagesManaging OEE To Optimize Factory Performance PDFEstevao SalvadorNo ratings yet
- Final Exam: Functional Performance Testing: Technical vs. Process CommissioningDocument9 pagesFinal Exam: Functional Performance Testing: Technical vs. Process CommissioningBen MusimaneNo ratings yet
- KK PillarDocument30 pagesKK PillarshaktiNo ratings yet
- An Introduction To Lean ManufacturingDocument45 pagesAn Introduction To Lean ManufacturingGopalakrishnan100% (12)
- Lean ManufacturingDocument20 pagesLean ManufacturingPranav SharmaNo ratings yet
- Smed PDFDocument17 pagesSmed PDFVinay BansalNo ratings yet
- Chapter 3 - Basic Logical Concepts - For Students PDFDocument65 pagesChapter 3 - Basic Logical Concepts - For Students PDFTiên Nguyễn100% (1)
- Lean ClassDocument425 pagesLean ClassElena Montero CarrascoNo ratings yet
- Chapter 4 Matrices Form 5Document22 pagesChapter 4 Matrices Form 5CHONG GEOK CHUAN100% (2)
- Autonomous Maintenance Training MaterialDocument98 pagesAutonomous Maintenance Training MaterialAndrei MarinNo ratings yet
- Quicl Changeover - SMED PDFDocument53 pagesQuicl Changeover - SMED PDFpranayrulzNo ratings yet
- Lean Six Sigma Green Belt OrientationDocument18 pagesLean Six Sigma Green Belt OrientationJyoti Thonte-BukkapatilNo ratings yet
- Activity Design ScoutingDocument10 pagesActivity Design ScoutingHoneyjo Nette100% (9)
- OEE For Operators PDFDocument92 pagesOEE For Operators PDFNazar N. Akasha95% (19)
- Zero DefectDocument1 pageZero DefectadobactNo ratings yet
- An Approach To The Aural Analysis of Emergent Musical FormsDocument25 pagesAn Approach To The Aural Analysis of Emergent Musical Formsmykhos0% (1)
- Red Tag Item Information LogDocument1 pageRed Tag Item Information LogDIEGO2109No ratings yet
- JIPM TPM AwardsDocument23 pagesJIPM TPM AwardspreethishNo ratings yet
- Jakobson Linguistics and PoeticsDocument8 pagesJakobson Linguistics and PoeticsPhil KostovNo ratings yet
- Kanban the Toyota Way: An Inventory Buffering System to Eliminate InventoryFrom EverandKanban the Toyota Way: An Inventory Buffering System to Eliminate InventoryRating: 5 out of 5 stars5/5 (1)
- TPM Conference - JIPM - NakanoDocument38 pagesTPM Conference - JIPM - Nakano1977jul50% (2)
- Measuring Over-All Equipment Effectiveness (OEE)Document8 pagesMeasuring Over-All Equipment Effectiveness (OEE)Dash Smth100% (1)
- Gemba KaizenDocument64 pagesGemba KaizenJohnson Gitonga Nderi100% (3)
- TPM - A Zero Sum GameDocument64 pagesTPM - A Zero Sum GameArjun100% (2)
- TPM - Methodolgy (Implementation)Document5 pagesTPM - Methodolgy (Implementation)king master50% (2)
- Making Material FlowDocument108 pagesMaking Material FlowSalvador Peña Ugalde100% (1)
- TPM BookletDocument26 pagesTPM Bookletamishraioc100% (5)
- The Lean, Agile and World Class Manufacturing CookbookDocument107 pagesThe Lean, Agile and World Class Manufacturing CookbookJorge Vázquez100% (2)
- Calculating Takt Time in SecondsDocument14 pagesCalculating Takt Time in SecondsIrenius AdityaNo ratings yet
- Livros Vet LinksDocument12 pagesLivros Vet LinksÉrica RebeloNo ratings yet
- Kaizen: The Key To Japan's Competitive SuccessDocument48 pagesKaizen: The Key To Japan's Competitive Successyudha witantoNo ratings yet
- Shop Floor ManagementDocument13 pagesShop Floor ManagementHarshal DateyNo ratings yet
- Key Note Units 3-4Document4 pagesKey Note Units 3-4Javier BahenaNo ratings yet
- A Complete Guide to Just-in-Time Production: Inside Toyota's MindFrom EverandA Complete Guide to Just-in-Time Production: Inside Toyota's MindRating: 4.5 out of 5 stars4.5/5 (3)
- KAizenDocument12 pagesKAizenTarun SharmaNo ratings yet
- Project Report On Maynard Operation Sequence TechniqueDocument9 pagesProject Report On Maynard Operation Sequence TechniqueEditor IJTSRDNo ratings yet
- Implementation of TPMDocument23 pagesImplementation of TPMkavinkumarjackNo ratings yet
- Quality CircleDocument6 pagesQuality CircleKajal KardamNo ratings yet
- Kamishibai - Golden TriangleDocument12 pagesKamishibai - Golden TriangleMadhavaKrishnaNo ratings yet
- Lean Brief Takt TimeDocument2 pagesLean Brief Takt TimeBala Kumar M PNo ratings yet
- Job Shop VSMDocument47 pagesJob Shop VSMCalos Alberto Leal MojicaNo ratings yet
- Resolving Lean Terminology: Takt Time, Cycle Time, Lead Time, Throughput & ProductivityDocument9 pagesResolving Lean Terminology: Takt Time, Cycle Time, Lead Time, Throughput & ProductivityjiteshthakkarNo ratings yet
- A Method For TPT ReductionDocument114 pagesA Method For TPT ReductionEbrahim HanashNo ratings yet
- Jishu Hozen Step 1Document27 pagesJishu Hozen Step 1Prateep UntimanonNo ratings yet
- The Machine That Changed The WorldDocument167 pagesThe Machine That Changed The WorldRafael Gripp80% (5)
- Db2 Compatibility PDFDocument23 pagesDb2 Compatibility PDFMuhammed Abdul QaderNo ratings yet
- SMK ST GabrielDocument39 pagesSMK ST Gabrielzanariah1911No ratings yet
- SiargaoDocument11 pagesSiargaomalouNo ratings yet
- Консп 1Document48 pagesКонсп 1VadymNo ratings yet
- MC145031 Encoder Manchester PDFDocument10 pagesMC145031 Encoder Manchester PDFson_gotenNo ratings yet
- Balkan TribesDocument3 pagesBalkan TribesCANELO_PIANONo ratings yet
- Worksheet 9-2 - Math 7Document2 pagesWorksheet 9-2 - Math 7bfbrfvlfrerNo ratings yet
- Applying Ocs Patches: Type Area Topic AuthorDocument16 pagesApplying Ocs Patches: Type Area Topic AuthorPILLINAGARAJUNo ratings yet
- C code snippets with answersDocument14 pagesC code snippets with answersqwerty6327No ratings yet
- Studies On Diffusion Approach of MN Ions Onto Granular Activated CarbonDocument7 pagesStudies On Diffusion Approach of MN Ions Onto Granular Activated CarbonInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Rhodium Catalyzed Hydroformylation - CH 07Document14 pagesRhodium Catalyzed Hydroformylation - CH 07maildesantiagoNo ratings yet
- حقيبة تعليمية لمادة التحليلات الهندسية والعدديةDocument28 pagesحقيبة تعليمية لمادة التحليلات الهندسية والعدديةAnjam RasulNo ratings yet
- Assignment 1 - Tiered LessonDocument15 pagesAssignment 1 - Tiered Lessonapi-320736246No ratings yet
- Fiber Optic Communication PDFDocument2 pagesFiber Optic Communication PDFluisperikoNo ratings yet
- MVC ImpDocument4 pagesMVC ImpsrinathmsNo ratings yet
- Philippine Development Plan (Optimized)Document413 pagesPhilippine Development Plan (Optimized)herbertjohn24No ratings yet
- The Effect of Reward Practices on Employee Performance in Ethio TelecomDocument29 pagesThe Effect of Reward Practices on Employee Performance in Ethio TelecomZakki Hersi AbdiNo ratings yet
- Rhythm Music and Education - Dalcroze PDFDocument409 pagesRhythm Music and Education - Dalcroze PDFJhonatas Carmo100% (3)