You might also like
- 05 High Speed MachiningDocument36 pages05 High Speed MachiningHoàng Khương100% (2)
- High Speed Machining PresentationDocument36 pagesHigh Speed Machining Presentationsav33No ratings yet
- Ar t10 Cadcam tcm1023-4243Document2 pagesAr t10 Cadcam tcm1023-4243OleksQNo ratings yet
- Page 66-68 Die and Mould NTTF GibsonDocument3 pagesPage 66-68 Die and Mould NTTF GibsonRahul NambiarNo ratings yet
- High Speed MachiningDocument21 pagesHigh Speed MachiningMani Kandan100% (1)
- Recent Trends in ManufacturingDocument13 pagesRecent Trends in ManufacturingAmbarish100% (2)
- Technical Report on High Speed MachiningDocument12 pagesTechnical Report on High Speed MachiningManju RoyNo ratings yet
- 5-Axis Machining Module - enDocument12 pages5-Axis Machining Module - enAnte DabroNo ratings yet
- The Influence of High-Speed Milling Strategies OnDocument9 pagesThe Influence of High-Speed Milling Strategies OnYusufYükselNo ratings yet
- WhitePaper MMTfeatures enDocument3 pagesWhitePaper MMTfeatures enarunNo ratings yet
- Automatic Automatic Generating CNC-Code For Milling MachineGenerating CNC Code For Milling MachineDocument7 pagesAutomatic Automatic Generating CNC-Code For Milling MachineGenerating CNC Code For Milling MachineVikas Singh SisodiaNo ratings yet
- Advantages of High Speed MachiningDocument6 pagesAdvantages of High Speed MachiningMahendra VadavaleNo ratings yet
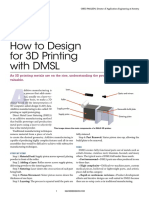
- How To Printin With DMLSDocument5 pagesHow To Printin With DMLSdhanalakshmi k sNo ratings yet
- 5XCAMDocument10 pages5XCAMTrường GiangNo ratings yet
- CadcamDocument45 pagesCadcamManar Abu ShadyNo ratings yet
- Integrated Cad/Cam For The Sheet Metal Industry: Master Your Manufacturing ProcessDocument8 pagesIntegrated Cad/Cam For The Sheet Metal Industry: Master Your Manufacturing Processvictor LNo ratings yet
- Integrated CAD/CAM for Sheet Metal IndustryDocument8 pagesIntegrated CAD/CAM for Sheet Metal IndustrySalvador Severino CascoNo ratings yet
- Integrated Cad/Cam For The Sheet Metal Industry: Master Your Manufacturing ProcessDocument8 pagesIntegrated Cad/Cam For The Sheet Metal Industry: Master Your Manufacturing ProcessSalvador Severino CascoNo ratings yet
- Advances in Ultra Precision ManufacturingDocument6 pagesAdvances in Ultra Precision Manufacturingkndprasad01No ratings yet
- Flyer Sheet MetalDocument8 pagesFlyer Sheet MetalBG2012No ratings yet
- HSM-EFFECTIVE MODERN CUTTINGDocument8 pagesHSM-EFFECTIVE MODERN CUTTINGVignesh WaranNo ratings yet
- CNC Programming Systems PDFDocument22 pagesCNC Programming Systems PDFSurendra SainiNo ratings yet
- An Investigation of The Tool-Chip Contact Length and Wear in High-Speed Turning of EN19 SteelDocument15 pagesAn Investigation of The Tool-Chip Contact Length and Wear in High-Speed Turning of EN19 SteelRishabh JainNo ratings yet
- Toroid AlDocument16 pagesToroid Alj dNo ratings yet
- Visi Machining 3D: Fast and Intelligent ToolpathsDocument4 pagesVisi Machining 3D: Fast and Intelligent Toolpathskimo480No ratings yet
- HSM Seminar Report on High Speed MachiningDocument16 pagesHSM Seminar Report on High Speed MachiningGRACY75% (4)
- Siemens PLM NX CAM 2 5 Axis Milling Add On Fs Tcm1023 118151Document2 pagesSiemens PLM NX CAM 2 5 Axis Milling Add On Fs Tcm1023 118151rasgeetsinghNo ratings yet
- 10 PDFDocument11 pages10 PDFRyanNo ratings yet
- ExhibitorLibrary 376 MS Brochure 2 PDFDocument16 pagesExhibitorLibrary 376 MS Brochure 2 PDFvinimaia12No ratings yet
- Tool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesDocument7 pagesTool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesseventhsensegroupNo ratings yet
- End Mill Tools Integration in CNC Machining For Rapid Manufacturing Processes Simulation StudiesDocument16 pagesEnd Mill Tools Integration in CNC Machining For Rapid Manufacturing Processes Simulation StudiesKumar AbhishekNo ratings yet
- High Speed MachiningDocument21 pagesHigh Speed MachiningRakesh NeheteNo ratings yet
- New DOCX DocumentDocument39 pagesNew DOCX DocumentPavaniNo ratings yet
- Computer-Aided Manufacturing: Computer-Aided Manufacturing (CAM) Is The Use of Computer Software To ControlDocument4 pagesComputer-Aided Manufacturing: Computer-Aided Manufacturing (CAM) Is The Use of Computer Software To Controlvarma511No ratings yet
- Parts Cut To Length: Ted SlezakDocument8 pagesParts Cut To Length: Ted SlezaksolquihaNo ratings yet
- CNC LABORATORY MANUALDocument40 pagesCNC LABORATORY MANUALPavaniNo ratings yet
- InternshipDocument17 pagesInternshipsoumyaNo ratings yet
- Logitech Thin Section PreparationDocument14 pagesLogitech Thin Section Preparationeddie_f22No ratings yet
- What is CAMDocument3 pagesWhat is CAMSufian HijazNo ratings yet
- Decomposition of forging die for high speed machiningDocument9 pagesDecomposition of forging die for high speed machiningMohammed KhatibNo ratings yet
- CNC Laboratory Manual for Mechanical Engineering StudentsDocument40 pagesCNC Laboratory Manual for Mechanical Engineering StudentsPavaniNo ratings yet
- Cmti 1228918957257618 1Document32 pagesCmti 1228918957257618 1Nhan LeNo ratings yet
- Shipbuilding Catalogue Rev 6Document16 pagesShipbuilding Catalogue Rev 6mtonellyNo ratings yet
- Ever Green MachinesDocument6 pagesEver Green MachinesLisa ParksNo ratings yet
- Modern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELDocument16 pagesModern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELKlinsmann MatthewNo ratings yet
- Cimdata Ugs Nx3 Cam ReviewDocument10 pagesCimdata Ugs Nx3 Cam ReviewxfenixxxNo ratings yet
- Name: Krishna Koli Offline Trajectory Generation For 6-DOF Welding RobotDocument4 pagesName: Krishna Koli Offline Trajectory Generation For 6-DOF Welding RobotKrishna KoliNo ratings yet
- Alphacam StoneDocument4 pagesAlphacam StoneAchmatAfipudinNo ratings yet
- Dynamic Milling GuideDocument16 pagesDynamic Milling GuidepatrikcncNo ratings yet
- Manual TB6560Document16 pagesManual TB6560erickmoraesNo ratings yet
- Additive vs traditional manufacturing methodsDocument3 pagesAdditive vs traditional manufacturing methodsAnantNo ratings yet
- Stampack: Technology For Cost Reduction, Quality Improvement and Productivity GainsDocument2 pagesStampack: Technology For Cost Reduction, Quality Improvement and Productivity GainsBG2012No ratings yet
- A Proven Methodology To Meet Manufacturing Process Requirements For Metal Filled Areas and PlanesDocument8 pagesA Proven Methodology To Meet Manufacturing Process Requirements For Metal Filled Areas and PlanesFERNANDO ENRIQUE DATTWYLER RODRIGUEZNo ratings yet
- Project CNC Par1Document11 pagesProject CNC Par1Gaurav JogiNo ratings yet
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsDocument7 pagesOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTNo ratings yet
- High Speed Machining GuideDocument4 pagesHigh Speed Machining GuidedavidNo ratings yet
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0From EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Rating: 5 out of 5 stars5/5 (1)
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- Desktop Manufacturing Use Machine Above This To Make ProductsFrom EverandDesktop Manufacturing Use Machine Above This To Make ProductsNo ratings yet
- SAP Consultant RolesDocument10 pagesSAP Consultant RolesrasgeetsinghNo ratings yet
- Pizza Stone PizzaDocument55 pagesPizza Stone PizzaBRadding100% (2)
- Siemens PLM NASA Femap Cs Z10Document4 pagesSiemens PLM NASA Femap Cs Z10rasgeetsinghNo ratings yet
- Siemens PLM NASA Femap Cs Z10Document4 pagesSiemens PLM NASA Femap Cs Z10rasgeetsinghNo ratings yet
- Setting up blueprints in CATIA (V5R15Document8 pagesSetting up blueprints in CATIA (V5R15rasgeetsinghNo ratings yet
- Setting Up Blueprints in UG NX 7Document36 pagesSetting Up Blueprints in UG NX 7rasgeetsinghNo ratings yet
- Siemens PLM Sukhoi Design Cs Z7Document4 pagesSiemens PLM Sukhoi Design Cs Z7rasgeetsinghNo ratings yet
- Setting Up Blueprints in Dassault SolidworksDocument10 pagesSetting Up Blueprints in Dassault SolidworksrasgeetsinghNo ratings yet
- ListeningDocument2 pagesListeningrasgeetsinghNo ratings yet
- Siemens PLM Lantech Com Cs Z3Document4 pagesSiemens PLM Lantech Com Cs Z3rasgeetsinghNo ratings yet
- Siemens PLM JPL Cs Z19Document5 pagesSiemens PLM JPL Cs Z19rasgeetsinghNo ratings yet
- Siemens PLM Blue Bird Cs Z3Document5 pagesSiemens PLM Blue Bird Cs Z3rasgeetsinghNo ratings yet
- Siemens PLM Sipa Zoppas Group Cs Z4Document4 pagesSiemens PLM Sipa Zoppas Group Cs Z4rasgeetsinghNo ratings yet
- Siemens PLM Burkhardt Weber Cs Z10Document4 pagesSiemens PLM Burkhardt Weber Cs Z10rasgeetsinghNo ratings yet
- Siemens PLM Pankajakasthuri College Cs Z7Document3 pagesSiemens PLM Pankajakasthuri College Cs Z7rasgeetsinghNo ratings yet
- Siemens PLM Isuzu Vehicle Design Cs z11Document4 pagesSiemens PLM Isuzu Vehicle Design Cs z11rasgeetsinghNo ratings yet
- Siemens PLM Grieshaber Cs Z11Document5 pagesSiemens PLM Grieshaber Cs Z11rasgeetsinghNo ratings yet
- Siemens PLM Luyckx Cs Z6Document4 pagesSiemens PLM Luyckx Cs Z6rasgeetsinghNo ratings yet
- Siemens PLM Vishwas Auto Engineers Cs Z12Document4 pagesSiemens PLM Vishwas Auto Engineers Cs Z12rasgeetsinghNo ratings yet
- Siemens PLM Blue Bird Cs Z3Document5 pagesSiemens PLM Blue Bird Cs Z3rasgeetsinghNo ratings yet
- Siemens PLM Injecdesign Cs Z3Document3 pagesSiemens PLM Injecdesign Cs Z3rasgeetsinghNo ratings yet
- Siemens PLM TMC Cancela Cs Z3Document5 pagesSiemens PLM TMC Cancela Cs Z3rasgeetsinghNo ratings yet
- Siemens PLM RML Group Cs Z5Document4 pagesSiemens PLM RML Group Cs Z5rasgeetsinghNo ratings yet
- Siemens PLM TMC Cancela Cs Z3Document5 pagesSiemens PLM TMC Cancela Cs Z3rasgeetsinghNo ratings yet
- Siemens PLM Joe Gibbs Racing Cs Z7Document6 pagesSiemens PLM Joe Gibbs Racing Cs Z7rasgeetsinghNo ratings yet
- Siemens PLM Design Automation Associates Cs Z14Document3 pagesSiemens PLM Design Automation Associates Cs Z14rasgeetsinghNo ratings yet
- Siemens PLM Jaguarmold Cs Z9Document3 pagesSiemens PLM Jaguarmold Cs Z9rasgeetsinghNo ratings yet
- Siemens PLM Prima Industries Cs Z6Document3 pagesSiemens PLM Prima Industries Cs Z6rasgeetsinghNo ratings yet
- Siemens PLM Prima Industries Cs Z6Document3 pagesSiemens PLM Prima Industries Cs Z6rasgeetsinghNo ratings yet
- High Tensile Steel SpecificationDocument3 pagesHigh Tensile Steel SpecificationRuano Andreola StumpfNo ratings yet
- Product Characteristics for Bolts and NutsDocument4 pagesProduct Characteristics for Bolts and NutsPınar YeloğluNo ratings yet
- Tolerancing SystemDocument24 pagesTolerancing SystemLenis Enrique Julio QuintanaNo ratings yet
- Module Manufacturing TechnologyDocument5 pagesModule Manufacturing TechnologyJeshua IgnacioNo ratings yet
- Hot Vs ColdDocument3 pagesHot Vs ColdHarisma NugrahaNo ratings yet
- Coremax 71Document2 pagesCoremax 71Branko FerenčakNo ratings yet
- Turning and Machining CentresDocument26 pagesTurning and Machining CentresBhado GagoNo ratings yet
- Spherical Turning Attachment Project ReportDocument33 pagesSpherical Turning Attachment Project ReportBilqs sansaerNo ratings yet
- Directorate of Vocational Education and Training,: ITI Directory - Centralise Admission in Year 2020-21Document63 pagesDirectorate of Vocational Education and Training,: ITI Directory - Centralise Admission in Year 2020-21Ajay BhondaveNo ratings yet
- SyllabusDocument3 pagesSyllabusJagjit SinghNo ratings yet
- Bolt Stress RevBDocument50 pagesBolt Stress RevBMichael Walters100% (1)
- MPS5a - GrindingDocument2 pagesMPS5a - GrindingMark julius garciaNo ratings yet
- Soldering, Brazing and Welding BasicsDocument7 pagesSoldering, Brazing and Welding BasicsJerin CyriacNo ratings yet
- Workshop Technology: Subject Code: ENEG 101 Semester: I by K.K.SahooDocument14 pagesWorkshop Technology: Subject Code: ENEG 101 Semester: I by K.K.SahooKamalakanta Sahoo50% (2)
- Tool Life Wear Mach Inability Q A For StudentsDocument13 pagesTool Life Wear Mach Inability Q A For StudentsRavinder Antil100% (4)
- Structural Steel Welds PDFDocument28 pagesStructural Steel Welds PDFshekhar2681No ratings yet
- Experimental Investigation For Welding Aspects of Stainless Steel 310 For The Process of TIG Welding PDFDocument7 pagesExperimental Investigation For Welding Aspects of Stainless Steel 310 For The Process of TIG Welding PDFfaisalNo ratings yet
- Matching Bolt Nut GradeDocument3 pagesMatching Bolt Nut GradehidexNo ratings yet
- Megaworld CanopyDocument6 pagesMegaworld CanopyNanam ZaerNo ratings yet
- M-900iA600 Mechanical Unit Parts Manual (B-82176EN - 01) PDFDocument95 pagesM-900iA600 Mechanical Unit Parts Manual (B-82176EN - 01) PDFfrederic190pNo ratings yet
- TAKA Hardware Fittings Catalogue NewDocument63 pagesTAKA Hardware Fittings Catalogue NewAdem YıldızhanNo ratings yet
- Etp Hydro-Grip: Compact DesignDocument5 pagesEtp Hydro-Grip: Compact DesignAwais SarwarNo ratings yet
- GT E 201808 LowDocument32 pagesGT E 201808 Lowwataneta valveNo ratings yet
- RUKO Catalogue 2016-KierukkaporatDocument86 pagesRUKO Catalogue 2016-KierukkaporatEduardo Antonio Duran SepulvedaNo ratings yet
- aLLEN KEYDocument9 pagesaLLEN KEYpatrik710No ratings yet
- Sheetmetal FundamentalsDocument81 pagesSheetmetal Fundamentalsramkishore_87100% (1)
- Cincom Evolution Line: Sliding Headstock Type Automatic CNC LatheDocument8 pagesCincom Evolution Line: Sliding Headstock Type Automatic CNC LatheAmy GriffinNo ratings yet
- JNTU Old Question Papers 2007Document4 pagesJNTU Old Question Papers 2007Srinivasa Rao G100% (1)
- Lec 03 - Surface TreatmentDocument26 pagesLec 03 - Surface TreatmentchittineniNo ratings yet
- Pemrograman NCDocument3 pagesPemrograman NCPurwadyaziNo ratings yet