You might also like
- Control Engineering For Chemical EngineersDocument11 pagesControl Engineering For Chemical EngineersYoga WiranotoNo ratings yet
- So Many Tuning Rules, So Little Time: Control Talk ColumnsDocument36 pagesSo Many Tuning Rules, So Little Time: Control Talk ColumnsIvan BevandaNo ratings yet
- AIChE The Most Beneficial Technical ChemE SkillsDocument49 pagesAIChE The Most Beneficial Technical ChemE SkillsSubhradip BhattacharjeeNo ratings yet
- The Rose Process: Tayseer Abdel-Halim and Raymond FloydDocument14 pagesThe Rose Process: Tayseer Abdel-Halim and Raymond FloydBharavi K SNo ratings yet
- Process Simulation Essentials - Example Book PDFDocument60 pagesProcess Simulation Essentials - Example Book PDFhamzashafiq1100% (1)
- Process Engineering Services: Feasibility Studies and Conceptual DesignDocument18 pagesProcess Engineering Services: Feasibility Studies and Conceptual DesignDuy TùngNo ratings yet
- Material and Energy Balance: Basic PrinciplesDocument17 pagesMaterial and Energy Balance: Basic PrinciplesArjun Trehan100% (1)
- PID Standard PitfallsDocument9 pagesPID Standard PitfallskrazylionNo ratings yet
- Personal dispute over unpaid merchandiseDocument2 pagesPersonal dispute over unpaid merchandiseLi ChNo ratings yet
- 01 - Introduction To Process ControlDocument59 pages01 - Introduction To Process Controlafoead100% (1)
- TeDocument67 pagesTeYudha Sanditya SaputraNo ratings yet
- Thermodynamic Analysis of Superheated Steam and Flue Gas As Drying Agents For Biomass DryersDocument6 pagesThermodynamic Analysis of Superheated Steam and Flue Gas As Drying Agents For Biomass DryersNaolNo ratings yet
- Use of Dynamic Simulation To ConvergeDocument8 pagesUse of Dynamic Simulation To ConvergeneftNo ratings yet
- Filtration and SeparationDocument2 pagesFiltration and SeparationantoniojaviermaciasNo ratings yet
- Optimal Design and Operation of Batch ReactorsDocument16 pagesOptimal Design and Operation of Batch ReactorsMohamed Tarek KamarNo ratings yet
- Pilot Plant Cost Estimating PDFDocument5 pagesPilot Plant Cost Estimating PDFvaraduNo ratings yet
- UniSim Heat Exchangers User GuideDocument22 pagesUniSim Heat Exchangers User Guidebabis1980No ratings yet
- Process Plant Estimating ProcedureDocument2 pagesProcess Plant Estimating Procedurerylar999No ratings yet
- Profit Controller RMPCT OverviewDocument4 pagesProfit Controller RMPCT OverviewEnrique Cerna VillalobosNo ratings yet
- Dynamic Analysis of Cyclohexane Production With Aspen HYSYS® V8.0Document0 pagesDynamic Analysis of Cyclohexane Production With Aspen HYSYS® V8.0udokasNo ratings yet
- Interfacial Heat Transfer Coefficients of Various Vapors in Direct Contact CondensationDocument11 pagesInterfacial Heat Transfer Coefficients of Various Vapors in Direct Contact CondensationJesse Haney IIINo ratings yet
- Benefits of The NIST Thermo Data Engine in AspenONE EngineeringDocument12 pagesBenefits of The NIST Thermo Data Engine in AspenONE EngineeringMohammed MorsyNo ratings yet
- Process Control LoopsDocument40 pagesProcess Control LoopsjohnNo ratings yet
- ENGINEERING DESIGN GUIDELINES Statistical Process Control Rev Web (SPC)Document35 pagesENGINEERING DESIGN GUIDELINES Statistical Process Control Rev Web (SPC)Bethuel Consolacion100% (1)
- CO2 Removal AminesDocument18 pagesCO2 Removal AminesHamzaHashimNo ratings yet
- Modeling and Simulation (OEC-II)Document78 pagesModeling and Simulation (OEC-II)Anjali ShrivastavNo ratings yet
- Instrumentation and Process Control: Pamantasan NG Lungsod NG MaynilaDocument52 pagesInstrumentation and Process Control: Pamantasan NG Lungsod NG MaynilaAmiel DionisioNo ratings yet
- Oil Mist SystemsDocument2 pagesOil Mist SystemsDefenceDogNo ratings yet
- Process Flow Diagram (PFD) - How To & ExamplesDocument43 pagesProcess Flow Diagram (PFD) - How To & ExamplesKu KemaNo ratings yet
- Dynamic Process Simulation When Do We Really Need ItDocument4 pagesDynamic Process Simulation When Do We Really Need ItDenis GontarevNo ratings yet
- Tolliver Fundamentals of Distillation Column Control1 PDFDocument30 pagesTolliver Fundamentals of Distillation Column Control1 PDFsyafiqNo ratings yet
- UAE University College of Engineering Training and Graduation Project UnitDocument100 pagesUAE University College of Engineering Training and Graduation Project UnitPortia ShilengeNo ratings yet
- Comparison of Advanced Distillation Control Methods: Final Technical ReportDocument47 pagesComparison of Advanced Distillation Control Methods: Final Technical ReportAjit Jadhav0% (1)
- Predict Distillation Tray Efficiency: Reactions and SeparationsDocument7 pagesPredict Distillation Tray Efficiency: Reactions and SeparationsJohn AnthoniNo ratings yet
- Understand Advanced Process Control: Back To BasicsDocument4 pagesUnderstand Advanced Process Control: Back To BasicsJohn AnthoniNo ratings yet
- CHE 4170 Design Project HYSYSDocument16 pagesCHE 4170 Design Project HYSYSPhan NeeNo ratings yet
- Plate Hydraulic Design ExampleDocument53 pagesPlate Hydraulic Design ExampleChristopher RileyNo ratings yet
- Heat Exchanger Network Design Using Pinch Analysis PDFDocument25 pagesHeat Exchanger Network Design Using Pinch Analysis PDFAhmed Mohamed KhalilNo ratings yet
- Ingenieria Basica y Detalle ISADocument50 pagesIngenieria Basica y Detalle ISAdalver17100% (1)
- Flow Diagrams For Chemical Processes: Chemical Project Engineering and EconomicsDocument31 pagesFlow Diagrams For Chemical Processes: Chemical Project Engineering and EconomicsSandipSingNo ratings yet
- The ECOSSE Control HyperCourseDocument234 pagesThe ECOSSE Control HyperCoursefri_13thNo ratings yet
- Adaptive Generic Model Control: Dual Composition Control of DistillationDocument11 pagesAdaptive Generic Model Control: Dual Composition Control of DistillationYlm PtanaNo ratings yet
- 10 CFD Simulation of Hydrocyclone in Absense of An Air Core 2012Document10 pages10 CFD Simulation of Hydrocyclone in Absense of An Air Core 2012Jair GtzNo ratings yet
- PLC Scada Dcs PidDocument4 pagesPLC Scada Dcs PidDevidutta Panda0% (1)
- ChE 441 - Process Control Student NotesDocument207 pagesChE 441 - Process Control Student NotesDavidTobinNo ratings yet
- Lec SimulationDocument80 pagesLec SimulationDr Tajammal MunirNo ratings yet
- QA Course TotalDocument32 pagesQA Course Totalafic219473No ratings yet
- Chemical Engineering Plant Design (Che-441) : Dr. Imran HassanDocument24 pagesChemical Engineering Plant Design (Che-441) : Dr. Imran HassanHassan KhalidNo ratings yet
- Resume of Feng Peng Chemical Process EngineerDocument1 pageResume of Feng Peng Chemical Process EngineerJohn stevenson0% (1)
- Measurement of Flowing Fluids: - Venturi Meter - Pitot Tube - Orifice Meter - RotameterDocument13 pagesMeasurement of Flowing Fluids: - Venturi Meter - Pitot Tube - Orifice Meter - RotameterJohn Mark Manalo RosalesNo ratings yet
- Distillation Columns Risk Assessment When The Regular Hazop Evaluation Is Not EnoughDocument7 pagesDistillation Columns Risk Assessment When The Regular Hazop Evaluation Is Not Enoughmyusuf_engineerNo ratings yet
- Simulating Refinery Processes with HYSYS: Crude Distillation and Sour Water Stripping ModelsDocument6 pagesSimulating Refinery Processes with HYSYS: Crude Distillation and Sour Water Stripping ModelsRolando Enrique Zelada MuñozNo ratings yet
- Placement Summary For The Year 2018 - 2019 Department of Chemical Engineering - UGDocument5 pagesPlacement Summary For The Year 2018 - 2019 Department of Chemical Engineering - UGBubbleNo ratings yet
- CH 07Document37 pagesCH 07kentalNo ratings yet
- Multivariable Predictive Control: Applications in IndustryFrom EverandMultivariable Predictive Control: Applications in IndustryNo ratings yet
- Plant Engineering and Design The Ultimate Step-By-Step GuideFrom EverandPlant Engineering and Design The Ultimate Step-By-Step GuideNo ratings yet
- Reciprocating Compressor CalculationDocument10 pagesReciprocating Compressor CalculationVIJAYIOCLNo ratings yet
- Wet ScrubberDocument17 pagesWet Scrubberphantom131No ratings yet
- Chemical Process ConceptionDocument66 pagesChemical Process ConceptionRapee Puaksungnoen100% (1)
- Capacity Control of Reciprocating Compressors Used in Refrigerati PDFDocument9 pagesCapacity Control of Reciprocating Compressors Used in Refrigerati PDFRapee PuaksungnoenNo ratings yet
- P&IDDocument18 pagesP&IDhectornicolauNo ratings yet
- Variable Capacity Control Suite - 85237 - Capcon PDFDocument6 pagesVariable Capacity Control Suite - 85237 - Capcon PDFRapee PuaksungnoenNo ratings yet
- What's Correct For My Application A Centrifugal or Reciprocating Compressor PDFDocument10 pagesWhat's Correct For My Application A Centrifugal or Reciprocating Compressor PDFRapee PuaksungnoenNo ratings yet
- Acoustical Modeling of Reciprocating Compressors with Stepless Valve UnloadersDocument12 pagesAcoustical Modeling of Reciprocating Compressors with Stepless Valve UnloadersRapee PuaksungnoenNo ratings yet
- Stepless Clearance Pocket: Oil & GasDocument4 pagesStepless Clearance Pocket: Oil & GasRapee PuaksungnoenNo ratings yet
- Capital Projects Cost EstimationDocument87 pagesCapital Projects Cost EstimationRapee PuaksungnoenNo ratings yet
- Enhance refinery processing with full-range capacity control of reciprocating compressorsDocument9 pagesEnhance refinery processing with full-range capacity control of reciprocating compressorsChoo Shyan LeeNo ratings yet
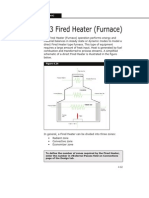
- Fired HeaterDocument28 pagesFired HeaterRapee PuaksungnoenNo ratings yet
- Controlvalvesandactuators 090617042347 Phpapp01Document34 pagesControlvalvesandactuators 090617042347 Phpapp01Vijaya LakshmiNo ratings yet
- 0521770912conceptual DesignBDocument248 pages0521770912conceptual DesignBRoberto MartinezNo ratings yet
- Pressure Drop in Pipe Fittings and Valves - Equivalent Length and Resistance CoefficientDocument9 pagesPressure Drop in Pipe Fittings and Valves - Equivalent Length and Resistance CoefficientRapee PuaksungnoenNo ratings yet
- Safety Valves in A Nutshell 6.27.12Document4 pagesSafety Valves in A Nutshell 6.27.12Rapee PuaksungnoenNo ratings yet
- Fel en Oil and GasDocument106 pagesFel en Oil and GasAlfonso NúñezNo ratings yet
- Hand Calculation Method For Orifice DesignDocument16 pagesHand Calculation Method For Orifice Designosvaldorene100% (5)
- Cryogenic DistillationDocument62 pagesCryogenic DistillationRapee Puaksungnoen100% (1)
- L-13 (SS) (Ia&c) ( (Ee) Nptel)Document8 pagesL-13 (SS) (Ia&c) ( (Ee) Nptel)Darkmatter DarkmatterrNo ratings yet
- Diseño de Plantas Quimicas ChemcadDocument51 pagesDiseño de Plantas Quimicas ChemcadyantimeNo ratings yet
- Fel en Oil and GasDocument106 pagesFel en Oil and GasAlfonso NúñezNo ratings yet
- Process Plant Piping Maintenance RepairDocument73 pagesProcess Plant Piping Maintenance RepairMiguel Cárdenas JaramilloNo ratings yet
- Pulp Consistency Measurement and Control SystemDocument7 pagesPulp Consistency Measurement and Control SystemDavid Alejandro GomezNo ratings yet
- University Theory Examinations Schedule, Apr/MayDocument4 pagesUniversity Theory Examinations Schedule, Apr/MayMukesh BishtNo ratings yet
- AA16 - Advanced Process Control and Optimization of Alumina Calciners PDFDocument8 pagesAA16 - Advanced Process Control and Optimization of Alumina Calciners PDFerstendrainNo ratings yet
- GTU MECHANICAL SEM-6 Control Engineering SyllabusDocument2 pagesGTU MECHANICAL SEM-6 Control Engineering Syllabushiren_patel0% (1)
- Excitation System and PSSDocument27 pagesExcitation System and PSSNitin Singh50% (2)
- Dokumen - Tips - s1x Tamper Control System Description Tamper Control System Descriptions1xDocument8 pagesDokumen - Tips - s1x Tamper Control System Description Tamper Control System Descriptions1xOliveira eletricidadeNo ratings yet
- ARW FuzzyDocument62 pagesARW FuzzyAnubhav PandeyNo ratings yet
- Week 1 - Intro To Control SystemsDocument45 pagesWeek 1 - Intro To Control SystemsArkie BajaNo ratings yet
- HPU & Drilling Console Manual HH300Document13 pagesHPU & Drilling Console Manual HH300gabrielNo ratings yet
- Catalog Sipart DR20Document16 pagesCatalog Sipart DR20roberto_freitas_18No ratings yet
- Internship ReportDocument39 pagesInternship ReportUtkarsh YadavNo ratings yet
- Framo Pressure System Adjustment GuideDocument8 pagesFramo Pressure System Adjustment GuideGonçalo Cruzeiro100% (2)
- Cameron - CAMTROL Multiplexed Subsea Production Control System - TC1451Document3 pagesCameron - CAMTROL Multiplexed Subsea Production Control System - TC1451jahehe2000No ratings yet
- Process Control Concepts, Dynamics and Applications PDFDocument734 pagesProcess Control Concepts, Dynamics and Applications PDFAfzaalUmair71% (7)
- Digital Control Systems May 2007 Question PaperDocument8 pagesDigital Control Systems May 2007 Question Paperelimelek100% (3)
- Aiaa 2009 5692 PDFDocument24 pagesAiaa 2009 5692 PDFFahd NazimNo ratings yet
- Computer Simulation of pH Control in Water CoagulationDocument58 pagesComputer Simulation of pH Control in Water Coagulationkingsley peprahNo ratings yet
- Meca 1.0 IntroductionDocument36 pagesMeca 1.0 IntroductionInes99No ratings yet
- Numericals On Time Response Analysis PDFDocument61 pagesNumericals On Time Response Analysis PDFHabib Abdullah100% (2)
- Jurnal Rev Asdaper TranslatingDocument7 pagesJurnal Rev Asdaper TranslatingIndra HedarNo ratings yet
- Chapter 8Document31 pagesChapter 8fosterNo ratings yet
- IQ IQT Catalogue E110EDocument32 pagesIQ IQT Catalogue E110Emani_208eeNo ratings yet
- 50hz - gcs16lrg - 0700 LennoxDocument16 pages50hz - gcs16lrg - 0700 Lennoxnvr735iNo ratings yet
- Karunya University: Division OF Electronics & Instrumentation EngineeringDocument325 pagesKarunya University: Division OF Electronics & Instrumentation EngineeringVishal NairNo ratings yet
- Z-Peller Zp31 Niigata 6l26hlxDocument4 pagesZ-Peller Zp31 Niigata 6l26hlxDon Cupertino León Osuna83% (6)
- RSLoop Optimizer Technical DataDocument6 pagesRSLoop Optimizer Technical DatarevleNo ratings yet
- EIT Course Electrical and Instrumentation Engineering Oil and Gas Facilities COG BrochureDocument3 pagesEIT Course Electrical and Instrumentation Engineering Oil and Gas Facilities COG BrochureKatamba RogersNo ratings yet
- Boiler Instrumentation and ControlDocument54 pagesBoiler Instrumentation and ControlSunny Gupta100% (2)
- GA-Optimized PID Speed Control for Marine Diesel EnginesDocument5 pagesGA-Optimized PID Speed Control for Marine Diesel EngineshoangductuanNo ratings yet
- International Journal of Instrumentation and Control Systems (IJICS)Document1 pageInternational Journal of Instrumentation and Control Systems (IJICS)Mathi VananNo ratings yet