You might also like
- Guide To Concrete RepairDocument168 pagesGuide To Concrete Repairhansen_zinck4751100% (11)
- Forging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingFrom EverandForging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingRating: 5 out of 5 stars5/5 (1)
- Reinforced ConcreteDocument13 pagesReinforced ConcreteRenukadevi Rpt17% (18)
- Aluminium Welding ESABDocument40 pagesAluminium Welding ESABKarthikeyan Shanmugavel100% (2)
- Special Metals-Corrosion-resistant Alloys For Oil and Gas Production PDFDocument44 pagesSpecial Metals-Corrosion-resistant Alloys For Oil and Gas Production PDFagnotts09No ratings yet
- Triangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsFrom EverandTriangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsRating: 5 out of 5 stars5/5 (1)
- Studio4 - LEED - Green - Associate - Study - Guide - Master 2nd Edition PDFDocument310 pagesStudio4 - LEED - Green - Associate - Study - Guide - Master 2nd Edition PDFyu zhangNo ratings yet
- Copper Nickel CatalogDocument40 pagesCopper Nickel CatalogpetertaboadaNo ratings yet
- Ductile PipesDocument33 pagesDuctile Pipesanirbanpwd76No ratings yet
- Stationary Concrete Pumps en G 16345-0 PDFDocument20 pagesStationary Concrete Pumps en G 16345-0 PDFLUIS ISAAC LEON PARONo ratings yet
- Testing of Austenitic Stainless SteelsDocument64 pagesTesting of Austenitic Stainless SteelsmirelamanteamirelaNo ratings yet
- Aluminum Electrical Conductor HandbookDocument365 pagesAluminum Electrical Conductor Handbookprem100% (3)
- ESAB Welding HandbookDocument31 pagesESAB Welding Handbookhooky1100% (4)
- Floor Waste Installation OverviewDocument2 pagesFloor Waste Installation OverviewstarykltNo ratings yet
- Floor Waste Installation OverviewDocument2 pagesFloor Waste Installation OverviewstarykltNo ratings yet
- The Blacksmith's Craft - An Introduction To Smithing For Apprentices And CraftsmenFrom EverandThe Blacksmith's Craft - An Introduction To Smithing For Apprentices And CraftsmenNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- 0621 SIKA Waterproofing - Wet AreasDocument12 pages0621 SIKA Waterproofing - Wet AreasstarykltNo ratings yet
- CCTV and Lighting Upgrade Commissioning StandardDocument19 pagesCCTV and Lighting Upgrade Commissioning Standards_morrissey_consulting100% (1)
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingFrom EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingRating: 1 out of 5 stars1/5 (1)
- Lancashire Residential Road Design GuideDocument42 pagesLancashire Residential Road Design Guidesweptpath2012No ratings yet
- Corrosion of Copper and Copper Alloys in Potable Water SystemsDocument122 pagesCorrosion of Copper and Copper Alloys in Potable Water SystemsEduardo Villacrés100% (1)
- Residential Electric Service InstallationDocument56 pagesResidential Electric Service InstallationJ Hevesi100% (1)
- Pressure Vessel Rivets Welded Joints MDSP PrimeDocument16 pagesPressure Vessel Rivets Welded Joints MDSP PrimeIvanNo ratings yet
- Grounding and JumperingDocument16 pagesGrounding and Jumperingferreiramarco56No ratings yet
- Iron - The Repair of Wrought & Cast IronDocument58 pagesIron - The Repair of Wrought & Cast Ironsaravanan_c1100% (2)
- Boiler Tube Products Sa-178Document25 pagesBoiler Tube Products Sa-178Sai Prasath100% (1)
- Wrought Ironwork - A Manual of Instruction for Rural CraftsmenFrom EverandWrought Ironwork - A Manual of Instruction for Rural CraftsmenRating: 5 out of 5 stars5/5 (1)
- Res StreetsDocument50 pagesRes StreetsVas SteelNo ratings yet
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicFrom EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicNo ratings yet
- 7123AF Aquatherm Fusiotherm Hot & Cold Water System 2010Document9 pages7123AF Aquatherm Fusiotherm Hot & Cold Water System 2010starykltNo ratings yet
- Ironwork - Part III - A Complete Survey of the Artistic Working of Iron in Great Britain from the Earliest TimesFrom EverandIronwork - Part III - A Complete Survey of the Artistic Working of Iron in Great Britain from the Earliest TimesNo ratings yet
- RefractoriesDocument24 pagesRefractoriesArnulfo PerezNo ratings yet
- 01 4G64S4M & 4G69S4N Engine-2Document38 pages01 4G64S4M & 4G69S4N Engine-2vitor santosNo ratings yet
- UTP MaintenanceDocument28 pagesUTP MaintenanceAnonymous PkAjjOZBNo ratings yet
- Understanding Steel Production Through A Historical LectureDocument228 pagesUnderstanding Steel Production Through A Historical LectureVicbeau3No ratings yet
- Flash ADCDocument3 pagesFlash ADCKiran SomayajiNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Modern Steelmaking IITSDocument207 pagesModern Steelmaking IITSSanjeev SahuNo ratings yet
- Standard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsFrom EverandStandard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsNo ratings yet
- Aqua 1Document324 pagesAqua 1staryklt100% (1)
- Pipes & Fittings Copper YorkshireDocument32 pagesPipes & Fittings Copper YorkshirempwasaNo ratings yet
- The difference is qualityDocument16 pagesThe difference is qualityninatenaNo ratings yet
- Yorkshire Solder Ring Aug 2013 PDFDocument60 pagesYorkshire Solder Ring Aug 2013 PDFMahmoud GwailyNo ratings yet
- SLAG-A Green ProductDocument103 pagesSLAG-A Green ProductTanjidul IslamNo ratings yet
- Copper-Nickel Products: Copper-Nickel Tubing Fittings, Flanges, Sheet, Plate and RodDocument70 pagesCopper-Nickel Products: Copper-Nickel Tubing Fittings, Flanges, Sheet, Plate and RodchocohmxNo ratings yet
- A Journey Through Indian Reinforcing BarsDocument5 pagesA Journey Through Indian Reinforcing BarssujupsNo ratings yet
- Journey To TMT BarsDocument52 pagesJourney To TMT BarsSuresh g.s.No ratings yet
- Dover NJ - Ulster Iron WorksDocument10 pagesDover NJ - Ulster Iron WorksDarrin Chambers100% (1)
- Abitha EldhoseDocument18 pagesAbitha EldhoseJeevan p bijuNo ratings yet
- Copper 02Document12 pagesCopper 02hijzainNo ratings yet
- Aalco Copper Alloys PDFDocument15 pagesAalco Copper Alloys PDFBogdan BrucknerNo ratings yet
- Orrcon National Product CatalogueDocument84 pagesOrrcon National Product CatalogueEswaran RajamaniNo ratings yet
- Hague Fasteners - Special Fasteners & Non Standard Bolts and NutsDocument8 pagesHague Fasteners - Special Fasteners & Non Standard Bolts and Nutsn1ghtfallNo ratings yet
- Galvanised Steel: From Ancient Alchemy To The Infrastructure of The FutureDocument5 pagesGalvanised Steel: From Ancient Alchemy To The Infrastructure of The FuturekhurshedlakhoNo ratings yet
- Lecture 1 - Introduction: Production of SteelDocument15 pagesLecture 1 - Introduction: Production of Steelamit KumarNo ratings yet
- Steel Mill: See AlsoDocument5 pagesSteel Mill: See AlsoJustin Alvin P. CaballaNo ratings yet
- Nickel Is A StrongDocument5 pagesNickel Is A StrongasimrehmanurNo ratings yet
- The Aircraft Engineer: Die Head Bolster ContainerDocument1 pageThe Aircraft Engineer: Die Head Bolster Containerseafire47No ratings yet
- 1E7 Rehabilitation AD 2Document111 pages1E7 Rehabilitation AD 2alexrodriguezabcNo ratings yet
- Grillo Wire BrochureDocument8 pagesGrillo Wire BrochuregersomNo ratings yet
- Indipco ManualDocument53 pagesIndipco Manualنايفف بن عبداللهNo ratings yet
- Presentation ON SMS: Prepared By:Shashank Poddar Metallurgy (5 Sem)Document15 pagesPresentation ON SMS: Prepared By:Shashank Poddar Metallurgy (5 Sem)Rahul PandeyNo ratings yet
- SADIPDocument64 pagesSADIPnazar750No ratings yet
- Steel Making Nptelpdf CompressDocument214 pagesSteel Making Nptelpdf CompresssophieNo ratings yet
- 05 Cu CualloysDocument66 pages05 Cu Cualloysrty2No ratings yet
- Corrosion-Resistant Alloy 686 Used in Demanding ApplicationsDocument10 pagesCorrosion-Resistant Alloy 686 Used in Demanding ApplicationsBhanu Pratap ChoudhuryNo ratings yet
- PILING IN IRELAND CURRENT PRACTICESDocument35 pagesPILING IN IRELAND CURRENT PRACTICESthakrarhits100% (1)
- Steel Industry After Pakistan IndependenceDocument13 pagesSteel Industry After Pakistan IndependenceHarris LodhiNo ratings yet
- Pub PDF 145Document20 pagesPub PDF 145DavidAndorNo ratings yet
- Ductile Iron: 2002 Issue 2Document47 pagesDuctile Iron: 2002 Issue 2karthikkandaNo ratings yet
- Design of Steel and Timber Report For Hangula Peter P. 219376049Document12 pagesDesign of Steel and Timber Report For Hangula Peter P. 219376049LinusNo ratings yet
- Inplant Training Report at KAMDHENUDocument51 pagesInplant Training Report at KAMDHENUAlbert ThomasNo ratings yet
- Manuscript Ipd 2Document87 pagesManuscript Ipd 2John Louie PimentelNo ratings yet
- Archwires ORTHO / Orthodontic Courses by Indian Dental AcademyDocument105 pagesArchwires ORTHO / Orthodontic Courses by Indian Dental Academyindian dental academyNo ratings yet
- Tyton Joint Pipe & Fittings: 2008 EDITIONDocument39 pagesTyton Joint Pipe & Fittings: 2008 EDITIONdeema saleemNo ratings yet
- Raschig Ring Info Sheet Updated Address PDFDocument2 pagesRaschig Ring Info Sheet Updated Address PDFMehdi AğayiNo ratings yet
- Uow009702 Electronic Monitoring and Access Control Commissioning StandardDocument29 pagesUow009702 Electronic Monitoring and Access Control Commissioning StandardstarykltNo ratings yet
- Private Water Supply GuidelinesDocument40 pagesPrivate Water Supply GuidelinesstarykltNo ratings yet
- Power System Sizing Form: G G G GDocument4 pagesPower System Sizing Form: G G G GstarykltNo ratings yet
- Uow009694 Hydraulic Services Design StandardsDocument37 pagesUow009694 Hydraulic Services Design StandardsstarykltNo ratings yet
- Uow009698 Building Monitoring and Control Systems Design StandardsDocument23 pagesUow009698 Building Monitoring and Control Systems Design StandardsstarykltNo ratings yet
- Uow009701 Electrical Services Commissioning StandardDocument26 pagesUow009701 Electrical Services Commissioning StandardstarykltNo ratings yet
- Uow009699 Building Elements Commissioning StandardDocument28 pagesUow009699 Building Elements Commissioning StandardstarykltNo ratings yet
- Uow009693 Fire Services Design StandardsDocument20 pagesUow009693 Fire Services Design StandardsstarykltNo ratings yet
- Uow009695 Landscaping Design StandardsDocument43 pagesUow009695 Landscaping Design StandardsstarykltNo ratings yet
- Uow009696 Mechanical Services Design StandardsDocument19 pagesUow009696 Mechanical Services Design StandardsstarykltNo ratings yet
- Uow009695 Landscaping Design StandardsDocument43 pagesUow009695 Landscaping Design StandardsstarykltNo ratings yet
- Ts Join GuideDocument1 pageTs Join GuidestarykltNo ratings yet
- Enclosed Shower BaysetDocument2 pagesEnclosed Shower BaysetstarykltNo ratings yet
- Concrete Path GuidelinesDocument6 pagesConcrete Path GuidelinesKipegoNo ratings yet
- Ds05 DrivewaysDocument15 pagesDs05 DrivewaysstarykltNo ratings yet
- BUILDING IN ALASKA CLIMATEDocument15 pagesBUILDING IN ALASKA CLIMATEstarykltNo ratings yet
- Purlin Mounted AnchorDocument2 pagesPurlin Mounted AnchorstarykltNo ratings yet
- 0118 Texture Coating For Interior Concrete and MasonryDocument4 pages0118 Texture Coating For Interior Concrete and MasonrystarykltNo ratings yet
- 75mm Lab TestsDocument19 pages75mm Lab TestsstarykltNo ratings yet
- 100mm Lab TestsDocument17 pages100mm Lab TestsstarykltNo ratings yet
- Module 1: Introduction Introduction To Tribology: Fig. 1.1: Carbon Graphite SealDocument18 pagesModule 1: Introduction Introduction To Tribology: Fig. 1.1: Carbon Graphite Sealbansalmohit01No ratings yet
- Devoir 2 Arsalan 2SM BIOFDocument3 pagesDevoir 2 Arsalan 2SM BIOFphytanjaNo ratings yet
- Amphenol Musician Range PDFDocument8 pagesAmphenol Musician Range PDFtrc_wmNo ratings yet
- Dewatering SystemDocument124 pagesDewatering SystemSpyros NannosNo ratings yet
- Artificial LiftDocument18 pagesArtificial LiftRasya RefanNo ratings yet
- Simucube 2 Quick Release GuideDocument7 pagesSimucube 2 Quick Release Guideemyrs12No ratings yet
- ApaveMare Training 2013Document41 pagesApaveMare Training 2013fbarakaNo ratings yet
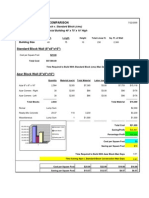
- AZAR Block CostcomparisonDocument8 pagesAZAR Block CostcomparisontckittuNo ratings yet
- PHP AngularJS CRUD with Search and PaginationDocument18 pagesPHP AngularJS CRUD with Search and PaginationZaiful BahriNo ratings yet
- Acsomega 9b01541Document9 pagesAcsomega 9b01541Benedictus EduardoNo ratings yet
- Service Menu - SamyGODocument5 pagesService Menu - SamyGOVenkatesh SubramanyaNo ratings yet
- Applied Fluid Mechanics: Viscosity of FluidsDocument22 pagesApplied Fluid Mechanics: Viscosity of FluidsMaggie HepditchNo ratings yet
- NIKI V4 Infusion Pump Service ManualDocument54 pagesNIKI V4 Infusion Pump Service ManualIgor Simonelli BermudesNo ratings yet
- FGGDocument12 pagesFGGSridharan VenkatNo ratings yet
- Composite Repair PDFDocument13 pagesComposite Repair PDFNarendra PalandeNo ratings yet
- Unit 4 - Software Engineering - WWW - Rgpvnotes.inDocument12 pagesUnit 4 - Software Engineering - WWW - Rgpvnotes.inNazma QureshiNo ratings yet
- MIMO Channel CapacityDocument9 pagesMIMO Channel CapacityGendyNo ratings yet
- Unit-I: Introduction To J2EEDocument29 pagesUnit-I: Introduction To J2EEsurakshaNo ratings yet
- Previews AGA XQ9902 PreDocument6 pagesPreviews AGA XQ9902 PreAldrin HernandezNo ratings yet
- Motion ReportDocument2 pagesMotion Reportmikeb-erau100% (2)
- Crompton Greaves LimitedDocument3 pagesCrompton Greaves LimitedNitish SinghNo ratings yet
- The Tallest Buildings in The WorldDocument2 pagesThe Tallest Buildings in The WorldW4G8989No ratings yet