You might also like
- RT Film Interpretation (Image - Guide)Document88 pagesRT Film Interpretation (Image - Guide)sananth80100% (10)
- RT Film EvaluationDocument15 pagesRT Film EvaluationprakashNo ratings yet
- Radiographic Interpreter: Weld Defect Exercise Part 2Document12 pagesRadiographic Interpreter: Weld Defect Exercise Part 2Nicko Arya Dharma100% (1)
- Radiography Interpretation PDFDocument220 pagesRadiography Interpretation PDFVijay Kumar100% (1)
- RTFI Assessment Presentation 5-23-05Document185 pagesRTFI Assessment Presentation 5-23-05shaban100% (5)
- Rad Interpretation NotesDocument85 pagesRad Interpretation NotesJames Keller100% (12)
- Weld Metal RT Film InterpretationDocument10 pagesWeld Metal RT Film Interpretationsekarsanthanam95% (22)
- Rtfi ClassDocument139 pagesRtfi ClassShahul Hameed Razik100% (16)
- R1 Part 1Document56 pagesR1 Part 1OLiver Robert100% (1)
- Radiographic Interpreter: Weld Defect Exercise Part 1Document12 pagesRadiographic Interpreter: Weld Defect Exercise Part 1Nicko Arya Dharma83% (6)
- HB RT InterpretationDocument46 pagesHB RT InterpretationespinozcristianNo ratings yet
- Ruane MTDocument40 pagesRuane MTJindarat KasemsooksakulNo ratings yet
- PCN RADIOGRAPHIC FILM INTERPRETATION GUIDEDocument133 pagesPCN RADIOGRAPHIC FILM INTERPRETATION GUIDEerlon0rodrigues100% (1)
- NDT Training - Mo. 8866050850 - Gulfnde - Com - Asnt Level 2Document12 pagesNDT Training - Mo. 8866050850 - Gulfnde - Com - Asnt Level 2Gulfnde Industrial ServicesNo ratings yet
- Visual Testing - L-3 - QBDocument16 pagesVisual Testing - L-3 - QBManoj SivalingamNo ratings yet
- NDT (Ut) - Twi - Part (4) .Document31 pagesNDT (Ut) - Twi - Part (4) .nanivenkatgauravNo ratings yet
- Radiography LatestDocument76 pagesRadiography LatestSavad Alwye100% (4)
- RT Practice QuestionDocument65 pagesRT Practice Questionlinh vu75% (4)
- X-Ray Film Film Processing H& D Curves Reduction of Scatter Single Wall & Double Wall Techniques Multi Film Techniques EtcDocument23 pagesX-Ray Film Film Processing H& D Curves Reduction of Scatter Single Wall & Double Wall Techniques Multi Film Techniques EtcVIBHAV100% (2)
- AWS Radio Graphic InterpreterDocument5 pagesAWS Radio Graphic InterpreterShrey Gupta0% (1)
- Radiographic DefectsDocument20 pagesRadiographic Defectshappysekhon86100% (1)
- V.vijayan Asnt NDT Level IIIDocument5 pagesV.vijayan Asnt NDT Level IIIPitichai PakornrersiriNo ratings yet
- Asme Sec V A-2 RT PDFDocument44 pagesAsme Sec V A-2 RT PDFmsalinasaguilar71% (7)
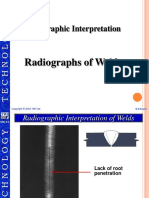
- Radiographic Interpretation: Radiographs of WeldsDocument22 pagesRadiographic Interpretation: Radiographs of WeldsManoj BallaNo ratings yet
- Radiographic Film Interpretation GuideDocument220 pagesRadiographic Film Interpretation Guidejar_2100% (2)
- Ultrasonic Testing On Duplex SsDocument9 pagesUltrasonic Testing On Duplex Sskukuriku13No ratings yet
- Radiographic Interpretation Answers WIS10 CSWIP 3.2Document3 pagesRadiographic Interpretation Answers WIS10 CSWIP 3.2andrewNo ratings yet
- NDT Ri Lecture (2b) - KaDocument368 pagesNDT Ri Lecture (2b) - KaTĩnh Hồ Trung100% (1)
- Twi Radiographic Interpretation Part 2Document46 pagesTwi Radiographic Interpretation Part 2WALTER RUEDANo ratings yet
- Useful Radiography Formulas GuideDocument1 pageUseful Radiography Formulas GuideTonyo Ayshiyu100% (9)
- RT Film InterpretationDocument20 pagesRT Film InterpretationMOhammed PatelNo ratings yet
- Ultrasonic Testing: Weld Inspection Using AWS D1.1Document65 pagesUltrasonic Testing: Weld Inspection Using AWS D1.1CLIFFORDPANo ratings yet
- How to Prepare for the ASNT NDT Level-III Visual and Optical Testing ExaminationDocument23 pagesHow to Prepare for the ASNT NDT Level-III Visual and Optical Testing ExaminationIke Duaka100% (2)
- Visual Testing: Methods, Principles and ApplicationsDocument25 pagesVisual Testing: Methods, Principles and ApplicationsSanja Cvijanovic75% (4)
- PA-UT Presentation by All NationsDocument57 pagesPA-UT Presentation by All NationsRamesh mudunuri100% (9)
- RT Film InterpretationDocument33 pagesRT Film Interpretationglazetm100% (7)
- Radiography Test Course MaterailDocument16 pagesRadiography Test Course MaterailYuvaraj Sathish100% (5)
- Visual Testing Level IiiDocument8 pagesVisual Testing Level IiiAli Alhaik100% (3)
- Radiographs Course Reference WIS 20: RadiographyDocument35 pagesRadiographs Course Reference WIS 20: RadiographyAhmedA.HassanNo ratings yet
- Radiographic Interpreter: Weld Defect Exercise Part 3Document12 pagesRadiographic Interpreter: Weld Defect Exercise Part 3Nicko Arya Dharma100% (3)
- Liquid Penetrant Testing Theory and InterpretationDocument44 pagesLiquid Penetrant Testing Theory and InterpretationCRISTIAN SILVIU IANUCNo ratings yet
- Twi RtfiDocument35 pagesTwi RtfiGoutam Kumar DebNo ratings yet
- (RT) Exposure Time-ChartsDocument4 pages(RT) Exposure Time-ChartsVivek Bhangale73% (11)
- Weld Defects AgfaDocument20 pagesWeld Defects AgfaDinesh Radhakrishnan100% (1)
- Radiographic Testing: Basic Principles and TechniquesDocument48 pagesRadiographic Testing: Basic Principles and TechniquesArjun LalitNo ratings yet
- Practical RadiographicDocument176 pagesPractical RadiographicDung Nguyen100% (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- NDE Handbook: Non-Destructive Examination Methods for Condition MonitoringFrom EverandNDE Handbook: Non-Destructive Examination Methods for Condition MonitoringKnud G. BøvingRating: 4.5 out of 5 stars4.5/5 (4)
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- The Physics of Welding: International Institute of WeldingFrom EverandThe Physics of Welding: International Institute of WeldingRating: 1.5 out of 5 stars1.5/5 (2)
- RT Interpretation-SignedDocument88 pagesRT Interpretation-SignedFouad OudinaNo ratings yet
- NDT Images: Your Guide To Proper Processing and Interpretation of Radiography Films For Non-Destructive Testing (NDT)Document88 pagesNDT Images: Your Guide To Proper Processing and Interpretation of Radiography Films For Non-Destructive Testing (NDT)Parvee K NakwalNo ratings yet
- Casting Defects - RTFIDocument7 pagesCasting Defects - RTFIKaran VaghelaNo ratings yet
- X-Ray Artifacts: by DR Mangal S MahajanDocument12 pagesX-Ray Artifacts: by DR Mangal S MahajanTsega HagosNo ratings yet
- ArtifactDocument3 pagesArtifactwadmataw100% (1)
- Soft Lithography Guide for Patterning MaterialsDocument15 pagesSoft Lithography Guide for Patterning Materialsbo_onNo ratings yet
- How To Develop Film, Part 1 - Horatio Carney PDFDocument4 pagesHow To Develop Film, Part 1 - Horatio Carney PDFPedro P S FerreiraNo ratings yet
- Pipe Material Checklist TemplateDocument1 pagePipe Material Checklist Templateawong_911374No ratings yet
- KNOWN: Curing of A Transparent Film by Radiant Heating With Substrate and Film Surface Subjected ToDocument2 pagesKNOWN: Curing of A Transparent Film by Radiant Heating With Substrate and Film Surface Subjected Tojrhowell2323No ratings yet
- Registration of Pressure VesselsDocument21 pagesRegistration of Pressure VesselsLin Heng100% (1)
- ASME BPVC Section VIII Division 2: Responsibilities and Duties ParagraphDocument3 pagesASME BPVC Section VIII Division 2: Responsibilities and Duties ParagraphSubrata PatraNo ratings yet
- HSE Policy TemplateDocument2 pagesHSE Policy Templateawong_911374No ratings yet
- Stainless Steel Surface FinishesDocument5 pagesStainless Steel Surface FinishesOlgalycosNo ratings yet
- 9 Practical Cswip 3.0 Practical Visual Inspection PDFDocument13 pages9 Practical Cswip 3.0 Practical Visual Inspection PDFAzim Samiin77% (13)
- Mechanical Engineer Job DescriptionDocument1 pageMechanical Engineer Job DescriptionAulia RahmanNo ratings yet
- Balancing of Reciprocating Masses Gunt ReferenceDocument2 pagesBalancing of Reciprocating Masses Gunt Referenceawong_911374No ratings yet
- Spec For Weld InspectionDocument7 pagesSpec For Weld Inspectionawong_911374No ratings yet
- Compact Home: Technical CatalogDocument48 pagesCompact Home: Technical Catalogawong_911374No ratings yet
- Balancing of Reciprocating Masses Gunt ReferenceDocument2 pagesBalancing of Reciprocating Masses Gunt Referenceawong_911374No ratings yet
- RT Film IntepretationDocument44 pagesRT Film Intepretationawong_911374100% (3)
- Balancing of Reciprocating Masses Gunt ReferenceDocument2 pagesBalancing of Reciprocating Masses Gunt Referenceawong_911374No ratings yet
- Mitsubishi GX Software Bundle for PLC Programming and SimulationDocument1 pageMitsubishi GX Software Bundle for PLC Programming and Simulationawong_911374No ratings yet
- APM9932/C: Pin Description FeaturesDocument13 pagesAPM9932/C: Pin Description Featuresawong_911374No ratings yet
- JC-300 Series BrochureDocument6 pagesJC-300 Series Brochuresinganil1No ratings yet
- Uk SpecDocument32 pagesUk Specawong_911374No ratings yet
- Mitsubishi D700 Installation GuideDocument28 pagesMitsubishi D700 Installation Guideawong_911374No ratings yet
- Mitsubishi D700 Installation GuideDocument28 pagesMitsubishi D700 Installation Guideawong_911374No ratings yet
- DIY Vacuum Bagging BasicsDocument3 pagesDIY Vacuum Bagging Basicsedhykoes100% (1)
- IEEE WebsiteDocument1 pageIEEE Websiteawong_911374No ratings yet
- Civilization 4 ManualDocument115 pagesCivilization 4 Manualapi-3735463100% (2)
- Uk SpecDocument32 pagesUk Specawong_911374No ratings yet
- Uk SpecDocument32 pagesUk Specawong_911374No ratings yet
- CX Programer V9+OperationManualDocument232 pagesCX Programer V9+OperationManualAmon AmarthNo ratings yet
- Comparing near-wall treatment methods for backward-facing step flowDocument8 pagesComparing near-wall treatment methods for backward-facing step flowValentina MarucaNo ratings yet
- Motorola ROKR E8 For T-MobileDocument230 pagesMotorola ROKR E8 For T-MobileWireflyNo ratings yet
- The Turbo Air 6000 Centrifugal Compressor Handbook AAEDR-H-082 Rev 05 TA6000Document137 pagesThe Turbo Air 6000 Centrifugal Compressor Handbook AAEDR-H-082 Rev 05 TA6000Rifki TriAditiya PutraNo ratings yet
- Generate Profits from Bottled Water Using Atmospheric Water GeneratorsDocument20 pagesGenerate Profits from Bottled Water Using Atmospheric Water GeneratorsJose AndradeNo ratings yet
- Bandong 3is Q4M6Document6 pagesBandong 3is Q4M6Kento RyuNo ratings yet
- Energy-Exergy Performance Evaluation of New HFO Refrigerants in The Modified Vapour Compression Refrigeration SystemsDocument9 pagesEnergy-Exergy Performance Evaluation of New HFO Refrigerants in The Modified Vapour Compression Refrigeration SystemsIjrei JournalNo ratings yet
- TESC CRC Office & Gym Roof Exterior PaintingDocument6 pagesTESC CRC Office & Gym Roof Exterior PaintinghuasNo ratings yet
- Mechanical Thrombectomy For Acute Ischemic StrokeDocument19 pagesMechanical Thrombectomy For Acute Ischemic StrokeCarlos Alfredo Vargas QuinteroNo ratings yet
- Eu Donor Atlas PDFDocument2 pagesEu Donor Atlas PDFBrentNo ratings yet
- IOSA Self Evaluation Form - 31 October 2014Document45 pagesIOSA Self Evaluation Form - 31 October 2014pknight2010No ratings yet
- 632 MA Lichauco vs. ApostolDocument2 pages632 MA Lichauco vs. ApostolCarissa CruzNo ratings yet
- Otology Fellowships 2019Document5 pagesOtology Fellowships 2019Sandra SandrinaNo ratings yet
- Batson Et All - 2007 - Anger and Unfairness - Is It Moral Outrage?Document15 pagesBatson Et All - 2007 - Anger and Unfairness - Is It Moral Outrage?Julia GonzalezNo ratings yet
- Secondary AssessmentsDocument12 pagesSecondary Assessmentsapi-338389967No ratings yet
- Gsis - Ra 8291Document33 pagesGsis - Ra 8291RoySantosMoralesNo ratings yet
- H1 Revision Notes DNA and GenomicsDocument6 pagesH1 Revision Notes DNA and GenomicsJiaLi XieNo ratings yet
- Age Discrimination PDFDocument20 pagesAge Discrimination PDFMd. Rezoan ShoranNo ratings yet
- Morningstar Bakery: Business PlanDocument14 pagesMorningstar Bakery: Business PlanbakhtawarNo ratings yet
- Terminal Tractors and Trailers 6.1Document7 pagesTerminal Tractors and Trailers 6.1lephuongdongNo ratings yet
- (9F) Ankle - Bones, Joints, Tendons and LigamentsDocument4 pages(9F) Ankle - Bones, Joints, Tendons and LigamentsJeffrey RamosNo ratings yet
- MTD CalculationsDocument50 pagesMTD CalculationsLeny HrNo ratings yet
- Deadline Anchors BrochureDocument3 pagesDeadline Anchors Brochurejlmunozv100% (2)
- Role of Homeostasis in Human Physiology A ReviewDocument5 pagesRole of Homeostasis in Human Physiology A ReviewNathaly ZiékteNo ratings yet
- Rundingan Perdagangan Antara Malaysia Dan Indonesia Di Wisma Putra, Kuala Lumpur 1967Document15 pagesRundingan Perdagangan Antara Malaysia Dan Indonesia Di Wisma Putra, Kuala Lumpur 1967nixyingboNo ratings yet
- Treating Thyroid Emergencies: Myxedema Coma and Thyroid StormDocument17 pagesTreating Thyroid Emergencies: Myxedema Coma and Thyroid StormMarlon UlloaNo ratings yet
- Pakistan List of Approved Panel PhysicianssDocument5 pagesPakistan List of Approved Panel PhysicianssGulzar Ahmad RawnNo ratings yet
- Grade 9 P.EDocument16 pagesGrade 9 P.EBrige SimeonNo ratings yet
- Final Profile Draft - Zach HelfantDocument5 pagesFinal Profile Draft - Zach Helfantapi-547420544No ratings yet
- Dar Breathing Filter Hme SellsheetDocument2 pagesDar Breathing Filter Hme SellsheetmangkunegaraNo ratings yet
- Sunflower Herbicide ChartDocument2 pagesSunflower Herbicide ChartpapucicaNo ratings yet
- Darnell's Father Goes StrictDocument2 pagesDarnell's Father Goes StrictDavid Theodore Richardson IIINo ratings yet
- Asme NM.2-2018Document126 pagesAsme NM.2-2018aneeshjokay75% (4)