Professional Documents
Culture Documents
Soldadura en Oleoductos y Gasoductos API 1104 Rollino 1
Uploaded by
Daniela MarinOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Soldadura en Oleoductos y Gasoductos API 1104 Rollino 1
Uploaded by
Daniela MarinCopyright:
Available Formats
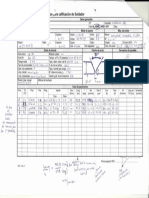
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 Pg.
i
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
!"#$%$&'% )* +#)"$&,-"./ 0%."$&,-".
1 "-'%. 23*)%.4
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 Pg. ii
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 #,(&- <'8)(2&-
Objetivo General:
Brindar los conceptos necesarios para la determinacin y aplicacin de los principales
requerimientos referidos a Soldaduras de Oleoductos y Gasoductos contenidos en los
Cdigos de construccin ASME B31.4, B31.8, B31.11 y en API 1104, para la soldadura
de tuberas de acero al carbono y baja aleacin, usadas en la compresin, bombeo,
transmisin y distribucin de petrleo y derivados, gas, dixido de carbono y nitrgeno
tanto en la Construccin como en el Mantenimiento de lneas en servicio, incluyendo
materiales utilizados, procesos de soldadura, calificaciones, Requisitos de construccin,
Ensayos no destructivos, defectos y reparaciones admisibles en mantenimiento
En el curso se incluyen los siguientes temas:
! Procesos de soldadura aplicables y variables esenciales.
! Conceptos sobre materiales utilizados y sus propiedades.
! Especificacin de compra de materiales.
! Especificacin de procedimiento de soldadura.
! Variables esenciales y no esenciales
! Calificacin de procedimientos de soldadura y soldadores.
! Mtodos de inspeccin y ensayo de soldaduras de produccin..
! Procedimientos aplicables y alcance.
! Alcance de END y criterios de aceptacin.
! Defectos admisibles en operacin y mantenimiento.
! Precauciones en soldaduras de lneas en operacin.
! Procedimientos de reparacin y soldaduras en servicio y Hot Taps.
El curso est dirigido a los responsables de diseo, ingeniera en soldadura,
fabricacin, inspeccin, auditora y mantenimiento de empresas de ingeniera,
construccin, montaje, auditoras, universidades y autoridades regulatorias que
necesiten capacitarse en la gestin eficiente de los requerimientos de soldadura,
calificaciones, inspeccin y ensayos de oleoductos, gasoductos, transporte de barros y
otras tuberas a presin.
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 Pg. iii
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
C CO ON NT TE EN NI ID DO O
Parte 1 Introduccin, Materiales y Temas generales
Parte 2 Calificacin de Procedimientos (General)
Parte 3 Calificacin de Soldadores (General)
Parte 4 Soldaduras de Produccin.
Parte 5 Inspeccin y Ensayos de soldaduras.
Parte 6 Soldaduras en Servicio
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 1 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
P PA AR RT TE E 1 1: : I In nt tr ro od du uc cc ci i n n, , M Ma at te er ri ia al le es s y y t te em ma as s g ge en ne er ra al le es s.
S So ol ld da ad du ur ra a d de e O Ol le eo od du uc ct to os s y y G Ga as so od du uc ct to os s: : O Ob bj je et ti iv vo os s
Los objetivos principales del curso son:
Desarrollar los lineamientos principales aplicables a la aplicacin de soldadura en
Oleoductos, Gasoductos, Lneas de transporte de barros y otras lneas durante las
etapas de:
" Construccin
" Mantenimiento
R Re eq qu ue er ri im mi ie en nt to os s
Los requerimientos aplicables al diseo, calificacin, inspeccin, ensayos,
mantenimiento y reparacin de soldaduras en Oleoductos, Gasoductos, Lneas de
transporte de barros y otras lneas tanto, en la etapa de construccin como a las lneas
en servicio se encuentran contenidos en:
" Cdigos de construccin
" Normas referenciadas.
C C d di ig go os s d de e C Co on ns st tr ru uc cc ci i n n. .
Los Cdigos ASME que contienen los requisitos aplicables a soldadura de oleoductos
y Gasoductos son:
" ASME B31.4 : Tuberas de Transmisin Petrleo y otros hidrocarburos lquidos.
" ASME B31.8 : Tuberas de transmisin y distribucin de gas.
" ASME B31.11 Transporte de Barros.
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 2 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
N No or rm ma as s r re ef fe er re en nc ci ia ad da as s. .
Los requisitos aplicables a:
! Calificacin de procedimientos de soldadura, soldadores y operadores.
! Inspeccin, aceptacin y rechazo de soldaduras de produccin.
! Procedimientos de END
! Criterios de aceptacin.
! Calificaciones para lneas en servicio.
en general no se encuentran descriptos en detalle en los Cdigos de
construccin, sino que estos referencian o indican la aplicacin de otras normas o
cdigos que desarrollan estos temas.
Los principales Cdigos y Normas, referenciadas para calificaciones, requisitos,
ejecucin, inspeccin y ensayo de soldaduras son:
" API 1104
" ASME IX
" AWS D3.6
API 1104 es de las normas referenciadas, la de mayor aplicacin a estas lneas de
tuberas y en la que focaliza el curso.
API 1104 Alcanza tuberas de acero al carbono y aleados, utilizadas en bombeo,
compresin y transmisin de petleo y sus productos, gases combustibles, dixido de
carbono y nitrogeno abarca los siguientes temas.
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 3 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
A AP PI I 1 11 10 04 4: :T Te em ma as s q qu ue e a ab ba ar rc ca a
! Calificacin de Procedimientos de soldadura con material de aporte
! Calificacin de soldadores
! Diseo y preparacin de juntas para soldaduras de produccin
! Inspeccin y ensayo de soldaduras de produccin
! Estndares de aceptacin para END
! Remocin y reparacin de defectos
! Soldadura automtica
! Estndar alternativo para aceptacin de soldaduras circunferenciales
! Soldadura en servicio
I In nc cl lu uy ye e. .
! Procedimientos de ensayo radiogrfico
! Procedimiento de ensayo por Ultrasonido
! Procedimiento de ensayo con lquidos penetrantes
! Procedimiento de ensayo con Partculas magnticas
! Estndar de aceptacin de soldaduras de produccin
! Procesos
P Pr ro oc ce es so os s: :
De acuerdo a ASME B31.4, ASME B31.8 y ASME B31-11 las soldaduras pueden ser
realizadas con cualquier proceso, dentro de los que se encuentran:
! SMAW: Soldadura por arco con electrodo revestido,
! SAW: soldadura por arco sumergido,
! GTAW: soldadura por arco con electrodo de tungsteno y proteccin gaseosa
(TIG),
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 4 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
! GMAW: Soldadura por arco alambre y
! proteccin gaseosa (MIG),
! FCAW: soldadura por arco alambre tubular,
! OFW: soldadura oxiacetilnica,
! PAW: Soldadura por arco con plasma
! Combinacin de Procesos y Tcnicas
" Otros procesos tambin pueden aplicares.
" Los procesos pueden utilizarse solos o combinados entre si.
" Las tcnicas a utilizar pueden ser:
o Manual,
o Semiautomtica,
o Automtica o
o Una combinacin de estas tcnicas.
T Ti ip po os s d de e S So ol ld da ad du ur ra a. .
Las soldaduras cubiertas por los Cdigos de Construccin son:
! Soldaduras a tope
! Soldaduras Socket Weld
! Soldaduras de Filete
! Soldaduras de Sellos
E Eq qu ui ip po os s. .
No son recomendados ningn tipo de equipamiento en especial sino
caractersticas que deben cumplir para asegurar la calidad de las soldaduras.
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 5 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
Los equipos de soldadura para ambos tipo de procesos, gas y arco, deben ser de un
tamao y tipo conveniente para el trabajo y deben ser mantenidos en una condicin que
asegure:
o Soldaduras aceptables,
o Continuidad de operacin, y
o Seguridad del personal.
Los equipos de soldadura por arco elctrico deben ser operados dentro de los rangos
de amperaje y voltaje dados en el procedimiento de soldadura calificado.
Los equipos de soldadura a gas deben ser operados con las caractersticas de llama
y tamaos de soplete dados en el procedimiento de soldadura calificado.
Se debern reparar los equipos que no renen estos requisitos o se remplazaran.
Materiales.
T TU UB BE ER R A A Y Y A AC CC CE ES SO OR RI IO OS S
ASME B31.4, 31.8, B31.11 y API 1104 contemplan la soldadura de tubos y
accesorios que conforman las especificaciones siguientes:
" API Especificacin 5L.
" Especificaciones de ASTM Aplicables.
API 1104 tambin es aplicable a los materiales con propiedades qumicas y
mecnicas que cumplen con una de las especificaciones listadas en los artculos a y b
mencionados arriba, aunque el material no se fabrique de acuerdo con la especificacin.
M Ma at te er ri ia al le es s l li is st ta ad do os s e en n A AS SM ME E: : A AP PI I 5 5L L
El propsito de API 5L es proveer estndares para tubos para conduccin de gas,
agua y petrleo en las industrias de gas y petrleo.
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 6 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
Cubre tubos con y sin costura con extremos planos, roscados, tipo campana y
TFL.
Establece requerimientos para dos niveles de especificacin de Producto: PSL1 y
PSL2.
G Gr ra ad do os s, , C Cl la as se es s y y D Di im me en ns si io on ne es s
Grados: API 5L contiene los siguientes grados y prevee la posibilidad de otros.
" Grado A25, A, B, X42, X46, X52, X56, X60, X65, X70 y X80.
" PSL1: A25 a X70
" PSL2: B a X80
C Cl la as se es s: :
o Clase I:
Tema PSL1 PSL2
Tipo de extremo Plano, roscado, acampanado y
acoples especiales
Plano
Soldadura los metodos. (Laser solo para
A25)
Todos los metodos excepto
laser.
Composicion uimica Todos Todos
Aplastamiento/Doblado/Ductil
idad
Todos Todos
Carbono equivalente Solo cuando se lo solicita De acuerdo a grado
Maxima Fluencia NO De acuerdo a grado
Maximo UTS NO De acuerdo a grado
Tenacidad (Impacto, drop
weight)
No requerido Requerido para todos los
grados
END para sin costura Solo cuando se lo solicita Requerido SR4
Reparacion del tubo con
soldadura
Permitido Prohibido
Prueba Hidrostatica Todos Todos
CertiIicacion SR15 SR15.1
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 7 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
o Clase II: acero refosforizado con mejores propiedades calidad para roscado y
posible mayor dificultad para doblado que Cl I
D Di im me en ns si io on ne es s: :
Los tubos se especifican por tamao (Size). Esta dimensin se corresponde con las
aplicadas anteriormente o en otros estndares como ser: Dimetro nominal y NPS
(Nominal Pipe Size)
C Co om mo o e es sp pe ec ci if fi ic ca ar r l lo os s t tu ub bo os s a al l c co om mp pr ra ar r. .
API indica que la siguiente informacin debe especificarse para realizar la compra:
o Especificacin: API 5L
o PSL 1 2
o Grado (y clase si aplica)
o Tipo de tubo: Sin costuras, soldadura continua, laser. Ver 5.1.3
o Tamao y dimetro exterior
o Espesor de pared
o Longitud nominal
o Tipo de extremos.
o Fecha de entrega
o Instrucciones de embarque.
Lo siguiente est sujeto al acuerdo comprador-vendedor.
o Tratamiento trmico alternativo de soldaduras.
o Templado y revenido para grado B
o Enrasado de soldaduras en extremos.
o Composicin qumica
o Lmite de carbono equivalente (PSL2)
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 8 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
P Pr ro oc ce es so os s d de e f fa ab br ri ic ca ac ci i n n. .
Los siguientes procesos de fabricacin estn incluidos en API 5L:
Sin Costura
Soldadura
continua
Procesos de
Fabricacin.
Sin aporte
Soldadura lser
Soldados:
Arco sumergido
Con Aporte
Gas metal arc
welding
N Ni iv ve el l d de e E Es sp pe ec ci if fi ic ca ac ci i n n d de e P Pr ro od du uc ct to o. .
Establece requerimientos para dos niveles de especificacin de Producto: PSL1 y PSL2.
Estas dos designaciones PSL definen diferentes niveles de requerimientos tcnicos.
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 9 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
PSL1 PSL2
Tipo de extremo Plano, roscado, acampanado
y acoples especiales
Plano
Soldadura los metodos. (Laser solo
para A25)
Todos los metodos excepto
laser.
Composicion uimica Todos Todos
Aplastamiento/Doblado/Du
ctilidad
Todos Todos
Carbono equivalente Solo cuando se lo solicita De acuerdo a grado
Maxima Fluencia NO De acuerdo a grado
Maximo UTS NO De acuerdo a grado
Tenacidad (Impacto, drop
weight)
No requerido Requerido para todos los
grados
END para sin costura Solo cuando se lo solicita Requerido SR4
Reparacion del tubo con
soldadura
Permitido Prohibido
Prueba Hidrostatica Todos Todos
CertiIicacion SR15 SR15.1
R Re es su um me en n d de e p pr ro op pi ie ed da ad de es s q qu u m mi ic ca as s y y m me ec c n ni ic ca as s. .
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 10 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
Tabla PSL2
C Ca ar rb bo on no o e eq qu ui iv va al le en nt te e: :
PSL1(Tabla 2A)
API 5L Quim.(max) Fluencia min Rotrura min
Grado C Mn psi MPa psi MPa
A25 Cl I 0.21 0.60 25000 172 45000 310
A25 Cl II 0.21 0.60 25000 207 45000 331
A 0.22 0.90 30000 241 48000 414
B 0.28 1.20 35000 241 60000 414
X42 0.28 1.30 42000 290 60000 414
X46 0.28 1.40 46000 317 63000 434
X52 0.28 1.40 52000 359 66000 455
X56 0.28 1.40 56000 386 71000 490
X60 0.28 1.40 60000 414 75000 517
X65 0.28 1.40 65000 448 77000 531
X70 0.28 1.40 70000 483 82000 565
API 5L Quim. (max) Fluencia min Fluencia min Rotura min Rotura max
Grado C Mn psi MPa psi MPa psi MPa psi MPa
B 0.24 1.20 35000 241 65000 448 60000 414 110000 758
X42 0.24 1.30 42000 290 72000 496 60000 414 110000 758
X46 0.24 1.40 46000 317 76000 524 63000 434 110000 758
X52 0.24 1.40 52000 359 77000 531 66000 455 110000 758
X56 0.24 1.40 56000 386 79000 544 71000 490 110000 758
X60 0.24 1.40 60000 414 82000 565 75000 517 110000 758
X65 0.24 1.40 65000 448 87000 600 77000 531 110000 758
X70 0.24 1.40 70000 483 90000 621 82000 565 110000 758
X80 0.24 1.40 80000 552 10000 690 90000 621 120000 827
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 11 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
Para el caso de PSL2 debe realizarse el clculo del carbono equivalente (CE) de
acuerdo con la siguiente frmula e informarse:
CE (Pem) = C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/10 + 5B (Para C <
0.12%)
CE (IIW) = C + Si/30 + Mn/6 + Cr/5 + Mo/5+ V/5 + Ni/15 + Cu/15 (Para C > 0.12%)
Los valores mximos de CE especificados son los siguientes: (Excluidos X80 y
todos los tubos de espesor mayor a 0.8 in (20.3mm); para los cuales debe acordarse
entre fabricante y comprador)
CE (Pem) < 0.25%
CE (IIW) < 0.43%
A Ap pl la as st ta am mi ie en nt to o
Para tubos de grado superior A-25 para todas las relaciones dimetro espesor
debe aplastarse hasta los 2/3 del dimetro exterior sin que se produzcan grietas/
aberturas en la soldadura. (75% para A25)
Para relaciones de dimetro D/t>10 debe continuarse el aplastamiento hasta alcanzar
una distancia de 1/3 del dimetro exterior sin que se produzcan grietas/ aberturas en
otras zonas que no sean la soldadura. (66% para A25)
Para todas las relaciones dimetro espesor debe continuarse el aplastamiento
hasta que se produzca contacto de las caras de tubo aplastado sin que se produzcan
evidencias de laminaciones o metal quemado.
Se considera soldadura la zona que se extiende 0,25in. ms all la de la lnea de
fusin para tubos menores a 2 3/8 in. y 0,5 in para los mayores.
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 12 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
D Do ob bl la ad do o
Para tubos A 25 de 2 3/8 in. de dimetro y menores, debe realizarse ensayo de
doblado a mnimo 90 con un mandril de dimetro no menor que 12 veces el dimetro
exterior del tubo bajo ensayo y con la soldadura ubicada a 45 de la zona de contacto
mandril-tubo, sin que se produzcan grietas en el material base ni aberturas en la
soldadura.
E En ns sa ay yo o d de e d du uc ct ti il li id da ad d d de e s so ol ld da ad du ur ra a
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 13 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
Plegado: De muestras tomadas de las soldaduras helicoidales y longitudinales en
cantidad, ubicacin y combinaciones de dimetro, espesor y grado indicados por la
norma.
Impacto
Debe ser realizado aplicando el procedimiento y equipos indicados en ASTM A
370. Pueden utilizarse probetas de tamao reducido cuando el espesor no es suficiente
o cuando se espera que la energa absorbida exceda el fondo de escala del equipo de
ensayo.
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 14 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
Las probetas se extraen del material base del tubo. Para tubos soldados se
extraen a 90 de la soldadura y la entalla a travs del espesor.
Los criterios de aceptacin que se aplican son el porcentaje de fractura dctil
(valores orientativos: min. Promedio de tres probetas 60% y min promedio de ensayos
de toda la orden 80%) y la energas absorbida (Valores de acuerdo a lo requerido por el
comprador)
El suplemento SR5 provee los detalles y requerimientos para este ensayo. La
siguiente figura ejemplifica las zonas de extraccin de probetas.
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 15 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
C Ca a d da a d de e P Pe es so o ( (D Dr ro op p W We ei ig gh ht t) )
Cuando es requerido, la tenacidad a la fractura debe ser determinada por medio de este
ensayo para tubos de 20 in. y mayores en X52 y mayores.
El suplemento SR6 provee los detalles y requerimientos para este ensayo
P Pr ru ue eb ba a d de e P Pr re es si i n n. .
El valor mnimo de prueba estndar es el dado en las tablas 4, 5, 6A, 6B, 6C, E-6A,
E-6B, or E-6C;
La presin de prueba alternativa dada en las Tables 6A, 6B, 6C, E-6A, E-6B, o E-
6C se aplica si lo solicita el comprador.
Un valor de prueba ms alto que el estndar puede ser aplicado a menos que lo
limite el comprador.
La siguiente tabla indica los % de fluencia (cedencia) a alcanzar durante la prueba
y contiene las ecuaciones de clculo.
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 16 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
S= SMYS multiplicado por el factor indicado en la norma (Varia segn el tipo de ensayo,
grado de tubo y espesores entre 60 y 90%)
t: Espesor
D: Dimetro
La siguiente figura es un ejemplo de de valores de Prueba de Presin:
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 17 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 18 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
T To ol le er ra an nc ci ia as s d di im me en ns si io on na al le es s: :
D Di i m me et tr ro o
API 5L indica tolerancias dimensionales para los tubos en dos zonas distintas.
Cuerpo y Extremos.
La tabla 7 indica las tolerancias en el cuerpo.
La tabla 8 indica las tolerancias en los extremos.
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 19 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
E Es sp pe es so or r. .
E Es sp pe ec ci if fi ic ca ac ci io on ne es s A AS ST TM M: :
ASME B31.4 Y B31.8 listan las siguientes especificaciones ASTM como aplicables:
! ASTM-A53, 106, 134, 135, 139, 333, 381, 524, 530, 671, 672.
A continuacin se resumen a manera de ejemplo, propiedades fisico-qumicas de
algunos de estos tubos.
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 20 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
ASTM: Quimico orientativo
ASTM: Resistencia orientativa
ASTM Grado Quim. (Se indica solo max a manera de ejemplo)
C Mn Cu
(1)
Ni
(1)
Cr
(1)
Mo
(1)
V
(1)
Al
A53 A 0.25 0,95 0,4 0,4 0,4 0,15 0,08
A53 B 0,30 1.20 0,4 0,4 0,4 0,15 0,08
A106 A 0.25 0,93 0,4 0,4 0,4 0,15
A106 B 0,30 1,06 0,4 0,4 0,4 0,15
A106 C 0,35 1,06 0,4 0,4 0,4 0,15
A135 A 0.24 1.40
A135 B 0.24 1.40
A139 D 0.30 1.30
A139 E 0,30 1.40
A333 8 0.12 1.05 0,75 0,98 1,01 0,30
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 21 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
METAL DE APORTE
Los metales de aporte deben conformar una de las siguientes especificaciones:
a. AWS A5.1.
b. AWS A5.5.
c. AWS A5.2.
d. AWS A5.17.
e AWS A5.18.
f. AWS A5.20.
g. AWS A5.29.
h. AWS A5.28.
Metales de aporte que no corresponden a las especificaciones arriba mencionadas
pueden ser usados si son empleados en la calificacin del procedimiento.
Los materiales de aporte son agrupados por API 1104, de acuerdo a lo siguiente:
ASTM Grado Fluencia min Rotura min
psi MPa psi MPa
A53 A 30000 205 48000 330
A53 B 35000 241 60000 415
A106 A 30000 205 48000 330
A106 B 35000 241 60000 415
A106 C 40000 275 70000 485
A135 A 30000 205 48000 330
A135 B 35000 241 60000 415
A139 D 46000 315 60000 415
A139 E 52000 360 66000 455
A333 8 75000 515 100000 690
A524
A530
"#$%&%'(& %) *$)#%'+,#-. /&-#%'+,#- 0 *,(&- 123)&-4 =&(,) > R3 Pg. 22 de 25
5364 7'893 : 7#$$;3#; rrollinoyahoo.com rollinorasme.org
Grupo Especificacin Electrodo Fundente
1 A5.1
A5.5
E6010, E6011
E7010, E7011
2 A5.5 E8010, E8011, E9010
3 A5.1 o A5.5
A5.5
E7015, E7016, E7018
E8015, E8016, E8018, E9018
4 A5.17 EL8, EL8K, EL12, EM5K,
EM12K,EM13K, EM15K
P6XZ, P6X0, F6X2,
F7XZ, F7X0, F7X2
5 A5.18, A5.28 ER70S 2, ER70S 6, ER80S - D2, ER90S - G
6 A5.2 RG60, RG65
7 A5.20 E61T GS, E71T - GS
8 A5.29 E71T8 - K6
9 A5.29 E91T8 - G
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1 2%'-) 3 1 2'",)$454)*-".673
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
1
ng. Ruben E Rollino ng. Ruben E Rollino 1 1
API 1104 API 1104
ng. Ruben E Rollino ng. Ruben E Rollino 2 2
CaIificaciones requeridas CaIificaciones requeridas
De acuerdo a ASME B31.4, 31.8 y 31.11, antes de iniciar las De acuerdo a ASME B31.4, 31.8 y 31.11, antes de iniciar las
soldaduras debe: soldaduras debe:
Establecerse y calificarse los procedimientos de soldadura. Establecerse y calificarse los procedimientos de soldadura.
Calificarse los Soldadores y Operadores de Soldadura de Calificarse los Soldadores y Operadores de Soldadura de
acuerdo a AP1104 o ASME X. acuerdo a AP1104 o ASME X.
De acuerdo a ASME B 31.8 los requerimientos para calificacin De acuerdo a ASME B 31.8 los requerimientos para calificacin
de soldadores dependen del nivel de tensiones de operacin de soldadores dependen del nivel de tensiones de operacin
de la lnea de la lnea- -
En general, salvo algunas excepciones, los cdigos permiten la En general, salvo algunas excepciones, los cdigos permiten la
calificacin de acuerdo a API 1104 o ASME IX. calificacin de acuerdo a API 1104 o ASME IX.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1 2%'-) 3 1 2'",)$454)*-".673
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
2
ng. Ruben E Rollino ng. Ruben E Rollino 3 3
CaIificacin de Procedimiento (API 1104) CaIificacin de Procedimiento (API 1104)
Antes del inicio de las actividades de soldadura de produccin: Antes del inicio de las actividades de soldadura de produccin:
Debe establecerse una Especificacin de Procedimiento de Debe establecerse una Especificacin de Procedimiento de
Soldadura. Soldadura.
El Procedimiento debe ser calificado para demostrar que las El Procedimiento debe ser calificado para demostrar que las
soldaduras tendrn propiedades mecnicas adecuadas (tales soldaduras tendrn propiedades mecnicas adecuadas (tales
como tensin, ductilidad, y dureza) y los defectos no superan lo como tensin, ductilidad, y dureza) y los defectos no superan lo
admitido. admitido.
La calidad de la soldadura debe ser determinada por ensayos La calidad de la soldadura debe ser determinada por ensayos
destructivos. destructivos.
ng. Ruben E Rollino ng. Ruben E Rollino 4 4
Seccin 5: Seccin 5: Calificacin de Procedimientos para soldaduras con Calificacin de Procedimientos para soldaduras con
agregado de material de aporte. agregado de material de aporte.
Seccin 12: Seccin 12: Calificacin de Procedimientos para soldaduras Calificacin de Procedimientos para soldaduras
mecanizadas con agregado de material de aporte. mecanizadas con agregado de material de aporte.
Seccin 13: Seccin 13: Calificacin de Procedimientos para soldadura Calificacin de Procedimientos para soldadura
automtica y sin agregado de material de aporte. automtica y sin agregado de material de aporte.
A continuacin se describe los requerimientos y lineamientos A continuacin se describe los requerimientos y lineamientos
correspondientes a la seccin 5. correspondientes a la seccin 5.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1 2%'-) 3 1 2'",)$454)*-".673
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
3
ng. Ruben E Rollino ng. Ruben E Rollino 5 5
Especificacin de Procedimiento de SoIdadura Especificacin de Procedimiento de SoIdadura
La especificacin del procedimiento deber incluir La especificacin del procedimiento deber incluir: :
Proceso Proceso
Materiales de Tubera y Accesorios Materiales de Tubera y Accesorios
Dimetros y Espesores de Pared Dimetros y Espesores de Pared
Diseo de Junta Diseo de Junta
Metal de Aporte y Nmero de pasadas Metal de Aporte y Nmero de pasadas
Caractersticas Elctricas y/o de llama Caractersticas Elctricas y/o de llama
Posicin Posicin
Direccin de Soldadura Direccin de Soldadura
Tiempo Entre pasadas Tiempo Entre pasadas
Tipo de Presentadores de alineacin y Remocin Tipo de Presentadores de alineacin y Remocin
Limpieza y/o esmerilado/amolado Limpieza y/o esmerilado/amolado
Pre Pre - - y Post Tratamiento Trmico y Post Tratamiento Trmico
Fundente o Gas de Proteccin y Caudal. Fundente o Gas de Proteccin y Caudal.
Velocidad de Avance Velocidad de Avance
ng. Ruben E Rollino ng. Ruben E Rollino 6 6
Proceso
Debe identiIicarse el proceso, procesos o combinacion indicando si es
soldadura manual, semiautomatica, o automatico
Materiales de Tubera y Accesorios:
Los materiales a los que se aplica el procedimiento deberan ser identiIicados.
La especiIicacion de API 5L para tuberia, asi como los materiales que
conIorman a las especiIicaciones aceptables de ASTM, pueden ser agrupados
(ver API 1104 5.4.2.2),
El ensayo de caliIicacion se hace en el material con la maxima tension de
Iluencia minima EspeciIicada en el grupo.
Cuando los materiales soldados son de dos grupos de materiales
diIerentes, el procedimiento para el grupo de mas alta tension debera ser usado.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1 2%'-) 3 1 2'",)$454)*-".673
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
4
ng. Ruben E Rollino ng. Ruben E Rollino 7 7
Dimetros y Espesores de Pared
Los rangos de diametros y espesores de pared sobre el cual el procedimiento
es aplicado deben ser identiIicados. Se dan ejemplos de agrupaciones
sugeridas en API 1104 6.2.2, articulos d y e.
Diseo de 1unta
La especiIicacion debera incluir un esquema de la junta que muestren el
angulo de bisel, el tamao del talon de raiz, y la abertura de raiz o el
espaciado entre los miembros.
Deberan ser mostrados la Iorma y tamao del metal de aporte. si un
respaldo es usado, se debera designar el tipo.
Metal de Aporte y Nmero de pasadas
Se deberan indicar los tamaos y numero de la clasiIicacion del metal de
aporte y el numero minimo y secuencia de pasadas deben ser designadas.
Caractersticas Elctricas
Deberan ser indicadas la corriente y polaridad, y el rango de voltaje y
amperaje para cada electrodo, varilla, o alambre debera ser mostrado.
ng. Ruben E Rollino ng. Ruben E Rollino 8 8
Caractersticas de llama
La especiIicacion debera indicar si la llama es neutra, carburante, u oxidante.
El tamao del oriIicio en la punta del soplete para cada tamao de varilla o
alambre debera ser especiIicado.
Posicin
La especiIicacion debera indicar rodado o soldadura de posicion.
Direccin de Soldadura
La especiIicacion debera indicar si la soldadura es ejecutada en una direccion
ascendente o descendente.
Tiempo Entre pasadas
El tiempo maximo entre la pasada de raiz y el inicio de la segunda pasada, asi
como el tiempo maximo entre la realizacion de la segunda pasada y el inicio
de otras pasadas, debera ser indicado.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1 2%'-) 3 1 2'",)$454)*-".673
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
5
ng. Ruben E Rollino ng. Ruben E Rollino 9 9
Tipo de Presentadores de alineacin y su Remocin
Indicar si se utiliza presentador. Si es interior y el porcentaje minimo de
pasada de raiz de soldadura que debe ser completada antes de soltarlo.
Limpieza y/o amolado
Indicar si van a ser usadas herramientas de potencia (electricas/ neumaticas) o
herramientas de mano para la limpieza y amolado, o ambos.
Pre- y Post Tratamiento Trmico
Metodos, temperatura, metodos de control de temperatura, y rango de
temperatura ambiente para Pre y Post tratamiento termico (vea 5.4.2.13 y
14).
Fundente o Gas de Proteccin y Caudal.
Debe indicarse el tipo de composicion del gas y el caudal.
Velocidad de Avance
El rango para la velocidad de avance, en pulgadas por minuto, debera ser
especiIicado para cada pasada.
ng. Ruben E Rollino ng. Ruben E Rollino 10 10
VariabIes EsenciaIes VariabIes EsenciaIes
Un procedimiento debe ser recalificado y una nueva especificac Un procedimiento debe ser recalificado y una nueva especificacin in
debe ser emitida cuando es cambiada cualquiera de las variables debe ser emitida cuando es cambiada cualquiera de las variables
esenciales listadas en 5.4. esenciales listadas en 5.4.
Otros cambios pueden hacerse en el procedimiento sin la Otros cambios pueden hacerse en el procedimiento sin la
necesidad de la recalificacin, con tal que la especificacin de necesidad de la recalificacin, con tal que la especificacin del l
procedimiento est revisada para mostrar los cambios. procedimiento est revisada para mostrar los cambios.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1 2%'-) 3 1 2'",)$454)*-".673
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
6
ng. Ruben E Rollino ng. Ruben E Rollino 11 11
CAMBIOS QUE REQUIEREN RECALIFICACIN CAMBIOS QUE REQUIEREN RECALIFICACIN
Proceso de soIdadura o Mtodo de ApIicacin Proceso de soIdadura o Mtodo de ApIicacin
Un cambio del proceso de soldadura o mtodo de aplicacin establ Un cambio del proceso de soldadura o mtodo de aplicacin establecido ecido
en la especificacin del procedimiento (vea 5.4.2.1). en la especificacin del procedimiento (vea 5.4.2.1).
MateriaI Base MateriaI Base
Un cambio en el grupo calificado. Para los propsitos de esta no Un cambio en el grupo calificado. Para los propsitos de esta norma, todos rma, todos
los materiales debern ser agrupados en funcin de la tensin de los materiales debern ser agrupados en funcin de la tensin de fluencia fluencia
mnima especificada como sigue: mnima especificada como sigue:
a. a. < < a 42,000 psi (289.58 a 42,000 psi (289.58 MPa MPa). ).
b. > a 42,000 psi (289.58 b. > a 42,000 psi (289.58 MPa MPa) y < a 65,000 psi (448.16 ) y < a 65,000 psi (448.16 MPa MPa). ).
c. Para los materiales con una tensin de fluencia mnima especi c. Para los materiales con una tensin de fluencia mnima especificada ficada
mayor o igual a 65,000 libras por pulgada cuadrada (448.16 mayor o igual a 65,000 libras por pulgada cuadrada (448.16 MPa MPa) cada ) cada
grado deber recibir un ensayo de calificacin separado. grado deber recibir un ensayo de calificacin separado.
Nota: El agrupamiento no implica que los materiales puedan ser Nota: El agrupamiento no implica que los materiales puedan ser
cambiados indiscriminadamente sin considerar la compatibilidad cambiados indiscriminadamente sin considerar la compatibilidad de el de el
material base y metal de aporte del punto de vista de las propi material base y metal de aporte del punto de vista de las propiedades edades
metalrgicas y mecnicas y requisitos de metalrgicas y mecnicas y requisitos de Pre Pre - - y Post y Post tratamiento tratamiento
trmico. trmico.
ng. Ruben E Rollino ng. Ruben E Rollino 12 12
Diseo de junta Diseo de junta
Un cambio mayor en el diseo de junta (por ejemplo, chaIlan en V Un cambio mayor en el diseo de junta (por ejemplo, chaIlan en V a U) a U)
Cambios menores en el angulo de bisel del chaIlan no son variab Cambios menores en el angulo de bisel del chaIlan no son variables esenciales. les esenciales.
Posicin Posicin
Un cambio en la posicion de rodado a Iijo, o viceversa. Un cambio en la posicion de rodado a Iijo, o viceversa.
Espesor de la pared Espesor de la pared
Un cambio de un grupo de espesor de pared a otro.(ejemplo sugeri Un cambio de un grupo de espesor de pared a otro.(ejemplo sugerido en 6.2.2) do en 6.2.2)
! 1. < 3/16in (4.8 milmetros).
! 2. > 3/16in (4.8 mm) y < in (19.1 mm).
! 3. > in (19.05 milmetros).
Metal de Aporte Metal de Aporte
a. Un cambio de un grupo de metal de aporte a otro (vea Tabla 1) a. Un cambio de un grupo de metal de aporte a otro (vea Tabla 1). .
b. Para los materiales de tuberia con Iluencia minima especiIica b. Para los materiales de tuberia con Iluencia minima especiIicada da ~ ~ a 65,000psi a 65,000psi
(448.16 (448.16 MPa MPa), un cambio en la clasiIicacion AWS del metal de aporte (ver 5 ), un cambio en la clasiIicacion AWS del metal de aporte (ver 5.4.2.6). .4.2.6).
Pueden hacerse cambios en el metal de aporte dentro del grupo. L Pueden hacerse cambios en el metal de aporte dentro del grupo. La compatibilidad a compatibilidad
del material base y el metal de aporte deberia ser considerada d del material base y el metal de aporte deberia ser considerada desde el punto de vista esde el punto de vista
de las propiedades mecanicas. de las propiedades mecanicas.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1 2%'-) 3 1 2'",)$454)*-".673
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
7
ng. Ruben E Rollino ng. Ruben E Rollino 13 13
Caractersticas EIctricas
Un cambio de la polaridad de electrodo de CC positivo a CC negativa o
viceversa o un cambio en la corriente de CC a CA o viceversa.
Tiempo Entre Pasadas
Un incremento en el mximo tiempo entre la pasada de raz completa y el
inicio de la segunda pasada.
Direccin de SoIdadura
Un cambio de vertical descendente a vertical ascendente, o viceversa,
Gas de Proteccin y caudaI
Un cambio de un gas protector a otro o de una mezcla de gases a otro
Un mayor o menor rango de caudal de proteccin.
Fundente
Ver Tabla 1, Nota a para variables esenciales en cambios en fundentes
VeIocidad de avance
Un cambio en el rango de velocidad de avance.
PrecaIentamiento.
Disminucin de temperatura.
Tratamiento trmico pos soIdadura
Agregado o cambio de rango
ng. Ruben E Rollino ng. Ruben E Rollino 14 14
E91T8 - G A5.29 11
E71T8 - K6 A5.29 10
E61T - GS, E71T - GS A5.20 9
RG60, RG65 A5.2 8
ER80S - D2 A5.28 7
ER70S - 6 A5.18 6
ER70S - 2 A5.18 5
P6XZ, P6X0, F6X2,
F7XZ, F7X0, F7X2
EL8, EL8K, EL12, EM5K,
EM12K,EM13K, EM15K
A5.17 4
E7015, E7016, E7018
E8015, E8016, E8018
A5.1 o A5.5
A5.5
3
E8010, E8011 A5.5 2
E6010, E6011
E7010, E7011
A5.1
A5.5
1
Fundente EIectrodo Especificacin Grupo
"#$%# '
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1 2%'-) 3 1 2'",)$454)*-".673
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
8
ng. Ruben E Rollino ng. Ruben E Rollino 15 15
CaIificacin de Procedimiento CaIificacin de Procedimiento
de SoIdaduras a Tope de SoIdaduras a Tope
ng. Ruben E Rollino ng. Ruben E Rollino 16 16
Nota.
a
. Una probeta de nick break v una de plegado de rai: deben tomarse de cada uno de las dos probetas de soldadura o para
diametros menores o iguales a 1.335 in (33.4mm).Una probeta de traccion de seccion completa debe ser tomada.
b
. Para materiales con resistencia a la fluencia especificada mavor a 42000 psi (290 MPa) un minimo de una probeta de
traccion es requerida.
16 8 0 0 4 4 ~ 323.9 ~12.75
8 4 0 0 2 2 ~ 114.3 a 323,9 ~ 4,5 a 12,75
4 2 0 0 2 0
b
60.3 a 114.3 2,375 a 4,5
Espesor de pared ~ 0,5in (12.7mm)
16 0 4 4 4 4 ~ 323.9 ~12.75
8 0 2 2 2 2 ~ 114.3 a 323,9 ~ 4,5 a 12,75
4 0 0 2 2 0
b
60.3 a 114.3 2,375 a 4,5
4
a
0 2 0 2 0
b
60.3 2,3758
Espesor de pared 0,5in (12.7mm)
mm Pulg.
Total Plegado
Lateral
Plegado
Raiz
Plegado
Cara
Nick
Breack
Traccin
Cantidad de probetas Dimetro exterior
TABLA 2: Cantidad y Tipo de probetas para caliIicacion de procedimiento
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1 2%'-) 3 1 2'",)$454)*-".673
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
9
ng. Ruben E Rollino ng. Ruben E Rollino 17 17
EjempIo de distribucin de probetas EjempIo de distribucin de probetas
ng. Ruben E Rollino ng. Ruben E Rollino 18 18
ENSAYO DE RESISTENCIA A LA TRACCIN ENSAYO DE RESISTENCIA A LA TRACCIN
Preparacin Preparacin
Las probetas para ensayo de resistencia a la traccion (vea la Fi Las probetas para ensayo de resistencia a la traccion (vea la Figura 4) deberan ser gura 4) deberan ser
aproximadamente de 9 pulgadas (230 milimetros) de largo y aproxi aproximadamente de 9 pulgadas (230 milimetros) de largo y aproximadamente 1 madamente 1
pulgada (25 milimetros) de ancho. Estas pueden ser preparadas po pulgada (25 milimetros) de ancho. Estas pueden ser preparadas por mecanizado u r mecanizado u
oxicorte, y ninguna otra preparacion es necesaria a menos que lo oxicorte, y ninguna otra preparacion es necesaria a menos que los lados sean s lados sean
ranurados ranurados o no sean paralelos. Si es necesario, las probetas deberan ser o no sean paralelos. Si es necesario, las probetas deberan ser
maquinadas para que los lados sean lisos y paralelos. maquinadas para que los lados sean lisos y paralelos.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1 2%'-) 3 1 2'",)$454)*-".673
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
10
ng. Ruben E Rollino ng. Ruben E Rollino 19 19
Mtodo
Las probetas de ensayo de resistencia a la traccion deberan ser rotas bajo carga
, usando un equipo capaz de medir la carga a la que la Ialla ocurre. La resistencia
a la traccion debera ser computada dividiendo la maxima carga de la Ialla por el
area de la seccion transversal mas pequea de la probeta, medida antes de que la
carga sea aplicada.
Requisitos
La resistencia a la traccion de la soldadura, incluyendo la zona de Iusion de cada
probeta, debera ser mayor o igual a la resistencia a la traccion minima
especiIicada del material de la tuberia pero no se requiere que sea igual o
superior a la resistencia real del material de la tuberia.
Si la probeta rompe en la soldadura dentro de los valores especiIicados debe
realizarse ademas inspeccion visual de la zona de rotura utilizando los criterios
de nick break.
Si la probeta rompe debajo de la resistencia minima especiIicado del material de
la tuberia, la soldadura no sera aceptada y debe soldarse una nueva probeta.
ng. Ruben E Rollino ng. Ruben E Rollino 20 20
ENSAYO NICK ENSAYO NICK- -BREAK BREAK
Las probetas de ensayo Nick - Break (vea la Figura 5) debern
ser aproximadamente de 9 pulgadas (230 milmetros) de largo
y aproximadamente 1 pulgada (25 milmetros) de ancho y
pueden ser cortadas a mquina o con oxicorte. Estas debern
ser ranuradas con una profundidad aproximada de 1/8in
(3mm). La figura muestra una probeta opcional.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1 2%'-) 3 1 2'",)$454)*-".673
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
11
ng. Ruben E Rollino ng. Ruben E Rollino 21 21
Mtodo Mtodo
Las probetas deben ser rotas por estiramiento en una maquina de Las probetas deben ser rotas por estiramiento en una maquina de traccion, traccion,
apoyando los extremos y golpeando el centro, o apoyando un extre apoyando los extremos y golpeando el centro, o apoyando un extremo y mo y
golpeando el otro extremo con un martillo. El area expuesta de l golpeando el otro extremo con un martillo. El area expuesta de la Iractura debera a Iractura debera
tener al menos / de pulgada de ancho (19 tener al menos / de pulgada de ancho (19 mm mm). ).
Requisitos Requisitos
Las superIicies expuestas deben mostrar penetracion y Iusion com Las superIicies expuestas deben mostrar penetracion y Iusion completa. pleta.
La mayor dimension de cualquier poro no debera exceder 1/16 de p La mayor dimension de cualquier poro no debera exceder 1/16 de pulgada ulgada
(1.6mm (1.6mm), y el area combinada de todos los poros ), y el area combinada de todos los poros al 2 area expuesta. al 2 area expuesta.
Inclusiones de escoria no deben tener mas de 1/32 de proIundida Inclusiones de escoria no deben tener mas de 1/32 de proIundidad d (0.8 (0.8 mm) y mm) y
largo no mayor a 1/8 pulgada largo no mayor a 1/8 pulgada (3 (3 mm) o 0,5 del espesor nominal, (Lo menor). mm) o 0,5 del espesor nominal, (Lo menor).
Debe haber al menos pulgada (12.7 mm) entre escorias adyacente Debe haber al menos pulgada (12.7 mm) entre escorias adyacentes. Ojos de s. Ojos de
pescado, como deIine AWS A3.0, no son causa para el rechazo. pescado, como deIine AWS A3.0, no son causa para el rechazo.
ng. Ruben E Rollino ng. Ruben E Rollino 22 22
DOBLADO DE DOBLADO DE
CARA Y RAIZ CARA Y RAIZ
Las probetas para ensayos de doblado por raiz y cara (vea la Fig Las probetas para ensayos de doblado por raiz y cara (vea la Figura 6) deberan ura 6) deberan
ser aproximadamente de 9 pulgadas (230 milimetros) de largo y ser aproximadamente de 9 pulgadas (230 milimetros) de largo y
aproximadamente de 1 pulgada (25 milimetros) de ancho, y sus bor aproximadamente de 1 pulgada (25 milimetros) de ancho, y sus bordes largos des largos
deberan ser redondeados. Estos pueden ser cortados a maquina o deberan ser redondeados. Estos pueden ser cortados a maquina o con oxicorte. con oxicorte.
Los sobreespesores de soldadura tanto en la cara como en la Los sobreespesores de soldadura tanto en la cara como en la raiz raiz deben ser deben ser
eliminados hasta el nivel del material base. eliminados hasta el nivel del material base.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1 2%'-) 3 1 2'",)$454)*-".673
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
12
ng. Ruben E Rollino ng. Ruben E Rollino 23 23
Mtodo Mtodo
Las probetas de raiz y de cara deberan ser Las probetas de raiz y de cara deberan ser
dobladas en un dobladas en un Jig Jig de ensayo de doblado de ensayo de doblado
guiado similar al mostrado en la Figura guiado similar al mostrado en la Figura
9. Cada probeta debera ser puesta en el 9. Cada probeta debera ser puesta en el
dado con la soldadura a medio palmo. dado con la soldadura a medio palmo.
Las probetas de doblado de cara deberan Las probetas de doblado de cara deberan
ser puestas con la cara de la soldadura ser puestas con la cara de la soldadura
hacia el hueco, y las probetas de doblado hacia el hueco, y las probetas de doblado
por raiz deberan ser puestas con la raiz de por raiz deberan ser puestas con la raiz de
la soldadura hacia el hueco. El tapon la soldadura hacia el hueco. El tapon
debera ser Iorzado en el hueco hasta que debera ser Iorzado en el hueco hasta que
la curvatura de las probetas sea la curvatura de las probetas sea
aproximadamente la forma de U. aproximadamente la forma de U.
ng. Ruben E Rollino ng. Ruben E Rollino 24 24
Requisitos Requisitos
El ensayo de doblado se considera aceptable si no se producen g El ensayo de doblado se considera aceptable si no se producen grietas u otro rietas u otro
deIecto que exceda 1/8 de pulgada deIecto que exceda 1/8 de pulgada (3 (3 mm mm) o la mitad del espesor de la pared, (lo ) o la mitad del espesor de la pared, (lo
menor), en cualquier direccion en la soldadura o entre la solda menor), en cualquier direccion en la soldadura o entre la soldadura y la zona de dura y la zona de
Iusion. Las grietas que se originan en el radio exterior del dob Iusion. Las grietas que se originan en el radio exterior del doblado a lo largo de los lado a lo largo de los
bordes de la probeta durante el ensayo y que son menores a 1/4 bordes de la probeta durante el ensayo y que son menores a 1/4 de pulgada de pulgada (6mm), (6mm),
medidos en cualquier direccion, no deberan ser considerados a m medidos en cualquier direccion, no deberan ser considerados a menos que se enos que se
observen deIectos obvios. Cada probeta sujetada al ensayo de do observen deIectos obvios. Cada probeta sujetada al ensayo de doblado debera reunir blado debera reunir
estos requisitos. estos requisitos.
Nota. Para tubos de espesor mavor v cuando la norma lo permite o Nota. Para tubos de espesor mavor v cuando la norma lo permite o exige, se reali:a exige, se reali:a
plegado lateral en ve: de plegado de cara v plegado lateral en ve: de plegado de cara v rai: rai:. .
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1 2%'-) 3 1 2'",)$454)*-".673
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
13
ng. Ruben E Rollino ng. Ruben E Rollino 25 25
Para Soldaduras de Filete debe Para Soldaduras de Filete debe
realizarse una de las conIiguraciones realizarse una de las conIiguraciones
mostradas en la Figura 10, y ensayar mostradas en la Figura 10, y ensayar
al menos 4 probetas segun indica la al menos 4 probetas segun indica la
Figura 11. Las probetas pueden ser Figura 11. Las probetas pueden ser
rotas por cualquier metodo y la rotas por cualquier metodo y la
soldadura debera mostrar Iusion y soldadura debera mostrar Iusion y
penetracion completa. Los poros y penetracion completa. Los poros y
escorias tienen limitaciones como las escorias tienen limitaciones como las
indicadas para indicadas para nick nick break break . .
ng. Ruben E Rollino ng. Ruben E Rollino 26 26
Seccin 12: Seccin 12: CaIificacin de Procedimientos CaIificacin de Procedimientos
para soIdaduras mecanizadas con agregado para soIdaduras mecanizadas con agregado
de materiaI de aporte. de materiaI de aporte.
AP 1104 considera como soldadura mecanizada al proceso en el cu AP 1104 considera como soldadura mecanizada al proceso en el cual al
los parmetros de soldadura y el guiado de la "torcha son contr los parmetros de soldadura y el guiado de la "torcha son controlados olados
menica o electronicamente pero pueden ser variados manualmente menica o electronicamente pero pueden ser variados manualmente
durante la soldadura para mantener las condiciones de soldadura durante la soldadura para mantener las condiciones de soldadura
especificadas. especificadas.
Variables esenciales Procedimiento: Variables esenciales Procedimiento:
Se agregan: Se agregan:
Dimetro de tubo: Dimetro de tubo: Un cambio en el dimetro exterior del tubo, ms all Un cambio en el dimetro exterior del tubo, ms all
de lo establecido en la especificacin de lo establecido en la especificacin. .
Tamao de alambre: Tamao de alambre: Un cambio en el tamao Un cambio en el tamao
Dimetro o composicin de orificio: Dimetro o composicin de orificio: En soldadura plasma un cambio en En soldadura plasma un cambio en
el dimetro o composicin del orificio de pasaje de gas. el dimetro o composicin del orificio de pasaje de gas.
4 API S
TANDARD
1104
Figure 1Sample Procedure Specication Form
Note: Dimensions are for example only.
Approximately
1
/16" (1.6 mm)
1
/16" (1.6 mm)
1
/32"
1
/16" (0.8 1.6 mm)
1
/16"
1
/32" (1.6 mm 0.8 mm)
Standard V-Bevel Butt Joint
T
5
2
1
3
4
Sequence of Beads
Approximately
1
/8"
(3 mm)
T
ELECTRODE SIZE AND NUMBER OF BEADS
Electrode
Size and
Type
Amperage
and
Polarity Voltage Bead Number Speed
Reference: API Standard 1104, 5.2
PROCEDURE SPECIFICATION NO. __________
For _________________________________________ Welding of ________________________________________ Pipe and ttings
Process _____________________________________________________________________________________________________
Material _____________________________________________________________________________________________________
Pipe outside diameter and wall thickness ___________________________________________________________________________
Joint design __________________________________________________________________________________________________
Filler metal and no. of beads _____________________________________________________________________________________
Electrical or ame characteristics __________________________________________________________________________________
Position _____________________________________________________________________________________________________
Direction of welding ____________________________________________________________________________________________
No. of welders ________________________________________________________________________________________________
Time lapse between passes _____________________________________________________________________________________
Type and removal of lineup clamp _________________________________________________________________________________
Cleaning and/or grinding ________________________________________________________________________________________
Preheat/stress relief ____________________________________________________________________________________________
Shielding gas and ow rate ______________________________________________________________________________________
Shielding ux _________________________________________________________________________________________________
Speed of travel ________________________________________________________________________________________________
Plasma gas composition _______________________ Plasma gas ow rate _______________________________________________
Plasma gas orice size _________________________________________________________________________________________
Sketches and tabulations attached ________________________________________________________________________________
Tested ________________________________________ Welder ________________________________________________
Approved ______________________________________ Welding supervisor ______________________________________
Adopted _______________________________________ Chief engineer __________________________________________
W
ELDING
OF
P
IPELINES
AND
R
ELATED
F
ACILITIES
5
Figure 2Sample Coupon Test Report
COUPON TEST REPORT
Date __________________________________________________ Test No. __________________________________________
Location _____________________________________________________________________________________________________
State__________________________________________________ Weld Position: Roll ! Fixed !
Welder ________________________________________________ Mark ____________________________________________
Welding time____________________________________________ Time of day _______________________________________
Mean temperature _______________________________________ Wind break used___________________________________
Weather conditions _____________________________________________________________________________________________
Voltage ________________________________________________ Amperage ________________________________________
Welding machine type_____________________________________ Welding machine size _______________________________
Filler metal ___________________________________________________________________________________________________
Reinforcement size_____________________________________________________________________________________________
Pipe type and grade ____________________________________________________________________________________________
Wall thickness __________________________________________ Outside diameter___________________________________
1 7 6 5 4 3 2
Coupon stenciled
Original specimen dimensions
Original specimen area
Maximum load
! Procedure ! Qualifying test ! Qualied
! Welder ! Line test ! Disqualied
Maximum tensile ______________ Minimum tensile ______________ Average tensile ______________
Remarks on tensile-strength tests ________________________________________________________________________________
1. __________________________________________________________________________________________________________
2. __________________________________________________________________________________________________________
3. __________________________________________________________________________________________________________
4. __________________________________________________________________________________________________________
Remarks on bend tests _________________________________________________________________________________________
1. __________________________________________________________________________________________________________
2. __________________________________________________________________________________________________________
3. __________________________________________________________________________________________________________
4. __________________________________________________________________________________________________________
Remarks on nick-break tests _____________________________________________________________________________________
1. __________________________________________________________________________________________________________
2. __________________________________________________________________________________________________________
3. __________________________________________________________________________________________________________
4. __________________________________________________________________________________________________________
Test made at ___________________________________ Date _________________________________________________
Tested by ______________________________________ Supervised by __________________________________________
Note: Use back for additional remarks. This form can be used to report either a procedure qualication test or a welder qualication test.
Tensile strength
Fracture location
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".1 2%'-) 3 !"#$%$"').145
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
1
ng. Ruben E Rollino ng. Ruben E Rollino 1 1
CALIFICACIN DE CALIFICACIN DE SOLDADORES Y SOLDADORES Y
OPERADORES OPERADORES
Al igual que para Calificacin de Procedimiento de Soldadura, Al igual que para Calificacin de Procedimiento de Soldadura,
para la calificacin de Soldadores y operadores existen para la calificacin de Soldadores y operadores existen
requerimientos que son funcin del proceso de ejecucin de las requerimientos que son funcin del proceso de ejecucin de las
soldaduras: soldaduras:
Seccin 6: Seccin 6: Calificacin de Soldadores. Calificacin de Soldadores.
Seccin 12: Seccin 12: Calificacin de Operadores para soldaduras Calificacin de Operadores para soldaduras
mecanizadas con agregado de material de aporte. mecanizadas con agregado de material de aporte.
Seccin 13: Seccin 13: Calificacin de Operadores y Equipos para soldadura Calificacin de Operadores y Equipos para soldadura
automtica y sin agregado de material de aporte. automtica y sin agregado de material de aporte.
A continuacin se describe los requerimientos y lineamientos A continuacin se describe los requerimientos y lineamientos
correspondientes a la calificacin de soldadores de acuerdo a la correspondientes a la calificacin de soldadores de acuerdo a la
seccin 6. seccin 6.
ng. Ruben E Rollino ng. Ruben E Rollino 2 2
CALIFICACIN DE SOLDADORES CALIFICACIN DE SOLDADORES
El proposito del ensayo de caliIicacion de soldador es determina El proposito del ensayo de caliIicacion de soldador es determinar la r la
habilidad de hacer soldaduras a tope o soldadura de Iilete con l habilidad de hacer soldaduras a tope o soldadura de Iilete con la calidad a calidad
requerida usando procedimientos previamente caliIicados. requerida usando procedimientos previamente caliIicados.
Antes de iniciar la produccion de soldadura, los soldadores debe Antes de iniciar la produccion de soldadura, los soldadores deberan ser ran ser
caliIicados segun los requisitos del punto 6 de la norma. caliIicados segun los requisitos del punto 6 de la norma.
El intento de esta norma es, que un soldador que completa El intento de esta norma es, que un soldador que completa
satisIactoriamente el ensayo de caliIicacion de procedimiento es satisIactoriamente el ensayo de caliIicacion de procedimiento es un un
soldador caliIicado. soldador caliIicado.
Antes de empezar el ensayo de caliIicacion, al soldador debera p Antes de empezar el ensayo de caliIicacion, al soldador debera permitirsele ermitirsele
tiempo razonable para ajustar el equipo de soldadura a ser usado tiempo razonable para ajustar el equipo de soldadura a ser usado. .
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".1 2%'-) 3 !"#$%$"').145
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
2
ng. Ruben E Rollino ng. Ruben E Rollino 3 3
El soldador debera usar la misma tecnica de soldadura y proceder El soldador debera usar la misma tecnica de soldadura y proceder
con la misma velocidad que el usara si el pasa el ensayo. con la misma velocidad que el usara si el pasa el ensayo.
La caliIicacion de los soldadores debera ser conducida en la La caliIicacion de los soldadores debera ser conducida en la
presencia de un representante de la compaia. presencia de un representante de la compaia.
Las variables esenciales asociadas con las caliIicaciones del Las variables esenciales asociadas con las caliIicaciones del
procedimiento y del soldador no son identicas. procedimiento y del soldador no son identicas.
Las variables esenciales para la caliIicacion del soldador, se Las variables esenciales para la caliIicacion del soldador, se
especiIican en 6.2.2 y 6.3.2. especiIican en 6.2.2 y 6.3.2.
ng. Ruben E Rollino ng. Ruben E Rollino 4 4
Tipos de CaIificacin Tipos de CaIificacin
AP 1104 prev dos tipos de calificacin de Soldadores. AP 1104 prev dos tipos de calificacin de Soldadores.
CaIificacin SimpIe CaIificacin SimpIe
CaIificacin MItipIe CaIificacin MItipIe
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".1 2%'-) 3 !"#$%$"').145
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
3
ng. Ruben E Rollino ng. Ruben E Rollino 5 5
CaIificacin SimpIe CaIificacin SimpIe
El soldador debera hacer una union a tope con el tubo en posicio El soldador debera hacer una union a tope con el tubo en posicion Iija o n Iija o
girando. girando.
Cuando el soldador esta siendo caliIicado en la posicion Iija, e Cuando el soldador esta siendo caliIicado en la posicion Iija, el eje de la l eje de la
tuberia debera estar en el plano horizontal, en el plano vertica tuberia debera estar en el plano horizontal, en el plano vertical, o l, o
inclinado del plano horizontal a un angulo de no mas de 45 grado inclinado del plano horizontal a un angulo de no mas de 45 grados. s.
Un soldador que hace un ensayo de caliIicacion simple para conex Un soldador que hace un ensayo de caliIicacion simple para conexiones iones
de ramales, soldadura con Iilete, u otras conIiguraciones simila de ramales, soldadura con Iilete, u otras conIiguraciones similares res
debera seguir la especiIicacion del procedimiento especiIica. debera seguir la especiIicacion del procedimiento especiIica.
Si el soldador pasa satisIactoriamente el ensayo queda caliIicad Si el soldador pasa satisIactoriamente el ensayo queda caliIicado dentro o dentro
del limite de las variables esenciales descriptos en 6.2.2 del limite de las variables esenciales descriptos en 6.2.2. .
ng. Ruben E Rollino ng. Ruben E Rollino 6 6
Cambio de proceso de soldadura o combinacion de procesos (no
caliIicados)
Cambio de direccion de vertical ascendente a vertical descendente o
viceversa.
Cambio de Grupo de metal de aporte del 1 o 2 al grupo 3 o viceversa.(
Tabla 1).
Cambio de un grupo de un diametro exterior a otro.
1. Menos de 2,375in (60.3 mm).
2. De 2,375in (60.3 mm) hasta de 12,75in (323.9 mm).
3. Mavor que 12,75 pulgada (323.9mm).
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".1 2%'-) 3 !"#$%$"').145
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
4
ng. Ruben E Rollino ng. Ruben E Rollino 7 7
Cambio de un grupo de espesor nominal de pared a otro:
- 1. < 3/16in (4.8 milmetros).
! 2. > 3/16in (4.8 mm) y < in (19.1 mm).
! 3. > in (19.05 milmetros).
Cambio de posicin. (Ej.: cambio de rodado a fijo o un cambio de
vertical a horizontal o viceversa). Posicin fija a 45 califica para
toda posicin.
Cambio en el diseo de la junta (Ej. Eliminacin de respaldo,
cambio de V a U)
ng. Ruben E Rollino ng. Ruben E Rollino 8 8
TABLA 3: Cantidad y Tipo de probetas para caliIicacion de Soldadores (tope) (Y soldaduras de
produccion.
Cantidad de probetas Dimetro exterior
Pulg. mm
Traccin Nick
Breack
Plegado
Cara
Plegado
Raiz
Plegado
Lateral
Total
Espesor de pared (12.7mm)
2,375 60.3 0
2 2 0 0 4
a
2,375 a 4,5 60.3 a 114.3 0 2 2 0 0 4
~ 4,5 a
12.75
~ 114.3 a
323.9
2 2 0 2 0 6
~12.75 ~ 323.9 4 4 2 2 0 12
Espesor de pared ~ (12.7mm)
4.5 114.3 0 2 0 0 2 4
~ 4.5 a
12.75
~ 114.3 a
323.9
2 2 0 0 2 6
~12.75 ~ 323.9 4 4 0 0 4 12
Nota.
a
. Para diametros menores o iguales a 1.335 in (33.4mm) deben extraerse probetas de ensavo de dos probetas de
soldadura o una probeta de traccion de seccion completa debe ser tomada.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".1 2%'-) 3 !"#$%$"').145
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
5
ng. Ruben E Rollino ng. Ruben E Rollino 9 9
!"#$%"&'(")* ,-
.%/&-$0# ,- -*#01/2
-3-4.5/ .0%0 ,"64-$%/
7 89:;<=
ng. Ruben E Rollino ng. Ruben E Rollino 10 10
6*.%/".: 6.4 mas 6.5; o 6.6. Si Iallan: RecaliIicar
Evaluacion segun 9.3 RadiograIia 6.6
Idem procedimiento (evaluacion 5.8) Ensayo de Iilete
Idem procedimiento (evaluacion 5.6.4.3 o 5.6.3.3)
En aceros de alta resistencia puede romper (evaluacion segun nick
break)
Si probeta una Ialla a opcion de la compaia y p/deIectos no
representativos se puede repetir.
Plegado para
juntas a tope
Idem procedimiento (evaluacion 5.6.3.3) Nick-break
No es necesario calcular la carga. Puede ser omitida si esas
probetas se someten a nick-break
Si rompe en la soldadura debe evaluarse como nick-break (5.6.3.3)
Traccion 6.5
Destructivos:
Libre de Iisuras, Ialta de penetracion y exceso de penetracion
(descuelgues) Si Ialla: RecaliIicar
Apariencia uniIorme
Socavaduras ( proI. 0.8mm o 12.5 del espesor. ( el menor) y no
mas 2/300mm
Alambre......
Visual 6.4
Criterio de aceptacin Ensayo Punto
Ensayos: 6.4 ms 6.5 6.6. Ensayos: 6.4 ms 6.5 6.6.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".1 2%'-) 3 !"#$%$"').145
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
6
ng. Ruben E Rollino ng. Ruben E Rollino 11 11
CaIificacin mItipIe CaIificacin mItipIe
El soldador debe completar satisfactoriamente dos ensayos El soldador debe completar satisfactoriamente dos ensayos
Junta a tope:
Posicin fija. Posicin fija. Eje del tubo horizontal o inclinado hasta un mximo de Eje del tubo horizontal o inclinado hasta un mximo de
45 de la horizontal. 45 de la horizontal.
ext. ext. > > 168,3mm; 168,3mm; t t > > 6,4mm; Sin respaldo. 6,4mm; Sin respaldo.
Soldadura de derivacin de completo
El soldador deber ubicar, cortar, fijar y soldar la derivacin El soldador deber ubicar, cortar, fijar y soldar la derivacin. Tubo . Tubo
principal; eje horizontal y derivacin con eje vertical hacia ab principal; eje horizontal y derivacin con eje vertical hacia abajo ajo
ext. ext. > > 168,3mm; t 168,3mm; t > > 6,4mm; Variables esenciales: 6,4mm; Variables esenciales:
Cambio de proceso Cambio de proceso
Cambio de vertical ascendente a descendente o viceversa Cambio de vertical ascendente a descendente o viceversa
Cambio de material de aporte de grupos 1 2 a 3 o viceversa Cambio de material de aporte de grupos 1 2 a 3 o viceversa
7#,%*,)
ext. soldado Posicin Espesor 1unta ext. Fijacin
~ 323,9mm Todas Todos Todas Todos Todas
323,9mm Todas Todos Todas ext. soldado Todas
ng. Ruben E Rollino ng. Ruben E Rollino 12 12
7#,%*,)
ext. soldado
Posicin Espesor 1unta
ext.
Fijacin
~ 323,9mm Todas Todos Todas Todos Todas
323,9mm Todas Todos Todas
ext. soldado
Todas
"#$%& () *#+,-,*#*,&$
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".1 2%'-) 3 !"#$%$"').145
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
7
ng. Ruben E Rollino ng. Ruben E Rollino 13 13
Seccin 12: Operadores Seccin 12: Operadores
Principales diferencias respecto a seccin 6:
Ensayo de nick breack: no es requerido.
Si el procedimiento involucra ms de una operacin los operadores deben
calificarse con el tipo de equipo que utilizaran en produccin.
VariabIes esenciaIes:
Cambio de modo de transferencia, polaridad o modo de aplicacin
Cambio de direccin: Ascendente a descendente o viceversa.
Cambio de tipo de material de aporte: Slido a alambre con fundente
interno o viceversa.
Cambio de un grupo de dimetro a otro: < > 12,75in (328,9mm).
Espesor: Debe calificar en el ms grueso.
Posicin: Ejemplo: cambio de Rolado a fijo, Vertical a horizontal.
Equipo: Cambio de fabricante o modelo.
Mtodo de aplicacin de la pasada de raiz: Ejemplo: Externa o interna.
Cambio mayor en diseo de junta.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 1'"$&,,34*567
Ing. Ruben E Rollino: rrollinoyahoo.com, rollinorasme.org
1
ng. Ruben E Rollino ng. Ruben E Rollino 1 1
SoIdadura de Produccin. SoIdadura de Produccin.
ASME B31.4, B31.8 y B31.11 establecen requerimientos para la ASME B31.4, B31.8 y B31.11 establecen requerimientos para la
soldadura de materiales tanto laminados como Iorjados o Iundidos soldadura de materiales tanto laminados como Iorjados o Iundidos. .
Se cubre la soldadura a tope y Iilete en tubos, bridas, accesori Se cubre la soldadura a tope y Iilete en tubos, bridas, accesorios, etc. os, etc.
No se cubre la soldadura de Iabricacion de tubos. No se cubre la soldadura de Iabricacion de tubos.
Tambien contienen algunas variables esenciales y tiempos de Tambien contienen algunas variables esenciales y tiempos de
recaliIicacion. recaliIicacion.
ReIieren a API 1104 para detalles especiIicos ReIieren a API 1104 para detalles especiIicos. .
ng. Ruben E Rollino ng. Ruben E Rollino 2 2
API 1104 Seccin 7: PREPARACIN DE API 1104 Seccin 7: PREPARACIN DE
JUNTAS PARA SOLDADURA DE PRODUCCIN JUNTAS PARA SOLDADURA DE PRODUCCIN
Las Tuberas deben ser soldadas por soldadores calificados usand Las Tuberas deben ser soldadas por soldadores calificados usando o
procedimientos calificados. procedimientos calificados.
Las superficies a ser soldadas debern ser lisas, uniformes, y l Las superficies a ser soldadas debern ser lisas, uniformes, y libres de ibres de
impurezas y contaminantes que puedan afectar a la soldadura. impurezas y contaminantes que puedan afectar a la soldadura.
El diseo de la junta y la luz entre bordes deber estar de acue El diseo de la junta y la luz entre bordes deber estar de acuerdo con la rdo con la
especificacin del procedimiento usada. especificacin del procedimiento usada.
La desalineacin de los extremos debe minimizarse. La desalineacin de los extremos debe minimizarse.
Para los extremos de tubera del mismo espesor de pared nominal, Para los extremos de tubera del mismo espesor de pared nominal, el el
desplazamiento no exceder 1/8 de pulgada (3 desplazamiento no exceder 1/8 de pulgada (3 mm mm). ).
Si un desplazamiento mayor es causado por variaciones dimensiona Si un desplazamiento mayor es causado por variaciones dimensionales, les,
este deber ser igualmente distribuido alrededor de la circunfer este deber ser igualmente distribuido alrededor de la circunferencia. encia.
El martillado de la tubera para obtener una apropiada alineaci El martillado de la tubera para obtener una apropiada alineacin debera n debera
mantenerse a un mnimo. mantenerse a un mnimo.
En biseles de campo puede utilizarse oxicorte manual si se permi En biseles de campo puede utilizarse oxicorte manual si se permite. te.
Debe efectuarse limpieza para eliminar escoria y contaminantes. Debe efectuarse limpieza para eliminar escoria y contaminantes.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 1'"$&,,34*567
Ing. Ruben E Rollino: rrollinoyahoo.com, rollinorasme.org
2
ng. Ruben E Rollino ng. Ruben E Rollino 3 3
Dispositivos de AIineacin y Fijacin. Dispositivos de AIineacin y Fijacin.
Los dispositivos para fijacin y aIineacin de soIdaduras Los dispositivos para fijacin y aIineacin de soIdaduras
a tope deben estar de acuerdo con Ia especificacin de a tope deben estar de acuerdo con Ia especificacin de
soIdadura utiIizada. soIdadura utiIizada.
Cuando se permite retirar estos dispositivos antes de que Cuando se permite retirar estos dispositivos antes de que
se compIete Ia pasada de raz, Ia parte compIetada deI se compIete Ia pasada de raz, Ia parte compIetada deI
cordn deber estar en segmentos aproximadamente cordn deber estar en segmentos aproximadamente
iguaIes espaciados. iguaIes espaciados.
Cuando se utiIizan dispositivos interiores y es Cuando se utiIizan dispositivos interiores y es dificiI dificiI
prevenir movimientos de Ia prevenir movimientos de Ia tuberias tuberias, Ia , Ia raiz raiz debe ser debe ser
compIetada antes de su retiro compIetada antes de su retiro
La pasada de La pasada de raiz raiz utiIizada en combinacin con utiIizada en combinacin con
dispositivos de aIineacin externa, debe ser compIetada dispositivos de aIineacin externa, debe ser compIetada
en aI menos 50% antes deI retiro de Ios dispositivos y en en aI menos 50% antes deI retiro de Ios dispositivos y en
segmentos iguaImente espaciados. segmentos iguaImente espaciados.
Todas Ias soIdaduras se harn con Ias partes a ser Todas Ias soIdaduras se harn con Ias partes a ser
unidas aseguradas contra movimiento. unidas aseguradas contra movimiento.
ng. Ruben E Rollino ng. Ruben E Rollino 4 4
Debe protegerse los trabajos de soldadura de condiciones climti Debe protegerse los trabajos de soldadura de condiciones climticas cas
adversas. adversas.
Para tubera soldada por encima del suelo, el espacio alrededor Para tubera soldada por encima del suelo, el espacio alrededor de la de la
tubera no debera ser menor a 16 pulgadas (406 milmetros). tubera no debera ser menor a 16 pulgadas (406 milmetros).
Para tubera soldada en una trinchera, el agujero de la campana Para tubera soldada en una trinchera, el agujero de la campana ser lo ser lo
suficientemente grande para proporcionar suficiente acceso. suficientemente grande para proporcionar suficiente acceso.
Debe efectuarse limpieza de escorias entre pasadas. Debe efectuarse limpieza de escorias entre pasadas.
En caso de soldadura automtica, La porosidad, inicio de cordn En caso de soldadura automtica, La porosidad, inicio de cordn y y
puntos altos deben ser amolados previo a la ejecucin del siguie puntos altos deben ser amolados previo a la ejecucin del siguiente nte
cordn. cordn.
Ningn punto la superficie soldada deber estar debajo de la su Ningn punto la superficie soldada deber estar debajo de la superficie perficie
exterior de la tubera, ni levantarse ms de 1/16 de pulgada (1. exterior de la tubera, ni levantarse ms de 1/16 de pulgada (1.59 59 mm mm). ).
No se empezarn dos cordones en la misma ubicacin. No se empezarn dos cordones en la misma ubicacin.
La cara de la soldadura completada debera ser aproximadamente 1 La cara de la soldadura completada debera ser aproximadamente 1/8 /8
de pulgada (3.17 milmetros) ms ancha que el ancho de la ranura de pulgada (3.17 milmetros) ms ancha que el ancho de la ranura
original. original.
La soldadura completada se cepillar completamente y se limpiar La soldadura completada se cepillar completamente y se limpiar. .
Debe identificarse el trabajo de los soldadores. Debe identificarse el trabajo de los soldadores.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 1'"$&,,34*567
Ing. Ruben E Rollino: rrollinoyahoo.com, rollinorasme.org
3
ng. Ruben E Rollino ng. Ruben E Rollino 5 5
SOLDADURA EN POSICION SOLDADURA EN POSICION
Procedimiento: Procedimiento:
Todas las de soldaduras en posicion deben se ejecutadas con las Todas las de soldaduras en posicion deben se ejecutadas con las partes partes
aseguradas para evitar movimientos y con luz adecuada alrededor aseguradas para evitar movimientos y con luz adecuada alrededor de la de la
junta. junta.
Relleno y terminacin: Relleno y terminacin:
Ninguna zona por debajo de las superIicies internas ni externas Ninguna zona por debajo de las superIicies internas ni externas del del
material base. material base.
Sobreespesor de la soldadura Sobreespesor de la soldadura 1,6mm 1,6mm
Dos pasadas no deben comenzarse en el mismo lugar. Dos pasadas no deben comenzarse en el mismo lugar.
Ancho del cordon aprox. 3mm mayor que el ancho de la junta orig Ancho del cordon aprox. 3mm mayor que el ancho de la junta original. inal.
La soldadura terminada debe ser completamente cepillada y limpi La soldadura terminada debe ser completamente cepillada y limpiada ada. .
ng. Ruben E Rollino ng. Ruben E Rollino 6 6
SOLDADURA ROLANDO SOLDADURA ROLANDO
AIineacin: AIineacin:
A opcin de la compaa la soldadura girando los tubos ser A opcin de la compaa la soldadura girando los tubos ser
permitida asegurando que la alineacin va a ser mantenida durant permitida asegurando que la alineacin va a ser mantenida durante e
el giro. el giro.
ReIIeno y terminacin: ReIIeno y terminacin:
dem a soldadura en posicin con la recomendacin que la dem a soldadura en posicin con la recomendacin que la
soldadura debe ejecutarse cerca de la parte superior del tubo. soldadura debe ejecutarse cerca de la parte superior del tubo.
DENTFCACN DE LAS SOLDADURAS DENTFCACN DE LAS SOLDADURAS
Cada soldador deber identificar las soldaduras de la forma Cada soldador deber identificar las soldaduras de la forma
especificada por la compaa especificada por la compaa
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 1'"$&,,34*567
Ing. Ruben E Rollino: rrollinoyahoo.com, rollinorasme.org
4
ng. Ruben E Rollino ng. Ruben E Rollino 7 7
DetaIIes tpicos de extremos de soIdadura a tope. DetaIIes tpicos de extremos de soIdadura a tope.
COMBINACIONES ACEPTABLES DEPREPARACION
DEEXTREMOS DECAOS
(ACCEPABLECOMBINATIONS OF PIPEENDPREPARATIONS)
37 1/2 deg + 2 1/2 deg
Preparacion normal de extremos de
caos y accesorios para soldar a tope,
de 22mmde espesor o mas delgados
(Standard end preparation oI pipe
butt welding Iittings 7/8 in. and
thiner)
(b)
Standard End Preparation
Preparaciones de extremos normales
37 1/2 (deg) + 2 1/2 (deg)
(deg) 60 (deg) a (to) 80
(d) (e)
30 (deg)5(deg)
-0(deg)
Preparacion opcional del
extremo del cao
(Optional end preparation oI pipe)
(a)
30 ()deg 5(deg)
-0 (deg)
1
/
1
6
"
(
i
n
)
.
+
1
/
3
2
"
(
i
n
)
.
10(deg) + 1 (deg)
3
7
1
/
2
(
d
e
g
)
+
2
1
/
2
(
d
e
g
)
3
0
(
d
e
g
)
5
(
d
e
g
)
t
o
3
7
1
/
2
(
d
e
g
)
-
0
(
d
e
g
)
+
2
1
/
2
(
d
e
g
)
(I)
Preparacion sugerida de extremos de caos
y accesorios, de mas de 22mmde espesor
(Suggested end preparation, pipe and
Iittings over 7/8- in. thickness)
(c)
10(deg) + 1 (deg)
1
/
1
6
"
(
i
n
)
.
+
1
/
3
2
"
(
i
n
)
.
3/4"
(in).
t ~ 7/8" (in).
1
/
1
6
"
(
i
n
)
.
+
1
/
3
2
"
(
i
n
)
.
Radio(Radius)
37 1/2 (deg)
+ 2 1/2 (deg)
ng. Ruben E Rollino ng. Ruben E Rollino 8 8
EjempIos de transiciones. EjempIos de transiciones.
Desalineacion interna
(Internal OIIset)
30 (deg) max
t
0.5 t max
(c)
tD
t
3/32 in.
max
(a)
30 (deg). max.
14 (deg). min. (1:4)
|Nota (note) (1)|
(d)
30 deg max
t
0.5 t max
tD
30 (deg). max.
14 (deg). min. (1:4)
|Nota (note) (1)|
t
(b)
tD 1.5 t
0.5 t max
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 1'"$&,,34*567
Ing. Ruben E Rollino: rrollinoyahoo.com, rollinorasme.org
5
ng. Ruben E Rollino ng. Ruben E Rollino 9 9
EjempIos de fijacin de bridas EjempIos de fijacin de bridas
FIG I6 (c y d) DETALLES RECOMENDADOS PARA FIJACION DE BRIDAS
(RECOMMENDED ATTACHMENT DETAILS OF FLANGES)
(c) Soldadura en Irente y cubo
(Front and Back Weld)
1/2" (in). max
t
t
1.4 t
1.4 t
t
0.707 t ( o t si se preIiere),
(or t iI preIerred)
(d) Soldadura en cara y cubo.
(Face and Back Weld)
1.4 t
1.4 t
ng. Ruben E Rollino ng. Ruben E Rollino 10 10
Conexiones en derivacin. (2) Conexiones en derivacin. (2)
Refuerzos de aberturas mltiples: Refuerzos de aberturas mltiples: Area de refuerzo, Area de refuerzo,
distancias y refuerzos combinados. distancias y refuerzos combinados.
Requerimientos especiales: Requerimientos especiales: Funcin de la relacin de Funcin de la relacin de
tensiones y/o dimetros. tensiones y/o dimetros.
Conexiones integralmente reforzadas. Conexiones integralmente reforzadas.
Otros diseos. Otros diseos.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 1'"$&,,34*567
Ing. Ruben E Rollino: rrollinoyahoo.com, rollinorasme.org
6
ng. Ruben E Rollino ng. Ruben E Rollino 11 11
EjempIos de fijacin de bridas EjempIos de fijacin de bridas
FIG I6 (c y d) DETALLES RECOMENDADOS PARA FIJACION DE BRIDAS
(RECOMMENDED ATTACHMENT DETAILS OF FLANGES)
(c) Soldadura en Irente y cubo
(Front and Back Weld)
1/2" (in). max
t
t
1.4 t
1.4 t
t
0.707 t ( o t si se preIiere),
(or t iI preIerred)
(d) Soldadura en cara y cubo.
(Face and Back Weld)
1.4 t
1.4 t
ng. Ruben E Rollino ng. Ruben E Rollino 12 12
TabIa 841.42 TabIa 841.42
TABLA 831.42
Relacin de DN
Tubo de derivacin/ Tubo principal
Relacin de Tensin
circunferencial de diseo y
MSYS < 25 >25 y < 50 > 50
< 20 (g) (g) (h)
> 20 y < 50 (d) (i) (i) (h) (i)
> 50 (c) (d) (e) (b) (e) (a) (e) (I)
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 1'"$&,,34*567
Ing. Ruben E Rollino: rrollinoyahoo.com, rollinorasme.org
7
ng. Ruben E Rollino ng. Ruben E Rollino 13 13
ng. Ruben E Rollino ng. Ruben E Rollino 14 14
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 1'"$&,,34*567
Ing. Ruben E Rollino: rrollinoyahoo.com, rollinorasme.org
8
ng. Ruben E Rollino ng. Ruben E Rollino 15 15
( (Pag Pag 56) 56)
ng. Ruben E Rollino ng. Ruben E Rollino 16 16
Tratamiento trmico. Tratamiento trmico. (B31.4 y .8) (B31.4 y .8)
Precalentamiento: Precalentamiento: De acuerdo a especificacin. De acuerdo a especificacin.
Alivio de tensiones: Alivio de tensiones:
Composicin qumica. Composicin qumica.
Espesor Espesor
Mtodo y Temperatura de alivio de tensiones Mtodo y Temperatura de alivio de tensiones
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 1'"$&,,34*567
Ing. Ruben E Rollino: rrollinoyahoo.com, rollinorasme.org
9
ng. Ruben E Rollino ng. Ruben E Rollino 17 17
PrecaIentamiento PrecaIentamiento (824) (824)
Aceros al Carbono con C > 0.32% (colada) o Aceros al Carbono con C > 0.32% (colada) o Ceq Ceq (C + (C + %Mn/4) %Mn/4) > >
0.65% (Colada) deben ser precalentados a la temperatura indicada 0.65% (Colada) deben ser precalentados a la temperatura indicada en en
el procedimiento de soldadura. el procedimiento de soldadura.
Precalentamiento tambin puede ser requerido para aceros con men Precalentamiento tambin puede ser requerido para aceros con menor or
C o C o Ceq Ceq cuando se especifica en WPS. cuando se especifica en WPS.
Cuando se sueldan materiales Cuando se sueldan materiales disimiles disimiles gobierna el que requiere gobierna el que requiere
temperatura mas alta. temperatura mas alta.
La temperatura debe ser verificada y mantenida durante el proces La temperatura debe ser verificada y mantenida durante el proceso. o.
ng. Ruben E Rollino ng. Ruben E Rollino 18 18
Alivio Alivio de de tensiones tensiones (825) (825)
Es Es funcin funcin de: de:
Composicin Composicin qumica qumica: : C > 0.32% o C > 0.32% o Ceq Ceq (C + %Mn/4) > 0.65% (C + %Mn/4) > 0.65%
Espesor Espesor > 1 inch. > 1 inch.
Cuando Cuando la la ingenieria ingenieria lo lo requiere requiere. .
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 1'"$&,,34*567
Ing. Ruben E Rollino: rrollinoyahoo.com, rollinorasme.org
10
ng. Ruben E Rollino ng. Ruben E Rollino 19 19
AIivio AIivio de de tensiones tensiones: : Temperatura Temperatura y y mtodo mtodo. (825) . (825)
1100 1100 F para aceros al carbono y 1200 F para aceros al carbono y 1200 F para aceros aleados. F para aceros aleados.
El rango exacto debe constar en la WPS. El rango exacto debe constar en la WPS.
Las partes deben calentarse lentamente y mantenerse a temperatur Las partes deben calentarse lentamente y mantenerse a temperatura a
aproximadamente 1 aproximadamente 1 hr hr por pulgada pero no menos de 0,5 hora. El por pulgada pero no menos de 0,5 hora. El
enfriamiento debe ser lento. enfriamiento debe ser lento.
Calentar la estructura completa Calentar la estructura completa
Calentar una banda en forma aislada con la soldadura en el centr Calentar una banda en forma aislada con la soldadura en el centro. o.
Conexiones en derivacin y soldaduras de elementos a la tubera Conexiones en derivacin y soldaduras de elementos a la tubera: :
puede calentarse una banda alrededor de estos elementos. puede calentarse una banda alrededor de estos elementos.
El ancho de banda de calentamiento recomendada es 2 pulgadas El ancho de banda de calentamiento recomendada es 2 pulgadas
mayor que el ancho de la soldadura, derivacin o elemento soldad mayor que el ancho de la soldadura, derivacin o elemento soldado. o.
El calentamiento localizado puede ser por induccin, llama o cu El calentamiento localizado puede ser por induccin, llama o cualquier alquier
otro mtodo que garantice una distribucin de temperatura unifor otro mtodo que garantice una distribucin de temperatura uniforme. me.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 3*.4),,56*789
Ing. Ruben E Rollino: rrollinoyahoo.com , rollinorasme.org
1
ng. Ruben E Rollino ng. Ruben E Rollino 1 1
Extensin de Ia inspeccin ASME B31.4 ( Extensin de Ia inspeccin ASME B31.4 ( 434.8.5) 434.8.5)
Lneas que operan a ms del 20% de la SMYS: Lneas que operan a ms del 20% de la SMYS:
Debe inspeccionarse con END, mnimo 10% de las Debe inspeccionarse con END, mnimo 10% de las
soldaduras correspondientes a la produccin diaria, soldaduras correspondientes a la produccin diaria,
seleccionadas al azar por la compaa operadora. seleccionadas al azar por la compaa operadora.
La inspeccin debe ser radiogrfica u otro mtodo aceptable. La inspeccin debe ser radiogrfica u otro mtodo aceptable.
(nspeccin visual no reemplaza a estos mtodos) (nspeccin visual no reemplaza a estos mtodos)
Cada soldadura debe ser ensayada completa. Cada soldadura debe ser ensayada completa.
Soldaduras de ciertas ubicaciones requieren inspeccin Soldaduras de ciertas ubicaciones requieren inspeccin
100%. 100%.
ng. Ruben E Rollino ng. Ruben E Rollino 2 2
Inspeccin y Ensayos de Soldaduras Inspeccin y Ensayos de Soldaduras
ASME B31.8 ASME B31.8
Extensin de inspeccin y ensayos funcin de: Extensin de inspeccin y ensayos funcin de:
Tensin de operacin ( Tensin de operacin (Sh Sh < 20% < 20% > > 20%) 20%)
Clase de localizacin. (1 a 4) y otras condiciones Clase de localizacin. (1 a 4) y otras condiciones. .
Procedimiento de ensayo Procedimiento de ensayo
Criterio de aceptacin. Criterio de aceptacin.
Control de calidad por personal calificado. Control de calidad por personal calificado.
Reparaciones. Reparaciones.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 3*.4),,56*789
Ing. Ruben E Rollino: rrollinoyahoo.com , rollinorasme.org
2
ng. Ruben E Rollino ng. Ruben E Rollino 3 3
S Si istemas que operan a stemas que operan a Sh Sh > > 20% de SMYS 20% de SMYS. .
Minimo Minimo alcance de END (826.2) alcance de END (826.2)
(1 ) (1 ) 10% de las soldaduras en Localizacin Clase 1. 10% de las soldaduras en Localizacin Clase 1.
(2) 15% de las soldaduras en Localizacin Clase 2 (2) 15% de las soldaduras en Localizacin Clase 2
(3) 40% de las soldaduras en Localizacin Clase 3 (3) 40% de las soldaduras en Localizacin Clase 3
(4) (4) 75% de las soldaduras en Localizacin Clase 4 75% de las soldaduras en Localizacin Clase 4
(5) (5) 100% de las soldaduras en plantas compresoras, 100% de las soldaduras en plantas compresoras,
cruces mayores de cruces mayores de rios rios, autopistas, , autopistas, vias vias ferreas ferreas, etc. , etc. Min Min
90%. 90%.
100% de las soldaduras de 100% de las soldaduras de tie tie- -in no sujetas a prueba de in no sujetas a prueba de
presin. presin.
ng. Ruben E Rollino ng. Ruben E Rollino 4 4
Criterios de aceptacin. Criterios de aceptacin.
Las soldaduras examinadas deben cumplir los criterios de aceptac Las soldaduras examinadas deben cumplir los criterios de aceptacin in
dados en AP 1104. dados en AP 1104.
Las soldaduras defectuosas deben ser reparadas o removidas. Las Las soldaduras defectuosas deben ser reparadas o removidas. Las
reparaciones deben estar de acuerdo con AP 1104. reparaciones deben estar de acuerdo con AP 1104.
Los resultados de la examinacin deben utilizarse como herramien Los resultados de la examinacin deben utilizarse como herramienta ta
de control de calidad. de control de calidad.
El procedimiento de ensayo radiogrfico debe cumplir lo indicado El procedimiento de ensayo radiogrfico debe cumplir lo indicado en en
AP 1104. AP 1104.
En tuberas NPS En tuberas NPS < < 6, o cuando END es impracticable en una cantidad 6, o cuando END es impracticable en una cantidad
limitada de soldaduras y limitada de soldaduras y Sh Sh < < 40% de SMYS, las soldaduras pueden 40% de SMYS, las soldaduras pueden
ser inspeccionadas y aprobadas visualmente por un inspector ser inspeccionadas y aprobadas visualmente por un inspector
calificado en soldadura. calificado en soldadura.
Adicionalmente a la END las soldaduras deben ser continuamente Adicionalmente a la END las soldaduras deben ser continuamente
controladas por personal calificado. controladas por personal calificado.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 3*.4),,56*789
Ing. Ruben E Rollino: rrollinoyahoo.com , rollinorasme.org
3
ng. Ruben E Rollino ng. Ruben E Rollino 5 5
ndicaciones en Ensayo Radiogrfico ndicaciones en Ensayo Radiogrfico
Penetracin inadecuada sin desalineacin (P) Penetracin inadecuada sin desalineacin (P)
Penetracin inadecuada debida a desalineacin (PD) Penetracin inadecuada debida a desalineacin (PD)
Penetracin inadecuada entre primer pasada interior y primer Penetracin inadecuada entre primer pasada interior y primer
pasada exterior (CP) pasada exterior (CP)
Fusin incompleta en pasada de raiz o superior (F) Fusin incompleta en pasada de raiz o superior (F)
Fusin incompleta entre pasadas o en metal base (FD) Fusin incompleta entre pasadas o en metal base (FD)
Concavidad interna Concavidad interna
Raz quemada. (Burn Raz quemada. (Burn- -through) (BT) through) (BT)
nclusiones de escorias (ES; S) (ES= nclusiones de escorias (ES; S) (ES=Elongated Elongated; ; S:solated S:solated) )
Porosidad (P) Porosidad (P)
Fisuras (C) Fisuras (C)
Socavaduras (EU; U) (E: Socavaduras (EU; U) (E: External External; : ; : nternal nternal) )
Acumulacin de imperfecciones (A) Acumulacin de imperfecciones (A)
ng. Ruben E Rollino ng. Ruben E Rollino 6 6
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 3*.4),,56*789
Ing. Ruben E Rollino: rrollinoyahoo.com , rollinorasme.org
4
ng. Ruben E Rollino ng. Ruben E Rollino 7 7
Penetracin inadecuada: Penetracin inadecuada: Se considera inaceptable si: Se considera inaceptable si:
Penetracin inadecuada sin desalineacin (IP) Penetracin inadecuada sin desalineacin (IP)
Se define como el relleno incompleto de la rai: de soldadu Se define como el relleno incompleto de la rai: de soldadura. ra.
a. Longitud de una indicacion individual ~ 1 pulgada (25.4 a. Longitud de una indicacion individual ~ 1 pulgada (25.4 mm mm). ).
b. Longitud agregada de indicaciones en 12 pulgadas (304.8 b. Longitud agregada de indicaciones en 12 pulgadas (304.8 mm mm) ~ 1 pulgada ) ~ 1 pulgada
(25.4 (25.4 mm mm). ).
c. Longitud agregada ~ 8 de la longitud de la soldadura en cua c. Longitud agregada ~ 8 de la longitud de la soldadura en cualquier lquier
soldadura de menos de 12 pulgadas (304.8 soldadura de menos de 12 pulgadas (304.8 mm mm) de longitud. ) de longitud.
Penetracin inadecuada debida a desalineacin (IPD) (ICP) Penetracin inadecuada debida a desalineacin (IPD) (ICP)
IPD es la condicion que existe cuando un borde de la rai: es ex IPD es la condicion que existe cuando un borde de la rai: es expuesto (o puesto (o
desvinculado) porque la tuberia advacente o las funtas de acces desvinculado) porque la tuberia advacente o las funtas de accesorios estan orios estan
desalineadas. ( Figura 14). desalineadas. ( Figura 14).
ICP se da en el interior de la soldadura entre las primeras pasa ICP se da en el interior de la soldadura entre las primeras pasadas interior v das interior v
exterior. ( Figura 15). exterior. ( Figura 15).
a. Longitud de una indicacion individual ~ 2 pulgada (50,8 a. Longitud de una indicacion individual ~ 2 pulgada (50,8 mm mm). ).
b. Longitud agregada de indicaciones en 12 pulgadas (304.8 b. Longitud agregada de indicaciones en 12 pulgadas (304.8 mm mm) ~ 3 ) ~ 3
pulgadas (76.2 pulgadas (76.2 mm mm) para IPD o 3 pulgadas para ICP. ) para IPD o 3 pulgadas para ICP.
ng. Ruben E Rollino ng. Ruben E Rollino 8 8
Falta de Fusin: Falta de Fusin: Se considera inaceptable si: Se considera inaceptable si:
Fusin incompleta en pasada de Fusin incompleta en pasada de raiz raiz o superior. (IF) o superior. (IF)
Se define como Se define como una discontinuidad entre el metal de soldadura y el metal una discontinuidad entre el metal de soldadura y el metal
base que est expuesto a la superficie. base que est expuesto a la superficie. Figura 15. Figura 15.
a. Longitud de una indicacion individual ~ 1 pulgada (25.4 a. Longitud de una indicacion individual ~ 1 pulgada (25.4 mm mm). ).
b. Longitud agregada de indicaciones en 12 pulgadas (304.8 b. Longitud agregada de indicaciones en 12 pulgadas (304.8
mm mm) de longitud de soldadura excede 1 pulgada (25.4 ) de longitud de soldadura excede 1 pulgada (25.4 mm mm). ).
c. Longitud agregada ~ 8 de la longitud de la soldadura en cua c. Longitud agregada ~ 8 de la longitud de la soldadura en cualquier lquier
soldadura de menos de 12 pulgadas (304.8 soldadura de menos de 12 pulgadas (304.8 mm mm) de longitud. ) de longitud.
Fusin incompleta entre pasadas o en metal base (IFD) Fusin incompleta entre pasadas o en metal base (IFD)
La fusion incompleta debido a soldeo en frio es definida como un La fusion incompleta debido a soldeo en frio es definida como una a
discontinuidad entre dos cordones de soldadura advacentes o entr discontinuidad entre dos cordones de soldadura advacentes o entre el metal e el metal
de soldadura v el metal base que no esta expuesto a la superfic de soldadura v el metal base que no esta expuesto a la superficie. ie.
a. Longitud de una indicacion individual ~ 2 pulgadas (50.8 a. Longitud de una indicacion individual ~ 2 pulgadas (50.8 mm mm).b. La ).b. La
longitud agregada de las indicaciones en 12 pulgadas(304.8 longitud agregada de las indicaciones en 12 pulgadas(304.8 mm mm) de longitud ) de longitud
de soldadura exceda 2 pulgadas (50.8 milimetro).c. La longitud a de soldadura exceda 2 pulgadas (50.8 milimetro).c. La longitud agregada de gregada de
las indicaciones~ 8 de la longitud de soldadura. las indicaciones~ 8 de la longitud de soldadura.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 3*.4),,56*789
Ing. Ruben E Rollino: rrollinoyahoo.com , rollinorasme.org
5
ng. Ruben E Rollino ng. Ruben E Rollino 9 9
Concavidad nterior (C) Concavidad nterior (C) : : ( (Fig Fig 18) 18)
Cualquier longitud de concavidad interior es aceptable si la Cualquier longitud de concavidad interior es aceptable si la
densidad de la imagen radiogrfica de la concavidad interior no densidad de la imagen radiogrfica de la concavidad interior no
exceda la correspondiente a la del metal base adyacente ms exceda la correspondiente a la del metal base adyacente ms
delgado. Para reas que exceden la densidad del metal base delgado. Para reas que exceden la densidad del metal base
adyacente ms delgado, el criterio para la adyacente ms delgado, el criterio para la burn burn through through (vea 6.3.6) (vea 6.3.6)
es aplicable. es aplicable.
ng. Ruben E Rollino ng. Ruben E Rollino 10 10
Quemn ( Quemn (Burn Burn- -through through) (BT);) ) (BT);)
Las siguientes condiciones son inaceptables cuando la densidad d Las siguientes condiciones son inaceptables cuando la densidad de la e la
imagen de la BT excede la del metal base adyacente mas delgado: imagen de la BT excede la del metal base adyacente mas delgado:
Dimetro externo mayor que o igual a 2 3/8 de pulgadas (60.3 Dimetro externo mayor que o igual a 2 3/8 de pulgadas (60.3 mm mm), ),
a. La dimension maxima excede / de pulgada (6.35 a. La dimension maxima excede / de pulgada (6.35 mm mm). ).
b. La dimension maxima excede el espesor mas delgado. b. La dimension maxima excede el espesor mas delgado.
c. La suma de las dimensiones maximas de las c. La suma de las dimensiones maximas de las BTs BTs es ~ pulgada (12.7 es ~ pulgada (12.7
mm mm) en 12 pulgadas (304.8 ) en 12 pulgadas (304.8 mm mm) de longitud de soldadura o igual a la ) de longitud de soldadura o igual a la
longitud total de soldadura o lo que sea menor. longitud total de soldadura o lo que sea menor.
Dimetro externo menor de 2 3/8 de pulgada (60.3 Dimetro externo menor de 2 3/8 de pulgada (60.3 mm mm), ),
a. Dimension maxima ~ / de pulgada (6.35 a. Dimension maxima ~ / de pulgada (6.35 mm mm). ).
b. Dimension maxima ~ que el mas delgado de los espesores de pa b. Dimension maxima ~ que el mas delgado de los espesores de pared red
nominal unidos, nominal unidos,
c. Hay mas de una BT c. Hay mas de una BT
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 3*.4),,56*789
Ing. Ruben E Rollino: rrollinoyahoo.com , rollinorasme.org
6
ng. Ruben E Rollino ng. Ruben E Rollino 11 11
Escoria Escoria ( (SoIido SoIido no no metaIico metaIico atrapado en Ia soIdadura) atrapado en Ia soIdadura)
Dimetro externo mayor que o igual a 2 3/8 de pulgada (60.33 Dimetro externo mayor que o igual a 2 3/8 de pulgada (60.33 mm mm): ):
a a. Longitud de una indicacion ESI excede 2 pulgadas (50.8 mm).
b. La longitud agregada de las indicaciones de ESI (Elongated Slag Inclusions) en 12 pulgadas (304.8 mm)
de longitud de soldadura excede 2 pulgadas (50.8 mm).
c. El ancho de una indicacion de ESI excede 1/16 de pulgada (1.59 mm).
d. La longitud agregada de las indicaciones de ISI en de 12 pulgadas (304.8 mm) de longitud
de soldadura excede pulgada (12.7 mm).
e. El ancho de una indicacion de ISI (Isolated Slag Inclusions) excede 1/8 de pulgada (3.17
mm).
I. Mas de cuatro indicaciones de ISI con el ancho maximo de 1/8 de pulgada (3.17 mm) en
cualquier e 12 pulgadas (304,8 mm) de longitud de soldadura.
g. La longitud agregada de ESI y las indicaciones de ISI exceden 8 de la long agregada de ESI y las indicaciones de ISI exceden 8 de la longitud de la itud de la
soldadura. soldadura.
Escorias ESI separadas aprox. La distancia de la pasada de raiz, Escorias ESI separadas aprox. La distancia de la pasada de raiz, se consideran indicaciones se consideran indicaciones
separadas a menos que su ancho supere 1/32in (0,8mm) separadas a menos que su ancho supere 1/32in (0,8mm)
Diametro externo menor de 2 3/8 de pulgada (60.3 Diametro externo menor de 2 3/8 de pulgada (60.3 mm mm): ):
a. La longitud de una indicacion de ESI ~ tres veces el menor espesor nominal.
b. El ancho de una indicacion de ESI ~ 1/16 de pulgada (1.59 mm).
c. La longitud agregada de indicaciones de ISI excede dos veces el espesor nominal mas
delgado y el ancho excede la mitad del espesor nominal mas delgado.
d. La longitud agregada de ESI y las indicaciones de ISI exceden 8 de la longitud de la
soldadura.
ng. Ruben E Rollino ng. Ruben E Rollino 12 12
Porosidad Porosidad- - 1 1
Porosidad individual o Porosidad individual o dispersa dispersa (P) sera inaceptable cuando cualquiera de (P) sera inaceptable cuando cualquiera de
las condiciones siguientes exista: las condiciones siguientes exista:
a. El tamao de un poro individual excede 1/8 de pulgada (3.17 a. El tamao de un poro individual excede 1/8 de pulgada (3.17 mm mm). ).
b. El tamao de un poro individual excede 25 por ciento del espe b. El tamao de un poro individual excede 25 por ciento del espesor sor
nominal mas delgado . nominal mas delgado .
c. La distribucion de porosidad esparcida excede la concentracio c. La distribucion de porosidad esparcida excede la concentracion permitida n permitida
por la Figura por la Figura 19 19 o o 20. 20.
Porosidad agrupada Porosidad agrupada (CP (CP Cluster Porosity) que ocurre en cualquier pase/ Cluster Porosity) que ocurre en cualquier pase/
pasada excepto en la Iinal. Se aplica el criterio pasada excepto en la Iinal. Se aplica el criterio para porosidad individual o para porosidad individual o
disperas. Si ocurre en la pasada Iinal disperas. Si ocurre en la pasada Iinal sera inaceptable cuando cualquiera de sera inaceptable cuando cualquiera de
las condiciones siguientes exista: las condiciones siguientes exista:
a. El diametro de agrupamiento excede pulgada (12.7 a. El diametro de agrupamiento excede pulgada (12.7 mm mm). ).
b. La longitud agregada de CP en 12 pulgadas (304.8 b. La longitud agregada de CP en 12 pulgadas (304.8 mm mm) ) de longitud de longitud de de
soldadura excede pulgada (12.7 soldadura excede pulgada (12.7 mm mm). ).
c. Un poro individual dentro del agrupamiento excede 1/16 de pul c. Un poro individual dentro del agrupamiento excede 1/16 de pulgada (1.59 gada (1.59
mm mm) en tamao. ) en tamao.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 3*.4),,56*789
Ing. Ruben E Rollino: rrollinoyahoo.com , rollinorasme.org
7
ng. Ruben E Rollino ng. Ruben E Rollino 13 13
Porosidad Porosidad- - 2 2
Porosidad de Porosidad de Hollow Hollow bead bead (HB) es definido como una porosidad (HB) es definido como una porosidad
lineal larga que ocurre en el lineal larga que ocurre en el pase pase de raz. de raz. HB HB ser inaceptable ser inaceptable
cuando cualquiera de las condiciones siguientes exista: cuando cualquiera de las condiciones siguientes exista:
a. La longitud de una indicacin individual de HB excede pulga a. La longitud de una indicacin individual de HB excede pulgada da
(12.7 (12.7 mm mm). ).
b. La longitud agregada de indicaciones de HB en de 12 pulgadas b. La longitud agregada de indicaciones de HB en de 12 pulgadas
(304.8 (304.8 mm mm) de longitud de soldadura excede 2 pulgadas (50.8 ) de longitud de soldadura excede 2 pulgadas (50.8 mm mm). ).
c. las indicaciones ndividuales de HB, cada una mayor que de c. las indicaciones ndividuales de HB, cada una mayor que de
pulgada (6.35 pulgada (6.35 mm mm) )
en longitud, estn separadas por lo menos de 2 pulgadas (50.8 en longitud, estn separadas por lo menos de 2 pulgadas (50.8
mm mm). ).
d. La longitud agregada de todas las indicaciones de HB excede 8 d. La longitud agregada de todas las indicaciones de HB excede 8% %
de la longitud de soldadura. de la longitud de soldadura.
ng. Ruben E Rollino ng. Ruben E Rollino 14 14
Fisuras (C)
Inaceptables cuando se dan las siguientes condiciones:
a. La grieta, de cualquier tamao o ubicacion en la soldadura, no sea una grieta
crater poco proIunda o grieta estrella.
b. La grieta es una grieta crater poco proIunda o grieta estrella cuya longitud
excede 5/32 de pulgada (3.96 mm).
Socavaduras (EU; IU)
Inaceptables cuando se dan las siguientes condiciones:
a. La longitud agregada de indicaciones de EU e IU, en cualquier combinacion,
en 12 pulgadas (304.8 mm) de longitud de soldadura excede 2 pulgadas (50.8
mm).
b. La longitud agregada de indicaciones de EU e IU, en cualquier combinacion,
excede un sexto de la longitud de soldadura.
Nota. Jea 6.7 para las normas de aceptacion por socavado cuando se emplean
mediciones visuales v las medidas mecanicas.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 3*.4),,56*789
Ing. Ruben E Rollino: rrollinoyahoo.com , rollinorasme.org
8
ng. Ruben E Rollino ng. Ruben E Rollino 15 15
Indicaciones en Ensayos SuperficiaIes Indicaciones en Ensayos SuperficiaIes
! ! CIasificacin de indicaciones CIasificacin de indicaciones
Indicaciones no reIevantes Indicaciones no reIevantes
Indicaciones reIevantes Indicaciones reIevantes
a a Indicaciones lineales evaluadas como fisuras de crter Indicaciones lineales evaluadas como fisuras de crter
b Indicaciones lineales no evaluadas como fisuras de crter b Indicaciones lineales no evaluadas como fisuras de crter
c Indicaciones redondeadas c Indicaciones redondeadas
Imperfecciones en tubos y accesorios Imperfecciones en tubos y accesorios
ng. Ruben E Rollino ng. Ruben E Rollino 16 16
Discontinuidades en Examinacin por PartcuIas Discontinuidades en Examinacin por PartcuIas
Magnticas y Lquidos Penetrantes Magnticas y Lquidos Penetrantes. .
Las indicaciones producidas por estos ensayos no son Las indicaciones producidas por estos ensayos no son
necesariamente siempre defectos. necesariamente siempre defectos.
Las variaciones magnticas y metalrgicas en un caso y las Las variaciones magnticas y metalrgicas en un caso y las
marcas de mecanizado entre otras y la condicin superficial en e marcas de mecanizado entre otras y la condicin superficial en el l
otro, pueden producir indicaciones que son similares a aqullas otro, pueden producir indicaciones que son similares a aqullas
producidas por las discontinuidades pero que no son relevantes producidas por las discontinuidades pero que no son relevantes
para la aceptabilidad. para la aceptabilidad.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 3*.4),,56*789
Ing. Ruben E Rollino: rrollinoyahoo.com , rollinorasme.org
9
ng. Ruben E Rollino ng. Ruben E Rollino 17 17
Indicaciones reIevantes y no reIevantes Indicaciones reIevantes y no reIevantes
Cualquier indicacin con una dimensin mxima de 1/16 de pulgada Cualquier indicacin con una dimensin mxima de 1/16 de pulgada
(2 (2 mm mm) o menos ser clasificada como no relevante. ) o menos ser clasificada como no relevante.
Cualquier indicacin mayor se considerar como relevante Cualquier indicacin mayor se considerar como relevante a menos a menos
que que sea reexaminado por partcula magntica u otro END y se sea reexaminado por partcula magntica u otro END y se
determine si es una discontinuidad real. determine si es una discontinuidad real.
Las indicaciones relevantes son aqullas causadas por Las indicaciones relevantes son aqullas causadas por
discontinuidades. discontinuidades.
Indicaciones lineales Indicaciones lineales son aqullas en los cuales la longitud es ms de son aqullas en los cuales la longitud es ms de
tres veces el ancho. tres veces el ancho.
Las indicaciones redondeadas Las indicaciones redondeadas son aqullas en las cuales su longitud son aqullas en las cuales su longitud
es menor a tres veces el ancho. es menor a tres veces el ancho.
ng. Ruben E Rollino ng. Ruben E Rollino 18 18
Criterios de Aceptacin. Criterios de Aceptacin.
Las indicaciones relevantes sern inaceptables cuando Las indicaciones relevantes sern inaceptables cuando
a. ndicaciones Lineales evaluadas como grietas de crter o grie a. ndicaciones Lineales evaluadas como grietas de crter o grietas de tas de
estrella exceden 5/32 de pulgada estrella exceden 5/32 de pulgada (4 (4 mm mm) en longitud ) en longitud
b. Las indicaciones lineales se evalan como otro tipo de fisura b. Las indicaciones lineales se evalan como otro tipo de fisura. .
c. Las indicaciones lineales se evalan como F y exceden 1 pulg c. Las indicaciones lineales se evalan como F y exceden 1 pulgada ada
(25.4 (25.4 mm mm) en longitud total en 12 pulgadas (304.8 ) en longitud total en 12 pulgadas (304.8 - - mm mm) u 8% de ) u 8% de
longitud de soldadura. longitud de soldadura.
ndicaciones redondeadas se evalan igual que lo indicado para ndicaciones redondeadas se evalan igual que lo indicado para
radiografa. La mxima dimensin de la indicacin es considerad radiografa. La mxima dimensin de la indicacin es considerado o
como su tamao. como su tamao.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 3*.4),,56*789
Ing. Ruben E Rollino: rrollinoyahoo.com , rollinorasme.org
10
ng. Ruben E Rollino ng. Ruben E Rollino 19 19
ENSAYO DE ULTRASONIDO ENSAYO DE ULTRASONIDO
Se consideran indicaciones lineales a aquellas que tienen su dim Se consideran indicaciones lineales a aquellas que tienen su dimensin ensin
en el sentido del largo de la soldadura mayor que en el sentido en el sentido del largo de la soldadura mayor que en el sentido
transversal . transversal .
Se consideran indicaciones transversales a aquellas que tienen s Se consideran indicaciones transversales a aquellas que tienen su u
dimensin en el sentido transversal a la soldadura mayor en el s dimensin en el sentido transversal a la soldadura mayor en el sentido entido
longitudinal. longitudinal.
ndicaciones volumtricas se definen por sus tres dimensiones. ndicaciones volumtricas se definen por sus tres dimensiones.
Todas las indicaciones que producen una respuesta mayor al nivel Todas las indicaciones que producen una respuesta mayor al nivel
indicado en la descripcin del procedimiento que se utiliza ref indicado en la descripcin del procedimiento que se utiliza referencia erencia
debern ser evaluadas y rechazadas si superan las dimensiones debern ser evaluadas y rechazadas si superan las dimensiones
indicadas en los criterios de aceptacin aplicables para este en indicadas en los criterios de aceptacin aplicables para este ensayo y sayo y
que se describen el punto 9.6.2 de AP 1104. que se describen el punto 9.6.2 de AP 1104.
ng. Ruben E Rollino ng. Ruben E Rollino 20 20
Normas de Aceptacin VisuaIes para Socavado Normas de Aceptacin VisuaIes para Socavado
El socavado se define como una ranura fundida en el metal base El socavado se define como una ranura fundida en el metal base
adyacente a la cara o a la raz de la soldadura y dejado sin r adyacente a la cara o a la raz de la soldadura y dejado sin rellenar por ellenar por
de metal de soldadura. de metal de soldadura.
El socavado adyacente a la cara (EU) o paso de raz (U) ser El socavado adyacente a la cara (EU) o paso de raz (U) ser
inaceptable cuando cualquiera de las de la siguiente tabla exi inaceptable cuando cualquiera de las de la siguiente tabla exista: sta:
Cuando se tengan dimensiones obtenidas por medios mecanicos v vi Cuando se tengan dimensiones obtenidas por medios mecanicos v visuales v suales v
radiograficos las obtenidas por medios mecanicos deben prevalece radiograficos las obtenidas por medios mecanicos deben prevalecer r. .
AceptabIe sin hacer
caso a su Iongitud
< 1/50 (0.4 miImetros) o 6% de espesor de
pared de tubera,
2 puIgadas (50.8 mm)
en 12 in o 25% de Ia
soIdadura (lo <)
> 1/50 puIgadas (0.4 miImetros) o 6% a12.5%
deI espesor de pared de tubera, (lo <)
No aceptable > 1/32 pulgadas (0.79 milmetros) o > 12.5 del
espesor de pared de tubera, (lo <)
Longitud Profundidad
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 3*.4),,56*789
Ing. Ruben E Rollino: rrollinoyahoo.com , rollinorasme.org
11
ng. Ruben E Rollino ng. Ruben E Rollino 21 21
Nota Nota
DISCONTINUIDADES EN TUBERIAS O ACCESORIOS DISCONTINUIDADES EN TUBERIAS O ACCESORIOS
Las discontinuidades descubiertas en soldaduras Las discontinuidades descubiertas en soldaduras
longitudinales de accesorios de tubera, y otras longitudinales de accesorios de tubera, y otras
discontinuidades en la tubera o en los accesorios discontinuidades en la tubera o en los accesorios
descubiertos por END deben informarse a la compaa. Su descubiertos por END deben informarse a la compaa. Su
disposicin para reparacin o remocin ser como sea disposicin para reparacin o remocin ser como sea
dictado por la compaa. dictado por la compaa.
ng. Ruben E Rollino ng. Ruben E Rollino 22 22
Procedimientos de END Procedimientos de END
Los procedimientos de END son descriptos en la parte 11 Los procedimientos de END son descriptos en la parte 11
de AP 1104. de AP 1104.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-". 1%'-) 2 3*.4),,56*789
Ing. Ruben E Rollino: rrollinoyahoo.com , rollinorasme.org
12
ng. Ruben E Rollino ng. Ruben E Rollino 23 23
Reparacin Reparacin
Defectos diferentes a Grietas Defectos diferentes a Grietas realizadas en el pase/ pasada Iinal pueden repararse realizadas en el pase/ pasada Iinal pueden repararse
sin previa autorizacion de la compaia. sin previa autorizacion de la compaia.
DeIectos en la DeIectos en la raiz raiz y relleno requieren la autorizacion de la compaia. y relleno requieren la autorizacion de la compaia.
Para reparaciones en un area reparada anteriormente, se usara un Para reparaciones en un area reparada anteriormente, se usara un procedimiento procedimiento
similar al de reparacion de grietas. similar al de reparacion de grietas.
La areas reparadas deben ser ensayadas por radiograIia o el mism La areas reparadas deben ser ensayadas por radiograIia o el mismo metodo con que o metodo con que
se descubrio el deIecto. se descubrio el deIecto.
Soldaduras con grietas no aceptables Soldaduras con grietas no aceptables deben eliminarse a menos que su reparacion deben eliminarse a menos que su reparacion
sea aprobada por la compaia. Pueden repararse grietas si: sea aprobada por la compaia. Pueden repararse grietas si:
a. Longitud a 8 de la longitud de la soldadura. a. Longitud a 8 de la longitud de la soldadura.
b. Se cuenta con procedimiento de reparacion que incluya: b. Se cuenta con procedimiento de reparacion que incluya:
c. El metodo de exploracion del deIecto y su eliminacion esta ap c. El metodo de exploracion del deIecto y su eliminacion esta aprobado. robado.
Examinacion de la excavacion para conIirmar eliminacion del deIe Examinacion de la excavacion para conIirmar eliminacion del deIecto. cto.
3. Requerimientos de precalentamiento y temperatura 3. Requerimientos de precalentamiento y temperatura entrepasadas entrepasadas. .
4. El procedimiento de soldadura y tipo de electrodos. 4. El procedimiento de soldadura y tipo de electrodos.
5. Requisitos de END entre pasadas si es requerido. 5. Requisitos de END entre pasadas si es requerido.
6. Los requisitos para el post tratamiento termico. 6. Los requisitos para el post tratamiento termico.
c. La reparacion es supervisada por personal experimentado. c. La reparacion es supervisada por personal experimentado.
d. La soldadura es hecha por un soldador caliIicado. d. La soldadura es hecha por un soldador caliIicado.
e. La reparacion es examinada por el mismo metodo que la detecto e. La reparacion es examinada por el mismo metodo que la detecto. .
ng. Ruben E Rollino ng. Ruben E Rollino 24 24
SoIdadura Automtica sin MateriaI de Aporte. SoIdadura Automtica sin MateriaI de Aporte.
La parte 13 de AP 1104 contiene los requerimientos La parte 13 de AP 1104 contiene los requerimientos
aplicables a soldadura automtica sin material de aplicables a soldadura automtica sin material de
aporte. aporte.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".12%'-) 34 !"#$%$&'%. )* .)'56,6" 78
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
1
ng. Ruben E Rollino ng. Ruben E Rollino 1 1
SoIdaduras en Servicio SoIdaduras en Servicio
El Apndice B da los requerimientos aplicables a soldaduras en El Apndice B da los requerimientos aplicables a soldaduras en
servicio servicio
Aplicable a reparaciones, construccin de derivaciones, Aplicable a reparaciones, construccin de derivaciones,
encamisado, etc. encamisado, etc.
Que se considera en servicio? Lneas que contienen petrleo Que se considera en servicio? Lneas que contienen petrleo
crudo , productos de petrleo y gases combustibles que pueden crudo , productos de petrleo y gases combustibles que pueden
estar con presin y/o circulando. estar con presin y/o circulando.
AP RP 2200 contiene requerimientos aplicables a reparacin de AP RP 2200 contiene requerimientos aplicables a reparacin de
lneas cubiertas por ASME B31.4 lneas cubiertas por ASME B31.4
AP RP 2201 contiene requerimientos aplicables a la ejecucin de AP RP 2201 contiene requerimientos aplicables a la ejecucin de
hot hot taps taps
ng. Ruben E Rollino ng. Ruben E Rollino 2 2
Precauciones Precauciones
La problemtica principal de las soldaduras en servicio es: La problemtica principal de las soldaduras en servicio es:
No penetrar el tubo principal. No penetrar el tubo principal.
Fisuracin por Hidrogeno Fisuracin por Hidrogeno
Para las soldaduras de filete sobre el tubo principal, aplican l Para las soldaduras de filete sobre el tubo principal, aplican los os
requerimientos dados en el cuerpo principal de la norma, excepto requerimientos dados en el cuerpo principal de la norma, excepto en lo en lo
que se modifique en los requerimientos adicionales alternativos que se modifique en los requerimientos adicionales alternativos
especificados en el apndice B especificados en el apndice B
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".12%'-) 34 !"#$%$&'%. )* .)'56,6" 78
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
2
ng. Ruben E Rollino ng. Ruben E Rollino 3 3
Perforar Perforar
De acuerdo a API 1104 es improbable perIorar el tubo si existe u De acuerdo a API 1104 es improbable perIorar el tubo si existe un espesor de n espesor de
pared de al menos 0.250 in. (6.4 pared de al menos 0.250 in. (6.4 mm mm) o mayor y se utilizan electrodos de bajo ) o mayor y se utilizan electrodos de bajo
hidrogeno (EXX18 tipo) y practicas normales de soldadura. hidrogeno (EXX18 tipo) y practicas normales de soldadura.
Soldar espesores menores puede ser rutina para algunas Soldar espesores menores puede ser rutina para algunas compaias compaias pero pero
requiere precauciones tales como limitar el aporte termico. requiere precauciones tales como limitar el aporte termico.
La aplicacion exitosa de soldadura en servicio requiere lograr u La aplicacion exitosa de soldadura en servicio requiere lograr un equilibrio n equilibrio
entre seguridad y prevenir propiedades de material insatisIactor entre seguridad y prevenir propiedades de material insatisIactoria. ia.
Por ejemplo soldar un tubo con menor espesor que el indicado pue Por ejemplo soldar un tubo con menor espesor que el indicado puede requerir de requerir
reducir el calor aportado para evitar perIorar, pero un bajo cal reducir el calor aportado para evitar perIorar, pero un bajo calor aportado or aportado
puede producir una velocidad de enIriamiento excesiva que aument puede producir una velocidad de enIriamiento excesiva que aumente el riesgo e el riesgo
de Iisuracion por H de Iisuracion por H! !. .
ASME B31.8 recomienda espesores minimos en Iuncion del caudal y ASME B31.8 recomienda espesores minimos en Iuncion del caudal y presion presion
de gas. de gas.
API RP 2200 y 2201 tambien contiene recomendaciones para hot API RP 2200 y 2201 tambien contiene recomendaciones para hot taps taps y y
reparaciones reparaciones
Calor Aportado (kJ/in) = A*V*60/velocidad;(in/min)
ng. Ruben E Rollino ng. Ruben E Rollino 4 4
Fisuracin por Hidrgeno Fisuracin por Hidrgeno
Para que la fisuracin por Hidrgeno ocurra tres condiciones deb Para que la fisuracin por Hidrgeno ocurra tres condiciones deben en
darse darse simultaneamente simultaneamente: :
Hidrgeno en soldadura Hidrgeno en soldadura
Microestructura Microestructura susceptible susceptible
Tensin en soldadura Tensin en soldadura
Para prevenir la ocurrencia de fisuracin por hidrgeno, hay que Para prevenir la ocurrencia de fisuracin por hidrgeno, hay que
minimizar o eliminar al menos una de las tres causas. minimizar o eliminar al menos una de las tres causas.
Se han realizado exitosamente soldaduras sobre lneas en servici Se han realizado exitosamente soldaduras sobre lneas en servicio, o,
utilizando electrodos de bajo hidrgeno o procesos de bajo hidr utilizando electrodos de bajo hidrgeno o procesos de bajo hidrgeno. geno.
Los procedimientos ms comunes utilizan suficiente aporte trmic Los procedimientos ms comunes utilizan suficiente aporte trmico o
como para superar los efectos de enfriamiento del flujo del flui como para superar los efectos de enfriamiento del flujo del fluido. do.
Precalentamiento cuando es aplicable y el uso de pase de revenid Precalentamiento cuando es aplicable y el uso de pase de revenido o
tambin pueden ser tiles para reducir el riesgo de fisuracin p tambin pueden ser tiles para reducir el riesgo de fisuracin por or
hidrgeno. hidrgeno.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".12%'-) 34 !"#$%$&'%. )* .)'56,6" 78
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
3
ng. Ruben E Rollino ng. Ruben E Rollino 5 5
CaIificacin de procedimiento CaIificacin de procedimiento
Los requerimientos dados para especificacin y calificacin de p Los requerimientos dados para especificacin y calificacin de procedimiento de rocedimiento de
soldadura son vlidos excepto en lo modificado por el apndice B soldadura son vlidos excepto en lo modificado por el apndice B
Especificacin de procedimiento de soIdadura. Identificar: Especificacin de procedimiento de soIdadura. Identificar:
Material Material base base : Carbono equivalente al que aplica. Ceq. Puede ser : Carbono equivalente al que aplica. Ceq. Puede ser
grupado. (adicional a identificacin de la Fluencia mnima espec grupado. (adicional a identificacin de la Fluencia mnima especificada) ificada)
Condiciones Condiciones de de operacin: (Fluido, caudal, etc) operacin: (Fluido, caudal, etc)
Calor aportado (kJ/in) = V*A*60/Velocidad de sold x 1000 Calor aportado (kJ/in) = V*A*60/Velocidad de sold x 1000
Secuencia Secuencia ( (revenido): Para procedimientos entendidos para superar el revenido): Para procedimientos entendidos para superar el
efecto de enfriamiento del fluido identificar la secuencia de de efecto de enfriamiento del fluido identificar la secuencia de deposicin posicin
requerida. requerida.
ng. Ruben E Rollino ng. Ruben E Rollino 6 6
Variables esenciales Variables esenciales
Fluencia: Fluencia: No es variable esencial No es variable esencial
Espesor Espesor no es una variable esencial no es una variable esencial
Condiciones Condiciones de operacin de operacin (> velocidad de (> velocidad de enfriamiento) enfriamiento)
Secuencia Secuencia. . (Con revenido a sin revenido) (Con revenido a sin revenido)
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".12%'-) 34 !"#$%$&'%. )* .)'56,6" 78
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
4
ng. Ruben E Rollino ng. Ruben E Rollino 7 7
Pasada de revenido: Pasada de revenido: (Derivacin y camisa) (Derivacin y camisa)
ng. Ruben E Rollino ng. Ruben E Rollino 8 8
SoIdadura de prueba: SoIdadura de prueba:
Los requerimientos de 5.7 son Los requerimientos de 5.7 son
apropiados para soldadura en apropiados para soldadura en
servicio de derivaciones y camisas. servicio de derivaciones y camisas.
Las condiciones de operacin en lo Las condiciones de operacin en lo
referido a la remocin de calor referido a la remocin de calor
(velocidad de enfriamiento) deben (velocidad de enfriamiento) deben
simularse cuando se realiza la simularse cuando se realiza la
soldadura de prueba. soldadura de prueba.
La calificacin de soldadores, La calificacin de soldadores,
tambin debe incluir las dificulades tambin debe incluir las dificulades
que se encontrarn para mantener la que se encontrarn para mantener la
tmeperatura durante la soldadura y la tmeperatura durante la soldadura y la
secuencia a aplicar. secuencia a aplicar.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".12%'-) 34 !"#$%$&'%. )* .)'56,6" 78
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
5
ng. Ruben E Rollino ng. Ruben E Rollino 9 9
Los requerimientos Los requerimientos
dados en 5.8 son dados en 5.8 son
apropiados para estas apropiados para estas
soIdaduras, excepto soIdaduras, excepto
que Las probetas que Las probetas
deben extraerse de deben extraerse de
acuerdo a Io mostrado acuerdo a Io mostrado
en figura B en figura B- -3 Ia 3 Ia
cantidad mnima es Ia cantidad mnima es Ia
indicada en tabIa B indicada en tabIa B- -1. 1.
La soIdadura La soIdadura
IongitudinaI de Ia IongitudinaI de Ia
camisa debe ensayarse camisa debe ensayarse
de acuerdo a 5.6. de acuerdo a 5.6.
RespaIdo debe RespaIdo debe
eIiminarse y Ia probeta eIiminarse y Ia probeta
puede enderezarse a puede enderezarse a t t
ambiente. ambiente.
ng. Ruben E Rollino ng. Ruben E Rollino 10 10
Tipo y cantidad de probetas de ensayo Tipo y cantidad de probetas de ensayo
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".12%'-) 34 !"#$%$&'%. )* .)'56,6" 78
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
6
ng. Ruben E Rollino ng. Ruben E Rollino 11 11
Macro Macro
Macro: (Figura B Macro: (Figura B- -4) debe ser inspecionada visualmete con luz suficiente para rev 4) debe ser inspecionada visualmete con luz suficiente para revelear el elear el
estado de la soldadura (dispositivos pticos o liquidos penetran estado de la soldadura (dispositivos pticos o liquidos penetrantes no son necesarios). tes no son necesarios).
Requerimientos: Fusin completa en raiz y libre de fisuracin. C Requerimientos: Fusin completa en raiz y libre de fisuracin. Catetos de los filetes atetos de los filetes
deben tener al menos la dimensin especificada en la calificaci deben tener al menos la dimensin especificada en la calificacin de procedimiento y la n de procedimiento y la
concavidad o convexidad no debera superar 1/16 in (1,6mm) y la concavidad o convexidad no debera superar 1/16 in (1,6mm) y la profundidad de profundidad de
socavaduras no debera superar 1/32in (0,8mm) socavaduras no debera superar 1/32in (0,8mm)
Control de dureza segn ASTM E 92, en dos de las cuatro macro. 5 Control de dureza segn ASTM E 92, en dos de las cuatro macro. 5 indentaciones en indentaciones en
zona de grano grueso de la ZAC. Requerimiento: Max. 350 HV10. zona de grano grueso de la ZAC. Requerimiento: Max. 350 HV10.
ng. Ruben E Rollino ng. Ruben E Rollino 12 12
PIegado de Cara: Derivacin y Camisa PIegado de Cara: Derivacin y Camisa
No debe ensayarse hasta 24 horas despues de la soldadura. No debe ensayarse hasta 24 horas despues de la soldadura.
La soldadura debe eliminarse hasta que quede a ras del tubo prin La soldadura debe eliminarse hasta que quede a ras del tubo principal. cipal.
Socavaduras no deben eliminarse. Socavaduras no deben eliminarse.
Luego del doblado no deben existir grietas de longitud mayor a 1 Luego del doblado no deben existir grietas de longitud mayor a 1/8in (3mm) /8in (3mm)
o medio espesor de pared nominal (lo <) en la zona de soldadura o medio espesor de pared nominal (lo <) en la zona de soldadura y ZAC. y ZAC.
Las grietas originadas en los exteremos de la probeta y no super Las grietas originadas en los exteremos de la probeta y no superen 1/4in en 1/4in
(6mm) no se consideran a menos que existan evidencias de imperfe (6mm) no se consideran a menos que existan evidencias de imperfecciones cciones
en la soldadura. en la soldadura.
!"#$%& ()*
+,-#&./ 0&%&
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".12%'-) 34 !"#$%$&'%. )* .)'56,6" 78
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
7
ng. Ruben E Rollino ng. Ruben E Rollino 13 13
CaIificacin de soIdadores CaIificacin de soIdadores
Calificacin para aplicar el procedimiento especifico utilizado, Calificacin para aplicar el procedimiento especifico utilizado, de de
acuerdo a los requerimientos de 6.2 y lo modificado en los acuerdo a los requerimientos de 6.2 y lo modificado en los
requerimientos adicionales alternativos del apndice B. requerimientos adicionales alternativos del apndice B.
Dimetros calificados y variables: Dimetros calificados y variables:
! ! Soldadura de prueba ejecutada en dimetro < 12,75in Soldadura de prueba ejecutada en dimetro < 12,75in
(323.9mm): Califica para todos los dimetros (323.9mm): Califica para todos los dimetros < < al de la prueba. al de la prueba.
! ! Soldadura de prueba ejecutada en dimetro Soldadura de prueba ejecutada en dimetro > > 12,75in (323.9mm): 12,75in (323.9mm):
Califica para todos los dimetros. Califica para todos los dimetros.
! ! Un soldador con calificacin mltiple y adems una calificacin Un soldador con calificacin mltiple y adems una calificacin
para soldaduras en servicio de acuerdo a B para soldaduras en servicio de acuerdo a B- -3 esta calificado para 3 esta calificado para
soldaduras en servicios en todas las posiciones, todos los soldaduras en servicios en todas las posiciones, todos los
dimetros y todos los espesores dentro de los lmites de variabl dimetros y todos los espesores dentro de los lmites de variables es
indicados en 6.3. indicados en 6.3.
ng. Ruben E Rollino ng. Ruben E Rollino 14 14
SoIdadura de Prueba SoIdadura de Prueba
Las condiciones de servicio referidas a la remocin de calor por Las condiciones de servicio referidas a la remocin de calor por parte parte
del fluido deben ser simuladas durante la soldadura de prueba. del fluido deben ser simuladas durante la soldadura de prueba.
Ademas de la ejecucin de la soldadura para ensayos destructivos Ademas de la ejecucin de la soldadura para ensayos destructivos
segn B.3.2, el soldador debera mostrar habilidad para cumplir segn B.3.2, el soldador debera mostrar habilidad para cumplir con los con los
aspectos del procedimientos dirigidos a evitar la formacin de aspectos del procedimientos dirigidos a evitar la formacin de
microestructuras susceptibles al agrietamiento y evitar perforar microestructuras susceptibles al agrietamiento y evitar perforar el tubo. el tubo.
Para procedimientos con control de calor aportado el soldador de Para procedimientos con control de calor aportado el soldador debe ser be ser
capaz de demostrar que puede mantener el calor aportado dentro d capaz de demostrar que puede mantener el calor aportado dentro del el
rango especificado. rango especificado.
Para procedimientos con secuencia de revenido, tiene que ser cap Para procedimientos con secuencia de revenido, tiene que ser capaz az
de demostrar habilidad para realizar los pases de revenido dentr de demostrar habilidad para realizar los pases de revenido dentro de o de
las tolerancias especificadas. las tolerancias especificadas.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".12%'-) 34 !"#$%$&'%. )* .)'56,6" 78
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
8
ng. Ruben E Rollino ng. Ruben E Rollino 15 15
SoIdador SoIdador- - en servicio en servicio
Tipo Tipo y cantidad de probetas de ensayo y cantidad de probetas de ensayo
Ensayos: de acuerdo a 6.4 y 6.5 (No por RX) y longitudinal segn Ensayos: de acuerdo a 6.4 y 6.5 (No por RX) y longitudinal segn tabla tabla
B B- -2 2
Para juntas a tope la cantidad de ensayos minimos es la indicada Para juntas a tope la cantidad de ensayos minimos es la indicada en la en la
tabla B tabla B- -2 2
Registros: las condiciones de operacin para el cual el soldador Registros: las condiciones de operacin para el cual el soldador est est
calificado debn ser identificadas. Pueden ser agrupadas. calificado debn ser identificadas. Pueden ser agrupadas.
ng. Ruben E Rollino ng. Ruben E Rollino 16 16
Prcticas sugeridas para soIdaduras en Prcticas sugeridas para soIdaduras en
servicio. servicio.
Los requerimientos de la seccin 7 aplican salvo en lo modifico Los requerimientos de la seccin 7 aplican salvo en lo modifico por los por los
requerimientos adicionales alternativos del apndice B. requerimientos adicionales alternativos del apndice B.
Antes de realizar soldaduras en servicio, el soldador debera c Antes de realizar soldaduras en servicio, el soldador debera considerar onsiderar
los aspectos de seguridad. (Presin, caudal, espesores en el re los aspectos de seguridad. (Presin, caudal, espesores en el rea a a a
soldar) soldar)
Las reas a ser soldadas deben inspecionarse para asegurar que n Las reas a ser soldadas deben inspecionarse para asegurar que no o
existen imperfecciones que puedan afectar los trabajos y que el existen imperfecciones que puedan afectar los trabajos y que el espesor espesor
es adecuado. es adecuado.
Los soldadores deben estar familiarizados con las precauciones d Los soldadores deben estar familiarizados con las precauciones de e
seguridad aplicables a lneas en servicio con hidrocarburos y ga seguridad aplicables a lneas en servicio con hidrocarburos y gases ses
combustibles. AP RP 2201 contiene guias adicionales. combustibles. AP RP 2201 contiene guias adicionales.
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".12%'-) 34 !"#$%$&'%. )* .)'56,6" 78
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
9
ng. Ruben E Rollino ng. Ruben E Rollino 17 17
AIineacin, Fijacin y Secuencia AIineacin, Fijacin y Secuencia
Camisas y Anillos de refuerzo: Camisas y Anillos de refuerzo:
! La luz (gap) entre camisa o anillo de refuerzo y el tubo principal no debe
ser excesiva. Pueden utilizarse dispositivos de presentacin.
! Puede depositarse soldadura sobre el tubo principal para disminuirla.
Soldaduras longitudinales. Soldaduras longitudinales.
! Si requieren penetracin total la abertura de raiz debe ser suficiente
! Puede utilizarse un respaldo para evitar la penetracin de la soldadura en
el tubo principal.
! Esta penetracin no es deseada, debido a que pueden desarrollarse
fisuras por los esfuerzos existentes en el tubo principal
Secuencia: Secuencia:
! Secuencias sugeridas se muestran en figuras B-6 a B-11.
! Para camisas que requieren filete circunferencial, debe ejecutarse primero
la junta longitudinal.
! La junta circunferencial de un extremo de la camisa debe completarse
antes de iniciar la del otro extremo.
! Para otr tipos de accesorios hay que utilizar secuencias que minimizen los
esfuerzos residuales.
ng. Ruben E Rollino ng. Ruben E Rollino 18 18
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".12%'-) 34 !"#$%$&'%. )* .)'56,6" 78
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
10
ng. Ruben E Rollino ng. Ruben E Rollino 19 19
ng. Ruben E Rollino ng. Ruben E Rollino 20 20
!"#$%$&'% )* +#)"$&,-". / 0%."$&,-".12%'-) 34 !"#$%$&'%. )* .)'56,6" 78
Ing. Ruben E Rollino: rrollinoyahoo.com ; rollinorasme.org
11
ng. Ruben E Rollino ng. Ruben E Rollino 21 21
Inspeccin y Ensayo Inspeccin y Ensayo
Requerimientos de inspeccin y ensayos indicados en seccin 8, tambin
aplican a soldaduras de lneas en servicio, con algunas modificaciones.
Las soldaduras en contacto con el tubo principal son susceptibles a fisuracin
bajo la pasada o fisuracin por hidrgeno retardada.
El mtodo de examinacin debe ser capaz de detectar este tipo de
imperfecciones.
Partculas magnticas y ultrasonido o una combinacin de ambos son
mtodos adecuados.
Para la determinacin del tiempo que debe transcurrir entre la soldadura y el
ensayo para la deteccin de fisuracin por hidrgeno, debe considerarse la
dependencia del tiempo de este tipo de fisuracin.
A mayor tiempo menor probabilidad de ocurrencia de fisuras posteriores a la
examinacin.
La probabilidad de la ocurrencia de fisuracin y la importancia del tiempo de
demora para la examinacin pueden minimizarse aplicando un procedimiento
de soldadura conservativo.
Criterios de aceptacin: Aplica la seccin 9.
Remocin de defectos y reparacin: Aplica seccin 10. Debe considerarse el
espesor minimo en funcin de las condiciones de operacin.
You might also like
- PASAJE PIG Placa CalibradoraDocument1 pagePASAJE PIG Placa CalibradoraFederico FunesNo ratings yet
- Curso tuberías plantas procesoDocument53 pagesCurso tuberías plantas procesoTeodoro HernandezNo ratings yet
- Doblado de Tubería Según ASME B31.4Document2 pagesDoblado de Tubería Según ASME B31.4Juan Villavicencio67% (3)
- Soldadura Gasoductos API 1104 - AsmeDocument80 pagesSoldadura Gasoductos API 1104 - Asmextevemo100% (2)
- Soldadura en Oleoductos y Gasoductos-API 1104 RollinoDocument80 pagesSoldadura en Oleoductos y Gasoductos-API 1104 RollinoDanny Joel Benites Rojas100% (1)
- Astm A234Document8 pagesAstm A234JavierSeiman0% (1)
- Venteos y drenajes pruebas hidrostáticasDocument1 pageVenteos y drenajes pruebas hidrostáticasALAAN89100% (1)
- Tuberia para Transporte de Hidrocarburos AmargosDocument22 pagesTuberia para Transporte de Hidrocarburos AmargosPedro Morales HernandezNo ratings yet
- Clinica de Codigo API 1104Document2 pagesClinica de Codigo API 1104Eduardo Jimenez100% (1)
- API 1104 Pres Espaol 2002Document79 pagesAPI 1104 Pres Espaol 2002Wilson GuevaraNo ratings yet
- 2020 B31.3 - Fabricacion PDFDocument30 pages2020 B31.3 - Fabricacion PDFNickyNolivosNo ratings yet
- Planilla Calificacion SoldadorDocument1 pagePlanilla Calificacion SoldadorCaro ReinosoNo ratings yet
- Calificación de WPS y Calificación de Soldadores ASME Sec IXDocument40 pagesCalificación de WPS y Calificación de Soldadores ASME Sec IXruddy100% (1)
- Tuberías API 5LDocument21 pagesTuberías API 5LNestor MedinaNo ratings yet
- Curso Código Asme b31.4Document1 pageCurso Código Asme b31.4César Augusto Quiroga Montenegro100% (1)
- Evaluación de La CorrosiónDocument16 pagesEvaluación de La Corrosiónluis_d_mNo ratings yet
- Ejercicios API 1104Document13 pagesEjercicios API 1104jhgjhgjhgjNo ratings yet
- Normas ANSI B16 para Las Tolerancias de EspesoDocument7 pagesNormas ANSI B16 para Las Tolerancias de EspesoPedraza Raul JoseNo ratings yet
- GasoductosDocument14 pagesGasoductosEdwin Gutierrez LunaNo ratings yet
- Medición Gas Natural Caja OrificioDocument11 pagesMedición Gas Natural Caja OrificioSarelys ZavalaNo ratings yet
- API 1104 Con Edición 2013Document33 pagesAPI 1104 Con Edición 2013Charly994No ratings yet
- Tesis de Calificacion de Soldadores PDFDocument203 pagesTesis de Calificacion de Soldadores PDFJorge Enrique Montes CabreraNo ratings yet
- Códigos de construcción ASME B31.3Document65 pagesCódigos de construcción ASME B31.3MarceloTocco100% (1)
- Tuberías PittingDocument14 pagesTuberías PittingErick Raimondeau PNo ratings yet
- Pruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFDocument43 pagesPruebas No Destructivas y Criterios de Aceptacion - API 1104 PDFlast1973No ratings yet
- Tanque Esferico Proyecto REPLICADocument101 pagesTanque Esferico Proyecto REPLICAClaudio Coria100% (2)
- Sistema de Optimizacion de Transporte de FluidosDocument37 pagesSistema de Optimizacion de Transporte de Fluidosdarcychaucca100% (2)
- WPS AsmeDocument7 pagesWPS AsmeCelso Sanabria100% (1)
- Presentacion API 1104Document104 pagesPresentacion API 1104JoseCordova0% (1)
- Consideraciones Sobre El HOT-TAPDocument43 pagesConsideraciones Sobre El HOT-TAPperfiles12100% (3)
- Reglamento técnico para el transporte de hidrocarburos líquidos por cañeríasDocument104 pagesReglamento técnico para el transporte de hidrocarburos líquidos por cañeríasmarconavarrocgenaNo ratings yet
- Registro de Inspeccion de Doblado de TuberiaDocument2 pagesRegistro de Inspeccion de Doblado de TuberiaMarcos Antonio Rosas CordovaNo ratings yet
- Examen de Soldadura Mig MagDocument1 pageExamen de Soldadura Mig MagJESUS MANUEL POLO FERNANDEZNo ratings yet
- Codigo Asme Seccion IxDocument53 pagesCodigo Asme Seccion IxGer Di Ciccio100% (2)
- Definición de WPS PQR y WPQDocument3 pagesDefinición de WPS PQR y WPQIvan PiandaNo ratings yet
- Niveles Inspector SoldaduraDocument22 pagesNiveles Inspector SoldaduraWilliam Berrospi Garcia100% (1)
- Enarsa-00-L-Et-0006 - 0 Doblado de CañeriasDocument6 pagesEnarsa-00-L-Et-0006 - 0 Doblado de CañeriasEl_Gasista100% (2)
- Procedim Iento Instalacion de Camisas Tipo B OsoDocument13 pagesProcedim Iento Instalacion de Camisas Tipo B OsoJorge Lenin Coral RoseroNo ratings yet
- Normas ASME para El Mantenimiento de GasoductosDocument3 pagesNormas ASME para El Mantenimiento de GasoductosGabriel VivenesNo ratings yet
- ASME SECCION IX Calificacion de Soldadura PDFDocument31 pagesASME SECCION IX Calificacion de Soldadura PDFFabrizio Andres Miranda LarenasNo ratings yet
- Mc214d - Inf. n7 SoldaduraDocument17 pagesMc214d - Inf. n7 SoldaduraKevin MirandaNo ratings yet
- OverlayDocument7 pagesOverlayMarco TorresNo ratings yet
- Construccion GasoductoDocument150 pagesConstruccion GasoductoSamuel Geronimo OrtizNo ratings yet
- Tuberías API 5L para transporte de petróleo y gasDocument14 pagesTuberías API 5L para transporte de petróleo y gasAlvaro JhovannyNo ratings yet
- Soldadura de oleoductos, gasoductos y tuberíasDocument80 pagesSoldadura de oleoductos, gasoductos y tuberíasAlan Rodrigo Miranda YaretaNo ratings yet
- Calificacion de SoldadoresDocument28 pagesCalificacion de SoldadoresDanny Astete Menes100% (1)
- Api 1104Document159 pagesApi 1104EduardoNo ratings yet
- Procedimiento de Alineación, Aplicacion de Soldadura y Montaje de Tuberia v1Document12 pagesProcedimiento de Alineación, Aplicacion de Soldadura y Montaje de Tuberia v1Marlon Humberto Navarro AltamarNo ratings yet
- Api 1104Document46 pagesApi 1104ramefNo ratings yet
- NormalizaciónDocument8 pagesNormalizaciónYeimy Katherine CasallasNo ratings yet
- Estandares de SoldaduraDocument4 pagesEstandares de Soldaduraheartblack7No ratings yet
- Linea de Tuberia para Derivación de PetroleoDocument15 pagesLinea de Tuberia para Derivación de PetroleoLuis Ramirez0% (1)
- Estandarizacion Acti 2Document4 pagesEstandarizacion Acti 2sebastian PeñalozaNo ratings yet
- Calificación procedimientos soldaduraDocument8 pagesCalificación procedimientos soldaduraHarold UrueñaNo ratings yet
- WPQ Wps SenatiDocument8 pagesWPQ Wps SenatianabelguadalupeNo ratings yet
- Control de Procesos de Soldadura en Construcciones IndustrialesDocument8 pagesControl de Procesos de Soldadura en Construcciones IndustrialesBorisNo ratings yet
- Calificación y homologación de soldadoresDocument114 pagesCalificación y homologación de soldadoresmanuel floresNo ratings yet
- Api 1104 - 2013 PDFDocument64 pagesApi 1104 - 2013 PDFPeter Pittman0% (1)
- Informe y Fortalezas Obtenidas en SoldaduraDocument10 pagesInforme y Fortalezas Obtenidas en SoldaduraRonal Calsina AlvarezNo ratings yet
- Procedimiento de SoldaduraDocument5 pagesProcedimiento de SoldaduraPer DCNo ratings yet
- GUIA - 11 Ambiental PDFDocument217 pagesGUIA - 11 Ambiental PDFDaniela MarinNo ratings yet
- Trabajo Final TransporteDocument3 pagesTrabajo Final TransporteDaniela MarinNo ratings yet
- Soldadura en Oleoductos y Gasoductos API 1104 Rollino 1Document80 pagesSoldadura en Oleoductos y Gasoductos API 1104 Rollino 1Daniela MarinNo ratings yet
- Lectura 4 2do CorteDocument9 pagesLectura 4 2do CorteDaniela MarinNo ratings yet
- Taller de Interes CompuestoDocument6 pagesTaller de Interes CompuestoDaniela MarinNo ratings yet
- Taller de Interes CompuestoDocument6 pagesTaller de Interes CompuestoDaniela MarinNo ratings yet
- 4 Oscilaciones Movimiento Amortiguado y ForzadoDocument18 pages4 Oscilaciones Movimiento Amortiguado y ForzadoRosmery Cristina Valeriano PozoNo ratings yet
- Índice: Práctica de Teoría Del Laminado Con ESACOMPDocument5 pagesÍndice: Práctica de Teoría Del Laminado Con ESACOMPIñaki Echeverria CarreroNo ratings yet
- Manual Del Estudiante. Módulo V. Laboratorista Químico - 101807 - 101921Document236 pagesManual Del Estudiante. Módulo V. Laboratorista Químico - 101807 - 101921Vanesa Rodriguez QuirozNo ratings yet
- Instructivo LTB Ago-Dic 2021 (22-1)Document67 pagesInstructivo LTB Ago-Dic 2021 (22-1)Sam MPNo ratings yet
- Materiales PiezoeléctricosDocument20 pagesMateriales PiezoeléctricosEnoc BarrigaNo ratings yet
- Enfoque Metodológico para Clasificar Ambientes Marino-Costeros. Aplicado Al Estado Sucre - Venezuela.Document18 pagesEnfoque Metodológico para Clasificar Ambientes Marino-Costeros. Aplicado Al Estado Sucre - Venezuela.Nélida Carolina Hernández VieraNo ratings yet
- Concreto Autocompactable Pruebas en Estado Fresco para El Diseño de Mezclas y La Verificación de La CalidDocument41 pagesConcreto Autocompactable Pruebas en Estado Fresco para El Diseño de Mezclas y La Verificación de La CalidDIRCEU FERNANDO BONILLA GODOY100% (1)
- Examen parcial de física de ondas de la Universidad EIADocument2 pagesExamen parcial de física de ondas de la Universidad EIAAlejo AbrilNo ratings yet
- Ejercicios 111Document3 pagesEjercicios 111Daynner Molina SuturyNo ratings yet
- Informe 9 Conservacion de EnergiaDocument5 pagesInforme 9 Conservacion de EnergiaRomy GarcíaNo ratings yet
- Estudio GeológicoDocument20 pagesEstudio GeológicoSheyla Iridian Cuadros PortugalNo ratings yet
- Practica 3Document15 pagesPractica 3VOLNEY HUMBERTONo ratings yet
- Desgaste 1Document5 pagesDesgaste 1jonathan arayaNo ratings yet
- Calor-TransferenciaDocument39 pagesCalor-TransferenciaSantiago Cardona ArroyaveNo ratings yet
- Fundamentos de Metrologia IndustrialDocument19 pagesFundamentos de Metrologia IndustrialClau Avendaño75% (4)
- Motores de CADocument16 pagesMotores de CASantiago CárdenasNo ratings yet
- INFORME 3 - Movimiento ParabólicoDocument13 pagesINFORME 3 - Movimiento ParabólicoÔger Ernesto D. Aguila SotoNo ratings yet
- Resumen Las 4 Leyesdel UniversoDocument6 pagesResumen Las 4 Leyesdel UniversoEFRAIN EDGARDO CORNEJO MARQUEZNo ratings yet
- PRÁCTICA Tris (Dialquilditiocarbamatos) de Bismuto (III)Document11 pagesPRÁCTICA Tris (Dialquilditiocarbamatos) de Bismuto (III)Oscar UrielNo ratings yet
- Conservación energía sistema masa movimientoDocument6 pagesConservación energía sistema masa movimientoEsteban RodriguezNo ratings yet
- Deber Presion y Fluidos OkDocument4 pagesDeber Presion y Fluidos OkQueli AleNo ratings yet
- Hidraulica Comp. 3Document16 pagesHidraulica Comp. 3gustavo torrucoNo ratings yet
- Ejercicios ReservoriosDocument9 pagesEjercicios ReservoriosEd Blady100% (1)
- Parcial InstrumentalDocument1 pageParcial InstrumentalMilton AparicioNo ratings yet
- Carpeta DinamicaDocument16 pagesCarpeta DinamicaGraciela CanoNo ratings yet
- Exposicion de Propiedades de MaterialesDocument58 pagesExposicion de Propiedades de MaterialesluisNo ratings yet
- TC Multicorte-BorradorDocument16 pagesTC Multicorte-BorradorDayanna NaranjoNo ratings yet
- Columnas CortasDocument33 pagesColumnas CortasKEVIN BENJAMIN JIMENEZ CARRANZANo ratings yet
- Instrumental de Temp Del Aire, Suelo y HumedadDocument21 pagesInstrumental de Temp Del Aire, Suelo y HumedadAlexis67% (3)
- Diseño de Pav. Por El Metodo ShellDocument38 pagesDiseño de Pav. Por El Metodo ShellMarcelo Cuentas MercadoNo ratings yet