You might also like
- A Statistical Assessment of Ductile Damage in 304L Stainless Steel Resolved Using X-Ray Computed TomographyDocument13 pagesA Statistical Assessment of Ductile Damage in 304L Stainless Steel Resolved Using X-Ray Computed TomographyAna Paula FernandesNo ratings yet
- IIWCourseNotes NDE 2002Document15 pagesIIWCourseNotes NDE 2002HabanitaConstantineFrancoNo ratings yet
- Micro CT of Ti Investment Casting For Aerospace +++ 1-s2.0-S2214657115000040-2015Document6 pagesMicro CT of Ti Investment Casting For Aerospace +++ 1-s2.0-S2214657115000040-2015ugo_rossiNo ratings yet
- 3d Laser Scanner ThesisDocument6 pages3d Laser Scanner Thesismitzilarrickakron100% (1)
- Characterising Voids in Fibre Composites with Micro-CTDocument6 pagesCharacterising Voids in Fibre Composites with Micro-CTabilio_j_vieiraNo ratings yet
- Gerbino2016_Article_OnTheInfluenceOfScanningFactorDocument13 pagesGerbino2016_Article_OnTheInfluenceOfScanningFactorShadi AtriNo ratings yet
- Comparison Corrosion Mapping Solutions Using Phased Array, Conventional UT and 3D ScannersDocument10 pagesComparison Corrosion Mapping Solutions Using Phased Array, Conventional UT and 3D ScannersSooraj RajanNo ratings yet
- Comparison Corrosion Mapping Solutions Using PDFDocument10 pagesComparison Corrosion Mapping Solutions Using PDFfabian barraganNo ratings yet
- Surface Roughness MeasurementDocument11 pagesSurface Roughness Measurement07Andhika IqbalNo ratings yet
- Spot WeldingDocument15 pagesSpot WeldingLívia RodriguesNo ratings yet
- Porosity Measurements and Analysis For Metal Additive Manufacturing Process ControlDocument35 pagesPorosity Measurements and Analysis For Metal Additive Manufacturing Process ControlĐặng HuyNo ratings yet
- CIE Lab of ConcreteDocument14 pagesCIE Lab of ConcreteMadhavi Latha KasulanatiNo ratings yet
- Non-Destructive Testing of Continuously Cast Billets by Means of The Laser Triangulation MethodDocument8 pagesNon-Destructive Testing of Continuously Cast Billets by Means of The Laser Triangulation MethodSyed HasniNo ratings yet
- Metal Surface Defect Detection Using Segmentation and Decision NetworksDocument9 pagesMetal Surface Defect Detection Using Segmentation and Decision NetworksIJRASETPublicationsNo ratings yet
- Direct Light ProjectionDocument4 pagesDirect Light ProjectionAdnan AhmadNo ratings yet
- Monitoring Crack Evolution in Concrete Using PhotogrammetryDocument6 pagesMonitoring Crack Evolution in Concrete Using PhotogrammetryviolettaNo ratings yet
- Maas-Hampel PERS2006 PDFDocument8 pagesMaas-Hampel PERS2006 PDFEdina ČišijaNo ratings yet
- Metal Inclusion Influence On Mechanical Behaviour of Plates Made of AralditeDocument11 pagesMetal Inclusion Influence On Mechanical Behaviour of Plates Made of AralditeSathish VidyutNo ratings yet
- Developments in The Built Environment: M. Khayatazad, L. de Pue, W. de WaeleDocument12 pagesDevelopments in The Built Environment: M. Khayatazad, L. de Pue, W. de Waelethomasie1No ratings yet
- PHD DissertationDocument227 pagesPHD DissertationGuilherme HoffmanNo ratings yet
- Automatic Crack Detection and Measurement Based On Image AnaDocument8 pagesAutomatic Crack Detection and Measurement Based On Image Anab3d.dharoharNo ratings yet
- Materials and DesignDocument13 pagesMaterials and DesignbobNo ratings yet
- Research PaperDocument10 pagesResearch PaperMalik ahxanNo ratings yet
- Research ArticleDocument13 pagesResearch ArticleMuflihMuhammadNo ratings yet
- A Review of Surface Deformation andDocument20 pagesA Review of Surface Deformation andShubham GuptaNo ratings yet
- Visualizing Potential Sink MarksDocument10 pagesVisualizing Potential Sink MarksSusil KumarNo ratings yet
- Recent Advancements in Additive Manufacturing Technologies For Porous Material Applications.Document23 pagesRecent Advancements in Additive Manufacturing Technologies For Porous Material Applications.Thành TânNo ratings yet
- 2006 Maas-Hampel PERS2006Document7 pages2006 Maas-Hampel PERS2006RianiMuharomahNo ratings yet
- Polymers 11 00523Document11 pagesPolymers 11 00523Rogério JuniorNo ratings yet
- 3D Printing in Dentistry and Maxillofacial SurgeryDocument10 pages3D Printing in Dentistry and Maxillofacial SurgeryNatacha AlvesNo ratings yet
- Concrete Cracks Detection Based On Deep Learning Image ClassificationDocument6 pagesConcrete Cracks Detection Based On Deep Learning Image ClassificationEngSabbaghNo ratings yet
- Micromachines 13 00642 v2Document34 pagesMicromachines 13 00642 v2Gris CortezNo ratings yet
- IJERTV2IS1019Document6 pagesIJERTV2IS1019rumabiswas853No ratings yet
- SMM 0601005Document18 pagesSMM 0601005b.jagadeeshcvr.ac.in JagadeeshNo ratings yet
- Engineering Fracture Mechanics: S.C. Wu, T.Q. Xiao, P.J. WithersDocument30 pagesEngineering Fracture Mechanics: S.C. Wu, T.Q. Xiao, P.J. Withersqtie87No ratings yet
- Non-Destructive Evaluation of Powder Metallurgy PartsDocument17 pagesNon-Destructive Evaluation of Powder Metallurgy PartsMuhammad AdilNo ratings yet
- Pitting Corrosion MeasurementDocument8 pagesPitting Corrosion Measurementclarence8bacligNo ratings yet
- Nanomaterials and Its Characterization TechniquesDocument16 pagesNanomaterials and Its Characterization TechniquesAditya SalunkheNo ratings yet
- Sensors 22 03097 v2Document22 pagesSensors 22 03097 v2f111142151No ratings yet
- The Role of Powder Layer Thickness On The Quality ofDocument8 pagesThe Role of Powder Layer Thickness On The Quality ofAbdul KhaladNo ratings yet
- Crack Width in ConcreteDocument13 pagesCrack Width in ConcreteMadhavi Latha KasulanatiNo ratings yet
- In Process Monitoring of Porosity During LaserDocument30 pagesIn Process Monitoring of Porosity During LaserDileep GangwarNo ratings yet
- Coating Thickness: MeasurementDocument3 pagesCoating Thickness: Measurementjmpateiro1985No ratings yet
- Skaryski2013 PDFDocument23 pagesSkaryski2013 PDFAlicia Eulalia Coronel CoronelNo ratings yet
- Automatic Detection of Welding Defects Using The Convolutional Neural NetworkDocument9 pagesAutomatic Detection of Welding Defects Using The Convolutional Neural NetworkĐào Văn HưngNo ratings yet
- Inspection MethodsDocument20 pagesInspection MethodsturboconchNo ratings yet
- Handheld UT probes measure stress corrosion cracking depthsDocument19 pagesHandheld UT probes measure stress corrosion cracking depthsAnonymous 5qPKvmuTWCNo ratings yet
- Radiography Part 3: Job KnowledgeDocument3 pagesRadiography Part 3: Job KnowledgeJlkKumarNo ratings yet
- machines-09-00192-v2Document16 pagesmachines-09-00192-v2Mateusz RojewskiNo ratings yet
- Rock Properties From Micro-Ct Images Digital Rock Transforms ForDocument50 pagesRock Properties From Micro-Ct Images Digital Rock Transforms ForSANDRA BALLESTEROSNo ratings yet
- High-Tech Composites To Ancient MetalsDocument7 pagesHigh-Tech Composites To Ancient MetalsrajatjainkkjNo ratings yet
- Digital Image Correlation: Nick - Mccormick@npl - Co.uk Jerry - Lord@npl - Co.ukDocument3 pagesDigital Image Correlation: Nick - Mccormick@npl - Co.uk Jerry - Lord@npl - Co.ukRodrigo MourãoNo ratings yet
- Additive Manufacturing of Cantilever - From Masonry To Concrete 3DDocument16 pagesAdditive Manufacturing of Cantilever - From Masonry To Concrete 3DAliReza ZiaratiNo ratings yet
- NDT and E International: SciencedirectDocument11 pagesNDT and E International: SciencedirectCarlos MartinsNo ratings yet
- Weld Bead Detection Based On 3D Geometric Features and Machine Learning ApproachesDocument14 pagesWeld Bead Detection Based On 3D Geometric Features and Machine Learning ApproachesShadi AtriNo ratings yet
- Viscom Brochure Computed Tomography enDocument2 pagesViscom Brochure Computed Tomography enSasi KumarNo ratings yet
- A Novel Intelligent Inspection Robot With Deep Stereo Vision For Three-Dimensional Concrete Damage Detection and QuantificationDocument15 pagesA Novel Intelligent Inspection Robot With Deep Stereo Vision For Three-Dimensional Concrete Damage Detection and QuantificationLuis AlfaroNo ratings yet
- Conformity Analysis in The Measurement of Machined Metal Surfaces With Optoelectronic ProfilometerDocument9 pagesConformity Analysis in The Measurement of Machined Metal Surfaces With Optoelectronic ProfilometerKhavieya AnandNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- On Continuing The Evolution of XCT Engineering Capability For - Impact Damage DiagnosticsDocument9 pagesOn Continuing The Evolution of XCT Engineering Capability For - Impact Damage DiagnosticsJoe WellsNo ratings yet
- IJDM - 739 A Multiscale Transformation Rule of Material Defects Jie Shen Et Al. 2009Document21 pagesIJDM - 739 A Multiscale Transformation Rule of Material Defects Jie Shen Et Al. 2009Joe WellsNo ratings yet
- Insitu Fragment Analysis With XCT DiagnosticsDocument13 pagesInsitu Fragment Analysis With XCT DiagnosticsJoe WellsNo ratings yet
- Impact Damage Analysis in A Level III Flexible Body Armor Vest Using XCT DiagnosticsDocument9 pagesImpact Damage Analysis in A Level III Flexible Body Armor Vest Using XCT DiagnosticsJoe WellsNo ratings yet
- Stage I Recvery in Electron Irradiated Iron JM Wells & KC Russell 1976Document11 pagesStage I Recvery in Electron Irradiated Iron JM Wells & KC Russell 1976Joe WellsNo ratings yet
- Ballistic Damage Visualization & Quantification in Monolithic Ti-6al-4v With XCTDocument8 pagesBallistic Damage Visualization & Quantification in Monolithic Ti-6al-4v With XCTJoe WellsNo ratings yet
- Ballistic Damage Assessment of A Thin Compound Curved b4c Ceramic Plate Using XCT Wells Rupert - LibreDocument7 pagesBallistic Damage Assessment of A Thin Compound Curved b4c Ceramic Plate Using XCT Wells Rupert - LibreJoe WellsNo ratings yet
- Loftware Spectrum User GuideDocument1,646 pagesLoftware Spectrum User GuideRupesh Kumar67% (3)
- The Device Is Running PDFDocument22 pagesThe Device Is Running PDFBint MustaphaNo ratings yet
- Grade 9 ICT Network Configuration GuideDocument15 pagesGrade 9 ICT Network Configuration GuideMark Anthony Nieva RafalloNo ratings yet
- Modern Soil Stabilization TechniquesDocument25 pagesModern Soil Stabilization TechniquesSagar Jha100% (3)
- Manual de Mantenimiento Del Piper PA-24Document863 pagesManual de Mantenimiento Del Piper PA-24Bruno Starczewski50% (2)
- Transistor InfoDocument3 pagesTransistor InfoErantha SampathNo ratings yet
- TARPfinal PDFDocument28 pagesTARPfinal PDFRakesh ReddyNo ratings yet
- Business Analyst Interview QuestionsDocument49 pagesBusiness Analyst Interview Questionsmital patel100% (4)
- User's Manual Installation Guide for Wind DisplayDocument21 pagesUser's Manual Installation Guide for Wind DisplayVM ServicesNo ratings yet
- Offline Typing Project WorkDocument2 pagesOffline Typing Project WorkUsman al-HassamNo ratings yet
- Warfighter WWII Keyword SheetDocument4 pagesWarfighter WWII Keyword SheetMadWelshWizardNo ratings yet
- Reaction Paper The Flight From ConversationDocument4 pagesReaction Paper The Flight From ConversationJoe NasalitaNo ratings yet
- Safety Analysis of Mooring Hawser of FSO and SPM B PDFDocument10 pagesSafety Analysis of Mooring Hawser of FSO and SPM B PDFORUGANo ratings yet
- SM-800.11 TypeM Plus ValvesDocument13 pagesSM-800.11 TypeM Plus ValvesAdel AhmedNo ratings yet
- D4. SBS Iran PDFDocument10 pagesD4. SBS Iran PDFMohammed QaderNo ratings yet
- Fossa FO 0015 0035 A Technical Data en 9aaDocument2 pagesFossa FO 0015 0035 A Technical Data en 9aaFatih YAŞARNo ratings yet
- Open-Ended CG Experiments Spark CreativityDocument9 pagesOpen-Ended CG Experiments Spark CreativityArjun ShettyNo ratings yet
- Nested Group PowerShellDocument3 pagesNested Group PowerShellNeha SinghNo ratings yet
- Why I Play Bass March 14 2013Document293 pagesWhy I Play Bass March 14 2013Paul van Niekerk80% (5)
- Alle Artikelen Van NegroponteDocument200 pagesAlle Artikelen Van NegroponteTije VlamNo ratings yet
- First Stereo LPDocument6 pagesFirst Stereo LPadorno5No ratings yet
- Sample:OPS-English Evaluation FormDocument3 pagesSample:OPS-English Evaluation FormshieroNo ratings yet
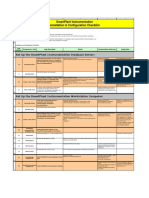
- SmartPlant Instrumentation installation checklistDocument2 pagesSmartPlant Instrumentation installation checklistmnoormohamed82No ratings yet
- BK - Scrum and CMMIDocument132 pagesBK - Scrum and CMMIcoolgoroNo ratings yet
- Hospital Building Civil ProjectDocument128 pagesHospital Building Civil ProjectArun Ragu100% (6)
- List of ComponentsDocument2 pagesList of ComponentsRainwin TamayoNo ratings yet
- EY Global Commercial Banking Survey 2014Document28 pagesEY Global Commercial Banking Survey 2014Share WimbyNo ratings yet
- Clarion Technologies: at A GlanceDocument7 pagesClarion Technologies: at A GlanceChetan PrasadNo ratings yet
- Kurzweil MicropianoDocument24 pagesKurzweil Micropianoestereo8No ratings yet
- Monocrystalline - 50Wp - 200Wp: 50W - 200W 17.20V - 30.10V 27.5A - 7.85A 21.10V - 36.10V 2.95A - 8.34ADocument2 pagesMonocrystalline - 50Wp - 200Wp: 50W - 200W 17.20V - 30.10V 27.5A - 7.85A 21.10V - 36.10V 2.95A - 8.34ARia IndahNo ratings yet