You might also like
- Basell PPDocument32 pagesBasell PPpr9842100% (3)
- Polymer Production TechnologyDocument12 pagesPolymer Production TechnologyMohd ImranNo ratings yet
- Additives and CompoundingDocument117 pagesAdditives and CompoundingShubham ChaudharyNo ratings yet
- PolypropyleneDocument5 pagesPolypropylenenitesh_mpsNo ratings yet
- Isocyanate SDocument67 pagesIsocyanate SA Mahmood100% (4)
- Polyethylene Production Technologies PDFDocument81 pagesPolyethylene Production Technologies PDFJelssy Huaringa Yupanqui100% (1)
- Polymerization Reactions ExplainedDocument111 pagesPolymerization Reactions ExplainedHamsiah Sayah100% (1)
- Polypropylene PDFDocument36 pagesPolypropylene PDFabdul qahar100% (1)
- Pipe Flow Hydraulics Webinar PresentationDocument51 pagesPipe Flow Hydraulics Webinar Presentationmukhzinrashid100% (1)
- 19.02.additives For PlasticsDocument61 pages19.02.additives For Plasticsjraman24No ratings yet
- Ethylene Polymers, LLDPEDocument42 pagesEthylene Polymers, LLDPEflsaucedo100% (2)
- Lummus PolypropyleneDocument2 pagesLummus PolypropyleneÜmit Düngel100% (1)
- Styrene MonomerDocument13 pagesStyrene MonomerSerkan Gecim100% (1)
- PVC Technology: Chapter 4Document37 pagesPVC Technology: Chapter 4AndriNo ratings yet
- Production of High Quality FoamDocument73 pagesProduction of High Quality FoamMOHAMMED YUSUF MAIAGOGONo ratings yet
- PolyethyleneDocument38 pagesPolyethyleneGuery Saenz80% (5)
- Lecture 2production of PolyolefinsDocument12 pagesLecture 2production of Polyolefinsrk_gummaluri5334No ratings yet
- HDPE-LLDPE Notes For MTechDocument4 pagesHDPE-LLDPE Notes For MTechSdkmega HhNo ratings yet
- Unipol Polypropylene Process Garners LicenseesDocument3 pagesUnipol Polypropylene Process Garners LicenseesridanormaNo ratings yet
- Polyethylene Production Technologies-LibreDocument81 pagesPolyethylene Production Technologies-LibreSchwanSty100% (2)
- Handbook of PolypropyleneDocument573 pagesHandbook of Polypropylenemarktanner100% (7)
- Worksheet Gases III Answers 1Document5 pagesWorksheet Gases III Answers 1Emilio JacintoNo ratings yet
- Full Report PolypropyleneDocument9 pagesFull Report PolypropyleneAin FarhanaNo ratings yet
- Seminar On "Flame Retardent Synthetic Fibres": By: Raghav Mehra Mtech 1 YearDocument49 pagesSeminar On "Flame Retardent Synthetic Fibres": By: Raghav Mehra Mtech 1 YearRaghav MehraNo ratings yet
- Manufacturing of Linear Low Density Polyethylene (LldpeDocument8 pagesManufacturing of Linear Low Density Polyethylene (LldpeMarut DuttNo ratings yet
- Unipol PPDocument12 pagesUnipol PPyamakun100% (2)
- Polyvinylchloride — 2: Main Lectures Presented at the Second International Symposium on Polyvinylchloride, Lyon-Villeurbanne, France, 5 - 9 July 1976From EverandPolyvinylchloride — 2: Main Lectures Presented at the Second International Symposium on Polyvinylchloride, Lyon-Villeurbanne, France, 5 - 9 July 1976A. GuyotNo ratings yet
- PolypropyleneDocument9 pagesPolypropylenePearl PrakashNo ratings yet
- Polymerization Techniques: Bulk, Solution, Suspension & EmulsionDocument38 pagesPolymerization Techniques: Bulk, Solution, Suspension & EmulsionTej Pratap SinghNo ratings yet
- Reactive ExtrusionDocument23 pagesReactive ExtrusionDIPAK VINAYAK SHIRBHATENo ratings yet
- PolyethyleneDocument17 pagesPolyethylenePrateek Mall100% (1)
- PolypropyleneDocument3 pagesPolypropyleneRohit WadhwaniNo ratings yet
- Introduction To PolyethyleneDocument19 pagesIntroduction To PolyethyleneChiu FongNo ratings yet
- Polyurethane Foam ApplicationDocument5 pagesPolyurethane Foam ApplicationMichelle EvelynNo ratings yet
- PolypropyleneDocument29 pagesPolypropyleneZeny Naranjo100% (1)
- Additives for Polyolefins: Getting the Most out of Polypropylene, Polyethylene and TPOFrom EverandAdditives for Polyolefins: Getting the Most out of Polypropylene, Polyethylene and TPONo ratings yet
- Polyethylene: Shriguru-17BEC0803 Kumar Shantanu-17BEC0208 Mrintunjay Pathak-17BEC0054Document22 pagesPolyethylene: Shriguru-17BEC0803 Kumar Shantanu-17BEC0208 Mrintunjay Pathak-17BEC0054ShriGuru B HugarNo ratings yet
- Design and Study of Manufacturing of Polyester Plant Using Pta and Meg-Ijaerdv04i0425431 PDFDocument8 pagesDesign and Study of Manufacturing of Polyester Plant Using Pta and Meg-Ijaerdv04i0425431 PDFMary Grace Velitario100% (1)
- Characteristics of PETDocument3 pagesCharacteristics of PETasyechleniNo ratings yet
- Production of PolyethyleneDocument57 pagesProduction of PolyethyleneFarid IskandarNo ratings yet
- Technology Economics Polypropylene Via Gas Phase ProcessDocument78 pagesTechnology Economics Polypropylene Via Gas Phase ProcessTato Flores0% (5)
- Review On Development of Polypropylene Manufacturing ProcessDocument11 pagesReview On Development of Polypropylene Manufacturing ProcessShweta Yadav100% (1)
- Lyondell Tubular Vs Autoclave 1 PDFDocument2 pagesLyondell Tubular Vs Autoclave 1 PDFJacky V. HerbasNo ratings yet
- BTPDocument15 pagesBTPPARTH NAGARNo ratings yet
- Polyethylene - Chemistry and Production ProcessesDocument26 pagesPolyethylene - Chemistry and Production Processeschiuchan888No ratings yet
- Polymer EngineeringDocument33 pagesPolymer EngineeringDiana Isis Velasco100% (1)
- Linear Low Density PolyethyleneDocument12 pagesLinear Low Density PolyethylenedaempiNo ratings yet
- All of PPDocument6 pagesAll of PPUmadNo ratings yet
- Compounding Additives: in This ChapterDocument17 pagesCompounding Additives: in This Chaptermonalihania100% (1)
- Polyethylene Properties - VinidexDocument8 pagesPolyethylene Properties - VinidexalexNo ratings yet
- Ethylene GlycolDocument4 pagesEthylene GlycolAli AhsanNo ratings yet
- Additives For Plastics Handbook - (Chapter 3. The World Market)Document6 pagesAdditives For Plastics Handbook - (Chapter 3. The World Market)Pablo Fernández SaavedraNo ratings yet
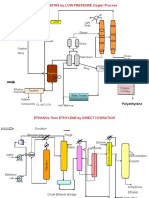
- POLY-OLEFINS by LOW PRESSURE Ziegler Process: Aluminum Alkyl Drier Light Ends DiluentDocument3 pagesPOLY-OLEFINS by LOW PRESSURE Ziegler Process: Aluminum Alkyl Drier Light Ends Diluentessakkiraj.mNo ratings yet
- Polymers and Plastics Technology HandbookDocument5 pagesPolymers and Plastics Technology HandbookAwais GeeNo ratings yet
- Classification of PolymerDocument23 pagesClassification of PolymerChaudhary Asheesh RahalNo ratings yet
- PVCDocument18 pagesPVCCemal KayaNo ratings yet
- Metallocene Linear Low-Density Polyethylene Properties and ApplicationsDocument15 pagesMetallocene Linear Low-Density Polyethylene Properties and ApplicationsRodriguez JohannNo ratings yet
- Plastic AdditivesDocument824 pagesPlastic AdditivesThai Thi Hong Loan75% (4)
- Material Science Chapter on Polymer Types, Processing & ApplicationsDocument13 pagesMaterial Science Chapter on Polymer Types, Processing & ApplicationsVaibhav ShrivastavaNo ratings yet
- PolyethyleneDocument11 pagesPolyethyleneIvan German Ramos100% (1)
- How to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970From EverandHow to Name an Inorganic Substance: A Guide to the Use of Nomenclature of Inorganic Chemistry: Definitive Rules 1970Rating: 5 out of 5 stars5/5 (1)
- Energy Conversion and Management: Mohamed Lachheb, Mustapha Karkri, Fethi Albouchi, Foued Mzali, Sassi Ben NasrallahDocument9 pagesEnergy Conversion and Management: Mohamed Lachheb, Mustapha Karkri, Fethi Albouchi, Foued Mzali, Sassi Ben NasrallahsaltyNo ratings yet
- Adhesives and Sealants 12 - 2018Document6 pagesAdhesives and Sealants 12 - 2018Jose LopezNo ratings yet
- 1 - Basic Concepts For Simple and Complex FluidsDocument3 pages1 - Basic Concepts For Simple and Complex FluidszhangNo ratings yet
- Wave OpticsDocument33 pagesWave OpticsmisspayujiNo ratings yet
- Vibrationally-resolved electronic spectra in GAUSSIAN 09Document20 pagesVibrationally-resolved electronic spectra in GAUSSIAN 09Axel Velasco ChávezNo ratings yet
- Cambridge International Advanced Subsidiary and Advanced LevelDocument12 pagesCambridge International Advanced Subsidiary and Advanced LevelRahi FurqanNo ratings yet
- Effect of Ultrasonic Irradiation Treatment On Rheological BehaviourDocument17 pagesEffect of Ultrasonic Irradiation Treatment On Rheological BehaviourSOCRATESNo ratings yet
- COA Dark ChocolateDocument3 pagesCOA Dark ChocolatejavinjayaofficeNo ratings yet
- 4140 Inorganic Anions by Capillary Ion Electrophoresis (Editorial Revisions, 2011)Document9 pages4140 Inorganic Anions by Capillary Ion Electrophoresis (Editorial Revisions, 2011)TaniaCarpioNo ratings yet
- GRADE 8 CHEMISTRY Explaining PressureDocument15 pagesGRADE 8 CHEMISTRY Explaining PressuredodoNo ratings yet
- Liquid Cooling Ebook2Document16 pagesLiquid Cooling Ebook2Ashish ShuklaNo ratings yet
- Energy Saving Research of Natural Gas Liquefaction Plant Based On Waste Heat Utilization of Gas Turbine ExhaustDocument11 pagesEnergy Saving Research of Natural Gas Liquefaction Plant Based On Waste Heat Utilization of Gas Turbine ExhaustAbelardo Nardo Guzmán LavadoNo ratings yet
- Productcatalog YAH en PUBL-5302 (0112)Document14 pagesProductcatalog YAH en PUBL-5302 (0112)Bryan ChiaNo ratings yet
- Adsorption IsothermsDocument3 pagesAdsorption IsothermsKrushit PatelNo ratings yet
- Bonding (p1)Document22 pagesBonding (p1)HashimNo ratings yet
- Hidróxido de Sodio: Nombre: Ruber Torrez TupaDocument2 pagesHidróxido de Sodio: Nombre: Ruber Torrez TupaJessica FloresNo ratings yet
- Materials Chemistry C: Journal ofDocument7 pagesMaterials Chemistry C: Journal ofMohon MaapNo ratings yet
- Design and Performance Evaluation of An Ice Block Making MachineDocument9 pagesDesign and Performance Evaluation of An Ice Block Making Machinebasel abduNo ratings yet
- Dost Science Reviewer IIDocument6 pagesDost Science Reviewer IIEster Joy BordajeNo ratings yet
- Introduction to Chemical Engineering Thermodynamics IDocument58 pagesIntroduction to Chemical Engineering Thermodynamics IGlory UsoroNo ratings yet
- Assignment 2Document1 pageAssignment 2Ankit OlaNo ratings yet
- Bahadur 2003Document10 pagesBahadur 2003Thanh Uyen LeNo ratings yet
- Electron Configurations Practice-17Document3 pagesElectron Configurations Practice-17api-368121935No ratings yet
- Test Bank For Chemistry A Molecular Approach 4th Edition by Tro ISBN 0134112830 9780134112831Document36 pagesTest Bank For Chemistry A Molecular Approach 4th Edition by Tro ISBN 0134112830 9780134112831shawnramirez06042001jzc100% (23)
- Polybutadiene Rubber Properties and UsesDocument3 pagesPolybutadiene Rubber Properties and UsesHamzah A. LaftaNo ratings yet
- The Law of Conservation of EnergyDocument3 pagesThe Law of Conservation of EnergyChahatBhattiAliNo ratings yet
- Characteristic Reactions of Organic HalidesDocument6 pagesCharacteristic Reactions of Organic HalidesJules Patrick JacobNo ratings yet
- AMPLOP PEskam-dikonversiDocument29 pagesAMPLOP PEskam-dikonversiahlan habibiNo ratings yet