You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- ARAMCO Material SpecificationDocument21 pagesARAMCO Material Specificationkhorzoo83% (6)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- How To Design Concrete Structures Using Eurocode 2Document104 pagesHow To Design Concrete Structures Using Eurocode 2Adil Javed Chaudhary97% (36)
- Surface FinishersDocument20 pagesSurface FinishersErcules vegaNo ratings yet
- Tensile Test Lab ReportDocument10 pagesTensile Test Lab Reportkingzarip67% (3)
- Aircraft Wing Vibration AnalysisDocument25 pagesAircraft Wing Vibration AnalysisRan Bag100% (1)
- Example: Simply Supported Laterally Unrestrained BeamDocument9 pagesExample: Simply Supported Laterally Unrestrained Beamuhu_plus6482100% (1)
- Constitutive Models of ConcreteDocument37 pagesConstitutive Models of ConcreteRamon Gutierrez100% (1)
- Introduction To Finite Element MethodDocument202 pagesIntroduction To Finite Element MethodPrithviraj Daga80% (15)
- Advanced Crack Width Analysis of Reinforced Concrete Beams Under Repeated LoadsDocument10 pagesAdvanced Crack Width Analysis of Reinforced Concrete Beams Under Repeated Loadsuhu_plus6482No ratings yet
- C1 - DeSIGN TEMPLATE - Shear ConnectionDocument3 pagesC1 - DeSIGN TEMPLATE - Shear ConnectionkalpanaadhiNo ratings yet
- BEeM 101.01Document34 pagesBEeM 101.01Anonymous I8nZsDqlmh100% (1)
- Joints in Steel Structures Based On Eurocode 3Document17 pagesJoints in Steel Structures Based On Eurocode 3uhu_plus6482No ratings yet
- Galvanisation enDocument46 pagesGalvanisation enKmt_AeNo ratings yet
- Corrosion and Protection GuideDocument6 pagesCorrosion and Protection Guidexaekne100% (4)
- Faulting Hazard Investigation in Bandar Abbas RegionDocument5 pagesFaulting Hazard Investigation in Bandar Abbas Regionuhu_plus6482No ratings yet
- Seismic Behaviour of Steel Moment Resisting Buildings On Soft Soil Considering Soil-Structure InteractionDocument8 pagesSeismic Behaviour of Steel Moment Resisting Buildings On Soft Soil Considering Soil-Structure Interactionuhu_plus6482No ratings yet
- Seismic Response of Pounding and Impact Susceptible BuildingsDocument9 pagesSeismic Response of Pounding and Impact Susceptible Buildingsuhu_plus6482No ratings yet
- A Simplified Hybrid Method For Simulating Near-Source Ground MotionDocument8 pagesA Simplified Hybrid Method For Simulating Near-Source Ground Motionuhu_plus6482No ratings yet
- Can Be Considered The Thin-Walled Steel Structures Suitable To Be Used in Seismic Regions?Document18 pagesCan Be Considered The Thin-Walled Steel Structures Suitable To Be Used in Seismic Regions?uhu_plus6482No ratings yet
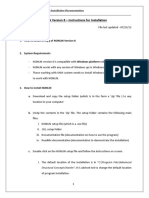
- NONLIN ReadMe PDFDocument8 pagesNONLIN ReadMe PDFAnonymous dVcPCxF4eJNo ratings yet
- Deployable Cable-Strut Systems For Spatial StructuresDocument15 pagesDeployable Cable-Strut Systems For Spatial Structuresuhu_plus6482No ratings yet
- Can Be Considered The Thin-Walled Steel Structures Suitable To Be Used in Seismic Regions?Document18 pagesCan Be Considered The Thin-Walled Steel Structures Suitable To Be Used in Seismic Regions?uhu_plus6482No ratings yet
- The Hong Kong Steel Code "Structural Use of Steel Using Limiting State Approach"Document13 pagesThe Hong Kong Steel Code "Structural Use of Steel Using Limiting State Approach"uhu_plus6482100% (1)
- 6Rph ( (Dpsohvri6Whho&Rpsrvlwh6Wuxfwxuhv 0dprux - DZDJXFKL: Keynote PaperDocument10 pages6Rph ( (Dpsohvri6Whho&Rpsrvlwh6Wuxfwxuhv 0dprux - DZDJXFKL: Keynote Paperuhu_plus6482No ratings yet
- Steel-Concrete Connection in Case of Concrete FilledDocument6 pagesSteel-Concrete Connection in Case of Concrete Filleduhu_plus6482No ratings yet
- Engineers Slam Failed Joint DetailDocument5 pagesEngineers Slam Failed Joint Detailuhu_plus6482No ratings yet
- Smith - Steel Foam For Structures A Review of Applications, Manufacturing andDocument10 pagesSmith - Steel Foam For Structures A Review of Applications, Manufacturing anduhu_plus6482No ratings yet
- Seismic Risk Analysis For California State Water Project - Reach CDocument140 pagesSeismic Risk Analysis For California State Water Project - Reach Cuhu_plus6482No ratings yet
- Effect of Heat Management On The MechanicalDocument6 pagesEffect of Heat Management On The Mechanicaluhu_plus6482No ratings yet
- Cyclic Behavior of Welded Q690D H-Section ColumnsDocument6 pagesCyclic Behavior of Welded Q690D H-Section Columnsuhu_plus6482No ratings yet
- Smith - Steel Foam For Structures A Review of Applications, Manufacturing and PDFDocument10 pagesSmith - Steel Foam For Structures A Review of Applications, Manufacturing and PDFuhu_plus6482No ratings yet
- HSS STEEL SEISMIC FRAMESDocument6 pagesHSS STEEL SEISMIC FRAMESuhu_plus6482No ratings yet
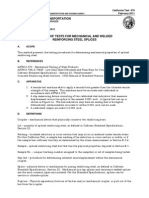
- Caltrans Test Method for Mechanical and Welded Rebar SplicesDocument11 pagesCaltrans Test Method for Mechanical and Welded Rebar Splicesuhu_plus6482No ratings yet
- Buckling Strength of High-Strength Steel BeamsDocument6 pagesBuckling Strength of High-Strength Steel Beamsuhu_plus6482No ratings yet
- Strength Curves For Web Crippling DesignDocument6 pagesStrength Curves For Web Crippling Designuhu_plus6482No ratings yet
- FT JOB 303 Modern Tools For Hopper Design PDFDocument8 pagesFT JOB 303 Modern Tools For Hopper Design PDFhuyNo ratings yet
- Module 1 Theory of PlasticityDocument20 pagesModule 1 Theory of Plasticityxavier sethuNo ratings yet
- Barlat2000 PDFDocument23 pagesBarlat2000 PDFRishNo ratings yet
- Elasticity, Plasticity Structure of Matter: by DR R. HouwinkDocument9 pagesElasticity, Plasticity Structure of Matter: by DR R. HouwinkKhlibsuwan RNo ratings yet
- Study of Process - Improving Efficiency of Closed Die Hot Forging ProcessDocument69 pagesStudy of Process - Improving Efficiency of Closed Die Hot Forging ProcessMrLanternNo ratings yet
- MasterThesisBM4 6 PDFDocument85 pagesMasterThesisBM4 6 PDFnabeel hameedNo ratings yet
- Increase seam strength 20% with high strength steel platesDocument15 pagesIncrease seam strength 20% with high strength steel platesMariano SalcedoNo ratings yet
- Mechanical Engineering Lab Final Questions 2020Document3 pagesMechanical Engineering Lab Final Questions 2020jannatul ferdous provaNo ratings yet
- Full Report - GeofoamDocument59 pagesFull Report - GeofoamVivace SystmNo ratings yet
- 02 - MECH3001Y - Strains - Beyond.elastic - Limit - FINALDocument43 pages02 - MECH3001Y - Strains - Beyond.elastic - Limit - FINALJayvin Ross0% (1)
- 1 s2.0 S0734743X08000778 MainDocument11 pages1 s2.0 S0734743X08000778 Mainfa.jamshidiNo ratings yet
- Bme-302 SomDocument41 pagesBme-302 SomProf. Anurag KumarNo ratings yet
- Technique For Strengthening of Masonry Wall Panels Using Steel StripsDocument19 pagesTechnique For Strengthening of Masonry Wall Panels Using Steel StripsBalaji CreatNo ratings yet
- Cual Es La Mejor Tension para Mi ProductoDocument19 pagesCual Es La Mejor Tension para Mi ProductoRoberto palacioNo ratings yet
- Steel and Timber Structures: (CENG4123)Document34 pagesSteel and Timber Structures: (CENG4123)Tesfa HunderaNo ratings yet
- GEAS EngineeringDocument162 pagesGEAS EngineeringJake GlobioNo ratings yet
- BentoniteDocument4 pagesBentoniteSihanu SubasinghaNo ratings yet
- ch05 PDFDocument44 pagesch05 PDFNizar Pratama PutraNo ratings yet
- Buckling of Stiffened Steel Plates - A Parametric StudyDocument26 pagesBuckling of Stiffened Steel Plates - A Parametric StudybribruNo ratings yet
- Strength TwoDocument18 pagesStrength TwohaymanotNo ratings yet
- AE 321 Homework 10Document2 pagesAE 321 Homework 10bob toodleNo ratings yet
- Chapter 04 - Basics of Statics PDFDocument16 pagesChapter 04 - Basics of Statics PDFdeepakNo ratings yet
- 1 - 4lecture 1.4 PDFDocument53 pages1 - 4lecture 1.4 PDFSivanesh KumarNo ratings yet