You might also like
- Procedimiento General de Control Metrológico de Equipos de Medicion Terumobct PDFDocument17 pagesProcedimiento General de Control Metrológico de Equipos de Medicion Terumobct PDFMirian Ortega CastroNo ratings yet
- Unidades básicas, factores conversión SIDocument3 pagesUnidades básicas, factores conversión SISdiaz LiliumNo ratings yet
- Guia Lab 1 Metrología Dimensional 2018Document38 pagesGuia Lab 1 Metrología Dimensional 2018Antony Santos0% (1)
- Análisis OrinaDocument45 pagesAnálisis OrinaElena Baquero100% (1)
- Curso de Topografia CapecoDocument137 pagesCurso de Topografia CapecoElidad Zenaida Pérez Santiago100% (2)
- ObtAglutConejosDocument5 pagesObtAglutConejosraton8810% (1)
- Congreso Regional Chiapas Julio 2016Document62 pagesCongreso Regional Chiapas Julio 2016raton881No ratings yet
- UROFLOXMRDocument2 pagesUROFLOXMRraton881No ratings yet
- AntitusigenosDocument4 pagesAntitusigenosraton881No ratings yet
- Manual 2008Document96 pagesManual 2008raton881No ratings yet
- Introduccion A La Criminalistica CientíficaDocument53 pagesIntroduccion A La Criminalistica Científicaraton881No ratings yet
- Introducción Básica Al Manejo de Una Estación TotalDocument10 pagesIntroducción Básica Al Manejo de Una Estación TotalDaniel SumireNo ratings yet
- Semana 8 RM CSDocument15 pagesSemana 8 RM CSCarlos Ramos BNo ratings yet
- DistribucionesProbabilidadDiscretasContinuasDocument23 pagesDistribucionesProbabilidadDiscretasContinuasDiego OjedaNo ratings yet
- 1ra Guia de Matematicas - Pensamiento Metrico - 6° 3er PeriodoDocument4 pages1ra Guia de Matematicas - Pensamiento Metrico - 6° 3er Periodoluisa marquezNo ratings yet
- Sistemas de Medición AngularDocument7 pagesSistemas de Medición AngularLU HO MamaniNo ratings yet
- YugoDocument2 pagesYugoCarlos Lluen AquinoNo ratings yet
- TEODOLITODocument51 pagesTEODOLITOEverth Pauro Huacho75% (8)
- Informe de LaboratorioDocument15 pagesInforme de LaboratorioAndres HernandezNo ratings yet
- Calibración de monitor de signos vitales con trazabilidad de equipos patronDocument1 pageCalibración de monitor de signos vitales con trazabilidad de equipos patronJ NarvaezNo ratings yet
- Topografia II TriangulacionDocument32 pagesTopografia II TriangulacionXimenaFallaLeccaNo ratings yet
- Conversion de MedidasDocument2 pagesConversion de MedidasSaber EsConocerNo ratings yet
- Determinación Del Error Fotométrico en La ConcentraciónDocument9 pagesDeterminación Del Error Fotométrico en La ConcentraciónDennys CuevaNo ratings yet
- Topo-2018-2 Primer InformeDocument15 pagesTopo-2018-2 Primer InformeAlex Ponce SegilNo ratings yet
- Nonio HistoriaDocument2 pagesNonio HistorialiliNo ratings yet
- Discusión de ResultadosDocument4 pagesDiscusión de ResultadosmayraNo ratings yet
- Medición con calibrador VernierDocument8 pagesMedición con calibrador VernierAlfredo NolascoNo ratings yet
- 04 - Taller de Desempeño - Algoritmos Secuenciales - 05-Sep-2016Document14 pages04 - Taller de Desempeño - Algoritmos Secuenciales - 05-Sep-2016karmelin0% (2)
- Procedimiento Específico: PEC09 Calibración de Termocuplas Por ComparaciónDocument7 pagesProcedimiento Específico: PEC09 Calibración de Termocuplas Por ComparaciónLeonardo MarcuzziNo ratings yet
- Laboratorio MruDocument35 pagesLaboratorio MruLINA MARIA CAMILA SILVA SANCHEZNo ratings yet
- Densidad en SitioDocument9 pagesDensidad en SitioRockicita QuintanillaNo ratings yet
- Nivelación de ingeniería: aprendiendo el manejo del nivel de ingenieroDocument8 pagesNivelación de ingeniería: aprendiendo el manejo del nivel de ingenierocarlos gamarraNo ratings yet
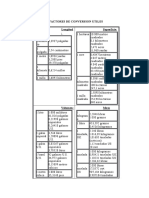
- Factores de Conversion UtilesDocument13 pagesFactores de Conversion UtilesJaviOrellanaBarrosoNo ratings yet
- Sesión 02Document12 pagesSesión 02Wil BGNo ratings yet
- Tipos y Metodos de MedicionDocument5 pagesTipos y Metodos de MedicionHugo MedinaNo ratings yet
- Sistema de Unidades: ContenidoDocument25 pagesSistema de Unidades: ContenidoReyes RbcNo ratings yet