You might also like
- Especificaciones Técnicas Aci Cruz Del Sur.Document24 pagesEspecificaciones Técnicas Aci Cruz Del Sur.franklinNo ratings yet
- Analisis Nodal Gas Lift CicucoDocument261 pagesAnalisis Nodal Gas Lift CicucoLuis OliverosNo ratings yet
- Tesis Especializacion SoldaduraDocument78 pagesTesis Especializacion SoldaduraquinquinoNo ratings yet
- Mantenimiento de caldera pirotubularDocument34 pagesMantenimiento de caldera pirotubularRAFAEL SALAZARNo ratings yet
- Informe Practica Jessica Paola AzaDocument36 pagesInforme Practica Jessica Paola AzaPaulina PuelloNo ratings yet
- Tesis 3 PDFDocument148 pagesTesis 3 PDFAnonymous zSO2St77No ratings yet
- Trampas de Chancho FinalDocument74 pagesTrampas de Chancho FinalLuis Rivera67% (9)
- Bombeo mecánico: equipos de fondo y diseño de sistemasDocument60 pagesBombeo mecánico: equipos de fondo y diseño de sistemasRaquel López100% (1)
- Libro Procesamiento de Gas y Simulacion de Procesos PDFDocument309 pagesLibro Procesamiento de Gas y Simulacion de Procesos PDFDiego Armando Flores GutierrezNo ratings yet
- Secado Industrial de La MaderaDocument97 pagesSecado Industrial de La MaderaOscar Aldeir Cayani ReynosoNo ratings yet
- "Trabajo Final - Avance 3" Producto:: Sección: Is7A CURSO: Tecnología de Los Procesos de Manufactura IntegrantesDocument46 pages"Trabajo Final - Avance 3" Producto:: Sección: Is7A CURSO: Tecnología de Los Procesos de Manufactura IntegrantesJulio HernándezNo ratings yet
- Universidad Carlos Iii de Madrid Escuela Politécnica SuperiorDocument174 pagesUniversidad Carlos Iii de Madrid Escuela Politécnica SuperiorManuel Molina KorsNo ratings yet
- 2019 Informe Jhon Sebastian SuarezDocument139 pages2019 Informe Jhon Sebastian SuarezSilva Herrera HectorNo ratings yet
- Evaluación prototipo turbina flujo cruzadoDocument151 pagesEvaluación prototipo turbina flujo cruzadoMarco Soraluz CubasNo ratings yet
- Grupo N.°6 Monografía 2 Mn153aDocument56 pagesGrupo N.°6 Monografía 2 Mn153aJANN ARTHUR CHAVEZ CASTILLONo ratings yet
- Galvanica InformacionDocument396 pagesGalvanica InformacionTravis ClarkNo ratings yet
- Diseño Sistema Recuperación Condensado - Fabian Guerrero - 2018Document76 pagesDiseño Sistema Recuperación Condensado - Fabian Guerrero - 2018245470No ratings yet
- Anexo 3 - Memorial Descriptivo.Document11 pagesAnexo 3 - Memorial Descriptivo.Raysil Joel Meneces VegaNo ratings yet
- Mejoramiento del sistema de agua potable en Cerrito La VirgenDocument74 pagesMejoramiento del sistema de agua potable en Cerrito La VirgenRaul Alfredo Cordova AlvaradoNo ratings yet
- Jardin Botanico V1-Informe Ténico y EconómicoDocument26 pagesJardin Botanico V1-Informe Ténico y EconómicoRudy Otto Chuchon PradoNo ratings yet
- Tfg-Cos-Dis LPGDocument204 pagesTfg-Cos-Dis LPGAlexander RomeroNo ratings yet
- Ups - ST002200Document113 pagesUps - ST002200Jose QuintanillaNo ratings yet
- Tuberias y Conexiones Pavco - Cerfort.Document34 pagesTuberias y Conexiones Pavco - Cerfort.Jose Luis Rodriguez QuintanillaNo ratings yet
- 01-Determinación Experimental de Ks y KM en Tuberías BIAXIAL de 6 PulgadasDocument73 pages01-Determinación Experimental de Ks y KM en Tuberías BIAXIAL de 6 PulgadasMexichem Colombia S.A.SNo ratings yet
- Perfil Del Proyecto de Grado PDFDocument25 pagesPerfil Del Proyecto de Grado PDFsteve mateo mayan yaveNo ratings yet
- Diseño de casing para pozo BBL FW-X1Document24 pagesDiseño de casing para pozo BBL FW-X1Jose Martin RomayNo ratings yet
- Lo encontre pag 109-2017_Tesis_Beltran_Medina_Michelle_JohannaDocument153 pagesLo encontre pag 109-2017_Tesis_Beltran_Medina_Michelle_JohannaxaytopsNo ratings yet
- Avance 2 - Grupo 1Document43 pagesAvance 2 - Grupo 1Julio HernándezNo ratings yet
- Mantenimiento A Una Subestacion ElectricaDocument44 pagesMantenimiento A Una Subestacion ElectricaSalvador Ibarra100% (1)
- Ampliación Linea Embotellado CervezaDocument114 pagesAmpliación Linea Embotellado CervezaJose Luis Lázaro PascualNo ratings yet
- Pelayo Ruiz, Laura PDFDocument101 pagesPelayo Ruiz, Laura PDFControl - ProcuraNo ratings yet
- Memoria Descriptiva ChagllaDocument159 pagesMemoria Descriptiva ChagllaAnatholy JuzgaNo ratings yet
- Jardin Botanico V1-Unido Et y Mc-ModificadoDocument23 pagesJardin Botanico V1-Unido Et y Mc-ModificadoRudy Otto Chuchon PradoNo ratings yet
- TFG Maria De-Diego LopezDocument135 pagesTFG Maria De-Diego LopezMiguel Egas LoorNo ratings yet
- Maxxum Instal Manual SpanishDocument42 pagesMaxxum Instal Manual SpanishAlerianoNo ratings yet
- Separacion Gas LiquidoDocument86 pagesSeparacion Gas LiquidoAmado Sebastian Rivero MarquezNo ratings yet
- Sistema 40 AguacontraincendioDocument65 pagesSistema 40 AguacontraincendioFrancisco Zenteno100% (1)
- Diseño de BocatomaDocument54 pagesDiseño de BocatomaMagnolia Cristán Quispe100% (3)
- Instalación del servicio de agua para riego tecnificado en San Juan de Cochabamba IIDocument157 pagesInstalación del servicio de agua para riego tecnificado en San Juan de Cochabamba IIkatyNo ratings yet
- Guía de operación y mantenimiento de planta de tratamiento de aguas residuales UASB + BFmo + DSDocument36 pagesGuía de operación y mantenimiento de planta de tratamiento de aguas residuales UASB + BFmo + DSKatherine Cecilia Chipana ArangoNo ratings yet
- Tesis Flotacion ExplicadoDocument87 pagesTesis Flotacion ExplicadoLUIS ANGEL CHOQUEHUANCA QUISPENo ratings yet
- Automatización Red Agua Balanta 2011Document127 pagesAutomatización Red Agua Balanta 2011Obeimar Ruiz MuñozNo ratings yet
- Informe de Laboratorio Jorge Elias Villca Coca - 1 PDFDocument41 pagesInforme de Laboratorio Jorge Elias Villca Coca - 1 PDFJorge EliasNo ratings yet
- Trabajo Diseño Hidr - HidroneumaticosDocument29 pagesTrabajo Diseño Hidr - HidroneumaticosCisiiBell RodriGuezzNo ratings yet
- 3560900267126UTFSMDocument51 pages3560900267126UTFSMTomas Muñoz VergaraNo ratings yet
- Especificaciones Técnicas Aci Cruz Del Sur V4 230423 Recibido de JLSDocument24 pagesEspecificaciones Técnicas Aci Cruz Del Sur V4 230423 Recibido de JLSfranklinNo ratings yet
- Beneficios de La Implementación de Palancas Hidráulicas en La Operación Segura de Un Tajo de Explotación.Document45 pagesBeneficios de La Implementación de Palancas Hidráulicas en La Operación Segura de Un Tajo de Explotación.Jorge Calderón0% (1)
- DISEÑO DE CÁMARA DE QUIEBRE DE PRESIÓNDocument95 pagesDISEÑO DE CÁMARA DE QUIEBRE DE PRESIÓNCordero HeliNo ratings yet
- Diseño hidráulico de redes de acueducto y alcantarillado en minaDocument60 pagesDiseño hidráulico de redes de acueducto y alcantarillado en minaOFICINA ING. CARLOS ARTURO ARANGONo ratings yet
- NimolDocument198 pagesNimolALBERTO SANTOSNo ratings yet
- Diseño de Loops CarrascoDocument148 pagesDiseño de Loops CarrascoDeybid Edson EncNo ratings yet
- Et SapsiDocument254 pagesEt Sapsiwilfredo jesus iraulaNo ratings yet
- Chavez CH PDFDocument138 pagesChavez CH PDFAle PaleNo ratings yet
- Universidad Nacional de IngenieríaDocument118 pagesUniversidad Nacional de IngenieríaLuis Huere AnayaNo ratings yet
- Chavez CHDocument138 pagesChavez CHAle PaleNo ratings yet
- Trabajo Separadores de Gas Liquido y Separadores Verticales 222Document36 pagesTrabajo Separadores de Gas Liquido y Separadores Verticales 222Almendra Atausinchi RiosNo ratings yet
- Manual de Operación y Mantenimiento Gasificador de Biomasa AnkurDocument95 pagesManual de Operación y Mantenimiento Gasificador de Biomasa AnkurStiven SofanNo ratings yet
- Guía práctica de dimensionado de tuberías: Agua, gas, calefacción y energía solarFrom EverandGuía práctica de dimensionado de tuberías: Agua, gas, calefacción y energía solarRating: 3.5 out of 5 stars3.5/5 (4)
- Instalaciones de puesta a tierra y protección de sistemas eléctricosFrom EverandInstalaciones de puesta a tierra y protección de sistemas eléctricosRating: 5 out of 5 stars5/5 (1)
- CO-SDI-CBA-090-14 PIL SCLM TécnicaDocument16 pagesCO-SDI-CBA-090-14 PIL SCLM TécnicagonzaliuxxxNo ratings yet
- CO-SDI-CBA-090-14 PIL SCLM TécnicaDocument16 pagesCO-SDI-CBA-090-14 PIL SCLM TécnicagonzaliuxxxNo ratings yet
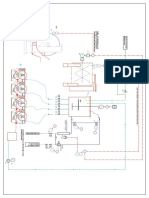
- Ic32 - Yfj-30 - 50 Aglutinadora Eternit Pacifico Feb 5 2009Document2 pagesIc32 - Yfj-30 - 50 Aglutinadora Eternit Pacifico Feb 5 2009gonzaliuxxxNo ratings yet
- Impuestos a la transferencia de bienes en BoliviaDocument2 pagesImpuestos a la transferencia de bienes en Boliviagonzaliuxxx100% (1)
- Ficha Tecnica Magnaflux Revelador SKD S2 EspanolDocument2 pagesFicha Tecnica Magnaflux Revelador SKD S2 EspanolgonzaliuxxxNo ratings yet
- CATALOGO OGA GENERA - Sistema de Transporte NeumáticoLDocument7 pagesCATALOGO OGA GENERA - Sistema de Transporte NeumáticoLgonzaliuxxxNo ratings yet
- Ic32 - Yfj-30 - 50 Aglutinadora Eternit Pacifico Feb 5 2009Document2 pagesIc32 - Yfj-30 - 50 Aglutinadora Eternit Pacifico Feb 5 2009gonzaliuxxxNo ratings yet
- 5-CO-HL2-001 V.E Modificacion de Inyeccion A Compresor La Paz-A3 - ST - HorDocument1 page5-CO-HL2-001 V.E Modificacion de Inyeccion A Compresor La Paz-A3 - ST - HorgonzaliuxxxNo ratings yet
- Tanque 50m3 boquillas entrada drenaje ventilaciónDocument1 pageTanque 50m3 boquillas entrada drenaje ventilacióngonzaliuxxxNo ratings yet
- Wissenswertes Hydraulikzylinder Es 0212Document21 pagesWissenswertes Hydraulikzylinder Es 0212Darking1390No ratings yet
- DIAGRAMA - PID - ESPESORES - 07 - 07 - 2016 Layout1Document1 pageDIAGRAMA - PID - ESPESORES - 07 - 07 - 2016 Layout1gonzaliuxxxNo ratings yet
- 49 Seguridad Uso Acido Sulfurico Julio2002Document17 pages49 Seguridad Uso Acido Sulfurico Julio2002Javier Martinez GomezNo ratings yet
- Manual TramitesDocument162 pagesManual Tramitesjuan carlosNo ratings yet
- Mecanica Falla. Analisis PDFDocument25 pagesMecanica Falla. Analisis PDFManuel GallegosNo ratings yet
- 2 GabinetesDocument26 pages2 GabinetesShirley Salvador DominguezNo ratings yet
- Guia Uso Internet MovilDocument15 pagesGuia Uso Internet Movilsorath1No ratings yet
- 239 587 1 PBDocument8 pages239 587 1 PBJuanpa DAriasNo ratings yet
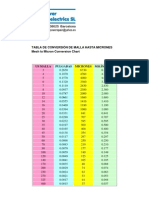
- Tabla de Conversion de Malla A MicronesDocument1 pageTabla de Conversion de Malla A MicronesJonas Medina100% (1)
- Catalogo Sellos Mecanicos PDFDocument44 pagesCatalogo Sellos Mecanicos PDFMario Guerra LiebbeNo ratings yet
- Practica RC IVADocument36 pagesPractica RC IVAAdriana_Torres100% (2)
- Bolivia Inmuebles - Tramites de InmueblesDocument1 pageBolivia Inmuebles - Tramites de InmueblesgonzaliuxxxNo ratings yet
- Guía impuestos bienes raíces BoliviaDocument1 pageGuía impuestos bienes raíces BoliviagonzaliuxxxNo ratings yet
- Curso RC IvaDocument17 pagesCurso RC IvagonzaliuxxxNo ratings yet
- Guía Del Usuario para Proveedores (Subasta Inglesa) v2.1Document8 pagesGuía Del Usuario para Proveedores (Subasta Inglesa) v2.1gonzaliuxxxNo ratings yet
- Automatización Presentacion Power TecDocument5 pagesAutomatización Presentacion Power TecgonzaliuxxxNo ratings yet
- 5scgeb0bb0010 - TK 15m3 Sin AgitadorDocument1 page5scgeb0bb0010 - TK 15m3 Sin AgitadorgonzaliuxxxNo ratings yet
- Tobera FiltranteDocument1 pageTobera FiltrantegonzaliuxxxNo ratings yet
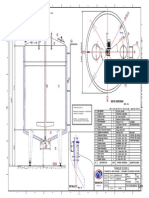
- 5scgeb0bb004.tk 20M3Document1 page5scgeb0bb004.tk 20M3gonzaliuxxxNo ratings yet
- 5sczspl 003 Plataforma Tqs. Crema 500 003Document1 page5sczspl 003 Plataforma Tqs. Crema 500 003gonzaliuxxxNo ratings yet
- EMERSON CLIMATE Problemas y Soluciones PDFDocument24 pagesEMERSON CLIMATE Problemas y Soluciones PDFmilanorubNo ratings yet