You might also like
- API 5ct Grade k55 TubingsDocument1 pageAPI 5ct Grade k55 TubingsMitul MehtaNo ratings yet
- Inconel 625 Welding MetallurgyDocument8 pagesInconel 625 Welding MetallurgyMoses_JakkalaNo ratings yet
- The Structures of Alloys of Iron: An Elementary IntroductionFrom EverandThe Structures of Alloys of Iron: An Elementary IntroductionNo ratings yet
- 625 Overlay WeldingDocument9 pages625 Overlay Weldingdaviesgang360100% (2)
- Electrodeposition of Chromium from Chromic Acid SolutionsFrom EverandElectrodeposition of Chromium from Chromic Acid SolutionsRating: 4 out of 5 stars4/5 (1)
- Cryogenic Steel Properties and ApplicationsDocument0 pagesCryogenic Steel Properties and ApplicationsidienNo ratings yet
- Applied Science in the Casting of MetalsFrom EverandApplied Science in the Casting of MetalsK. StraussNo ratings yet
- PWHTDocument17 pagesPWHTsam1971100% (8)
- Pressure Vessel Inspection PDF FreeDocument44 pagesPressure Vessel Inspection PDF FreemabroukNo ratings yet
- API 5l Grade l245 PipesDocument1 pageAPI 5l Grade l245 PipesMitul MehtaNo ratings yet
- Hardneest Test ReportDocument4 pagesHardneest Test ReportMuhamad Irfan MuratNo ratings yet
- Welding of Ferritic Creep-Resistant SteelsDocument3 pagesWelding of Ferritic Creep-Resistant Steelssn200709No ratings yet
- Superior Spun Cast Material For Steam Reformer Furnaces: Alloy Centralloy 4852 Micro RDocument12 pagesSuperior Spun Cast Material For Steam Reformer Furnaces: Alloy Centralloy 4852 Micro Rvaratharajan g r100% (1)
- 904LDocument5 pages904LManish542No ratings yet
- Centerline Segregation in Continuous Casting BilletsDocument5 pagesCenterline Segregation in Continuous Casting BilletsAnonymous MAJuDkNo ratings yet
- Clad & Weld Overlay Solutions for Oil & Gas IndustriesDocument8 pagesClad & Weld Overlay Solutions for Oil & Gas Industrieskatchani50% (2)
- Submerged Arc Welding Fluxes BasicityDocument3 pagesSubmerged Arc Welding Fluxes Basicitylram70No ratings yet
- Metallurgy of WeldingDocument40 pagesMetallurgy of Weldingquiron2010100% (1)
- PART 65 ASME IX - Part 3 How To Carry Out A Welder QualificationDocument9 pagesPART 65 ASME IX - Part 3 How To Carry Out A Welder Qualificationravindra_jivaniNo ratings yet
- Guideline To Nickel AlloysDocument8 pagesGuideline To Nickel AlloysHeanjiaAlloysNo ratings yet
- Advances in Wear Resistant Alloys and ApplicationsDocument56 pagesAdvances in Wear Resistant Alloys and ApplicationsMilanWaNo ratings yet
- Welding Duplex Stainless Steels - A Review of Currernt RecommendationsDocument12 pagesWelding Duplex Stainless Steels - A Review of Currernt RecommendationsTrushar Parmar100% (1)
- Corrosion Resistant AlloysDocument40 pagesCorrosion Resistant Alloysmiker100No ratings yet
- Metallurgy For Downhole Oilfield Equipment PDFDocument1 pageMetallurgy For Downhole Oilfield Equipment PDFYousuf MemonNo ratings yet
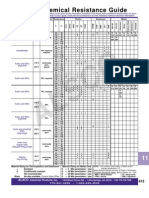
- Alsco: Chemical Resistance GuideDocument55 pagesAlsco: Chemical Resistance GuidejcndNo ratings yet
- Welding MetallurgyDocument69 pagesWelding MetallurgyManish Sharma100% (8)
- Welding MetallurgyDocument25 pagesWelding MetallurgyFernandoiNo ratings yet
- Welding of Ni SteelDocument4 pagesWelding of Ni SteelVikas Kumar PathakNo ratings yet
- Especificacion API 5lDocument44 pagesEspecificacion API 5ljpcc1986100% (1)
- Corrosion On WeldmentDocument5 pagesCorrosion On Weldmentprabuharan89100% (1)
- Hydrogen Induced Stress Cracking (DNV RP F112)Document25 pagesHydrogen Induced Stress Cracking (DNV RP F112)Guillaume BoyerNo ratings yet
- Incoloy Alloy 25-6MODocument13 pagesIncoloy Alloy 25-6MOsiswoutNo ratings yet
- Heat Treatment RequirementsDocument7 pagesHeat Treatment RequirementsarunradNo ratings yet
- Eil Spec For PmiDocument8 pagesEil Spec For Pmisachinchavan1981No ratings yet
- Ferrite and Austenite Grain StructuresDocument148 pagesFerrite and Austenite Grain StructuresFelipe Arce100% (2)
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureDocument4 pagesA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16No ratings yet
- How to Determine the Right Preheating and Interpass TemperaturesDocument4 pagesHow to Determine the Right Preheating and Interpass TemperaturesMohammad RizwanNo ratings yet
- Introduction To OCTG Premium Connections Connectors Finite Element AnalysisDocument7 pagesIntroduction To OCTG Premium Connections Connectors Finite Element AnalysisHector BarriosNo ratings yet
- Comparison of NDT Methods and Their CostsDocument11 pagesComparison of NDT Methods and Their Costskailash100% (1)
- Weldability 2Document56 pagesWeldability 2vivek bhangaleNo ratings yet
- Everything about spherical pressure vesselsDocument4 pagesEverything about spherical pressure vesselsalokbdasNo ratings yet
- 2.2.2 Technical Requirements For Weld Overlay, Cladding & HardfacingDocument6 pages2.2.2 Technical Requirements For Weld Overlay, Cladding & Hardfacingim4uim4uim4u100% (4)
- Flexpipe PDS FlexCord EnglishDocument2 pagesFlexpipe PDS FlexCord EnglishpsycopaulNo ratings yet
- Heat Treatment of SteelDocument3 pagesHeat Treatment of SteelpramodNo ratings yet
- CRA Material PDFDocument114 pagesCRA Material PDFsenthil_kr100% (3)
- Lecture 1-Fundamentals of Welding MetallurgyDocument46 pagesLecture 1-Fundamentals of Welding MetallurgyHamiduNo ratings yet
- Method of Calculating The Cooling Rate in HAZ During WeldingDocument6 pagesMethod of Calculating The Cooling Rate in HAZ During WeldingahmedNo ratings yet
- IPP05 Material Selection PDFDocument51 pagesIPP05 Material Selection PDFsebastianNo ratings yet
- Phased Array and ToFD - V - Radiography PDFDocument14 pagesPhased Array and ToFD - V - Radiography PDFdarouich100% (1)
- 634515782532305000Document137 pages634515782532305000Norisk NanungNo ratings yet
- Austenitic High Temperature 153MA 253MA Stainless BrochureDocument16 pagesAustenitic High Temperature 153MA 253MA Stainless BrochurezosternatNo ratings yet
- Materials For LNG ServicesDocument10 pagesMaterials For LNG ServicesSung Hyun TakNo ratings yet
- Segregation and Banding in Carbon and Alloy SteelDocument2 pagesSegregation and Banding in Carbon and Alloy Steelmp87_ing100% (3)
- Testing of WeldsDocument44 pagesTesting of Weldspkn_pnt9950No ratings yet
- Fissures in Austenitic Stainless Steel Weld MetalsDocument12 pagesFissures in Austenitic Stainless Steel Weld MetalsthanhNo ratings yet
- Oil & Gas Downstream - EN-weldingDocument22 pagesOil & Gas Downstream - EN-weldingcutefrenzyNo ratings yet
- Improvements To Increase The Efficiency of The Alphazero Algorithm: A Case Study in The Game 'Connect 4'Document9 pagesImprovements To Increase The Efficiency of The Alphazero Algorithm: A Case Study in The Game 'Connect 4'Lam Mai NgocNo ratings yet
- Competency-Based Learning GuideDocument10 pagesCompetency-Based Learning GuideOliver BC Sanchez100% (2)
- 3 Intro To Ozone LaundryDocument5 pages3 Intro To Ozone LaundrynavnaNo ratings yet
- BA 9000 - NIJ CTP Body Armor Quality Management System RequirementsDocument6 pagesBA 9000 - NIJ CTP Body Armor Quality Management System RequirementsAlberto GarciaNo ratings yet
- Khadi Natural Company ProfileDocument18 pagesKhadi Natural Company ProfileKleiton FontesNo ratings yet
- Discursive Closure and Discursive Openings in SustainabilityDocument10 pagesDiscursive Closure and Discursive Openings in SustainabilityRenn MNo ratings yet
- Rebranding Brief TemplateDocument8 pagesRebranding Brief TemplateRushiraj Patel100% (1)
- Ten Golden Rules of LobbyingDocument1 pageTen Golden Rules of LobbyingChaibde DeNo ratings yet
- MN AG v. SANOFI - 3:18-cv-14999 - Defendants' Joint Motion To Dismiss - 2019-08-12Document124 pagesMN AG v. SANOFI - 3:18-cv-14999 - Defendants' Joint Motion To Dismiss - 2019-08-12The Type 1 Diabetes Defense FoundationNo ratings yet
- Weka Tutorial 2Document50 pagesWeka Tutorial 2Fikri FarisNo ratings yet
- Trinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Document13 pagesTrinath Chigurupati, A095 576 649 (BIA Oct. 26, 2011)Immigrant & Refugee Appellate Center, LLCNo ratings yet
- Ju Complete Face Recovery GAN Unsupervised Joint Face Rotation and De-Occlusion WACV 2022 PaperDocument11 pagesJu Complete Face Recovery GAN Unsupervised Joint Face Rotation and De-Occlusion WACV 2022 PaperBiponjot KaurNo ratings yet
- Rencana Pembelajaran Semester Sistem Navigasi ElektronikDocument16 pagesRencana Pembelajaran Semester Sistem Navigasi ElektronikLastri AniNo ratings yet
- Computers As Components 2nd Edi - Wayne WolfDocument815 pagesComputers As Components 2nd Edi - Wayne WolfShubham RajNo ratings yet
- 50TS Operators Manual 1551000 Rev CDocument184 pages50TS Operators Manual 1551000 Rev CraymondNo ratings yet
- CompactLogix 5480 Controller Sales GuideDocument2 pagesCompactLogix 5480 Controller Sales GuideMora ArthaNo ratings yet
- 2JA5K2 FullDocument22 pages2JA5K2 FullLina LacorazzaNo ratings yet
- Group 4 HR201 Last Case StudyDocument3 pagesGroup 4 HR201 Last Case StudyMatt Tejada100% (2)
- 1 Estafa - Arriola Vs PeopleDocument11 pages1 Estafa - Arriola Vs PeopleAtty Richard TenorioNo ratings yet
- Gary Mole and Glacial Energy FraudDocument18 pagesGary Mole and Glacial Energy Fraudskyy22990% (1)
- De Thi Chuyen Hai Duong 2014 2015 Tieng AnhDocument4 pagesDe Thi Chuyen Hai Duong 2014 2015 Tieng AnhHuong NguyenNo ratings yet
- Haryana Retial GarmentsDocument8 pagesHaryana Retial Garmentssudesh.samastNo ratings yet
- ABBBADocument151 pagesABBBAJeremy MaraveNo ratings yet
- How To Make Money in The Stock MarketDocument40 pagesHow To Make Money in The Stock Markettcb66050% (2)
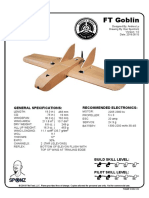
- FT Goblin Full SizeDocument7 pagesFT Goblin Full SizeDeakon Frost100% (1)
- Empowerment Technologies Learning ActivitiesDocument7 pagesEmpowerment Technologies Learning ActivitiesedzNo ratings yet
- Entrepreneurship WholeDocument20 pagesEntrepreneurship WholeKrizztian SiuaganNo ratings yet
- Ebook The Managers Guide To Effective Feedback by ImpraiseDocument30 pagesEbook The Managers Guide To Effective Feedback by ImpraiseDebarkaChakrabortyNo ratings yet
- Benchmarking Guide OracleDocument53 pagesBenchmarking Guide OracleTsion YehualaNo ratings yet
- 3DS MAX SYLLABUSDocument8 pages3DS MAX SYLLABUSKannan RajaNo ratings yet