You might also like
- Metrologie de BaseDocument8 pagesMetrologie de BaseA. samir86% (7)
- Présentation Mini Projet EmboutissageDocument32 pagesPrésentation Mini Projet EmboutissageAmeny AamaraNo ratings yet
- Examen 2013 Correction PDFDocument10 pagesExamen 2013 Correction PDFNassim RabaouiNo ratings yet
- Corrige D Examen MNT PRV 4fDocument3 pagesCorrige D Examen MNT PRV 4fNasserNo ratings yet
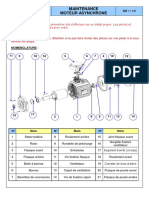
- Démontage Remontage - Maintenance Moteur PDFDocument5 pagesDémontage Remontage - Maintenance Moteur PDFMayor Nfmn100% (2)
- Calcul Des Boulons Au CisaillementDocument2 pagesCalcul Des Boulons Au CisaillementNadia DridiNo ratings yet
- Pompe A Pistons Axiaux PDFDocument8 pagesPompe A Pistons Axiaux PDFNadia DridiNo ratings yet
- Pompe A Pistons Axiaux PDFDocument8 pagesPompe A Pistons Axiaux PDFNadia DridiNo ratings yet
- Chapitre.3 Partie.1Document38 pagesChapitre.3 Partie.1Nadia DridiNo ratings yet
- C 04-02 PDFDocument8 pagesC 04-02 PDFkharrat samirNo ratings yet
- Designation Materiaux v4Document6 pagesDesignation Materiaux v4Hatem LaajiliNo ratings yet
- Caracteristiques Des HuilesDocument9 pagesCaracteristiques Des Huilessl1962100% (1)
- m14 Sensibilisation A La Qualite Ge EsaDocument75 pagesm14 Sensibilisation A La Qualite Ge EsaNadia DridiNo ratings yet
- Tap PDFDocument248 pagesTap PDFNadia DridiNo ratings yet
- Position Protection Animale ChasseDocument9 pagesPosition Protection Animale ChasseNadia DridiNo ratings yet
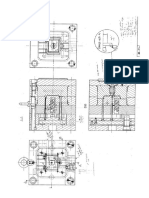
- Plan de MouleDocument1 pagePlan de MouleNadia DridiNo ratings yet
- Sujet 1 PDFDocument10 pagesSujet 1 PDFLarbi ElbakkaliNo ratings yet
- Examen 2013Document4 pagesExamen 2013Brahim MouhcineNo ratings yet
- Torsion Act (Banc D'essai)Document4 pagesTorsion Act (Banc D'essai)Nadia DridiNo ratings yet
- Empreintesv 6Document17 pagesEmpreintesv 6amrNo ratings yet
- Accoudoirv 5Document46 pagesAccoudoirv 5Nadia DridiNo ratings yet
- EffetgyroscopiqueDocument22 pagesEffetgyroscopiqueNadia DridiNo ratings yet
- Operations Geometriques 2DDocument12 pagesOperations Geometriques 2DNadia DridiNo ratings yet
- Carte de L'europe À ImprimerDocument1 pageCarte de L'europe À ImprimerNadia DridiNo ratings yet
- Automobile 1 V 2Document41 pagesAutomobile 1 V 2Nadia DridiNo ratings yet
- Vocabulaire Moule DinjectionDocument1 pageVocabulaire Moule DinjectionMouradBenSedrineNo ratings yet
- Moule D'injectionDocument3 pagesMoule D'injectionNadia DridiNo ratings yet
- Vocabulaire Moule DinjectionDocument1 pageVocabulaire Moule DinjectionMouradBenSedrineNo ratings yet
- Caractéristiques Équivalentes D'inertie de Mécanismes CourantsDocument2 pagesCaractéristiques Équivalentes D'inertie de Mécanismes CourantsNadia DridiNo ratings yet
- Implementation D Un Modele de ComportemeDocument3 pagesImplementation D Un Modele de ComportemeNadia DridiNo ratings yet
- Caractéristiques Équivalentes D'inertie de Mécanismes CourantsDocument2 pagesCaractéristiques Équivalentes D'inertie de Mécanismes CourantsNadia DridiNo ratings yet
- Dossier Technique Truelle Bg39Document13 pagesDossier Technique Truelle Bg39michelNo ratings yet
- Procédés D'obtention Des ProduitsDocument16 pagesProcédés D'obtention Des ProduitsELMustaphaELMoukhtariNo ratings yet
- HJFDocument31 pagesHJFyounes CHABILANo ratings yet
- HHHFHDocument45 pagesHHHFHKhaled GammoudiNo ratings yet
- Modélisation Des ProcédésDocument15 pagesModélisation Des ProcédésFilaliAbderrahimNo ratings yet
- These Garcia ArandaDocument188 pagesThese Garcia ArandadarkeyesesNo ratings yet
- Modélisation Et Simulation Numérique de L'emboutissage de Tôle GaufréesDocument3 pagesModélisation Et Simulation Numérique de L'emboutissage de Tôle GaufréesMohand Oulhadj ChalaliNo ratings yet
- Amelioration de La MaintenanceDocument65 pagesAmelioration de La MaintenancealiNo ratings yet
- Chapitre 3. Emboutissage Des TolesDocument38 pagesChapitre 3. Emboutissage Des TolesgadriNo ratings yet
- Mini Projet Plieuse RapportDocument32 pagesMini Projet Plieuse Rapportamina bouteraa100% (1)
- Rapport de Stage FinalDocument99 pagesRapport de Stage FinalAmina BoualoulNo ratings yet
- Découpage Et Cambrage p41 - 65 PR FinalDocument25 pagesDécoupage Et Cambrage p41 - 65 PR FinalAbderrazak Zahir100% (1)
- Catalogue Produits Métallurgiques Services FournituresDocument318 pagesCatalogue Produits Métallurgiques Services FournitureslhabsNo ratings yet
- La Leçon Sur Le Pliage Des TôlesDocument5 pagesLa Leçon Sur Le Pliage Des TôlesChadi AbdelazizNo ratings yet
- Present Abaqus LP 030307Document53 pagesPresent Abaqus LP 030307Mokhtar Zemri100% (1)
- Rapport de Stage Pfe - Amelioration de La Productivité de La Ligne BTDocument80 pagesRapport de Stage Pfe - Amelioration de La Productivité de La Ligne BTSridinaNo ratings yet
- Aitibrout Sofiane, Baziz AliDocument147 pagesAitibrout Sofiane, Baziz Alitallalmourad21No ratings yet
- Emboutissage-Doc 2Document12 pagesEmboutissage-Doc 2Mohammed Elkouhen100% (1)
- Cours Forge Sec1Document38 pagesCours Forge Sec1Kawtar BihiNo ratings yet
- Op 2010 FinalDocument64 pagesOp 2010 FinalAnis SuissiNo ratings yet
- Pliage Des TolesDocument23 pagesPliage Des TolesMustfa BadianeNo ratings yet
- Addoum, Abderrahmane Bahloul, AmirDocument75 pagesAddoum, Abderrahmane Bahloul, AmirFabian BessonNo ratings yet
- Mémoire Fin D'etudeDocument83 pagesMémoire Fin D'etudemarzoukmohamedamine2023No ratings yet
- Rapport de StageDocument16 pagesRapport de StageDjamal Mamadi100% (1)
- EmboutissageDocument4 pagesEmboutissageislam mohammedNo ratings yet
- RapportDocument10 pagesRapportSahroufi AymanNo ratings yet
- 4 .4 Pliage-DúcoupageDocument6 pages4 .4 Pliage-DúcoupageAhmed SlimenNo ratings yet
- L'ETAT de L'ART de Systeme - Problematique Et ObjectifsDocument12 pagesL'ETAT de L'ART de Systeme - Problematique Et ObjectifsAbdesselam SiempreNo ratings yet