You might also like
- Plants Life Cycles and PartsDocument5 pagesPlants Life Cycles and PartsseemaNo ratings yet
- Room Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFDocument11 pagesRoom Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFAshpavi ArunNo ratings yet
- Aircraft Gas Turbine Tecnology by IRWINE TREAGER PDFDocument684 pagesAircraft Gas Turbine Tecnology by IRWINE TREAGER PDFJai Deep87% (67)
- Cost management strategies for departmentsDocument1 pageCost management strategies for departmentsDhiyyah MardhiyyahNo ratings yet
- EXPERIMENT 4: NMR Analysis of A Constitutional IsomerDocument18 pagesEXPERIMENT 4: NMR Analysis of A Constitutional IsomerDhiyyah Mardhiyyah100% (1)
- SO2 Removal Using Packed Column Scrubber TowerDocument60 pagesSO2 Removal Using Packed Column Scrubber TowerAbrahamChongNo ratings yet
- B+V ELEVATOR SIDE DOOR Collar Type VS09 A4Document19 pagesB+V ELEVATOR SIDE DOOR Collar Type VS09 A4Игорь ШиренинNo ratings yet
- Carbapenamses in Antibiotic ResistanceDocument53 pagesCarbapenamses in Antibiotic Resistancetummalapalli venkateswara raoNo ratings yet
- Melt CrystallizationDocument10 pagesMelt Crystallizationarsh19706636No ratings yet
- MR15 Mechanical Engineering SyllabusDocument217 pagesMR15 Mechanical Engineering Syllabusramji_kkpNo ratings yet
- American Woodworker No 171 April-May 2014Document76 pagesAmerican Woodworker No 171 April-May 2014Darius White75% (4)
- O-L English - Model Paper - Colombo ZoneDocument6 pagesO-L English - Model Paper - Colombo ZoneJAYANI JAYAWARDHANA100% (4)
- Process Flow Diagram For Ammonia SynthesisDocument6 pagesProcess Flow Diagram For Ammonia SynthesisHanan Ahmed Ibrahim100% (1)
- Plate Hydraulic Design ExampleDocument53 pagesPlate Hydraulic Design ExampleChristopher RileyNo ratings yet
- Membrane Seperation (10.04.20)Document57 pagesMembrane Seperation (10.04.20)HARI PRASATHNo ratings yet
- Reverse Osmosis: Pavanmandapaka Asst. Professor Dept. of Civil & Envt. Engg. Upes, DehradunDocument21 pagesReverse Osmosis: Pavanmandapaka Asst. Professor Dept. of Civil & Envt. Engg. Upes, DehradunKetan BajajNo ratings yet
- Eating and HealingDocument19 pagesEating and HealingMariana CoriaNo ratings yet
- DiffusionDocument83 pagesDiffusionmohamedNo ratings yet
- Membrane Separation Processes - Technology and Business OpportunitiesDocument41 pagesMembrane Separation Processes - Technology and Business OpportunitiesMashiro Hikari0% (1)
- Pathways-Childrens Ministry LeaderDocument16 pagesPathways-Childrens Ministry LeaderNeil AtwoodNo ratings yet
- Arcelor Mittal - Bridges PDFDocument52 pagesArcelor Mittal - Bridges PDFShamaNo ratings yet
- Manufacture of UreaDocument36 pagesManufacture of UreaNandadulal GhoshNo ratings yet
- Solution of Introduction To Many-Body Quantum Theory in Condensed Matter Physics (H.Bruus & K. Flensberg)Document54 pagesSolution of Introduction To Many-Body Quantum Theory in Condensed Matter Physics (H.Bruus & K. Flensberg)Calamanciuc Mihai MadalinNo ratings yet
- Membrane Formation and Operating ConsiderationsDocument37 pagesMembrane Formation and Operating ConsiderationsSusmin SethumadhavanNo ratings yet
- Membrane Technology: By: Prof. Dr. Tien R. MuchtadiDocument47 pagesMembrane Technology: By: Prof. Dr. Tien R. MuchtadiDwiMariaUlfahNo ratings yet
- Chapter 4 Membrane Separation ProcessDocument53 pagesChapter 4 Membrane Separation ProcessCaratsSVTNo ratings yet
- Bubble Column TechnologyDocument34 pagesBubble Column TechnologyВладимир Петров100% (1)
- Lurgi's Mega-Methanol Technology Opens The Door For A New Era in Down-Stream ApplicationsDocument6 pagesLurgi's Mega-Methanol Technology Opens The Door For A New Era in Down-Stream ApplicationsDhiyyah MardhiyyahNo ratings yet
- 01 Chapter 1Document17 pages01 Chapter 1darshiniloganathan8No ratings yet
- Thesis Syed AbbasDocument263 pagesThesis Syed AbbasabubakarNo ratings yet
- Mass Transfer (Topic 2)Document23 pagesMass Transfer (Topic 2)Siswand BIn Mohd Ali0% (1)
- MEMBRANE PROCESSES: REVERSE OSMOSIS, ULTRAFILTRATION AND MICROFILTRATIONDocument18 pagesMEMBRANE PROCESSES: REVERSE OSMOSIS, ULTRAFILTRATION AND MICROFILTRATIONssgentisNo ratings yet
- Hinkova Membrane Introduc Web 11Document60 pagesHinkova Membrane Introduc Web 11Nagwa MansyNo ratings yet
- 17.0 Lec 8membran BioseprationDocument19 pages17.0 Lec 8membran BioseprationChan Chun ChenNo ratings yet
- Reverse Osmosis ModelingDocument14 pagesReverse Osmosis ModelingLina ArevaloNo ratings yet
- Al-Muthanna University College of Engineering Department of Chemical EngineeringDocument11 pagesAl-Muthanna University College of Engineering Department of Chemical Engineeringسراء حيدر كاظمNo ratings yet
- Fundamental Principles of Ultrafiltration PDFDocument15 pagesFundamental Principles of Ultrafiltration PDFalmutaz9879No ratings yet
- Meyer Coal 2014Document23 pagesMeyer Coal 2014Molote Erwin MalieheNo ratings yet
- Sandia Lab Membrane TechnologiesDocument36 pagesSandia Lab Membrane TechnologiesMohamed ZahranNo ratings yet
- Koya University Faculty of Engineering School of Petroleum and Chemical Reservior LabDocument16 pagesKoya University Faculty of Engineering School of Petroleum and Chemical Reservior LabBakomora Evans WilliamsNo ratings yet
- Separation Process II Course Outline UTPDocument4 pagesSeparation Process II Course Outline UTPQruisedNo ratings yet
- Cellulose Fascinating Bio PolymerDocument36 pagesCellulose Fascinating Bio PolymerEunju Lee100% (1)
- Erasmus Mass 2004 PDFDocument257 pagesErasmus Mass 2004 PDFSherLockNo ratings yet
- UcucucDocument97 pagesUcucucJV Custodio100% (2)
- School of Chemical Engineering The University of Adelaide 2017Document29 pagesSchool of Chemical Engineering The University of Adelaide 2017Nhut NguyenNo ratings yet
- Designing A Divided Wall ColumnDocument12 pagesDesigning A Divided Wall ColumnArash AbbasiNo ratings yet
- Micro ReactorDocument7 pagesMicro Reactorrr1819No ratings yet
- Design of Fixed Bed Adsorption Columns: CENG 4710 Environmental ControlDocument17 pagesDesign of Fixed Bed Adsorption Columns: CENG 4710 Environmental ControlchetanNo ratings yet
- Separation Processss Lecture NotesDocument17 pagesSeparation Processss Lecture NoteskeatyNo ratings yet
- RCMDocument15 pagesRCMAdzamNo ratings yet
- Lectures - Mass TransferDocument36 pagesLectures - Mass TransferaaaNo ratings yet
- Applications of AdsorptionDocument6 pagesApplications of AdsorptionmrshashmiNo ratings yet
- Advances in Seawater Desalination TechnologiesDocument23 pagesAdvances in Seawater Desalination TechnologiesFrank FanNo ratings yet
- Topsoe Sec Ref Cat RKS 2Document5 pagesTopsoe Sec Ref Cat RKS 2Vo Duc Minh MinhNo ratings yet
- Absorption of CO2 in Aqueous DiglycolamineDocument10 pagesAbsorption of CO2 in Aqueous DiglycolamineLê Vinh HảoNo ratings yet
- Aniline Separation From TolueneDocument41 pagesAniline Separation From ToluenecaprolactamclNo ratings yet
- Phosgene Micro Reactor A I CheDocument9 pagesPhosgene Micro Reactor A I CheJorge RamirezNo ratings yet
- Dynamic Mesh Handling in OpenFOAMDocument34 pagesDynamic Mesh Handling in OpenFOAMAmr HitchNo ratings yet
- Comparison of Several Packings For CO2 Chemical Absorption in A Packed ColumnDocument7 pagesComparison of Several Packings For CO2 Chemical Absorption in A Packed ColumnianphilanderNo ratings yet
- CH142L – Chemical Engineering Lab: Reverse Osmosis Process OptimizationDocument4 pagesCH142L – Chemical Engineering Lab: Reverse Osmosis Process OptimizationChua RhickNo ratings yet
- Membrane ProcessesDocument49 pagesMembrane ProcessesNur AmaninaNo ratings yet
- Conversion and Reactor Sizing PDFDocument10 pagesConversion and Reactor Sizing PDFahmadNo ratings yet
- Mass Transfer Lecture Slides Diffusion Gases Convection Frame ReferenceDocument24 pagesMass Transfer Lecture Slides Diffusion Gases Convection Frame ReferenceaaaNo ratings yet
- Acetic Anhydride Production ProcessDocument10 pagesAcetic Anhydride Production ProcessChellam Siva Chellam SivaNo ratings yet
- Bubble Column ReactorDocument21 pagesBubble Column ReactorMuhammad Hamzah SyahrirNo ratings yet
- Membrane Assisted CrystallizationDocument12 pagesMembrane Assisted Crystallizationup4allNo ratings yet
- Definition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsDocument2 pagesDefinition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsWade ColemanNo ratings yet
- ReportDocument53 pagesReportutkarshNo ratings yet
- CP302 Mass Transfer Principles: Diffusion in SolidsDocument38 pagesCP302 Mass Transfer Principles: Diffusion in SolidsDeneshVijayNo ratings yet
- For Membrane SeparationDocument10 pagesFor Membrane SeparationKameshTripathiNo ratings yet
- Multi-Effect Plate Distiller MEP SeriesDocument4 pagesMulti-Effect Plate Distiller MEP Seriesgochi bestNo ratings yet
- Air Pollution Control: Carbon Adsorption For Vocs: Course No: C03-013 Credit: 3 PDHDocument46 pagesAir Pollution Control: Carbon Adsorption For Vocs: Course No: C03-013 Credit: 3 PDHwangbeifuNo ratings yet
- Polymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsFrom EverandPolymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsSanjay Mavinkere RangappaNo ratings yet
- 6.6.2 Poly (Ethylene Tere Phthalate)Document13 pages6.6.2 Poly (Ethylene Tere Phthalate)Taufik Abdillah NatsirNo ratings yet
- Nur Mardhiyyah Binti Azizuddin (2014237414) EH220 6B Statistical Quality ControlDocument2 pagesNur Mardhiyyah Binti Azizuddin (2014237414) EH220 6B Statistical Quality ControlDhiyyah MardhiyyahNo ratings yet
- Process Production of PETDocument7 pagesProcess Production of PETDhiyyah MardhiyyahNo ratings yet
- Food Chemistry: Mohd Nazrul Hisham Daud, Dian Nashiela Fatanah, Noriham Abdullah, Rohaya AhmadDocument12 pagesFood Chemistry: Mohd Nazrul Hisham Daud, Dian Nashiela Fatanah, Noriham Abdullah, Rohaya AhmadDhiyyah MardhiyyahNo ratings yet
- PlantDesign Abs, Intro, Needs, MarketDocument9 pagesPlantDesign Abs, Intro, Needs, MarketDhiyyah MardhiyyahNo ratings yet
- Food Chemistry: Mohd Nazrul Hisham Daud, Dian Nashiela Fatanah, Noriham Abdullah, Rohaya AhmadDocument12 pagesFood Chemistry: Mohd Nazrul Hisham Daud, Dian Nashiela Fatanah, Noriham Abdullah, Rohaya AhmadDhiyyah MardhiyyahNo ratings yet
- 1-S2.0-S0308814615011917-Use Maceration Techniques PDFDocument8 pages1-S2.0-S0308814615011917-Use Maceration Techniques PDFDhiyyah MardhiyyahNo ratings yet
- Techniques For Extraction of Bioactive Compound From Plant Materials PDFDocument11 pagesTechniques For Extraction of Bioactive Compound From Plant Materials PDFDhiyyah MardhiyyahNo ratings yet
- 3Ul/Dqn - Kluvdul/D 5Dmx.0HzdgdDocument7 pages3Ul/Dqn - Kluvdul/D 5Dmx.0HzdgdTongam May Andrivan SinagaNo ratings yet
- 2 - 1 Chemical PreservationDocument18 pages2 - 1 Chemical PreservationDhiyyah MardhiyyahNo ratings yet
- Quality Control in Paint ManufacturingDocument48 pagesQuality Control in Paint ManufacturingDhiyyah MardhiyyahNo ratings yet
- Tutorial 2 QuestionDocument2 pagesTutorial 2 QuestionDhiyyah MardhiyyahNo ratings yet
- NethodDocument1 pageNethodDhiyyah MardhiyyahNo ratings yet
- Natural Coagulant For Waste Water TreatmentDocument5 pagesNatural Coagulant For Waste Water TreatmentDhiyyah Mardhiyyah100% (1)
- Assignment Cre-DeTAIL DESIGNDocument5 pagesAssignment Cre-DeTAIL DESIGNDhiyyah MardhiyyahNo ratings yet
- Assignment Cre-DeTAIL DESIGNDocument5 pagesAssignment Cre-DeTAIL DESIGNDhiyyah MardhiyyahNo ratings yet
- Copper Concentration Absorbance CurveDocument1 pageCopper Concentration Absorbance CurveDhiyyah MardhiyyahNo ratings yet
- 1-INTRO Process PDFDocument10 pages1-INTRO Process PDFMuhd FahmiNo ratings yet
- Notes/What-is-a-Heat-Exchanger: Reference 1)Document1 pageNotes/What-is-a-Heat-Exchanger: Reference 1)Dhiyyah MardhiyyahNo ratings yet
- CSTR in SeriesDocument17 pagesCSTR in SeriesDhiyyah MardhiyyahNo ratings yet
- ENGLISH ASSIGNMENT Dhiyyah With CommentsDocument2 pagesENGLISH ASSIGNMENT Dhiyyah With CommentsDhiyyah MardhiyyahNo ratings yet
- Estimation Price EcoDocument1 pageEstimation Price EcoDhiyyah MardhiyyahNo ratings yet
- April 2011 Q2b-Page 1Document1 pageApril 2011 Q2b-Page 1Dhiyyah MardhiyyahNo ratings yet
- CHE515 Experiment 4Document2 pagesCHE515 Experiment 4Muhammad NursalamNo ratings yet
- IR Spectroscopy Practice Questions - Identify Absorption BandsDocument1 pageIR Spectroscopy Practice Questions - Identify Absorption BandsDhiyyah MardhiyyahNo ratings yet
- Treatment Waste WaterDocument2 pagesTreatment Waste WaterDhiyyah MardhiyyahNo ratings yet
- Cuplock Scaffold 18mPHx1.6mx2.5m SafetyDocument1 pageCuplock Scaffold 18mPHx1.6mx2.5m SafetyDIGITAL SIRNo ratings yet
- 2020 - Audcap1 - 2.3 RCCM - BunagDocument1 page2020 - Audcap1 - 2.3 RCCM - BunagSherilyn BunagNo ratings yet
- Yamaha RX-A3000 - V3067Document197 pagesYamaha RX-A3000 - V3067jaysonNo ratings yet
- Wei Et Al 2016Document7 pagesWei Et Al 2016Aline HunoNo ratings yet
- Chapter One: Business Studies Class XI Anmol Ratna TuladharDocument39 pagesChapter One: Business Studies Class XI Anmol Ratna TuladharAahana AahanaNo ratings yet
- Experiment Vit CDocument4 pagesExperiment Vit CinadirahNo ratings yet
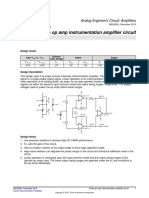
- Opamp TIDocument5 pagesOpamp TIAmogh Gajaré100% (1)
- Biotechnology Eligibility Test (BET) For DBT-JRF Award (2010-11)Document20 pagesBiotechnology Eligibility Test (BET) For DBT-JRF Award (2010-11)Nandakumar HaorongbamNo ratings yet
- An Improved Ant Colony Algorithm and Its ApplicatiDocument10 pagesAn Improved Ant Colony Algorithm and Its ApplicatiI n T e R e Y eNo ratings yet
- Lending Tree PDFDocument14 pagesLending Tree PDFAlex OanonoNo ratings yet
- Divide Fractions by Fractions Lesson PlanDocument12 pagesDivide Fractions by Fractions Lesson PlanEunice TrinidadNo ratings yet
- 2019 BioscienceJDocument14 pages2019 BioscienceJPatrícia Lima D'AbadiaNo ratings yet
- Bonding in coordination compoundsDocument65 pagesBonding in coordination compoundsHitesh vadherNo ratings yet
- The Patient Self-Determination ActDocument2 pagesThe Patient Self-Determination Actmarlon marlon JuniorNo ratings yet
- Goes 300 S Service ManualDocument188 pagesGoes 300 S Service ManualШурик КамушкинNo ratings yet
- A Development of The Test For Mathematical Creative Problem Solving AbilityDocument27 pagesA Development of The Test For Mathematical Creative Problem Solving AbilityanwarNo ratings yet
- Study Quran Online - The Online Quran Teaching Academy UK - QutorDocument9 pagesStudy Quran Online - The Online Quran Teaching Academy UK - QutorQutor co ukNo ratings yet
- DJDocument907 pagesDJDeepak BhawsarNo ratings yet
- Löwenstein Medical: Intensive Care VentilationDocument16 pagesLöwenstein Medical: Intensive Care VentilationAlina Pedraza100% (1)