You might also like
- Spreader BeamDocument7 pagesSpreader BeamAnonymous sfkedkymNo ratings yet
- Fundamentals of Programming C++Document647 pagesFundamentals of Programming C++Agustin Alvarez100% (1)
- Heat ResistantDocument52 pagesHeat Resistantkompany_dNo ratings yet
- Abrasive Fine-Finishing TechnologyDocument24 pagesAbrasive Fine-Finishing TechnologyStanislav ArtemenkovNo ratings yet
- Combustor ChambersDocument38 pagesCombustor ChambersJoao MinhoNo ratings yet
- Baby Cradle - Mini Project SynopsisDocument4 pagesBaby Cradle - Mini Project SynopsischaitanyaNo ratings yet
- Residual Stress and Its Role in FailureDocument55 pagesResidual Stress and Its Role in FailureEagle SpiritNo ratings yet
- Research MethodologyDocument43 pagesResearch Methodologyswaroophoppy100% (3)
- A Reduced-Scale Brake Dynamometer For Friction Characterization PDFDocument7 pagesA Reduced-Scale Brake Dynamometer For Friction Characterization PDFashwaniNo ratings yet
- A Reduced-Scale Brake Dynamometer For Friction Characterization PDFDocument7 pagesA Reduced-Scale Brake Dynamometer For Friction Characterization PDFashwaniNo ratings yet
- A Reduced-Scale Brake Dynamometer For Friction Characterization PDFDocument7 pagesA Reduced-Scale Brake Dynamometer For Friction Characterization PDFashwaniNo ratings yet
- Smart baby cradle helps busy parentsDocument5 pagesSmart baby cradle helps busy parentssdgdgjNo ratings yet
- Understanding of TWI J-R CurvesDocument21 pagesUnderstanding of TWI J-R CurvespcastlesmithNo ratings yet
- Measuring and Characterizing Surface TopographyDocument58 pagesMeasuring and Characterizing Surface TopographyPradeepa KNo ratings yet
- Qip Ice 23 Lubrication SystemsDocument24 pagesQip Ice 23 Lubrication SystemsMohan Kumar SNo ratings yet
- J-R BEHAVIOUR OF 20MnMoNi55 PRESSURE VESSEL STEELDocument107 pagesJ-R BEHAVIOUR OF 20MnMoNi55 PRESSURE VESSEL STEELramesh789No ratings yet
- Automatic Cradle System With Measurement of Baby's Vital Biological ParametersDocument7 pagesAutomatic Cradle System With Measurement of Baby's Vital Biological ParametersdbpublicationsNo ratings yet
- Huawei E5885ls 93a Mobile Wifi DatasheetDocument22 pagesHuawei E5885ls 93a Mobile Wifi DatasheetMohammed ShakilNo ratings yet
- Failure Analysis of A Car Suspension System Ball JointDocument8 pagesFailure Analysis of A Car Suspension System Ball Jointsubha_aeroNo ratings yet
- Understanding Surface Quality Beyond Average Roughness RaDocument20 pagesUnderstanding Surface Quality Beyond Average Roughness RaStefan NikolićNo ratings yet
- Tutorial LimbergDocument110 pagesTutorial LimbergMluzama GumedeNo ratings yet
- Report For CorrectionDocument55 pagesReport For CorrectionThe car geek CargeekNo ratings yet
- Degree of Cure by DSC MethodDocument1 pageDegree of Cure by DSC MethodVishwanadhNo ratings yet
- The Effect of Residual Stress and Crack Closure On Fatigue CrackDocument304 pagesThe Effect of Residual Stress and Crack Closure On Fatigue CrackTácito PicançoNo ratings yet
- Fatigue Analysis and Design of Different Compressor Rotor BladeDocument16 pagesFatigue Analysis and Design of Different Compressor Rotor BladeAmbrish SinghNo ratings yet
- Fracture Mechanics: Vanessa M. MartinezDocument27 pagesFracture Mechanics: Vanessa M. MartinezVanessa M. MartinezNo ratings yet
- Text Linguistics and Classical Studies - Facebook Com LinguaLIBDocument129 pagesText Linguistics and Classical Studies - Facebook Com LinguaLIBEnglish Buzz100% (1)
- Tutorial Answers - Mechanical Behaviour of MaterialsDocument2 pagesTutorial Answers - Mechanical Behaviour of MaterialsbananaNo ratings yet
- Hot Deformation of Microalloyed SteelDocument56 pagesHot Deformation of Microalloyed Steeljunee100% (1)
- Axial Piston Pump Series PV: Variable DisplacementDocument32 pagesAxial Piston Pump Series PV: Variable DisplacementGyanaranjan NayakNo ratings yet
- Co Based AlloysDocument32 pagesCo Based AlloysNookang SeaSunNo ratings yet
- KUKA Sim 30 Installation enDocument49 pagesKUKA Sim 30 Installation enRégis Naydo0% (1)
- PFR Lime Kiln Process With Blast Furnace Gas and OxygenDocument4 pagesPFR Lime Kiln Process With Blast Furnace Gas and OxygenVitor Godoy100% (1)
- Questions Bank On ElectrostaticsDocument2 pagesQuestions Bank On Electrostaticsashok PradhanNo ratings yet
- Evaluation of Failures in Mechanical Crankshafts of Automobile Based Onexpertopinion BDocument9 pagesEvaluation of Failures in Mechanical Crankshafts of Automobile Based Onexpertopinion BalanNo ratings yet
- Material failure theory explainedDocument24 pagesMaterial failure theory explainedstallone21No ratings yet
- "Final Year Ece Projects in Chennai, Bangalore, Vijayawada, Kakinada." GoodDocument18 pages"Final Year Ece Projects in Chennai, Bangalore, Vijayawada, Kakinada." Goodwondi BETNo ratings yet
- Failure Analysis of Helical Gear Shaft in Hot Rolling MillDocument7 pagesFailure Analysis of Helical Gear Shaft in Hot Rolling Millvasundhara singhNo ratings yet
- Advances in Fatigue and FractureDocument248 pagesAdvances in Fatigue and FractureBrandon EricksonNo ratings yet
- Elements of Fracture Mechanics ExplainedDocument16 pagesElements of Fracture Mechanics ExplainedJagannadha ReddyNo ratings yet
- Circumferential Notched Tensile Testing For Correlation of The Stress Intensity Factor (KI) and Stress Corrosion Crack Growth RateDocument5 pagesCircumferential Notched Tensile Testing For Correlation of The Stress Intensity Factor (KI) and Stress Corrosion Crack Growth RateSinan ChenNo ratings yet
- Article Failure AnalysisDocument25 pagesArticle Failure AnalysisMd KalamuddinNo ratings yet
- Gate Notes - Heat TreatmentDocument4 pagesGate Notes - Heat TreatmentStephanie Fleming100% (1)
- Crankshaft Failure Due To Fatigue-ADocument7 pagesCrankshaft Failure Due To Fatigue-Aaschutsehay0123No ratings yet
- Exam Replica Version 2Document14 pagesExam Replica Version 2Owais MalikNo ratings yet
- AISI 316L Stainless Steel GuideDocument2 pagesAISI 316L Stainless Steel GuideMichael DouglasNo ratings yet
- FatigueDocument32 pagesFatigueNicolau Morar33% (3)
- Guide For Recommended Practices To Perform Crack Tip Opening Displacement Tests in High Strength Low Alloy SteelsDocument13 pagesGuide For Recommended Practices To Perform Crack Tip Opening Displacement Tests in High Strength Low Alloy SteelsluizaacjNo ratings yet
- 15ME103-Materials Tech - Unit IIIDocument79 pages15ME103-Materials Tech - Unit IIIVedanth ArulvelNo ratings yet
- Effect of Crack Orientation On Fracture Behaviour of Wire + ArcDocument9 pagesEffect of Crack Orientation On Fracture Behaviour of Wire + ArcviverefeliceNo ratings yet
- J-Integral and VCCT (MSC Marc)Document2 pagesJ-Integral and VCCT (MSC Marc)nunchakuNo ratings yet
- High Temperature Rotating Bending Fatigue Behavior of The Austenitic Stainless Steels, SUS 304-B and 316-B (Trans of National Research Institute For Metals, Vol 16 - 3, 1974) PDFDocument9 pagesHigh Temperature Rotating Bending Fatigue Behavior of The Austenitic Stainless Steels, SUS 304-B and 316-B (Trans of National Research Institute For Metals, Vol 16 - 3, 1974) PDFpditzel8599No ratings yet
- Failure AnalysisDocument7 pagesFailure AnalysisbefoaNo ratings yet
- ANsys Modelling Paper SIFDocument7 pagesANsys Modelling Paper SIFPablo CollNo ratings yet
- A Review of T-Stress and Its Effects in Fracture MechanicsDocument24 pagesA Review of T-Stress and Its Effects in Fracture MechanicsMarilene Lobato100% (1)
- Ascometal Grades en PDFDocument8 pagesAscometal Grades en PDFJuan LeonNo ratings yet
- Chapter 3: Tensile TestingDocument10 pagesChapter 3: Tensile TestingKhairul MuzafarNo ratings yet
- Precipitation Hardening in Metals ExplainedDocument7 pagesPrecipitation Hardening in Metals ExplainedSouryatanu SahaNo ratings yet
- Li Dissertation 2014Document162 pagesLi Dissertation 2014chesspalace2No ratings yet
- Metallurgical Failure Analysis-IDocument30 pagesMetallurgical Failure Analysis-ISaurabh SinghNo ratings yet
- A Project For Keyless Friction Locking AssembliesDocument5 pagesA Project For Keyless Friction Locking AssembliesDiego DalpiazNo ratings yet
- Experimental Determination and Analysis of Fracture Toughness of MMCDocument79 pagesExperimental Determination and Analysis of Fracture Toughness of MMCsanthosh k sNo ratings yet
- Interpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Document10 pagesInterpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Nick pilipenkoNo ratings yet
- Determination of Mixed-Mode Stress Intensity Factors, FractureDocument16 pagesDetermination of Mixed-Mode Stress Intensity Factors, FractureSoupramanien KathirvelouNo ratings yet
- Measurement TechnicsDocument41 pagesMeasurement Technicsulys1922No ratings yet
- Fracture Specimen Stree AnalysisDocument15 pagesFracture Specimen Stree AnalysisGaurav PundirNo ratings yet
- STP1353 Eb.1415051 1 PDFDocument257 pagesSTP1353 Eb.1415051 1 PDFpaolaNo ratings yet
- A Method For Obtaining and Analyzing Sensitivity DataDocument20 pagesA Method For Obtaining and Analyzing Sensitivity Datatetay javier100% (1)
- Chemical Machining Processes For Aircraft Parts Manufacturing (May 2019)Document105 pagesChemical Machining Processes For Aircraft Parts Manufacturing (May 2019)Luis Gustavo PachecoNo ratings yet
- Factors Affecting Variable Weld PenetrationDocument32 pagesFactors Affecting Variable Weld PenetrationRodney Vitorino DiasNo ratings yet
- Proof StressDocument9 pagesProof StressAmandeep KambojNo ratings yet
- Acri 2019Document28 pagesAcri 2019Ilter KilerciNo ratings yet
- Engineering Failure Analysis: S. Barella, M. Boniardi, S. Cincera, P. Pellin, X. Degive, S. GijbelsDocument8 pagesEngineering Failure Analysis: S. Barella, M. Boniardi, S. Cincera, P. Pellin, X. Degive, S. GijbelsGholamreza MahmoodiNo ratings yet
- Nitish ResumeDocument1 pageNitish ResumeashwaniNo ratings yet
- Minor Presentation1Document5 pagesMinor Presentation1ashwaniNo ratings yet
- MajorDocument31 pagesMajorashwaniNo ratings yet
- Brake Disk AnalysisDocument20 pagesBrake Disk AnalysisashwaniNo ratings yet
- Design and Analysis of Disc Brake Rotor For A Two Wheeler-139Document6 pagesDesign and Analysis of Disc Brake Rotor For A Two Wheeler-139Noel Mahung MelendezNo ratings yet
- Contact Analysis For Drum Brakes and Disk Brakes Using AdinaDocument14 pagesContact Analysis For Drum Brakes and Disk Brakes Using AdinaashwaniNo ratings yet
- Brake Disc Design and AnalysisDocument20 pagesBrake Disc Design and AnalysisashwaniNo ratings yet
- An Experimental Study of Interior Vehicle Roughness Noise From Disc Brake SystemsDocument11 pagesAn Experimental Study of Interior Vehicle Roughness Noise From Disc Brake SystemsashwaniNo ratings yet
- Tech 09Document8 pagesTech 09demoracingeduNo ratings yet
- Thesis LiuDocument142 pagesThesis LiuashwaniNo ratings yet
- Notes02 Classical Lub TheoryDocument10 pagesNotes02 Classical Lub TheoryrishinricNo ratings yet
- Wear, 60 (1980) 253 - 268 at Elsevier Sequoia S.A., Lausanne - Printed in The NetherlandsDocument16 pagesWear, 60 (1980) 253 - 268 at Elsevier Sequoia S.A., Lausanne - Printed in The NetherlandsDeepak SharmaNo ratings yet
- Air Bearing CalculationDocument47 pagesAir Bearing CalculationtomekzawistowskiNo ratings yet
- Minor 2Document34 pagesMinor 2ashwaniNo ratings yet
- An Experimental Study of Interior Vehicle Roughness Noise From Disc Brake SystemsDocument11 pagesAn Experimental Study of Interior Vehicle Roughness Noise From Disc Brake SystemsashwaniNo ratings yet
- An Experimental Study of Interior Vehicle Roughness Noise From Disc Brake SystemsDocument11 pagesAn Experimental Study of Interior Vehicle Roughness Noise From Disc Brake SystemsashwaniNo ratings yet
- Electric Charges and Fields All DerivationsDocument9 pagesElectric Charges and Fields All DerivationsFlame kaiserNo ratings yet
- 11xx12xx SMDocument44 pages11xx12xx SMfanticelliNo ratings yet
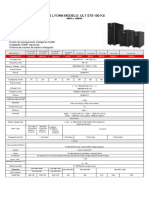
- Ups Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVADocument1 pageUps Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVASebastian Matias CruzNo ratings yet
- S7 314 IFM: Hardware and InstallationDocument87 pagesS7 314 IFM: Hardware and InstallationNitko NetkoNo ratings yet
- Problem 13.3Document2 pagesProblem 13.3kannyNo ratings yet
- Thermal DiffusivityDocument3 pagesThermal DiffusivityPrincess_Ira_E_2471No ratings yet
- 2 Nuts and Bolts: 2.1 Deterministic vs. Randomized AlgorithmsDocument13 pages2 Nuts and Bolts: 2.1 Deterministic vs. Randomized AlgorithmsEdmund ZinNo ratings yet
- Rudolf Steiner - Warmth Course GA 321Document119 pagesRudolf Steiner - Warmth Course GA 321Raul PopescuNo ratings yet
- Test Automation Design PrinciplesDocument15 pagesTest Automation Design PrinciplesSujay KumarNo ratings yet
- Grade 6 MathDocument12 pagesGrade 6 Mathapi-264682510No ratings yet
- Creating A BSP Application - Purchase Order Details Display - v1Document13 pagesCreating A BSP Application - Purchase Order Details Display - v1Amitabha SamajpatiNo ratings yet
- Oracle Database - Introduction To SQL Ed 2Document5 pagesOracle Database - Introduction To SQL Ed 2Miguel Alfonso DIAZ MORRISNo ratings yet
- Digital Electronics Basics - Flip-FlopsDocument6 pagesDigital Electronics Basics - Flip-FlopsPaolopiniNo ratings yet
- Chemical Composition, Properties, and Standards of Steel Grade 42CrMo4 (1.7225Document1 pageChemical Composition, Properties, and Standards of Steel Grade 42CrMo4 (1.7225ADITYA_PATHAK100% (1)
- Understanding the Strength and Limitations of DES EncryptionDocument32 pagesUnderstanding the Strength and Limitations of DES EncryptionArya KumariNo ratings yet
- Chapter 3 - Methods of Analysis: N N N N A A A ADocument15 pagesChapter 3 - Methods of Analysis: N N N N A A A AvampakkNo ratings yet
- AminesDocument12 pagesAminesEmelda BanumathyNo ratings yet
- Materials Refractive Index and Extinction CoefficientDocument276 pagesMaterials Refractive Index and Extinction CoefficientDr-Mandeep SinghNo ratings yet
- Physics Investigatory Project Class 12 CbseDocument20 pagesPhysics Investigatory Project Class 12 Cbsesyed50% (6)
- Active FilterDocument16 pagesActive FilterRam SankarNo ratings yet
- Heliosit OrthodonticDocument20 pagesHeliosit OrthodonticAndhika Galih PrasetyoNo ratings yet