IOSR Journal of Environmental Science, Toxicology and Food Technology (IOSR-JESTFT)
e-ISSN: 2319-2402,p- ISSN: 2319-2399.Volume 10, Issue 6 Ver. II (Jun. 2016), PP 56-62
www.iosrjournals.org
Bioethanol Production from Banana Peels
Gaddafi I. Danmaliki*1, Auwal M. Muhammad2, Abdullahi A. Shamsuddeen3
Bashir J. Usman4
1
(Department of Biochemistry, Usmanu Danfodiyo University, Sokoto, Nigeria)
(Central Drug Control Laboratory, National Agency for Food and Drug Administration and Control, Lagos,
Nigeria)
3
(Department of Chemistry, Sokoto State University, Sokoto, Nigeria) 4(Department of Chemistry, Kebbi State
University of Science and Technology, Aliero, Nigeria)
2
Abstract: Banana peels are lignocellulosic agricultural waste that has the potential to produce bioethanol as a
renewable form of energy. Pretreatment and hydrolysis of lignocellulosic biomass are crucial steps in
bioethanol production. Our study determined the efficiency of three pretreatment techniques namely water,
alkaline, and acidic pretreatments on the production of bioethanol. We applied the same hydrolysis technique
using H2SO4 to all the pretreatment techniques. Our results showed highest reducing sugar concentrations when
banana peels were pretreated with acid; pretreatment using water alone gave the lowest reducing sugar
concentrations. We used an activated strain of S. cerevisiae to convert the reducing sugars to bioethanol via a
three-day fermentation process. The bioethanol concentrations detected by GC-FID from the water, acidic, and
alkaline pretreatments were 40 ppm, 60 ppm, and 80 ppm respectively. It was evident that obtaining a high
concentration of reducing sugars after hydrolysis does not guarantee bioethanol production. Moreover, our
results have confirmed that the ultimate production of ethanol was pretreatment dependent.
Keywords: Banana Peels, Bioethanol, Fermentation. Hydrolysis, Pretreatment. S. cerevisiae
I.
Introduction
Fossil fuels are the major source of energy worldwide. The use of fossil fuel is associated with global
warming, climate change, and a variety of energy and security problems. Moreover, fossil fuel is non-evenly
distributed within nations, and equally non-renewable. Bioethanol, an ethanol liquid that is known to be a clean
fuel for combustion engines, is a readily available substitute since it can be derived from plant based materials.
The total consumption of bioethanol in 2008 was more than 65,000 million liters and the usage is growing
rapidly because it has already replaced 5.4 % gasoline usage in 2013. The use of bioethanol as an alternative
either as an octane enhancer or main fuel tend to reduce the problems associated with fossil fuels [1] [2].
However, deriving bioethanol from food sources is not a viable alternative, because we have to make the choice
between food and ethanol [3].
Ethanol also called alcohol is a colorless, flammable, volatile liquid with a molecular formula of
C2H6O. It has a molar mass of 46.07 g/mole, a density of 0.789 g/cm3, a melting point of 114 C, and a boiling
point of 78.37 C. It is widely used as a solvent, a fuel, and as a raw material for the production of other useful
chemicals that have wide applications in the industry. It is also consumed as alcohol beverage, for household
heating, and applied as an antiseptic. It is produced from ethylene hydration and fermentation of sugars, starch,
lignocellulosic materials, or hydrocarbon-based ethanol production. The use of lignocellulosic biomass for
bioethanol production is a recent alternative with great promise and still under research [4] [5]. It is an efficient,
cost-effective, and a food security-wise alternative. Such biomass includes residues from agriculture or forest,
industrial and municipal wastes, and dedicated energy crops. The substances that have been used previously to
produce bioethanol include sugarcane bagasse, corn curb, newspapers, sawdust, rice straw, wood, wheat etc.
Lignocellulose biomass is characterized by its carbohydrate content, serving as a prerequisite for
ethanol production. The biomass is composed of cellulose (4050%), hemicellulose (2535%) and lignin (15
20%) [6]. Cellulose is the dominant polymer among the three components. The efficient conversion of
lignocellulosic biomass to fermentable sugars is the rate limiting step for efficient ethanol production [6] [7].
Cellulose is a structural polymer of glucose joined together by -1, 4 glycosidic linkages. Due to this linkage,
cellulose is conferred with a high resistant and compacted crystalline structure that is able to sustain some
biological and chemical hydrolysis. Hemicellulose is found almost together with cellulose in plant cell wall. It
consists of several heteropolymers with main chain xylan backbone (-1, 4 linkages), glucuronoxylan,
arabinoxylan, glucomannan, xyloglucagan and other sugars like mannose, xylose, galactose, rhamnose, and
arabinose. It is not as resistant to hydrolysis as cellulose due to its little strength amorphous nature.
Hemicellulose can be hydrolyzed easily by acidic treatment or enzymatic activity. The type of plant greatly
influences the content of hemicellulose to be found. The last component in the lignocellulosic biomass is the
DOI: 10.9790/2402-1006025662
www.iosrjournals.org
56 | Page
Bioethanol Production from Banana Peels
lignin, a complex polymer of aromatic alcohols known as monolignols that provide support to the plants.
Overcoming the compactness and the strength of the lignocellulosic biomass in the production of ethanol is the
overall aim of all pretreatments and hydrolysis processes [8].
Conversion of cellulose polymer to ethanol involves two different processes 1. Converting cellulose to
glucose units via hydrolysis and the sugars produced from the hydrolysis process can then be converted to
ethanol by 2. Fermentation using Saccharomyces cerevisiae. Pre-treatments are normally applied to separate the
mixed polymers of lignin, hemicellulose and cellulose to provide the sugars needed for the hydrolysis and the
fermentation processes [9]. The basic steps involved in the conversion of lignocellulosic biomass to ethanol are
shown in Fig 1.
Fig 1. The steps involved in the conversion of lignocellulosic biomass to ethanol
The aim of the pretreatment step is to destroy lignin shell protecting cellulose and hemicellulose within
the plant materials. The methods used for the pretreatment include 1. Chemical pretreatments by the use of
compounds such as H2SO4, HCl, ammonia, or NaOH, 2. Physical pretreatment involving the use of steam
explosion or liquid hot water 3. Biological pretreatment that involves the use of microorganisms such as white
rot fungi, brown rot, Bacillus, Trichoderma, Aspergillus etc. The second step from Fig 1 is the hydrolysis step
which helps break down polysaccharides into monomers for effective fermentation and distillation. It involves
two methods namely acid hydrolysis and enzymatic hydrolysis. Enzymatic hydrolysis is substrate specific,
reacting directly with cellulose using enzymes such as cellulase, endo--gluconase, exo--gluconase or glucosidase [10]. Cellulase enzyme is the most common type of enzyme applied for hydrolysis purposes, and it
can be derived from bacteria or fungi. Hydrolysis using dilute acid requires a high amount of temperature which
is uneconomical since a significant amount of energy is required. Moreover, hydrolysis using concentrated acid
requires a large volume to achieve an effective hydrolysis. The last step in Fig 1 is the paramount fermentation
step which helps convert sugars to ethanol using microorganisms. S. cerevisiae (yeast) is the most common
microorganism employed for this process.
There are limitations to the production of bioethanol from lignocellulosic materials, these limitations
range from the choice of pretreatment, hydrolysis, and fermentation technologies, to the economic and
commercial scale application of the resource. Despite the presence of different pretreatment techniques, not all
are suitable for different classes of lignocellulosic biomass. A steam explosion has been widely used for the
pretreatment of agricultural related biomass residues e.g. sugarcane bagasse, rice straw or corn stover, but acid
hydrolysis is otherwise required in addition for the treatment of wood to produce high ethanol content. Due to
this drawback, research is needed to determine the pretreatment technique that will be cost effective, and at the
same time efficient to achieve the desired goal [11] [12] [13].
Here, we tried using banana waste as a substrate for bioethanol production. We aimed to produce
bioethanol from banana peels by the least expensive pretreatment technologies available i.e. hydrolysis, pulping
using dilute sodium hydroxide, and acidic pretreatment using sulfuric acid. We selected banana waste due to its
availability and accessibility. The composition of banana waste is given as lignin 20.31 %, holocellulose 57.76
%, and ash 13.63 %. Different pretreatment techniques were used for the experiment, however, only acid
hydrolysis was used for the hydrolysis which was later followed by fermentation using S. cerevisiae. The sugar
content obtained from banana peels was estimated using the Benedicts solution and the result indicated that
banana peels are an excellent source of bioethanol though the yield was pretreatment dependent.
II.
Experiment
2.1 Sample Collection
Lignocellulosic residues of banana peels were obtained from the student cafeteria at Usmanu
Danfodiyo University Sokoto (UDUS) and the residues were used as the source of sugars for the bioethanol
production. Sodium hydroxide, sulfuric acid, and yeast were used for the alkaline pretreatment, acid hydrolysis,
and fermentation respectively.
DOI: 10.9790/2402-1006025662
www.iosrjournals.org
57 | Page
Bioethanol Production from Banana Peels
2.2 Pretreatment
Pretreatment of lignocellulosic biomass prior to hydrolysis is a prerequisite for bioethanol production
because it determines the yield of bioethanol that would be obtained after fermentation. The aim of pretreatment
is to reduce the compactness, strength and crystalline nature of cellulose aiding in hydrolyzing the
lignocellulosic biomass to simple sugar units. The alkaline pretreatment was carried out using electrically
heated autoclave by the use of 10 % (wt/wt) NaOH and liquor to fiber ratio of 6:1. We cooked the fiber at 120
C for six hours prior to the discharge of pressure into the atmosphere. The peels were washed with water and
air-dried at 45 C. We subjected the peels to water pretreatment as a pretreatment process in a closed
autoclave. The banana waste was cooked at 120 C using water to liquor ratio of 1:10 for six hours. The pressure
was released into the atmosphere and the pulped fiber was washed with water and air-dried at 45 C. For acid
pretreatment, 40 g of banana sample was mixed with 200 mL of five percent H2SO4 and kept at 120 C for six
hours. The mixture was filtered to separate the solid residues from the filtrate fraction. The solid residues were
thoroughly washed with tap water to neutral pH and dried at 45 C. The setup we used for the pretreatment
techniques is depicted in Fig 2.
Fig 2. The setup for the pretreatment techniques
2.3 Hydrolysis
The aim of hydrolysis is to further degrade the polysaccharides present in the pretreated lignocellulosic
biomass of banana waste into monosaccharides subunits. The monosaccharides that will be produced upon
hydrolysis will enhance the fermentation process by S. cerevisiae. This study used sulfuric acid due to its
availability and ease of handling. 10 % sulfuric acid was prepared and mixed with the lignocellulosic biomass of
banana waste produced from the various pretreatment processes. We used a sulfuric acid to fiber ratio of 6:1.
The set up was heated at a temperature of 120 C for six hours and allowed to cool. Glucose assay was carried
out using Benedicts test to confirm the presence of reducing and non-reducing sugars prior to the fermentation
process. There was a color change observed after hydrolysis and the intensity was pretreatment dependent. The
image is given in Fig 3.
Fig 3. The color change observed after hydrolysis from different pretreatment techniques
2.4 Glucose Assay
Total reducing sugar produced from the hydrolysis of banana waste was estimated prior to the
fermentation. Confirming the presence or absence of sugar prior to fermentation saves a considerable amount of
time and effort. Benedicts test for reducing sugars was used to determine the amount of sugars generated from
DOI: 10.9790/2402-1006025662
www.iosrjournals.org
58 | Page
Bioethanol Production from Banana Peels
the pretreatment techniques. The principle behind Benedicts test is that reducing sugars convert blue copper
sulfate present in the Benedicts reagent to red copper oxide precipitate. Samples from acid, alkaline and water
pretreatments that were under hydrolysis were collected at 0 h, 24 h, 48 h, and 72 h. Color changes were
monitored from the samples after adding a few drops of Benedicts solution and heating in a water bath for five
minutes. The color change from Benedicts reaction gives a semi-quantitative or a rough estimate of the
reducing sugars present within a sample. The amount of reducing sugar present in a sample can be quantified
using the following color change: Blue (no sugar), Green (0.5 % sugar), Yellow (1 % sugar), Orange (1.5 %
sugar), Red (2 % sugar), Brown (highest level of sugar).
2.5 Fermentation
Fermentation is the final stage of bioethanol production. We used S. cerevisiae to convert the
monosaccharides and some disaccharides produced during hydrolysis into ethanol with the help of invertase and
zymase enzymes present in S. cerevisiae. An activated yeast strain was obtained from the biology lab at UDUS.
The S. cerevisiae cells were suspended in deionized water and the pretreated banana waste was used as the only
carbon source for the yeast cells. Out of the six bottles used, three served as controls (deionized water plus
banana peels but without yeast cells) while the remaining three were supplemented with both banana peels and
the yeast cells in the deionized water. Fig 4 illustrates the yeast cells prior to activation and the fermentation set
up we applied. We allowed the fermentation process to continue for three days because S. cerevisiae grows in
three days, and finally, the samples were centrifuged and bioethanol was analyzed from the filtrate using
chromatography.
Fig 4. The activated yeast strain used for the fermentation experiment and the setup applied for the fermentation
process. We had a blank for each pretreatment technique.
2.6 Ethanol Analysis
Ethanol analysis was carried out using the gas chromatography technique with a Varian 450-GC (Gas
chromatography model CP-8400) equipped with flame ionization detector (FID). GC equipped with FID is the
most common detector in gas chromatographic separation. It has several advantages over other detectors such as
high sensitivity, wide linear range, the ability to detect most organic compounds, and a low noise level.
III.
Result and discussion
The selection of a good pretreatment technique determines the success of every bioethanol production,
so it is imperative to select the best pretreatment technique available [14]. It helps open up and disintegrate the
biomass constituents into individual components i.e. cellulose, hemicellulose, and lignin. The breakdown helps
achieve an efficient hydrolysis and fermentation [15] [16]. We used three different pretreatment techniques to
process the banana peels namely water, alkaline, and acidic pretreatments using distilled water, sodium
hydroxide and sulfuric acid respectively. We obtained a varying degree in color and biomass debris at the end of
the pretreatment relative to the technique applied. The color change followed the sequence water pretreatment >
alkaline pretreatment > acidic pretreatment. However, the debris generated by the acid pretreatment was the
highest compared to the other pretreatment techniques. We attributed the high amount of debris generated by
acid pretreatment largely to the heat applied during the process. We believe high temperature helped in breaking
down the lignocellulosic biomass structure, however, we did not determine the composition of the biomass
quantitatively. Further studies are therefore needed to help characterize the biomass to provide a useful insight
into the structural composition of the polymer chains. We speculate that acid pretreatment will have a significant
impact on the hydrolysis.
Hydrolysis is the second stage of processing bioethanol from lignocellulosic biomass. Two different
methods are commonly employed during hydrolysis: acid hydrolysis and enzymatic hydrolysis. The sole aim of
DOI: 10.9790/2402-1006025662
www.iosrjournals.org
59 | Page
Bioethanol Production from Banana Peels
hydrolysis is to convert lignocellulosic biomass constituents into accessible reducing sugars that will serve as
substrates during fermentation by S. cerevisiae. This study used 10 % sulfuric acid for the hydrolysis; we
autoclaved the mixtures for five hours at 120 C and allowed the hydrolysis to proceed for three days. Samples
were retrieved at 0 h, 24 h, 48 h and 72 h and we applied Benedicts test for reducing sugars to the samples to
ascertain the presence of sugars prior to fermentation.
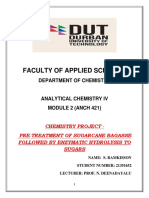
The result from the Benedicts test for reducing sugar is shown in Fig 5 with bar charts having different
colors signifying the level of sugars after each day of sampling. Benedicts reagent contains blue copper (II)
ions which are reduced to copper (I) ions in the presence of sugars. The ions will be precipitated as a red copper
(I) oxide which is insoluble in water. The scale of colors starts with blue signifying (no sugars) < green (0.5 %
sugars) < yellow (1 % sugar) < orange (1.5 % sugar) < red (2 % sugar) < brown signifying highest level of
sugars. The result showed that the reducing sugar concentration varies dramatically with the pretreatment
technique and the number of hours used for the hydrolysis. The concentration of reducing sugar obtained from
the pretreatment techniques applied followed the order acid pretreatment > alkaline pretreatment > water
pretreatment. The hydrolysis time also played a significant role in the production of reducing sugars, the
sequence followed the order 0 h < 24 h < 48 < 72 h.
3.1 Glucose concentration obtained from water pretreatment hydrolysis
The blue bars in Fig 5 indicate the amount of reducing sugars obtained from hydrolysis of water
pretreated samples as a function of time. The samples tested at 0 h prior to the start of hydrolysis showed a pale
blue color signifying little or no sugar from the sample or (0.1 % of the sugars). After 24 h of hydrolysis, a
sample was retrieved to confirm the amount of reducing sugar by Benedicts reagent and a pale greenish-yellow
color was observed indicating a little amount of reducing sugar present (0.3 % of the total sugars). At exactly 48
h of hydrolysis, we retrieved a sample and tested further, a pale yellow color was observed signifying a little
improvement from the previous results (0.8 %). The last sample was evaluated after three days of hydrolysis and
a pale-orange color was observed indicating the presence of reducing sugars (1 % of the total sugars). In
general, the amount of reducing sugars produced by this pretreatment was, therefore, minimal.
Figure 5: The amount of reducing sugars produced from different pretreatment techniques between 0 72 h
3.2 Glucose concentration from alkaline pretreatment
The brown bars in Fig 5 above indicate the amount of reducing sugars obtained after the hydrolysis of
the alkaline pretreated samples. The sample tested at 0 h of hydrolysis showed a pale blue coloration which
signifies the absence of the reducing sugars (0.2 % from the rating scale). The sample tested at 24 h showed a
pale green coloration signifying the presence of little sugar from the sample (0.4 %) while at 48 h of sampling
the concentration increased compared to the previous samples tested to (1.2 % of the total sugars). The last
sample tested after three days showed a dark orange coloration indicating the highest concentration of the
reducing sugars from the pretreatment (1.3 % of the total sugars).
3.3 Glucose concentration from acid pretreatment hydrolysis
The green bars in Fig 5 above indicate the amount of reducing sugars obtained from the hydrolysis of
the acid pretreated samples. The sample taken at 0 h of hydrolysis showed a little amount of sugar (pale green
color or 0.5 % from the rating scale) in contrast to the other pretreatments that showed little or no sugar at all at
0 h of sampling. The concentration of reducing sugar increased significantly after 24 h of sampling which
showed a dark coloration (orange-red coloration or 1.4 % of the total sugars). We obtained the highest amount
of sugar after 48 h of sampling, the Benedicts test during that time showed an orange to red coloration
signifying a high amount of sugar in the sample (1.4 %). However, after 72 h of hydrolysis, the result showed a
dramatic change, instead of the sugar concentration to increase, it decreased from the observed coloration
(yellow-orange or 1 % of the total sugars). We attributed this drop largely to the accumulation of other
metabolites unknown to us which might have interfered with the production of reducing sugars. In general, we
obtained the highest concentration of reducing sugars after hydrolysis from the acid pretreated samples.
DOI: 10.9790/2402-1006025662
www.iosrjournals.org
60 | Page
Bioethanol Production from Banana Peels
3.4 Ethanol Analysis
S. cerevisiae is the main organism used for the production of ethanol from a variety of substrates. It
produces ethanol in a large quantity and has the advantage over other organisms of resisting multiple inhibitors
such as furans, phenolic compounds and organic acids [17]. The result obtained from the glucose analysis
showed a great promise of producing bioethanol from all the pretreatment techniques employed. The result of
the ethanol analysis is presented in Fig 6. The chromatogram obtained from GC-FID confirmed the presence of
bioethanol in all the pretreatment techniques. The blue, pink, and green chromatograms represent alkaline,
water, and acid pretreatments respectively.
Fig 6. GC-FID chromatogram showing the concentration of ethanol obtained from various pretreatment
techniques. The blue, pink and green chromatograms represent alkaline, water, and acid pretreatments
respectively.
The fermentation step lasted for three days and the result obtained by water pretreatment gave the least
bioethanol concentration (40 ppm) followed by the acid pretreatment that produced the highest glucose
concentration during hydrolysis, however, it yielded a 60 ppm ethanol concentration. Lastly, alkaline
pretreatment yielded an ethanol concentration of 80 ppm. The result indicates that obtaining a high amount of
sugar after hydrolysis would not guarantee high ethanol production after fermentation. We attributed this trend
largely due to the accumulation of other toxic compounds or secondary metabolites such as phenolic
compounds, organic acids, and furans that were produced during the fermentation of the acid pretreated sample.
These toxic compounds may have induced the death phase of S. cerevisiae early during the microbial growth.
Additionally, our results have confirmed that production of bioethanol is pretreatment dependent. A bar chart
showing the amount of ethanol produced from the banana peels by the various pretreatment techniques is given
in Fig. 7.
Figure 7: A bar chart indicating the amount of ethanol produced from banana peels by different
pretreatment techniques.
IV.
Conclusion
This study investigated the feasibility of producing bioethanol from banana peels as a source of
lignocellulosic biomass. Three different pretreatment techniques were employed as the first step in the
experimental design. The pretreatment techniques were water, alkaline, and acidic pretreatments. The
techniques produced different concentrations of reducing sugar after hydrolysis with sulfuric acid. Pretreatment
with acid produced the highest reducing sugar concentration followed by alkaline pretreatment and finally water
pretreatment as confirmed by Benedicts test. However, alkaline pretreatment achieved the best conversion of
reducing sugars to ethanol. The result clearly indicates that each pretreatment technique has its inherent
advantages. In general, pretreatment using water alone without chemical enhancement yielded low result from
DOI: 10.9790/2402-1006025662
www.iosrjournals.org
61 | Page
Bioethanol Production from Banana Peels
both the glucose and ethanol experiments. The best method to produce ethanol from banana waste is to employ
alkaline pretreatment followed by acid hydrolysis and then carry out the subsequent fermentation with S.
cerevisiae as e have confirmed in this study. In general, other enzymatic techniques should be employed for the
hydrolysis because acid hydrolysis is rather highly expensive. More specific methods to maximize the yield of
bioethanol are therefore required.
References
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
[12]
[13]
[14]
[15]
[16]
[17]
T. H. Kim, F. Taylor, and K. B. Hicks, Bioethanol production from barley hull using SAA (soaking in aqueous ammonia)
pretreatment, Bioresour. Technol., 99(13), 2008, 5694702.
W. K. El-Zawawy, M. M. Ibrahim, Y. R. Abdel-Fattah, N. A. Soliman, and M. M. Mahmoud, Acid and enzyme hydrolysis to
convert pretreated lignocellulosic materials into glucose for ethanol production, Carbohydr. Polym., 84(3), 2011, 865871.
S. Sakai, Y. Tsuchida, H. Nakamoto, S. Okino, O. Ichihashi, H. Kawaguchi, T. Watanabe, M. Inui, and H. Yukawa, Effect of
lignocellulose-derived inhibitors on growth of and ethanol production by growth-arrested Corynebacterium glutamicum R., Appl.
Environ. Microbiol., 73(7), 2007, 234953.
N. Curreli, M. B. Fadda, A. Rescigno, A. C. Rinaldi, G. Soddu, F. Sollai, S. Vaccargiu, E. Sanjust, A. Rinaldi, C. Biologica, U.
Cagliari, and V. Pineta, Mild alkaline / oxidative pretreatment of wheat straw, Process Biochemoistry, 32(8), 1997, 665670.
B. Yang and C. E. Wyman, Effect of xylan and lignin removal by batch and flowthrough pretreatment on the enzymatic digestibility
of corn stover cellulose., Biotechnol. Bioeng., 86(1), 2004, 8895.
K. A. Gray, L. Zhao, and M. Emptage, Bioethanol., Curr. Opin. Chem. Biol., 10(2), 2006, 141146.
A. E. Farrell, R. J. Plevin, B. T. Turner, A. D. Jones, M. O. Hare, and D. M. Kammen, Ethanol can contribute to energy and
environmental goals, Science, 311(5760), 2006, 506-508.
C. E. Wyman, Potential synergies and challenges in refining cellulosic biomass to fuel, chemicals, and power, Biotechnol. Prog. 19,
2003, 254-262.
A. Endo, T. Nakamura, A. Ando, K. Tokuyasu, and J. Shima, Genome-wide screening of the genes required for tolerance to
vanillin, which is a potential inhibitor of bioethanol fermentation, in Saccharomyces cerevisiae, Biotechnol. Biofuels, 1(1), 2008, 3
J. K. Ko, J. S. Bak, M. W. Jung, H. J. Lee, I.-G. Choi, T. H. Kim, and K. H. Kim, Ethanol production from rice straw using
optimized aqueous-ammonia soaking pretreatment and simultaneous saccharification and fermentation processes, Bioresour.
Technol., 100(19), 2009, 43744380.
A. T. W. M. Hendriks and G. Zeeman, Pretreatments to enhance the digestibility of lignocellulosic biomass, Bioresour. Technol.,
100(1), 2009, 1018.
C. A. Cardona, J. A Quintero, and I. C. Paz, Production of bioethanol from sugarcane bagasse: Status and perspectives, Bioresour.
Technol., 101(13), 2010, 475466.
N. Mosier, C. Wyman, B. Dale, R. Elander, Y. Y. Lee, M. Holtzapple, and M. Ladisch, Features of promising technologies for
pretreatment of lignocellulosic biomass, Bioresour. Technol., 96(6), 2005, 67386.
P. Alvira, E. Toms-Pej, M. Ballesteros, and M. J. Negro, Pretreatment technologies for an efficient bioethanol production process
based on enzymatic hydrolysis: A review., Bioresour. Technol, 101(13), 2010, 485161.
M. Chen, J. Zhao, and L. Xia, Comparison of four different chemical pretreatments of corn stover for enhancing enzymatic
digestibility, Biomass and Bioenergy, 33(10), 2009, 13811385.
L. Da Costa Sousa, S. P. S. Chundawat, V. Balan, and B. E. Dale, Cradle-to-grave assessment of existing lignocellulose
pretreatment technologies., Curr. Opin. Biotechnol., 20(3), 2009, 33947.
B. Hahn-Hgerdal, K. Karhumaa, C. Fonseca, I. Spencer-Martins, and M. F. Gorwa-Grauslund, Towards industrial pentosefermenting yeast strains., Appl. Microbiol. Biotechnol., 74 (5), 2007, 93753.
DOI: 10.9790/2402-1006025662
www.iosrjournals.org
62 | Page
You might also like
- (PDF) Bioethanol Production From Banana PeelsDocument1 page(PDF) Bioethanol Production From Banana PeelsMidyaa TariqNo ratings yet
- Bioethanol Production From Banana Peels: June 2016Document8 pagesBioethanol Production From Banana Peels: June 2016Charlie Micah AquinoNo ratings yet
- Project On Wheat StrawDocument22 pagesProject On Wheat StrawGlenPalmerNo ratings yet
- Cellulolysis Processes Which Consist of Hydrolysis On Pretreated Lignocellulosic Materials, Using EnzymesDocument7 pagesCellulolysis Processes Which Consist of Hydrolysis On Pretreated Lignocellulosic Materials, Using Enzymespacoto livingstoneNo ratings yet
- Bioconversion of Lignocellulose: Inhibitors and DetoxificationDocument10 pagesBioconversion of Lignocellulose: Inhibitors and DetoxificationDaniel CarbajalNo ratings yet
- 1.4 Methods and Raw Material: 1.4.1raw Materials (Feedstock) That Contain SugarDocument11 pages1.4 Methods and Raw Material: 1.4.1raw Materials (Feedstock) That Contain SugarMidyaa TariqNo ratings yet
- The Potential of Microbial ProcessesDocument18 pagesThe Potential of Microbial ProcessesMichelli SantarelliNo ratings yet
- Bioethanol Production From Green Coconut Shell Project Reference No.: 42S - B - MSC - 008Document3 pagesBioethanol Production From Green Coconut Shell Project Reference No.: 42S - B - MSC - 008jaiNo ratings yet
- Production of Bioethanol from SugarcaneDocument12 pagesProduction of Bioethanol from SugarcaneRuvimbo ShokoNo ratings yet
- PD SimulationDocument7 pagesPD SimulationMohamad Afis Bin AdnanNo ratings yet
- Acid and Alkaline Pretreatment of Lignocellulosic Biomass To Produce Ethanol As Biofuel PDFDocument8 pagesAcid and Alkaline Pretreatment of Lignocellulosic Biomass To Produce Ethanol As Biofuel PDFVincent MalayaoNo ratings yet
- Fruit Leather Inggris 5 DoneDocument3 pagesFruit Leather Inggris 5 DonefitriNo ratings yet
- BIOTEKNOLOGI Journal Explores Bioethanol Production from Rice and Corn HusksDocument5 pagesBIOTEKNOLOGI Journal Explores Bioethanol Production from Rice and Corn HusksOdinsonNo ratings yet
- A Step Towards Environmental Waste Management and Sustainable Biofuel (Ethanol) Production From Waste Banana PeelingsDocument7 pagesA Step Towards Environmental Waste Management and Sustainable Biofuel (Ethanol) Production From Waste Banana PeelingsAJER JOURNALNo ratings yet
- Jurnal Bakteri Zymomonas Mobilis Bioetanol Di ModifikasiDocument9 pagesJurnal Bakteri Zymomonas Mobilis Bioetanol Di ModifikasiMawad DahNo ratings yet
- ABC of BiodieselDocument9 pagesABC of Biodieselakh_nano9No ratings yet
- Paper BioDocument17 pagesPaper BioI-hana D'yanaNo ratings yet
- Bioethanols2Document39 pagesBioethanols2ahmad buysyNo ratings yet
- Isolation and Screening of Hydrogen Producing Bacterial Strain From Sugarcane Bagasse Yard SoilDocument8 pagesIsolation and Screening of Hydrogen Producing Bacterial Strain From Sugarcane Bagasse Yard SoilATSNo ratings yet
- Biomass Extraction MethodsDocument12 pagesBiomass Extraction MethodsSaid Khalid ShahNo ratings yet
- Production of Bioethanol From Empty Fruit Bunch (Efb) of Oil PalmDocument26 pagesProduction of Bioethanol From Empty Fruit Bunch (Efb) of Oil PalmcelestavionaNo ratings yet
- Science Assignment 2Document2 pagesScience Assignment 2christian sanchezNo ratings yet
- PFPT ProjectDocument33 pagesPFPT ProjectTesfu LishanoNo ratings yet
- Faculty of Applied SciencesDocument39 pagesFaculty of Applied SciencesashNo ratings yet
- Pretreatment and hydrolysis of cellulosic agricultural wastes for bioethanol productionDocument7 pagesPretreatment and hydrolysis of cellulosic agricultural wastes for bioethanol productionAndré Felipe SilvaNo ratings yet
- Lignocellulosic Ethanol Production: Current Practices and Recent DevelopmentsDocument11 pagesLignocellulosic Ethanol Production: Current Practices and Recent DevelopmentsJesus MoralesNo ratings yet
- Fermentation 06 00039 v2Document11 pagesFermentation 06 00039 v2adeeljutt1182No ratings yet
- Mepe14-Bio Fuels: Unit - IiiDocument22 pagesMepe14-Bio Fuels: Unit - IiiKrishna GummadiNo ratings yet
- F1C121039 - Finkyasti Nur Adman - Tugas Bahasa Inggris SainsDocument9 pagesF1C121039 - Finkyasti Nur Adman - Tugas Bahasa Inggris SainsFinkyasti Nur AdmanNo ratings yet
- Bioethanol and Biochar Production From LignocellulosicDocument41 pagesBioethanol and Biochar Production From LignocellulosicLeta DerejeNo ratings yet
- Investigation of Bioethanol From Cassava The MainDocument23 pagesInvestigation of Bioethanol From Cassava The MainDorcas OlajideNo ratings yet
- Methods For Pretreatment of Lignocellulosic Biomass For Efficient Hydrolysis and Biofuel ProductionDocument18 pagesMethods For Pretreatment of Lignocellulosic Biomass For Efficient Hydrolysis and Biofuel ProductionFrank O'cengNo ratings yet
- A Review of Bioethanol Production From Plant-Based Waste Biomass by Yeast FermentationDocument15 pagesA Review of Bioethanol Production From Plant-Based Waste Biomass by Yeast FermentationMi PensNo ratings yet
- Energies: Second Generation Ethanol Production From Brewers' Spent GrainDocument12 pagesEnergies: Second Generation Ethanol Production From Brewers' Spent GrainmulerNo ratings yet
- Biore Source Technology: Shih-Hsin Ho, Shu-Wen Huang, Chun-Yen Chen, Tomohisa Hasunuma, Akihiko Kondo, Jo-Shu ChangDocument8 pagesBiore Source Technology: Shih-Hsin Ho, Shu-Wen Huang, Chun-Yen Chen, Tomohisa Hasunuma, Akihiko Kondo, Jo-Shu ChangViona WidyaNo ratings yet
- Energy Integration of Bioethanol Production Process From Algae Biomass: Comparison of SSF, SSCF and Acid HydrolysisDocument6 pagesEnergy Integration of Bioethanol Production Process From Algae Biomass: Comparison of SSF, SSCF and Acid HydrolysisDavinson Aguirre RodriguezNo ratings yet
- Maurya s13205-015-0279-4Document13 pagesMaurya s13205-015-0279-4Bandita DashNo ratings yet
- Simultaneous Saccharification and Fermentation (SSF) for Efficient Bio-Ethanol ProductionDocument15 pagesSimultaneous Saccharification and Fermentation (SSF) for Efficient Bio-Ethanol ProductionErika WijayaNo ratings yet
- Ethanol from Banana: Energy Analysis of 4 Production RoutesDocument7 pagesEthanol from Banana: Energy Analysis of 4 Production RoutesDanery RodriguezNo ratings yet
- Molecules: Characterization of Orange Peel Waste and Valorization To Obtain Reducing SugarsDocument14 pagesMolecules: Characterization of Orange Peel Waste and Valorization To Obtain Reducing Sugarsconfession uictNo ratings yet
- Simultaneous Saccharification and Fermentation (SSF) for low-cost bioethanol productionDocument15 pagesSimultaneous Saccharification and Fermentation (SSF) for low-cost bioethanol productionACHMAD SETIYO W.T -No ratings yet
- Almeida 2023Document13 pagesAlmeida 2023Ingryd Mayer KrinskiNo ratings yet
- Overview of Biomass Pretreatment For Cellulosic EthanolDocument18 pagesOverview of Biomass Pretreatment For Cellulosic EthanolAnand BarapatreNo ratings yet
- BT 622 Bio-Fuels Bio Refineries: T. Shiva Prasad Naik 10010646Document12 pagesBT 622 Bio-Fuels Bio Refineries: T. Shiva Prasad Naik 10010646Arindam SinharoyNo ratings yet
- Cellulolytic and Xylanolytic Actinomycetes Selection To Degrade Lignocellulosic Biomass of Robusta Coffee Pulp (Coffea Canephora)Document12 pagesCellulolytic and Xylanolytic Actinomycetes Selection To Degrade Lignocellulosic Biomass of Robusta Coffee Pulp (Coffea Canephora)Diana GarciaNo ratings yet
- The Ford Model T Car of 1908: OncernDocument3 pagesThe Ford Model T Car of 1908: OncernsivsyadavNo ratings yet
- A Novel Cell Factory For Efficient Production of Ethanol From Dairy WasteDocument11 pagesA Novel Cell Factory For Efficient Production of Ethanol From Dairy WasteVitor ArsenioNo ratings yet
- KhandakerDocument18 pagesKhandakershreyapersonal20No ratings yet
- Banana-Mango Peelings Bioethanol EffectivenessDocument4 pagesBanana-Mango Peelings Bioethanol EffectivenessRonNo ratings yet
- Biofuel and Plant Tissue CultureDocument6 pagesBiofuel and Plant Tissue CultureRUSHIKESH SINDKHEDKARNo ratings yet
- Biomass Composition and Conversion GuideDocument26 pagesBiomass Composition and Conversion Guidechunguao2010No ratings yet
- Enzymatic Digestibility of Pretreated Dewaxed Bamboo Residues As Feedstock For Bioethanol ProductionDocument7 pagesEnzymatic Digestibility of Pretreated Dewaxed Bamboo Residues As Feedstock For Bioethanol ProductionKevin Hernandez Duque100% (1)
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument23 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For Scientistsr7525rNo ratings yet
- Jof 08 00395 With CoverDocument23 pagesJof 08 00395 With CoverVitor ArsenioNo ratings yet
- Mesocarpo de Coco Verde Pretratado Por Un Proceso Alcalino Como Materia Prima para La Producción de BioetanolDocument39 pagesMesocarpo de Coco Verde Pretratado Por Un Proceso Alcalino Como Materia Prima para La Producción de BioetanolNancy EspinosaNo ratings yet
- Bioresource Technology: Raveendran Sindhu, Parameswaran Binod, Ashok PandeyDocument7 pagesBioresource Technology: Raveendran Sindhu, Parameswaran Binod, Ashok PandeyMuhammad Fakhrizal Fahmi100% (1)
- New EraDocument35 pagesNew EraSAMUEL AKANDENo ratings yet
- Resposibility: Compilation + References: Group: 3 Student Names: Kulsoom YounasDocument20 pagesResposibility: Compilation + References: Group: 3 Student Names: Kulsoom YounasAria FinNo ratings yet
- Fungi and Lignocellulosic BiomassFrom EverandFungi and Lignocellulosic BiomassChristian P KubicekNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- Socio-Ethical Impact of Turkish Dramas On Educated Females of Gujranwala-PakistanDocument7 pagesSocio-Ethical Impact of Turkish Dramas On Educated Females of Gujranwala-PakistanInternational Organization of Scientific Research (IOSR)No ratings yet
- "I Am Not Gay Says A Gay Christian." A Qualitative Study On Beliefs and Prejudices of Christians Towards Homosexuality in ZimbabweDocument5 pages"I Am Not Gay Says A Gay Christian." A Qualitative Study On Beliefs and Prejudices of Christians Towards Homosexuality in ZimbabweInternational Organization of Scientific Research (IOSR)No ratings yet
- Attitude and Perceptions of University Students in Zimbabwe Towards HomosexualityDocument5 pagesAttitude and Perceptions of University Students in Zimbabwe Towards HomosexualityInternational Organization of Scientific Research (IOSR)No ratings yet
- Comparative Visual Analysis of Symbolic and Illegible Indus Valley Script With Other LanguagesDocument7 pagesComparative Visual Analysis of Symbolic and Illegible Indus Valley Script With Other LanguagesInternational Organization of Scientific Research (IOSR)No ratings yet
- Relationship Between Social Support and Self-Esteem of Adolescent GirlsDocument5 pagesRelationship Between Social Support and Self-Esteem of Adolescent GirlsInternational Organization of Scientific Research (IOSR)No ratings yet
- The Role of Extrovert and Introvert Personality in Second Language AcquisitionDocument6 pagesThe Role of Extrovert and Introvert Personality in Second Language AcquisitionInternational Organization of Scientific Research (IOSR)No ratings yet
- A Review of Rural Local Government System in Zimbabwe From 1980 To 2014Document15 pagesA Review of Rural Local Government System in Zimbabwe From 1980 To 2014International Organization of Scientific Research (IOSR)No ratings yet
- Investigation of Unbelief and Faith in The Islam According To The Statement, Mr. Ahmed MoftizadehDocument4 pagesInvestigation of Unbelief and Faith in The Islam According To The Statement, Mr. Ahmed MoftizadehInternational Organization of Scientific Research (IOSR)No ratings yet
- A Proposed Framework On Working With Parents of Children With Special Needs in SingaporeDocument7 pagesA Proposed Framework On Working With Parents of Children With Special Needs in SingaporeInternational Organization of Scientific Research (IOSR)No ratings yet
- The Impact of Technologies On Society: A ReviewDocument5 pagesThe Impact of Technologies On Society: A ReviewInternational Organization of Scientific Research (IOSR)100% (1)
- Assessment of The Implementation of Federal Character in Nigeria.Document5 pagesAssessment of The Implementation of Federal Character in Nigeria.International Organization of Scientific Research (IOSR)No ratings yet
- An Evaluation of Lowell's Poem "The Quaker Graveyard in Nantucket" As A Pastoral ElegyDocument14 pagesAn Evaluation of Lowell's Poem "The Quaker Graveyard in Nantucket" As A Pastoral ElegyInternational Organization of Scientific Research (IOSR)No ratings yet
- Role of Madarsa Education in Empowerment of Muslims in IndiaDocument6 pagesRole of Madarsa Education in Empowerment of Muslims in IndiaInternational Organization of Scientific Research (IOSR)No ratings yet
- Topic: Using Wiki To Improve Students' Academic Writing in English Collaboratively: A Case Study On Undergraduate Students in BangladeshDocument7 pagesTopic: Using Wiki To Improve Students' Academic Writing in English Collaboratively: A Case Study On Undergraduate Students in BangladeshInternational Organization of Scientific Research (IOSR)No ratings yet
- Edward Albee and His Mother Characters: An Analysis of Selected PlaysDocument5 pagesEdward Albee and His Mother Characters: An Analysis of Selected PlaysInternational Organization of Scientific Research (IOSR)No ratings yet
- Designing of Indo-Western Garments Influenced From Different Indian Classical Dance CostumesDocument5 pagesDesigning of Indo-Western Garments Influenced From Different Indian Classical Dance CostumesIOSRjournalNo ratings yet
- Importance of Mass Media in Communicating Health Messages: An AnalysisDocument6 pagesImportance of Mass Media in Communicating Health Messages: An AnalysisInternational Organization of Scientific Research (IOSR)No ratings yet
- The Lute Against Doping in SportDocument5 pagesThe Lute Against Doping in SportInternational Organization of Scientific Research (IOSR)No ratings yet
- An Exploration On The Relationship Among Learners' Autonomy, Language Learning Strategies and Big-Five Personality TraitsDocument6 pagesAn Exploration On The Relationship Among Learners' Autonomy, Language Learning Strategies and Big-Five Personality TraitsInternational Organization of Scientific Research (IOSR)No ratings yet
- Beowulf: A Folktale and History of Anglo-Saxon Life and CivilizationDocument3 pagesBeowulf: A Folktale and History of Anglo-Saxon Life and CivilizationInternational Organization of Scientific Research (IOSR)No ratings yet
- Classical Malay's Anthropomorphemic Metaphors in Essay of Hikajat AbdullahDocument9 pagesClassical Malay's Anthropomorphemic Metaphors in Essay of Hikajat AbdullahInternational Organization of Scientific Research (IOSR)No ratings yet
- Human Rights and Dalits: Different Strands in The DiscourseDocument5 pagesHuman Rights and Dalits: Different Strands in The DiscourseInternational Organization of Scientific Research (IOSR)No ratings yet
- Transforming People's Livelihoods Through Land Reform in A1 Resettlement Areas in Goromonzi District in ZimbabweDocument9 pagesTransforming People's Livelihoods Through Land Reform in A1 Resettlement Areas in Goromonzi District in ZimbabweInternational Organization of Scientific Research (IOSR)No ratings yet
- Motivational Factors Influencing Littering in Harare's Central Business District (CBD), ZimbabweDocument8 pagesMotivational Factors Influencing Littering in Harare's Central Business District (CBD), ZimbabweInternational Organization of Scientific Research (IOSR)No ratings yet
- Women Empowerment Through Open and Distance Learning in ZimbabweDocument8 pagesWomen Empowerment Through Open and Distance Learning in ZimbabweInternational Organization of Scientific Research (IOSR)No ratings yet
- Micro Finance and Women - A Case Study of Villages Around Alibaug, District-Raigad, Maharashtra, IndiaDocument3 pagesMicro Finance and Women - A Case Study of Villages Around Alibaug, District-Raigad, Maharashtra, IndiaInternational Organization of Scientific Research (IOSR)No ratings yet
- Substance Use and Abuse Among Offenders Under Probation Supervision in Limuru Probation Station, KenyaDocument11 pagesSubstance Use and Abuse Among Offenders Under Probation Supervision in Limuru Probation Station, KenyaInternational Organization of Scientific Research (IOSR)No ratings yet
- A Study On The Television Programmes Popularity Among Chennai Urban WomenDocument7 pagesA Study On The Television Programmes Popularity Among Chennai Urban WomenInternational Organization of Scientific Research (IOSR)No ratings yet
- Kinesics, Haptics and Proxemics: Aspects of Non - Verbal CommunicationDocument6 pagesKinesics, Haptics and Proxemics: Aspects of Non - Verbal CommunicationInternational Organization of Scientific Research (IOSR)No ratings yet
- Design Management, A Business Tools' Package of Corporate Organizations: Bangladesh ContextDocument6 pagesDesign Management, A Business Tools' Package of Corporate Organizations: Bangladesh ContextInternational Organization of Scientific Research (IOSR)No ratings yet
- Effective Utilization of Agricultural Waste Review Paper IJERTV6IS090041Document8 pagesEffective Utilization of Agricultural Waste Review Paper IJERTV6IS090041aishwarya pareekNo ratings yet
- Test 3 SCRIPTDocument6 pagesTest 3 SCRIPT52000854No ratings yet
- Rich LaDucaDocument15 pagesRich LaDucaboofoo2003No ratings yet
- Ar Aicia 2009 RPDocument134 pagesAr Aicia 2009 RPMário MineiroNo ratings yet
- Bioethanol Production From Rice Straw by Popping PretreatmentDocument7 pagesBioethanol Production From Rice Straw by Popping PretreatmentSinta HandayaniNo ratings yet
- Top 10 FAQ About Electric CarsDocument63 pagesTop 10 FAQ About Electric CarsIrina PetreanuNo ratings yet
- Land Tenure & International Investment in AgricultureDocument60 pagesLand Tenure & International Investment in AgricultureN_mNo ratings yet
- Waste To Wealth Green Potential From Palm Biomass in MalaysiaDocument9 pagesWaste To Wealth Green Potential From Palm Biomass in MalaysiaLai Mei EeNo ratings yet
- Second and Third Generation BiofuelsDocument13 pagesSecond and Third Generation Biofuelsguru9anandNo ratings yet
- Renewable Power Energy Production - The Energy Sustenance Option For NigeriaDocument7 pagesRenewable Power Energy Production - The Energy Sustenance Option For NigeriaAlexander DeckerNo ratings yet
- Biodiesel Magazine SepDocument28 pagesBiodiesel Magazine Sepluz laraNo ratings yet
- Argus Global Renewable Feedstock Seminar Europe and AsiaDocument21 pagesArgus Global Renewable Feedstock Seminar Europe and Asiak_pareshNo ratings yet
- Biomass Technology Assessment 2004 USDocument176 pagesBiomass Technology Assessment 2004 USPeter KimbelNo ratings yet
- Project Report On Bio EthanolDocument72 pagesProject Report On Bio Ethanolvodachemicals20No ratings yet
- 12 - Aviation and The EnvironmentDocument30 pages12 - Aviation and The EnvironmentJurandir SanchesNo ratings yet
- 2 - Status of Bio Methanol Production - LandaelvDocument23 pages2 - Status of Bio Methanol Production - LandaelvgujunjssNo ratings yet
- Energies: Study On The Potential of Rice Straws As A Supplementary Fuel in Very Small Power Plants in ThailandDocument21 pagesEnergies: Study On The Potential of Rice Straws As A Supplementary Fuel in Very Small Power Plants in Thailandgoel2001No ratings yet
- Experimental and Modeling Studies of Portuguese Peach Stone Gasification On An Autothermal Bubbling Fluidized Bed Pilot PlantDocument16 pagesExperimental and Modeling Studies of Portuguese Peach Stone Gasification On An Autothermal Bubbling Fluidized Bed Pilot PlantKee BekiNo ratings yet
- WasteEng2018 ProceedingsDocument976 pagesWasteEng2018 ProceedingsIsah Yakub Mohammed100% (2)
- PHD Afhandling - Lasse R ClausenDocument320 pagesPHD Afhandling - Lasse R ClausenAhmadJaffarGulfarazNo ratings yet
- Chemical ProjectsDocument10 pagesChemical ProjectsZahoor Hussain RanaNo ratings yet
- 6210UK F FuelMatic Product Description - WEBDocument6 pages6210UK F FuelMatic Product Description - WEBzlightyearNo ratings yet
- (SB0A012) Smith Meter® Integrated Biofuels Blending SkidsDocument8 pages(SB0A012) Smith Meter® Integrated Biofuels Blending SkidsRoberto Carlos TeixeiraNo ratings yet
- Microalgae (1) - GoodDocument13 pagesMicroalgae (1) - GoodiimcaemdwNo ratings yet
- Biomass Energy PDFDocument6 pagesBiomass Energy PDFrohit sethNo ratings yet
- Biogas ITODocument417 pagesBiogas ITOROB1DCNo ratings yet
- External ContentDocument204 pagesExternal ContentParas Chahal100% (1)
- MP - Ethanol - 05 - Mar - 2018 - 1206345039U47U7WOPFRfinalDocument52 pagesMP - Ethanol - 05 - Mar - 2018 - 1206345039U47U7WOPFRfinalParitosh BNo ratings yet
- Mida Newsletter June 2Document49 pagesMida Newsletter June 2Ahmad AizuddinNo ratings yet
- Grainger Sawmill Case StudyDocument2 pagesGrainger Sawmill Case StudyJessica Clark100% (1)