You might also like
- AQLDocument66 pagesAQLAlia MaroufNo ratings yet
- Crizaf Catalog 2004Document69 pagesCrizaf Catalog 2004ArmandoDias100% (1)
- JLG 34 HA Boom LiftsDocument8 pagesJLG 34 HA Boom LiftsForklift Systems IncorporatedNo ratings yet
- Ampco Moldflow DatasDocument1 pageAmpco Moldflow DatasCopper AmpcometalNo ratings yet
- As 2145-2002 Stainless Steel Needle Tubing For Manufacture of Medical DevicesDocument8 pagesAs 2145-2002 Stainless Steel Needle Tubing For Manufacture of Medical DevicesSAI Global - APACNo ratings yet
- Plastic Vacuum Conveying AccessoriesDocument24 pagesPlastic Vacuum Conveying AccessoriesTony Cresicbene100% (1)
- PRV Hawkei A4 170816 Web2Document2 pagesPRV Hawkei A4 170816 Web2Spyder007No ratings yet
- Visual Control Format For Injection Molding DefectDocument2 pagesVisual Control Format For Injection Molding Defectsuresh kumarNo ratings yet
- Design and Fabrication of Injection Moulding Machine-Mechanical ProjectDocument4 pagesDesign and Fabrication of Injection Moulding Machine-Mechanical ProjectUr FriendNo ratings yet
- Impact Extrusion Process FiguresDocument36 pagesImpact Extrusion Process FiguresvinayakNo ratings yet
- Thermoplay Brochure 2006-53559Document34 pagesThermoplay Brochure 2006-53559ingenieria y desarrolloNo ratings yet
- ME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)Document23 pagesME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)mhafizanNo ratings yet
- Application of heat transfer in polymer processingDocument10 pagesApplication of heat transfer in polymer processing林丽莹0% (1)
- User Guide : CC300 Operator PanelDocument49 pagesUser Guide : CC300 Operator PanelilijaNo ratings yet
- Product Design For Manual AssemblyDocument95 pagesProduct Design For Manual AssemblySengottaiyan MalaisamyNo ratings yet
- Applied Metrology for Manufacturing EngineeringFrom EverandApplied Metrology for Manufacturing EngineeringRating: 5 out of 5 stars5/5 (1)
- TC Series Precise Ceramic Vacuum Filter Installation GuideDocument57 pagesTC Series Precise Ceramic Vacuum Filter Installation GuideKasjdkasd AksdjasdjNo ratings yet
- Fit Tolerance For Plastic PartsDocument16 pagesFit Tolerance For Plastic PartsA_JANNESNo ratings yet
- Handbook of Flexible Manufacturing SystemsFrom EverandHandbook of Flexible Manufacturing SystemsNand K. JhaNo ratings yet
- Optimization of Plastics Injection Molding Process using RSMDocument11 pagesOptimization of Plastics Injection Molding Process using RSMfaishal hafizhNo ratings yet
- (20210426 HUILI) 75 Injection Blow Moulding MachineDocument11 pages(20210426 HUILI) 75 Injection Blow Moulding MachineEsteban Juan Sejas AlanocaNo ratings yet
- Plastic Processing ResourcesDocument9 pagesPlastic Processing ResourcesRatul MohsinNo ratings yet
- SPI Tooling SpecificationsDocument3 pagesSPI Tooling SpecificationsJanaka MangalaNo ratings yet
- Week13 TNT Conversion of Piezoelectric Material DataDocument7 pagesWeek13 TNT Conversion of Piezoelectric Material DataDeepak ChachraNo ratings yet
- Flow Properties Testing and Powder Flowability - Powder & Bulk Solids Solutions PDFDocument3 pagesFlow Properties Testing and Powder Flowability - Powder & Bulk Solids Solutions PDFSukaran SinghNo ratings yet
- Developments in Large Scale Additive Manufacture - The Potential and Limitations of Wire Arc Additive Manufacture and Associated TechnologiesDocument5 pagesDevelopments in Large Scale Additive Manufacture - The Potential and Limitations of Wire Arc Additive Manufacture and Associated TechnologiesBita MohajerniaNo ratings yet
- Topic 1 - Mechanical Fastening 2Document11 pagesTopic 1 - Mechanical Fastening 2nazirulhakimNo ratings yet
- Powder Metallurgy Seminar GautamDocument31 pagesPowder Metallurgy Seminar GautamSidhartha GolchhaNo ratings yet
- C Polybridge Calculator V25 Feb 09 Office 2003Document58 pagesC Polybridge Calculator V25 Feb 09 Office 2003KodhansNo ratings yet
- Design and Fabrication of Gear Type Injection Molding MachineDocument29 pagesDesign and Fabrication of Gear Type Injection Molding MachineAnonymous ITnkbIEF75% (4)
- Possible Simulation Techniques in Metal FormingDocument23 pagesPossible Simulation Techniques in Metal FormingrikiNo ratings yet
- Molding Definition: Molding Is The Process ofDocument74 pagesMolding Definition: Molding Is The Process ofijotanNo ratings yet
- Snap Fit Design ManualDocument24 pagesSnap Fit Design Manualswap dNo ratings yet
- Vibratory FeederDocument4 pagesVibratory FeederSaran CoolNo ratings yet
- Spoon Injection Project ReportDocument73 pagesSpoon Injection Project ReportPaturu VijayNo ratings yet
- Books10 ExtrusionDocument5 pagesBooks10 ExtrusionThais G Quinones0% (2)
- Plastic Moulding Processes OverviewDocument28 pagesPlastic Moulding Processes OverviewQUAZI ADYAN AHMAD 160419736049No ratings yet
- Molding Machine & MoldingDocument24 pagesMolding Machine & MoldingJyoti KaleNo ratings yet
- Injection MouldingDocument18 pagesInjection MouldingKishore Steve AustinNo ratings yet
- Plastic Injection MouldingDocument28 pagesPlastic Injection MouldingDavid StefanNo ratings yet
- General Design Principles Mod 1 PDFDocument155 pagesGeneral Design Principles Mod 1 PDFbaltazar_54No ratings yet
- Machine Design by S K Mondal PDFDocument81 pagesMachine Design by S K Mondal PDFYuuvraj SinghNo ratings yet
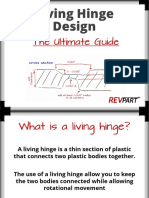
- Living Hinge Design: The Ultimate GuideDocument18 pagesLiving Hinge Design: The Ultimate GuidesansagithNo ratings yet
- Ejection System: Advantage DisadvantageDocument5 pagesEjection System: Advantage DisadvantageRaj ThakurNo ratings yet
- C2000 For Injection Molding MachineDocument11 pagesC2000 For Injection Molding Machineadilson_No ratings yet
- Ejector PinsDocument21 pagesEjector PinssyazwanmahadzirNo ratings yet
- Runner SystemsDocument12 pagesRunner SystemsEko Fransiskus PakpahanNo ratings yet
- Alsheet: Hot-Dip Aluminum-Coated Steel SheetsDocument12 pagesAlsheet: Hot-Dip Aluminum-Coated Steel SheetshadiNo ratings yet
- Design For InjectionDocument38 pagesDesign For Injectionnurwinantoindra100% (1)
- Part and Mold Design Guide (2005)Document174 pagesPart and Mold Design Guide (2005)dlstoneNo ratings yet
- Ms 304 / Fall 2007 / The Project Manufacturing An Industrial Machine: Telling The Untold Story Version 1.0 AlphaDocument107 pagesMs 304 / Fall 2007 / The Project Manufacturing An Industrial Machine: Telling The Untold Story Version 1.0 AlphaHAKAN100% (2)
- Antec Machine AuditDocument8 pagesAntec Machine AuditDivyanshu Garodia100% (1)
- 39 Screw Plasticization PDFDocument2 pages39 Screw Plasticization PDFAlexNo ratings yet
- 41 Screw Profile PDFDocument3 pages41 Screw Profile PDFAlexNo ratings yet
- 38 Screw Design Terminology PDFDocument2 pages38 Screw Design Terminology PDFAlexNo ratings yet
- 34 Moving Moulds PDFDocument68 pages34 Moving Moulds PDFAlexNo ratings yet
- 29 Setting Up A Hot Runner PDFDocument2 pages29 Setting Up A Hot Runner PDFAlexNo ratings yet
- 35 Moving Moulds Part 2 - Understanding Injection Unit Specifications PDFDocument3 pages35 Moving Moulds Part 2 - Understanding Injection Unit Specifications PDFAlexNo ratings yet
- 24 Setting Process Parameters PDFDocument3 pages24 Setting Process Parameters PDFAlexNo ratings yet
- 37 Moving Moulds Part 4 - Process Replication For The Same Mould On Different Machines PDFDocument2 pages37 Moving Moulds Part 4 - Process Replication For The Same Mould On Different Machines PDFAlexNo ratings yet
- 30 Hotrunner Optimisation PDFDocument2 pages30 Hotrunner Optimisation PDFAlexNo ratings yet
- 19 Mould Cooling Connectors PDFDocument3 pages19 Mould Cooling Connectors PDFAlexNo ratings yet
- 27 Process Cooling PDFDocument2 pages27 Process Cooling PDFAlexNo ratings yet
- 23-II Factors That Affect Clamping Force PDFDocument2 pages23-II Factors That Affect Clamping Force PDFAlexNo ratings yet
- 21 Mould Cooling Challenges PDFDocument2 pages21 Mould Cooling Challenges PDFAlexNo ratings yet
- 26-I Process Data Analysis PDFDocument2 pages26-I Process Data Analysis PDFAlexNo ratings yet
- 20-I Mould Cooling Channel Layout PDFDocument3 pages20-I Mould Cooling Channel Layout PDFAlexNo ratings yet
- 7 Screw Tip Performance PDFDocument4 pages7 Screw Tip Performance PDFAlexNo ratings yet
- 26-II Real Time Process Monitoring PDFDocument2 pages26-II Real Time Process Monitoring PDFAlexNo ratings yet
- 25 Systematic Process Control PDFDocument2 pages25 Systematic Process Control PDFAlexNo ratings yet
- 16 The Value of Holding Pressure PDFDocument3 pages16 The Value of Holding Pressure PDFAlexNo ratings yet
- 23-I Effective Clamping Force PDFDocument2 pages23-I Effective Clamping Force PDFAlexNo ratings yet
- Moulding masterclass | Selecting mould temperature controllersDocument3 pagesMoulding masterclass | Selecting mould temperature controllersAmro FaisalNo ratings yet
- 13 Gate Size PDFDocument3 pages13 Gate Size PDFAlexNo ratings yet
- 17 Holding Pressure and Hot Runners PDFDocument2 pages17 Holding Pressure and Hot Runners PDFAlexNo ratings yet
- 18 Cooling Cycle PDFDocument2 pages18 Cooling Cycle PDFAlexNo ratings yet
- 15 Hold Pressure Selection PDFDocument3 pages15 Hold Pressure Selection PDFAlexNo ratings yet
- 14 Influence of The Moulding Machine PDFDocument2 pages14 Influence of The Moulding Machine PDFAlexNo ratings yet
- 12 Selecting Injection Time PDFDocument3 pages12 Selecting Injection Time PDFAlexNo ratings yet
- 10 Investigating Melt Flow PDFDocument3 pages10 Investigating Melt Flow PDFAlexNo ratings yet
- Feedback Mechanism InstrumentDocument2 pagesFeedback Mechanism InstrumentKing RickNo ratings yet
- Porsche Scheduled Maintenance Plan BrochureDocument2 pagesPorsche Scheduled Maintenance Plan BrochureDavid LusignanNo ratings yet
- Makerere University: Office of The Academic RegistrarDocument2 pagesMakerere University: Office of The Academic RegistrarOPETO ISAACNo ratings yet
- GeM Bidding 2568310Document9 pagesGeM Bidding 2568310SICURO INDIANo ratings yet
- Power Steering Rack Components and Auto Suppliers Reference GuideDocument12 pagesPower Steering Rack Components and Auto Suppliers Reference GuideJonathan JoelNo ratings yet
- Kinds of ObligationDocument50 pagesKinds of ObligationKIM GABRIEL PAMITTANNo ratings yet
- Whitmore EZ-Switch LubricantDocument1 pageWhitmore EZ-Switch LubricantDon HowardNo ratings yet
- Unit 4 Probability AssignmentsDocument8 pagesUnit 4 Probability AssignmentsSumycheen BhusalNo ratings yet
- Sahrudaya Health Care Private Limited: Pay Slip For The Month of May-2022Document1 pageSahrudaya Health Care Private Limited: Pay Slip For The Month of May-2022Rohit raagNo ratings yet
- Science Q4 Lesson BDA EarthquakeDocument41 pagesScience Q4 Lesson BDA EarthquakeAnaLizaD.SebastianNo ratings yet
- Manual Mue Home RGBDocument8 pagesManual Mue Home RGBJason OrtizNo ratings yet
- SM 2021 MBA Assignment Forecasting InstructionsDocument3 pagesSM 2021 MBA Assignment Forecasting InstructionsAmit Anand KumarNo ratings yet
- TMA - ExerciseDocument3 pagesTMA - ExercisemorrisioNo ratings yet
- Ethics, Governance and SustainabilityDocument408 pagesEthics, Governance and Sustainabilityshamli23No ratings yet
- RIE 2013 Dumping and AD DutiesDocument21 pagesRIE 2013 Dumping and AD Dutiessm jahedNo ratings yet
- FTC470XETDocument2 pagesFTC470XETDecebal ScorilloNo ratings yet
- X Ay TFF XMST 3 N Avx YDocument8 pagesX Ay TFF XMST 3 N Avx YRV SATYANARAYANANo ratings yet
- Find The Minimal Sum of Products For The Boolean Expression F Using Quine-Mccluskey MethodDocument15 pagesFind The Minimal Sum of Products For The Boolean Expression F Using Quine-Mccluskey MethodSaira RasulNo ratings yet
- Converted File d7206cc0Document15 pagesConverted File d7206cc0warzarwNo ratings yet
- 22 Caltex Philippines, Inc. vs. Commission On Audit, 208 SCRA 726, May 08, 1992Document36 pages22 Caltex Philippines, Inc. vs. Commission On Audit, 208 SCRA 726, May 08, 1992milkteaNo ratings yet
- IT ManagementDocument7 pagesIT ManagementRebaz Raouf Salih MohammedNo ratings yet
- Moi University: School of Business and EconomicsDocument5 pagesMoi University: School of Business and EconomicsMARION KERUBONo ratings yet
- DPD 2Document1 pageDPD 2api-338470076No ratings yet
- Chrysler Corporation: Service Manual Supplement 1998 Grand CherokeeDocument4 pagesChrysler Corporation: Service Manual Supplement 1998 Grand CherokeeDalton WiseNo ratings yet
- Audit Report of CompaniesDocument7 pagesAudit Report of CompaniesPontuChowdhuryNo ratings yet
- Constitutional Law of India-II CCSU LL.B. Examination, June 2015 K-2002Document3 pagesConstitutional Law of India-II CCSU LL.B. Examination, June 2015 K-2002Mukesh ShuklaNo ratings yet
- Timesheet 2021Document1 pageTimesheet 20212ys2njx57vNo ratings yet
- Practice Questions & Answers: Made With by SawzeeyyDocument141 pagesPractice Questions & Answers: Made With by SawzeeyyPhake CodedNo ratings yet
- Term Paper Mec 208Document20 pagesTerm Paper Mec 208lksingh1987No ratings yet
- ZirakDocument4 pagesZiraktaibzirakchamkani81No ratings yet