You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Dr. Berg's Favorite HEALTHY JUNK FOODS & Other AlternativesDocument23 pagesDr. Berg's Favorite HEALTHY JUNK FOODS & Other Alternativesprashant_padte100% (8)
- Kuan Yin 100 Divine Lots InterpretationDocument30 pagesKuan Yin 100 Divine Lots InterpretationEsperanza Theiss100% (2)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- PV Elite Heat Exchanger CalculationsDocument99 pagesPV Elite Heat Exchanger CalculationscbousmuNo ratings yet
- Lines WorksheetDocument3 pagesLines WorksheetJuzef StaljinNo ratings yet
- ADA Design Guide 2010Document7 pagesADA Design Guide 2010Jack BarkerNo ratings yet
- Age Discrimination PDFDocument20 pagesAge Discrimination PDFMd. Rezoan ShoranNo ratings yet
- BS en 1092Document21 pagesBS en 1092Pranay Kharbe100% (5)
- ASTM IndexDocument34 pagesASTM IndexJimmy Chan67% (3)
- Movie Ethics ReviewDocument4 pagesMovie Ethics ReviewpearlydawnNo ratings yet
- VVNBVNDocument5 pagesVVNBVNANILNo ratings yet
- Prototype: Build Review Refine & IterateDocument7 pagesPrototype: Build Review Refine & IterateANILNo ratings yet
- VVNBVNDocument1 pageVVNBVNANILNo ratings yet
- ME GATE 2016 Set 22Document33 pagesME GATE 2016 Set 22Devaraj DevuNo ratings yet
- L9 Nominal Taguchi 1Document38 pagesL9 Nominal Taguchi 1ANILNo ratings yet
- My Statement of PurposeDocument1 pageMy Statement of PurposeANILNo ratings yet
- OceaneeringDocument1 pageOceaneeringANILNo ratings yet
- MCDocument4 pagesMCViral PatelNo ratings yet
- Ghalib... (In Hindi)Document36 pagesGhalib... (In Hindi)api-19771339No ratings yet
- WordlistDocument1 pageWordlistANILNo ratings yet
- Patent Filing ProcedureDocument34 pagesPatent Filing ProcedureANILNo ratings yet
- Word ListDocument1 pageWord ListANILNo ratings yet
- Season Classification Chart 2017: Alleppey Munnar Coorg Binsar Kanatal Shimla Kanha JaipurDocument2 pagesSeason Classification Chart 2017: Alleppey Munnar Coorg Binsar Kanatal Shimla Kanha JaipurANILNo ratings yet
- 34 NCMCDocument5 pages34 NCMCANILNo ratings yet
- GRE Essay TipsDocument1 pageGRE Essay TipsANILNo ratings yet
- Name: Nilesh Ashok Wagh Mobile No.: +91 7588930595/7020322853 Technical AchievementsDocument2 pagesName: Nilesh Ashok Wagh Mobile No.: +91 7588930595/7020322853 Technical AchievementsANILNo ratings yet
- Courses Welingkaronline Org Newlogin Subjectlist PortionDocument1 pageCourses Welingkaronline Org Newlogin Subjectlist PortionANILNo ratings yet
- Malleable Cast Iron Heat TreatmentDocument1 pageMalleable Cast Iron Heat TreatmentANILNo ratings yet
- VW CS 0412 PDFDocument4 pagesVW CS 0412 PDFANILNo ratings yet
- What Is Your Actual Pump Flow Rate?: Norman F. Perkins, P.E. Philip S. StacyDocument10 pagesWhat Is Your Actual Pump Flow Rate?: Norman F. Perkins, P.E. Philip S. StacyANILNo ratings yet
- Cryogenic RefrigerationDocument7 pagesCryogenic RefrigerationANILNo ratings yet
- Body Language For InterviewDocument5 pagesBody Language For InterviewANILNo ratings yet
- Club Mahindra Goa Varca Beach FactSheetDocument2 pagesClub Mahindra Goa Varca Beach FactSheetshrinidhik@gmailcomNo ratings yet
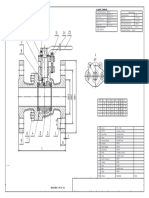
- ASM E B16.34 Valve Body W All Thickness ASM E B16.10 Api 6D Design & M AnufacturingDocument1 pageASM E B16.34 Valve Body W All Thickness ASM E B16.10 Api 6D Design & M AnufacturingANILNo ratings yet
- Refrigeration and Airconditioning by S K Mondal T&Q .0001Document133 pagesRefrigeration and Airconditioning by S K Mondal T&Q .0001ANILNo ratings yet
- Eflv 005Document1 pageEflv 005ANILNo ratings yet
- GD & T Stack Up Analysis PDFDocument12 pagesGD & T Stack Up Analysis PDFANILNo ratings yet
- Eflv 005Document1 pageEflv 005ANILNo ratings yet
- Catalogo Unidad Enfriadora Trane R-407C PDFDocument8 pagesCatalogo Unidad Enfriadora Trane R-407C PDFJUAN FRANCISCO AYALANo ratings yet
- Concept PaperDocument6 pagesConcept Paperapple amanteNo ratings yet
- Chin Cup Therapy An Effective Tool For The Correction of Class III Malocclusion in Mixed and Late Deciduous DentitionsDocument6 pagesChin Cup Therapy An Effective Tool For The Correction of Class III Malocclusion in Mixed and Late Deciduous Dentitionschic organizerNo ratings yet
- Test Units and Accessories: Sinteso™Document22 pagesTest Units and Accessories: Sinteso™Imad QsnNo ratings yet
- EDSP Quantitative and Qualitative FormDocument2 pagesEDSP Quantitative and Qualitative FormTalal SultanNo ratings yet
- Nursing Care of ElderlyDocument26 pagesNursing Care of ElderlyIndra KumarNo ratings yet
- Final TLE9 Nail Care9 Q1 Module 3Document20 pagesFinal TLE9 Nail Care9 Q1 Module 3Ma. Andrea LagmanNo ratings yet
- Rise School of Accountancy Test 08Document5 pagesRise School of Accountancy Test 08iamneonkingNo ratings yet
- MAPEH 2 SBC 2nd Quarterly AssesmentDocument5 pagesMAPEH 2 SBC 2nd Quarterly AssesmentReshiele FalconNo ratings yet
- Understanding Empathy and SympathyDocument2 pagesUnderstanding Empathy and SympathyFrinces MarvidaNo ratings yet
- No.10 Procedure For The Selection, Training, Qualification and Authorisation of Marine Management Systems Auditors No.10Document9 pagesNo.10 Procedure For The Selection, Training, Qualification and Authorisation of Marine Management Systems Auditors No.10William DaslerNo ratings yet
- Flexible and Alternative Seating: in ClassroomsDocument5 pagesFlexible and Alternative Seating: in ClassroomsweningNo ratings yet
- Mola SubseaDocument10 pagesMola Subseashahbaz akramNo ratings yet
- 12 2022 Salary Slip SintexDocument1 page12 2022 Salary Slip SintexpathyashisNo ratings yet
- GDCR Final PDFDocument311 pagesGDCR Final PDFHrushikesh PatelNo ratings yet
- CanteenDocument8 pagesCanteenmahesh4uNo ratings yet
- Milovanovic 2017Document47 pagesMilovanovic 2017Ali AloNo ratings yet
- Genset Ops Manual 69ug15 PDFDocument51 pagesGenset Ops Manual 69ug15 PDFAnonymous NYymdHgy100% (1)
- Gsis - Ra 8291Document33 pagesGsis - Ra 8291RoySantosMoralesNo ratings yet
- Biosafety FH Guidance Guide Good Manufacturing Practice enDocument40 pagesBiosafety FH Guidance Guide Good Manufacturing Practice enMaritsa PerHerNo ratings yet
- App 17 Venmyn Rand Summary PDFDocument43 pagesApp 17 Venmyn Rand Summary PDF2fercepolNo ratings yet
- Accuracy of Real-Time Shear Wave Elastography in SDocument10 pagesAccuracy of Real-Time Shear Wave Elastography in SApotik ApotekNo ratings yet
- Kidde Ads Fm200 Design Maintenance Manual Sept 2004Document142 pagesKidde Ads Fm200 Design Maintenance Manual Sept 2004José AravenaNo ratings yet