You might also like
- Evolutionary Algorithms and Neural Networks: Theory and ApplicationsFrom EverandEvolutionary Algorithms and Neural Networks: Theory and ApplicationsNo ratings yet
- Artificial Neural Networks for Intrusion DetectionDocument5 pagesArtificial Neural Networks for Intrusion Detections.pawar.19914262No ratings yet
- Artificial Intelligence Methods for Optimization of the Software Testing Process: With Practical Examples and ExercisesFrom EverandArtificial Intelligence Methods for Optimization of the Software Testing Process: With Practical Examples and ExercisesNo ratings yet
- Thesis On Face Recognition Using Neural NetworkDocument7 pagesThesis On Face Recognition Using Neural NetworkWriteMyPaperCheapCanada100% (2)
- Artificial Intelligence in Aero IndustryDocument21 pagesArtificial Intelligence in Aero IndustryZafar m warisNo ratings yet
- (IJCST-V5I6P21) :babasaheb .S. Satpute, Dr. Raghav YadavDocument4 pages(IJCST-V5I6P21) :babasaheb .S. Satpute, Dr. Raghav YadavEighthSenseGroupNo ratings yet
- Can Neural Networks Be Easily Interpreted in Software Cost Estimation?Document6 pagesCan Neural Networks Be Easily Interpreted in Software Cost Estimation?jagannath_singhNo ratings yet
- AML Individual Practical PaulY VfinalDocument7 pagesAML Individual Practical PaulY VfinalLeonardo HernanzNo ratings yet
- A Review of Studies On Machine Learning Techniques: Yogesh SinghDocument15 pagesA Review of Studies On Machine Learning Techniques: Yogesh SinghVaibhavNo ratings yet
- Master Thesis Neural NetworkDocument4 pagesMaster Thesis Neural Networktonichristensenaurora100% (1)
- Risk Management of Investment Projects Based On Artificial Neural NetworkDocument13 pagesRisk Management of Investment Projects Based On Artificial Neural NetworkAakash DebnathNo ratings yet
- Neuro-Fuzzy and Soft Computing ReviewedDocument4 pagesNeuro-Fuzzy and Soft Computing ReviewedAnil Kumar RoutNo ratings yet
- Energy-Aware Routing Algorithms in Software-Defined Networks: June 2014Document7 pagesEnergy-Aware Routing Algorithms in Software-Defined Networks: June 2014gomathiNo ratings yet
- 4 getPDF - JSPDocument4 pages4 getPDF - JSPLuis Felipe Rau AndradeNo ratings yet
- Vehicle Accidentand Traffic Classification Using Deep Convolutional Neural NetworksDocument7 pagesVehicle Accidentand Traffic Classification Using Deep Convolutional Neural NetworksTariku KussiaNo ratings yet
- University Institute of Engineering Department of Computer Science & EngineeringDocument23 pagesUniversity Institute of Engineering Department of Computer Science & EngineeringAnkit ChaurasiyaNo ratings yet
- FT CNNDocument14 pagesFT CNNAnil YogiNo ratings yet
- AI methods survey in optical networksDocument15 pagesAI methods survey in optical networksHemanthNo ratings yet
- A Survey On Building An Effective Intrusion Detection System (IDS) Using Machine Learning Techniques, Challenges and DatasetsDocument8 pagesA Survey On Building An Effective Intrusion Detection System (IDS) Using Machine Learning Techniques, Challenges and DatasetsIJRASETPublicationsNo ratings yet
- Supervised Learning Classification Algorithms ComparisonDocument6 pagesSupervised Learning Classification Algorithms Comparisonpriti yadavNo ratings yet
- Feature Learning and One-Class Classification for Fault Detection in High-Dimensional SignalsDocument12 pagesFeature Learning and One-Class Classification for Fault Detection in High-Dimensional SignalsflNo ratings yet
- Fault Prediction of Transformer Using Machine Learning and DGADocument5 pagesFault Prediction of Transformer Using Machine Learning and DGAFelipe KaewNo ratings yet
- Data EngineeringDocument9 pagesData EngineeringRehan SiddiquiNo ratings yet
- MINOR PROJECT DetailsDocument6 pagesMINOR PROJECT DetailsTOB3Y 09No ratings yet
- A Research Study On Unsupervised Machine Learning Algorithms For Early Fault Detection in Predictive MaintenanceDocument7 pagesA Research Study On Unsupervised Machine Learning Algorithms For Early Fault Detection in Predictive MaintenanceSayan BhattacharyaNo ratings yet
- Probabilistic Active Learning An Online FrameworkDocument21 pagesProbabilistic Active Learning An Online FrameworkSaba AliyariNo ratings yet
- Deep Learning Assignment 1 Solution: Name: Vivek Rana Roll No.: 1709113908Document5 pagesDeep Learning Assignment 1 Solution: Name: Vivek Rana Roll No.: 1709113908vikNo ratings yet
- A Novel Approach For Code Smells Detection Based On Deep LearningDocument5 pagesA Novel Approach For Code Smells Detection Based On Deep Learning4048 Sivashalini.GNo ratings yet
- Mafia and FP-growth To Detect Cardiovascular ProblemDocument5 pagesMafia and FP-growth To Detect Cardiovascular ProblemInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Machine Learning Research Papers IeeeDocument8 pagesMachine Learning Research Papers Ieeefyrgevs3100% (1)
- A Review: Machine Learning Approach and Deep Learning Approach For Fake News DetectionDocument5 pagesA Review: Machine Learning Approach and Deep Learning Approach For Fake News DetectionWARSE JournalsNo ratings yet
- Ricardo Vargas Article Neural Networks en PDFDocument27 pagesRicardo Vargas Article Neural Networks en PDFAqui SoloNo ratings yet
- Machine Learning Techniques Generate Rules for Network Intrusion DetectionDocument7 pagesMachine Learning Techniques Generate Rules for Network Intrusion DetectionAarati MahatoNo ratings yet
- Ieee Research Papers On Pattern RecognitionDocument6 pagesIeee Research Papers On Pattern Recognitionhumin1byjig2100% (1)
- Analysis of Error-Based Machine Learning Algorithms in Network Anomaly Detection and CategorizationDocument13 pagesAnalysis of Error-Based Machine Learning Algorithms in Network Anomaly Detection and CategorizationConfidence UdeNo ratings yet
- Ac Reily 3Document11 pagesAc Reily 3Rafsan Al- AminNo ratings yet
- Using Operational Research and Advanced Informatics For C - 2003 - IFAC ProceediDocument6 pagesUsing Operational Research and Advanced Informatics For C - 2003 - IFAC ProceediNGUYEN MANHNo ratings yet
- SP AlrajehN WILEY BigDataAnalyticsDocument21 pagesSP AlrajehN WILEY BigDataAnalyticsN ANo ratings yet
- RM Assign1Document7 pagesRM Assign1Sushant BhargavaNo ratings yet
- Daily Activity Recognition Based Principal Component ClassificationDocument7 pagesDaily Activity Recognition Based Principal Component ClassificationM'hamed Bilal ABIDINENo ratings yet
- Veštačka Inteligencija U Proceni RizikaDocument5 pagesVeštačka Inteligencija U Proceni RizikaIvan RancicNo ratings yet
- Amaitik WESIC2003 PaperDocument8 pagesAmaitik WESIC2003 PaperSalehNo ratings yet
- Deep Learning Frontier Machine Learning ReviewDocument10 pagesDeep Learning Frontier Machine Learning Reviewsuchitro mandalNo ratings yet
- Deep Learning As A Frontier of Machine Learning ADocument10 pagesDeep Learning As A Frontier of Machine Learning ARafi Y.SNo ratings yet
- Ieee Research Papers On Genetic AlgorithmDocument6 pagesIeee Research Papers On Genetic Algorithmliwas0didov3100% (1)
- Sign Language Recognition Using Deep LearningDocument6 pagesSign Language Recognition Using Deep LearningIJRASETPublicationsNo ratings yet
- RG Inspired Machine Learning For Lattice Field TheDocument9 pagesRG Inspired Machine Learning For Lattice Field TheCuenta SecundariaNo ratings yet
- High-Speed Tracking With Kernelized Correlation FiltersDocument14 pagesHigh-Speed Tracking With Kernelized Correlation FiltersKha DijaNo ratings yet
- A Deep Learning Based Multi Agent System For Intrusion DetectionDocument13 pagesA Deep Learning Based Multi Agent System For Intrusion DetectionAlexis Sebastian Tello CharcahuanaNo ratings yet
- Expert Systems With Applications: Raquel Barco, Pedro Lázaro, Volker Wille, L. Díez, Sagar PatelDocument8 pagesExpert Systems With Applications: Raquel Barco, Pedro Lázaro, Volker Wille, L. Díez, Sagar PatelNora Alaa El-dinNo ratings yet
- Forecasting Financial Budget Time Series: ARIMA Random Walk Vs LSTM Neural NetworkDocument11 pagesForecasting Financial Budget Time Series: ARIMA Random Walk Vs LSTM Neural NetworkIAES IJAINo ratings yet
- Applications of Artificial Intelligence in Power SystemsDocument15 pagesApplications of Artificial Intelligence in Power Systemsraul_bsuNo ratings yet
- 20bce2689 VL2022230103435 DaDocument30 pages20bce2689 VL2022230103435 DaRajvansh SinghNo ratings yet
- Study of Supervised Learning and Unsupervised LearningDocument8 pagesStudy of Supervised Learning and Unsupervised LearningIJRASETPublicationsNo ratings yet
- Financial Forecasting Using Support Vector MachineDocument10 pagesFinancial Forecasting Using Support Vector MachineArpit JainNo ratings yet
- Master Thesis Genetic AlgorithmDocument6 pagesMaster Thesis Genetic Algorithmalissacruzomaha100% (2)
- Discrete Event Simulation Modelling of Patient Service Management With ArenaDocument8 pagesDiscrete Event Simulation Modelling of Patient Service Management With ArenaShubham RajNo ratings yet
- A Novel Evaluation Approach ToDocument13 pagesA Novel Evaluation Approach ToAIRCC - IJNSANo ratings yet
- Analysis and Classification of Intrusion Detection For Synthetic Neural Networks Using Machine Language StrategiesDocument5 pagesAnalysis and Classification of Intrusion Detection For Synthetic Neural Networks Using Machine Language StrategiesInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Security and Safety Aspects of AI in Industry Applications: NtroductionDocument7 pagesSecurity and Safety Aspects of AI in Industry Applications: Ntroductionchowsaj9No ratings yet
- Chain-Length Dependence of The Protein and Cell Resistance of Oligo (Ethylene Glycol) - Terminated Self-Assembled Monolayers On GoldDocument11 pagesChain-Length Dependence of The Protein and Cell Resistance of Oligo (Ethylene Glycol) - Terminated Self-Assembled Monolayers On GoldRudolf JasonNo ratings yet
- Nobel Prizes in Physics 1901-2000: A Look at Major DiscoveriesDocument44 pagesNobel Prizes in Physics 1901-2000: A Look at Major DiscoveriesRudolf JasonNo ratings yet
- Master S Thesis Style and Format2Document4 pagesMaster S Thesis Style and Format2Rudolf JasonNo ratings yet
- Master S Thesis Style and Format2Document4 pagesMaster S Thesis Style and Format2Rudolf JasonNo ratings yet
- NameTagPraktikanTF1 EEDocument14 pagesNameTagPraktikanTF1 EERudolf JasonNo ratings yet
- Vocal Techniques 2013 (Tim Marriner)Document6 pagesVocal Techniques 2013 (Tim Marriner)Emira Syaza WafaNo ratings yet
- Effects of Ni Doping On Photocatalytic Activity of Tio Thin Films Prepared by Liquid Phase Deposition TechniqueDocument5 pagesEffects of Ni Doping On Photocatalytic Activity of Tio Thin Films Prepared by Liquid Phase Deposition TechniqueRudolf JasonNo ratings yet
- Final Fantasy VII-Crisis Core - Why - Better VersionDocument3 pagesFinal Fantasy VII-Crisis Core - Why - Better VersionRudolf JasonNo ratings yet
- PCSPDocument10 pagesPCSPRudolf JasonNo ratings yet
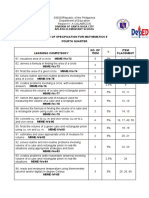
- 4th Periodical Test in Math 5-NewDocument9 pages4th Periodical Test in Math 5-NewMitchz Trinos100% (2)
- Lightning Performance of 500-kV Double-Circuit Line Schemes For The Three-Gorge ProjectDocument8 pagesLightning Performance of 500-kV Double-Circuit Line Schemes For The Three-Gorge ProjectAlcides NetoNo ratings yet
- Fatigue Analysis in Ansys WorkbenchDocument14 pagesFatigue Analysis in Ansys WorkbenchAshokkumar VelloreNo ratings yet
- 01 Dee1012 Topic 1Document52 pages01 Dee1012 Topic 1norzamira100% (1)
- Midterm 3 SolutionsDocument6 pagesMidterm 3 SolutionscdzavNo ratings yet
- CE6306 NotesDocument125 pagesCE6306 Noteskl42c4300No ratings yet
- Lecture 5Document7 pagesLecture 5sivamadhaviyamNo ratings yet
- HuwDocument12 pagesHuwCharles MorganNo ratings yet
- Workshop User Guide of GrafcetDocument150 pagesWorkshop User Guide of GrafcetJames HabibNo ratings yet
- Assessing Approaches To Genre ClassificationDocument72 pagesAssessing Approaches To Genre ClassificationAnonymous RrGVQjNo ratings yet
- Dissertation Actuarial ScienceDocument5 pagesDissertation Actuarial ScienceWriteMyPaperIn3HoursCanada100% (1)
- Relation between resolution III and confounded responsesDocument50 pagesRelation between resolution III and confounded responsesrohitrealisticNo ratings yet
- Taller 8Document2 pagesTaller 8monchito83hotmailesNo ratings yet
- Earthworks Computations and MethodsDocument24 pagesEarthworks Computations and MethodsBryan ResullarNo ratings yet
- Tabel Distribuzi Normal Z-Harus 0.5 Dikurangi PDFDocument1 pageTabel Distribuzi Normal Z-Harus 0.5 Dikurangi PDFLisna L. PaduaiNo ratings yet
- Matrix Operations / ManipulationDocument4 pagesMatrix Operations / ManipulationRyan5443No ratings yet
- ECMAScript 6 SuccinctlyDocument105 pagesECMAScript 6 Succinctlygunndream562100% (1)
- Maths exam questions for class 2Document2 pagesMaths exam questions for class 2Mandeep ThakurNo ratings yet
- Gpelab A Matlab Toolbox For Computing Stationary Solutions and Dynamics of Gross-Pitaevskii Equations (Gpe)Document122 pagesGpelab A Matlab Toolbox For Computing Stationary Solutions and Dynamics of Gross-Pitaevskii Equations (Gpe)Pol MestresNo ratings yet
- Selection, Bubble, Insertion Sorts & Linear Binary Search ExplainedDocument5 pagesSelection, Bubble, Insertion Sorts & Linear Binary Search ExplainedAndrew MagdyNo ratings yet
- Patch Antenna Design Tutorial With CST Microwave - Electronics Engineering TutorialsDocument13 pagesPatch Antenna Design Tutorial With CST Microwave - Electronics Engineering TutorialsMuthuKumaranNo ratings yet
- Stack, Queue and Recursion in Data StructureDocument26 pagesStack, Queue and Recursion in Data Structurechitvan KumarNo ratings yet
- Fiziks: Jnu-Entrance Examination-2009 M.Sc. Physics Maximum Marks: 90 Instructions For CandidatesDocument8 pagesFiziks: Jnu-Entrance Examination-2009 M.Sc. Physics Maximum Marks: 90 Instructions For CandidatessairajdreamNo ratings yet
- Determine Beam Deflection Using Integration and Geometric MethodsDocument8 pagesDetermine Beam Deflection Using Integration and Geometric MethodsNadiaNo ratings yet
- 05 01 2024 SR S60 Elite, Target & LIIT BTs Jee Main GTMDocument24 pages05 01 2024 SR S60 Elite, Target & LIIT BTs Jee Main GTMsaridelakshmikanthNo ratings yet
- National University: Name/Section Rating Date Performed Date SubmittedDocument4 pagesNational University: Name/Section Rating Date Performed Date SubmittedGail Domingo0% (1)
- Math6338 hw1Document5 pagesMath6338 hw1Ricardo E.No ratings yet
- SPUD 604 ManualDocument37 pagesSPUD 604 ManualfbarrazaisaNo ratings yet
- Prestressed Concrete: A Fundamental Approach, ACI 318-11 Code Philosophy & Stresses LimitationsDocument14 pagesPrestressed Concrete: A Fundamental Approach, ACI 318-11 Code Philosophy & Stresses LimitationsAnmar Al-AdlyNo ratings yet
- Maxwell's EquationsDocument19 pagesMaxwell's EquationsEr Ashish Baheti100% (1)
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveFrom EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveNo ratings yet
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldFrom EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldRating: 4.5 out of 5 stars4.5/5 (54)
- Artificial Intelligence: A Guide for Thinking HumansFrom EverandArtificial Intelligence: A Guide for Thinking HumansRating: 4.5 out of 5 stars4.5/5 (30)
- Generative AI: The Insights You Need from Harvard Business ReviewFrom EverandGenerative AI: The Insights You Need from Harvard Business ReviewRating: 4.5 out of 5 stars4.5/5 (2)
- The Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldFrom EverandThe Master Algorithm: How the Quest for the Ultimate Learning Machine Will Remake Our WorldRating: 4.5 out of 5 stars4.5/5 (107)
- Artificial Intelligence: The Insights You Need from Harvard Business ReviewFrom EverandArtificial Intelligence: The Insights You Need from Harvard Business ReviewRating: 4.5 out of 5 stars4.5/5 (104)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- How to Make Money Online Using ChatGPT Prompts: Secrets Revealed for Unlocking Hidden Opportunities. Earn Full-Time Income Using ChatGPT with the Untold Potential of Conversational AI.From EverandHow to Make Money Online Using ChatGPT Prompts: Secrets Revealed for Unlocking Hidden Opportunities. Earn Full-Time Income Using ChatGPT with the Untold Potential of Conversational AI.No ratings yet
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessFrom EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessNo ratings yet
- AI Money Machine: Unlock the Secrets to Making Money Online with AIFrom EverandAI Money Machine: Unlock the Secrets to Making Money Online with AINo ratings yet
- Who's Afraid of AI?: Fear and Promise in the Age of Thinking MachinesFrom EverandWho's Afraid of AI?: Fear and Promise in the Age of Thinking MachinesRating: 4.5 out of 5 stars4.5/5 (12)
- Mastering Large Language Models: Advanced techniques, applications, cutting-edge methods, and top LLMs (English Edition)From EverandMastering Large Language Models: Advanced techniques, applications, cutting-edge methods, and top LLMs (English Edition)No ratings yet
- Artificial Intelligence: The Complete Beginner’s Guide to the Future of A.I.From EverandArtificial Intelligence: The Complete Beginner’s Guide to the Future of A.I.Rating: 4 out of 5 stars4/5 (15)
- 100+ Amazing AI Image Prompts: Expertly Crafted Midjourney AI Art Generation ExamplesFrom Everand100+ Amazing AI Image Prompts: Expertly Crafted Midjourney AI Art Generation ExamplesNo ratings yet
- 2084: Artificial Intelligence and the Future of HumanityFrom Everand2084: Artificial Intelligence and the Future of HumanityRating: 4 out of 5 stars4/5 (81)
- Make Money with ChatGPT: Your Guide to Making Passive Income Online with Ease using AI: AI Wealth MasteryFrom EverandMake Money with ChatGPT: Your Guide to Making Passive Income Online with Ease using AI: AI Wealth MasteryNo ratings yet
- Power and Prediction: The Disruptive Economics of Artificial IntelligenceFrom EverandPower and Prediction: The Disruptive Economics of Artificial IntelligenceRating: 4.5 out of 5 stars4.5/5 (38)
- The Digital Mindset: What It Really Takes to Thrive in the Age of Data, Algorithms, and AIFrom EverandThe Digital Mindset: What It Really Takes to Thrive in the Age of Data, Algorithms, and AIRating: 3.5 out of 5 stars3.5/5 (7)
- ChatGPT 4 $10,000 per Month #1 Beginners Guide to Make Money Online Generated by Artificial IntelligenceFrom EverandChatGPT 4 $10,000 per Month #1 Beginners Guide to Make Money Online Generated by Artificial IntelligenceNo ratings yet
- System Design Interview: 300 Questions And Answers: Prepare And PassFrom EverandSystem Design Interview: 300 Questions And Answers: Prepare And PassNo ratings yet
- Killer ChatGPT Prompts: Harness the Power of AI for Success and ProfitFrom EverandKiller ChatGPT Prompts: Harness the Power of AI for Success and ProfitRating: 2 out of 5 stars2/5 (1)