You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- PUMPS and CALCULATIONSDocument7 pagesPUMPS and CALCULATIONSkenoly123No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Foam Fire Protection SystemDocument4 pagesFoam Fire Protection Systemkenoly123No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- A Fire PumpDocument2 pagesA Fire Pumpkenoly123No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- How To Operate Centrifugal Fire Water PumpsDocument3 pagesHow To Operate Centrifugal Fire Water Pumpskenoly123No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Ideal Gas LawDocument3 pagesIdeal Gas Lawkenoly123No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Centrifugal Pumps: What Is A Centrifugal Pump?Document10 pagesCentrifugal Pumps: What Is A Centrifugal Pump?kenoly123No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Understanding Net Positive Suction Head (NPSH) for Centrifugal PumpsDocument6 pagesUnderstanding Net Positive Suction Head (NPSH) for Centrifugal PumpsAnsari SuhailNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- How to Calculate Water Pump Horsepower for Flow RateDocument2 pagesHow to Calculate Water Pump Horsepower for Flow Ratekenoly123No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Refences To NFPA 15 and 13Document5 pagesRefences To NFPA 15 and 13kenoly123No ratings yet
- Fire Protection Design For Storage TanksDocument10 pagesFire Protection Design For Storage Tankskenoly123No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Heat, Work and Energy Tutorial - Essentials As Specific HeatDocument4 pagesHeat, Work and Energy Tutorial - Essentials As Specific Heatkenoly123No ratings yet
- Calculation Volume MassDocument2 pagesCalculation Volume Masskenoly123No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Centrifugal Pumps: What Is A Centrifugal Pump?Document10 pagesCentrifugal Pumps: What Is A Centrifugal Pump?kenoly123No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Ideal Gas LawDocument3 pagesIdeal Gas Lawkenoly123No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Tank Fire FightingDocument6 pagesTank Fire FightingHedi Ben MohamedNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
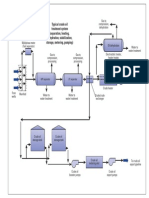
- Epf Crude Oil TreatmentDocument1 pageEpf Crude Oil Treatmentafroznishat100% (2)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Fire Safety Management AND Fire Emergency PlanDocument25 pagesFire Safety Management AND Fire Emergency Plankenoly123100% (5)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Cold vent design criteria for toxic gasesDocument4 pagesCold vent design criteria for toxic gaseskenoly123100% (1)
- Explosion Effect of OverpressureDocument7 pagesExplosion Effect of Overpressurekenoly123No ratings yet
- How To Calculate Heat FluxDocument6 pagesHow To Calculate Heat Fluxkenoly123No ratings yet
- Introduction To Storage TanksDocument9 pagesIntroduction To Storage Tankskenoly123No ratings yet
- Thermal Heat Flux NoteDocument2 pagesThermal Heat Flux Notekenoly123No ratings yet
- Ar08 077deqDocument144 pagesAr08 077deqAhmed ElShoraNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Volumetric Flow Rate CalculationDocument4 pagesVolumetric Flow Rate Calculationkenoly123100% (1)
- Tesis ApiDocument383 pagesTesis Apijonattan calderonNo ratings yet
- Tanks and Drums ProtectionsDocument14 pagesTanks and Drums Protectionskenoly123No ratings yet
- Pump Head CalculationDocument2 pagesPump Head Calculationkenoly123No ratings yet
- JournalDocument2 pagesJournalkenoly123No ratings yet
- Heat Radiation From FlaresDocument90 pagesHeat Radiation From FlaresAman Goel100% (3)
- Optimization To Have A Lower EDP On A PlantDocument1 pageOptimization To Have A Lower EDP On A Plantkenoly123No ratings yet
- 2019.01.28 - HUSSEIN - ZPhys - Chem - Physico-Chem AuCu Clusters - SUpporting InformationDocument19 pages2019.01.28 - HUSSEIN - ZPhys - Chem - Physico-Chem AuCu Clusters - SUpporting InformationAlejandra AwimbaweNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Purificazione e Studio Cinetico - Lattato Deidrogenasi (LDH) Da Fegato Di ConiglioDocument10 pagesPurificazione e Studio Cinetico - Lattato Deidrogenasi (LDH) Da Fegato Di ConiglioS_CucinottaNo ratings yet
- Percentage ErrorDocument6 pagesPercentage ErrormalakmounirNo ratings yet
- Astm e 518Document5 pagesAstm e 518Pao Dela Cruz100% (1)
- ASTM E291 - 09 - Standard Test Methods Forchemical Analysis of Caustic Soda and Caustic Potash (Sodium Hydroxide and Potassium Hydroxide) 1Document15 pagesASTM E291 - 09 - Standard Test Methods Forchemical Analysis of Caustic Soda and Caustic Potash (Sodium Hydroxide and Potassium Hydroxide) 1Boby WongNo ratings yet
- Dtic Ada097546Document34 pagesDtic Ada097546Rodrigo GarciaNo ratings yet
- Treatment of MelasmaDocument10 pagesTreatment of MelasmaPriska Paramita PringgoredjoNo ratings yet
- VENDOR DOCUMENT REVIEW OF PRESSURE RELIEF VALVE DATA SHEETSDocument8 pagesVENDOR DOCUMENT REVIEW OF PRESSURE RELIEF VALVE DATA SHEETSMichael HaiseNo ratings yet
- Tabela Aço Inox PDFDocument8 pagesTabela Aço Inox PDFjucalele77No ratings yet
- Comparatii Si Echivalente Branduri Sarma TubularaDocument4 pagesComparatii Si Echivalente Branduri Sarma TubularaAnonymous LpKY4pNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Monitoring of BioprocessDocument41 pagesMonitoring of BioprocessSandiyaNo ratings yet
- Study of Equipment Presses of Cocoa Powder (Theobroma Cacao, L) To Produce Quality Fat Cocoa and Analysis of The ResultingDocument8 pagesStudy of Equipment Presses of Cocoa Powder (Theobroma Cacao, L) To Produce Quality Fat Cocoa and Analysis of The ResultingAlex Ramadhan SabananyoNo ratings yet
- CT Safety ManualDocument36 pagesCT Safety ManualFranklyn Frank100% (1)
- Neuro ImagingDocument41 pagesNeuro ImagingRuchiyyihNo ratings yet
- Cylinder Design Standards WSNZDocument5 pagesCylinder Design Standards WSNZjamilNo ratings yet
- Calculation of Induction Motor Starting Parameters Using MatlabDocument6 pagesCalculation of Induction Motor Starting Parameters Using MatlabДејан ПејовскиNo ratings yet
- Slim Mobile Camera Zoom Lens Using Liquid LensDocument8 pagesSlim Mobile Camera Zoom Lens Using Liquid LenschoncachenabbaNo ratings yet
- Powder Coating at HomeDocument9 pagesPowder Coating at Homepakde jongko100% (1)
- Magnitude of Magnetic Field Inside Hydrogen Atom ModelDocument6 pagesMagnitude of Magnetic Field Inside Hydrogen Atom ModelChristopher ThaiNo ratings yet
- Review of Radiation Sterilization Technologies For Medical Devices - 170113Document18 pagesReview of Radiation Sterilization Technologies For Medical Devices - 170113Kunashiny RamashNo ratings yet
- 1-2003-Laskowski Et Al-2003-The Canadian Journal of Chemical EngineeringDocument7 pages1-2003-Laskowski Et Al-2003-The Canadian Journal of Chemical EngineeringjvchiqueNo ratings yet
- Alloy 286Document6 pagesAlloy 286shivam.kumarNo ratings yet
- Stored Human Urine Supplemented With WoodAsh As FertilizerDocument6 pagesStored Human Urine Supplemented With WoodAsh As FertilizerReena BhattaNo ratings yet
- App1Document12 pagesApp1Diastari KusumawatiNo ratings yet
- Notes On Electricity For Grade 6Document4 pagesNotes On Electricity For Grade 6Robert Hooke100% (1)
- MInirhizotron ThecniquesDocument16 pagesMInirhizotron ThecniquesHector Estrada MedinaNo ratings yet
- CaseStudy2 WindmillDocument8 pagesCaseStudy2 WindmillAnthony BergemannNo ratings yet
- Characterisation of Polymer With GCDocument104 pagesCharacterisation of Polymer With GCAmit KumarNo ratings yet
- Paper 2Document8 pagesPaper 2Prateek MalhotraNo ratings yet
- Technical Specification For Level GaugesDocument6 pagesTechnical Specification For Level Gaugesat35100% (1)
- Arizona, Utah & New Mexico: A Guide to the State & National ParksFrom EverandArizona, Utah & New Mexico: A Guide to the State & National ParksRating: 4 out of 5 stars4/5 (1)
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoFrom EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoRating: 5 out of 5 stars5/5 (1)
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptFrom EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptRating: 5 out of 5 stars5/5 (1)