You might also like
- Vol 1 PDFDocument2 pagesVol 1 PDFأبومحمدالزياتNo ratings yet
- Technical Information: Mechanism of Slug PullingDocument2 pagesTechnical Information: Mechanism of Slug PullingأبومحمدالزياتNo ratings yet
- Vol 1 PDFDocument2 pagesVol 1 PDFأبومحمدالزياتNo ratings yet
- Ied Product Disassembly Chart 1Document8 pagesIed Product Disassembly Chart 1api-668364903No ratings yet
- Grip Flow Metal Stampings Design GuideDocument19 pagesGrip Flow Metal Stampings Design GuidejdcarvajalNo ratings yet
- GripflowDocument19 pagesGripflowtaha21No ratings yet
- Build and Fly This Model of The: Cirrus SR22Document2 pagesBuild and Fly This Model of The: Cirrus SR22RX 6700 XTNo ratings yet
- Technical Information: Forming ToolDocument2 pagesTechnical Information: Forming ToolأبومحمدالزياتNo ratings yet
- Super Long frontPC200 PDFDocument2 pagesSuper Long frontPC200 PDFfifihartantoNo ratings yet
- Die CastingDocument1 pageDie CastingsobheysaidNo ratings yet
- Forces and Movements in Roller Bearings: Structure-Borne SoundDocument16 pagesForces and Movements in Roller Bearings: Structure-Borne SoundPeak NeoNo ratings yet
- ZP10093 GB PunchTap-FlyerDocument3 pagesZP10093 GB PunchTap-FlyerPham LongNo ratings yet
- Structure and Features: Strucfures of Cam FollowersDocument33 pagesStructure and Features: Strucfures of Cam FollowersAlejandro DerissoNo ratings yet
- Wright Flyer: Assembly InstructionsDocument11 pagesWright Flyer: Assembly InstructionsMarcus ViníciusNo ratings yet
- Scrap Retention DiesDocument1 pageScrap Retention DiesPeter NomikosNo ratings yet
- GE 7EA Gas Turbine DetailsDocument10 pagesGE 7EA Gas Turbine DetailsEnder Galvis100% (1)
- Tooling KnowledgeDocument92 pagesTooling KnowledgeChowkidar Chandru GowdaNo ratings yet
- Ch3 - Metal CuttingDocument30 pagesCh3 - Metal Cutting03 ABHISHEKNo ratings yet
- Frame Process PlannerDocument5 pagesFrame Process Plannerapi-538048965No ratings yet
- Blanking and PiercingDocument5 pagesBlanking and Piercingm9966822No ratings yet
- Shaft Process PlannerDocument1 pageShaft Process Plannerapi-538048965No ratings yet
- Protecting Your Punching Tool Investment: Application-Related Problems and SolutionsDocument5 pagesProtecting Your Punching Tool Investment: Application-Related Problems and SolutionsSIMONENo ratings yet
- Ache Manufacturing Process - Pembangunan Mini LPG Plant 2.2 MMSCFDDocument1 pageAche Manufacturing Process - Pembangunan Mini LPG Plant 2.2 MMSCFDbayu kusumaNo ratings yet
- Iko Cam FollowersDocument38 pagesIko Cam FollowersErkanNo ratings yet
- Structure and Features: Structure of Cam FollowersDocument38 pagesStructure and Features: Structure of Cam Followerskandhasamy muthuNo ratings yet
- WD Ebr (C) 22Document1 pageWD Ebr (C) 22SajidNaeemNo ratings yet
- Mold BaseDocument1 pageMold BaseRizky MahendraNo ratings yet
- YG-1 USA Solid Carbide YGBasix Drills For General PurposeDocument6 pagesYG-1 USA Solid Carbide YGBasix Drills For General PurposeMariano MoralesNo ratings yet
- GeoborDocument13 pagesGeoborLuis Edgardo Fuentes MartinezNo ratings yet
- Type 37Fsb: Balanced Fully Split SealDocument6 pagesType 37Fsb: Balanced Fully Split SealKantakuzinNo ratings yet
- Drawing Work Load As On 16.09.2021: Exide-TalojaDocument18 pagesDrawing Work Load As On 16.09.2021: Exide-Talojasandesh sadvilkarNo ratings yet
- Blow Molding Design GuidelineDocument5 pagesBlow Molding Design GuidelineAhmed Zidane100% (2)
- Pressing Processes Sheet MetalDocument64 pagesPressing Processes Sheet MetalAnishMendisNo ratings yet
- EFCO Maschinenbau India Private Limited: Job Card - Isolation ValveDocument2 pagesEFCO Maschinenbau India Private Limited: Job Card - Isolation ValveDebasis Pattnaik DebaNo ratings yet
- Machining MechAnalysis CHPT 4Document81 pagesMachining MechAnalysis CHPT 4Brahim MouchaneNo ratings yet
- Deep Hole Drilling: Information and Solutions by SomexDocument14 pagesDeep Hole Drilling: Information and Solutions by SomexsarahrouNo ratings yet
- Pawnee Parts - FullDocument1 pagePawnee Parts - FullAlejandro LabléeNo ratings yet
- IPE 341-Chip Formation MechanismDocument21 pagesIPE 341-Chip Formation MechanismAbdulNo ratings yet
- Mecha Lock - MisumiDocument1 pageMecha Lock - MisumiDuong NguyenNo ratings yet
- 3-Grooving&parting InsertsDocument6 pages3-Grooving&parting Insertssathiya priyaNo ratings yet
- Penguin Clock Assembly Drawings PDFDocument25 pagesPenguin Clock Assembly Drawings PDFHelenaNo ratings yet
- RubberDocument10 pagesRubberApurbaa SarmaNo ratings yet
- Catálogo 37FSDocument6 pagesCatálogo 37FSMarcos Marcandali de JesusNo ratings yet
- Eaton: Hydraulic MotorDocument4 pagesEaton: Hydraulic MotorRidha AbbassiNo ratings yet
- Toytrain I e A4 PDFDocument22 pagesToytrain I e A4 PDFenrique20No ratings yet
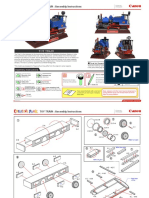
- TOY TRAIN Assembly InstructionsDocument22 pagesTOY TRAIN Assembly InstructionsrosalbaNo ratings yet
- Scrap TicketDocument11 pagesScrap TicketVikas KashyapNo ratings yet
- RMPU Sheet Metal Assembly ProcessDocument5 pagesRMPU Sheet Metal Assembly ProcessSachinNo ratings yet
- CNT 0011913 02 PDFDocument12 pagesCNT 0011913 02 PDFDIEGO BELLONo ratings yet
- Deformación Plástica en FríoDocument103 pagesDeformación Plástica en FríoNoé V.G.No ratings yet
- Grundfosliterature 5153654 PDFDocument16 pagesGrundfosliterature 5153654 PDFRazziel Ignacio Robledo CardenasNo ratings yet
- Injection MoldingDocument80 pagesInjection Molding21P410 - VARUN MNo ratings yet
- Drawing Work Load As On 29.09.2021: Exide-TalojaDocument20 pagesDrawing Work Load As On 29.09.2021: Exide-Talojasandesh sadvilkarNo ratings yet
- YU-YBD21: AmericaDocument6 pagesYU-YBD21: AmericaMichel DominguesNo ratings yet
- 75% scale microfan with 124 sq in wing and carbon sparDocument1 page75% scale microfan with 124 sq in wing and carbon sparLuisNo ratings yet
- FP - Engineering700 - Spare PartsDocument1 pageFP - Engineering700 - Spare PartsDaniel LagosNo ratings yet
- Civil Work Specification Part 55Document4 pagesCivil Work Specification Part 55AM MANo ratings yet
- RD Series - HorizonDocument12 pagesRD Series - HorizonRafael QuirozNo ratings yet
- SSAB - 912 en Bending of High Strength Steel PDFDocument8 pagesSSAB - 912 en Bending of High Strength Steel PDFchristos032No ratings yet
- High-quality tool steels for the extrusion industryDocument12 pagesHigh-quality tool steels for the extrusion industryPeter NomikosNo ratings yet
- Man TurbochargerDocument46 pagesMan TurbochargerPeter NomikosNo ratings yet
- Solving Practical Engineering Mechanics Problems Fluid Mechanics-BakhtiyarovDocument95 pagesSolving Practical Engineering Mechanics Problems Fluid Mechanics-BakhtiyarovPeter Nomikos100% (1)
- PLC Applications Workbook - Dayanand, RickyDocument240 pagesPLC Applications Workbook - Dayanand, RickyPeter Nomikos100% (1)
- From Die Design To Perfect CastingDocument2 pagesFrom Die Design To Perfect CastingPeter NomikosNo ratings yet
- Electric Motors Control Diagram - BarbuDocument66 pagesElectric Motors Control Diagram - BarbuPeter NomikosNo ratings yet
- Guide to Field Testing Gas Turbines and CompressorsDocument93 pagesGuide to Field Testing Gas Turbines and Compressorsinmec57No ratings yet
- Geza Vermes-Christian Beginnings - From Nazareth To Nicaea-Yale University Press (2013) PDFDocument289 pagesGeza Vermes-Christian Beginnings - From Nazareth To Nicaea-Yale University Press (2013) PDFΛευτέρης Κοκκίνης100% (2)
- What Every Engineer Should Know AboutDocument217 pagesWhat Every Engineer Should Know AboutGurpreet Singh DhunnaNo ratings yet
- Uddeholm Pocket Book PDFDocument80 pagesUddeholm Pocket Book PDFPeter NomikosNo ratings yet
- Uddeholm Pocket Book PDFDocument80 pagesUddeholm Pocket Book PDFPeter NomikosNo ratings yet
- Ruko Twist DrillsDocument80 pagesRuko Twist DrillsPeter NomikosNo ratings yet
- Guidelines For Ships Using Low Flashpoint Fuels (Methyl-Ethyl-Alcohol-Lpg) 2019 - Nippon Kaiji KuokaiDocument151 pagesGuidelines For Ships Using Low Flashpoint Fuels (Methyl-Ethyl-Alcohol-Lpg) 2019 - Nippon Kaiji KuokaiPeter NomikosNo ratings yet
- Stamping Design GuidelineDocument13 pagesStamping Design GuidelineVikram Borkhediya100% (1)
- Ingersoll ToolholdersDocument140 pagesIngersoll ToolholdersPeter NomikosNo ratings yet
- STL File Converter - 12 Best Tools To Convert STL Files - All3DPDocument27 pagesSTL File Converter - 12 Best Tools To Convert STL Files - All3DPPeter NomikosNo ratings yet
- RoboticsDocument394 pagesRoboticsPeter Nomikos100% (5)
- New PDFDocument19 pagesNew PDFLuis GorrinNo ratings yet
- Mechanics of Wood MachiningDocument207 pagesMechanics of Wood MachiningPeter NomikosNo ratings yet
- S. S. Rattan-Strength of Materials-Tata Mcgraw Hill (2011) PDFDocument758 pagesS. S. Rattan-Strength of Materials-Tata Mcgraw Hill (2011) PDFPeter Nomikos61% (18)
- Evolution of The Material Microstructures Within A Complex Porthole Die - TangDocument14 pagesEvolution of The Material Microstructures Within A Complex Porthole Die - TangPeter NomikosNo ratings yet
- Hss Long Series Drills Is: 5102-1969 DIN: 340 & BS 328 Part-1Document3 pagesHss Long Series Drills Is: 5102-1969 DIN: 340 & BS 328 Part-1Peter NomikosNo ratings yet
- Renishaw.-Installation Manual For Machine ToolsDocument220 pagesRenishaw.-Installation Manual For Machine ToolsPeter Nomikos100% (1)
- Atlas Technical Handbook of ST Steel 05 2008 PDFDocument45 pagesAtlas Technical Handbook of ST Steel 05 2008 PDFPoncho RmzNo ratings yet
- Easy Probing Renishaw PDFDocument29 pagesEasy Probing Renishaw PDFJesus MedinaNo ratings yet
- Scrap Retention DiesDocument1 pageScrap Retention DiesPeter NomikosNo ratings yet
- Punches For Heavy Load, Tapered Head PunchesDocument1 pagePunches For Heavy Load, Tapered Head PunchesPeter NomikosNo ratings yet
- Characteristics of Punching ToolsDocument1 pageCharacteristics of Punching ToolsPeter NomikosNo ratings yet
- Durability of PunchesDocument1 pageDurability of PunchesPeter NomikosNo ratings yet
- A786a786m PDFDocument11 pagesA786a786m PDFleroy2007No ratings yet
- Dawlance ReportDocument24 pagesDawlance ReportNabeel Ahmed ŜheikhNo ratings yet
- H-E Parts Data Sheet PT-95S CeramicDocument1 pageH-E Parts Data Sheet PT-95S CeramicJorge VillalobosNo ratings yet
- Tube of Different SizesDocument20 pagesTube of Different SizesGajraj ChauhanNo ratings yet
- CDS Modeva enDocument6 pagesCDS Modeva entalssNo ratings yet
- EN-Dimensional-and-shape-tolerances-according EN 10131:2006Document6 pagesEN-Dimensional-and-shape-tolerances-according EN 10131:2006Tri-Sure More Than ClosuresNo ratings yet
- An Overview On The Use of Titanium in The Aerospace IndustryDocument12 pagesAn Overview On The Use of Titanium in The Aerospace IndustryCamilo CorralesNo ratings yet
- 5) CP02 GBB 12 Annex D PDFDocument4 pages5) CP02 GBB 12 Annex D PDFAce NovoNo ratings yet
- High Strength Steel Stamping Design ManualDocument67 pagesHigh Strength Steel Stamping Design ManualShahril Izzuddin Or Dino100% (1)
- Ultrasonic Thickness - Manual From Zero Instrument ChinaDocument21 pagesUltrasonic Thickness - Manual From Zero Instrument ChinaMichael SunNo ratings yet
- 1 Purpose: Resistance Spot Welding GuidelineDocument45 pages1 Purpose: Resistance Spot Welding GuidelinealdairlopesNo ratings yet
- Final Detail Estimates Erarpar Ambassa Road TripuraDocument242 pagesFinal Detail Estimates Erarpar Ambassa Road TripuraHimanshuNo ratings yet
- Third Quarter Lesson 2 - Classification of ToolsDocument94 pagesThird Quarter Lesson 2 - Classification of ToolsNova GarciaNo ratings yet
- Titanium Specifications BookDocument45 pagesTitanium Specifications BookJuan CarvajalNo ratings yet
- IMS SPA tool steels guideDocument6 pagesIMS SPA tool steels guidekbwoniu123No ratings yet
- Kammerer (Engels)Document100 pagesKammerer (Engels)farhadfakurianNo ratings yet
- Alucobond Com Processing enDocument24 pagesAlucobond Com Processing enDiego Angeles QuesquenNo ratings yet
- Astm A370 2020Document50 pagesAstm A370 2020امين100% (1)
- Alpmac Catalog EN - 2020Document19 pagesAlpmac Catalog EN - 2020MOISESNo ratings yet
- Steel Sheet, Zinc-Aluminum-Magnesium Alloy-Coated by The Hot-Dip ProcessDocument7 pagesSteel Sheet, Zinc-Aluminum-Magnesium Alloy-Coated by The Hot-Dip ProcessCarolina LeonNo ratings yet
- Atlas Aluminium Datasheet 5251 Rev Oct 2013Document3 pagesAtlas Aluminium Datasheet 5251 Rev Oct 2013Spoonful BurnsideNo ratings yet
- Trailer Parts - Rocket Trailers - Body ComponentsDocument7 pagesTrailer Parts - Rocket Trailers - Body ComponentsRocket TrailersNo ratings yet
- Analysis of Springback in Flanging ProcessDocument8 pagesAnalysis of Springback in Flanging ProcessNhan LeNo ratings yet
- INS-000-SPE-0002 Rev.3 Specification For Painting and Coating, Structural Steel of Marine FacilitiesDocument25 pagesINS-000-SPE-0002 Rev.3 Specification For Painting and Coating, Structural Steel of Marine FacilitiesenriqueNo ratings yet
- Tool DesignDocument29 pagesTool DesignPavan TejaNo ratings yet
- In-Line Quality Control of Laser Welds of Tailored Blanks by Couplant-Free Ultrasonic InspectionDocument6 pagesIn-Line Quality Control of Laser Welds of Tailored Blanks by Couplant-Free Ultrasonic Inspectionabraham silva hernandezNo ratings yet
- Corrosion/Erosion in Sulfur Recovery: (Real-Life Examples)Document31 pagesCorrosion/Erosion in Sulfur Recovery: (Real-Life Examples)AnilNo ratings yet
- Imp ExamDocument15 pagesImp ExamMalvin Roix OrenseNo ratings yet
- Sheet Metal FormingDocument13 pagesSheet Metal FormingFranklin SilvaNo ratings yet
- 32-SAMSS-004 Manufacture of Pressure VesselsDocument50 pages32-SAMSS-004 Manufacture of Pressure VesselsEhab HarbNo ratings yet